EP0178799A2 - Vorrichtung zum Kühlen warmgewalzter Stahlstäbe - Google Patents
Vorrichtung zum Kühlen warmgewalzter Stahlstäbe Download PDFInfo
- Publication number
- EP0178799A2 EP0178799A2 EP85306668A EP85306668A EP0178799A2 EP 0178799 A2 EP0178799 A2 EP 0178799A2 EP 85306668 A EP85306668 A EP 85306668A EP 85306668 A EP85306668 A EP 85306668A EP 0178799 A2 EP0178799 A2 EP 0178799A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- nozzles
- water
- rings
- cooling
- conveyor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/573—Continuous furnaces for strip or wire with cooling
- C21D9/5732—Continuous furnaces for strip or wire with cooling of wires; of rods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/26—Special arrangements with regard to simultaneous or subsequent treatment of the material
- B21C47/262—Treatment of a wire, while in the form of overlapping non-concentric rings
Definitions
- This invention relates generally to the controlled cooling of hot rolled steel products such as rods and the like in direct sequence with the rolling operation in order to achieve predetermined metallurgical qualities.
- the rod sizes that are processed in installations of the foregoing type typically range from 5-19 mm. in diameter.
- air cooling has proven to be fast enough to achieve acceptable tensile strengths.
- air cooling rates are not sufficiently rapid, thus yielding tensile strengths which are below acceptable levels for certain applications.
- a primary objective of the present invention is the provision of an improved cooling conveyor having successive zones adapted to continuously air cool the smaller rod sizes in a conventional manner, with at least some of the same zones being adapted to cool with water sprays or with water laden air when accelerated cooling of the larger rod sizes is required.
- All conveyor zones have forced air cooling systems which include air nozzles underlying the path of ring travel over the conveyor rollers, and with air ducts connecting the air nozzles to motor driven fans.
- the accelerated cooling zones are additionally provided with water cooling systems, including water nozzles fed by appropriate piping.
- the nozzles are arranged directly adjacent to the path of ring travel so as to spray water directly onto the rings, preferably from both above and below.
- the water nozzles are arranged in the air ducts to spray water droplets into the forced air streams being generated by the motor driven fans, thereby producing water laden air which passes upwardly through the air nozzles for application to the rod rings.
- the air ducts and nozzles serve the dual function of applying air to the rod rings, and/or draining away excess water, depending upon which mode of operation is selected.
- This total versatility makes it possible for the accelerated cooling zones of the conveyor to operate on the entire range of rod sizes, even when only air cooling is being employed.
- Hot rolled steel rod emerges from the finishing block and is conveyed by means of water cooled delivery pipes 12 to a laying head 14.
- the laying head forms the rod into a continuous series of rings 16 which are received on a short conveyor belt 18.
- the belt 18 is driven at an appropriate speed which arranges the rings in an overlapping offset pattern as they move onto the cooling conveyor 20.
- Conveyor 20 has mutually spaced driven conveyor rollers 22 which propel the offset overlapping rings 16 in the direction indicated schematically by the arrow 24 in Figure 2.
- the conveyor 20 is subdivided into a plurality of sections denoted by the letters A & B .
- the B sections are adapted to cool the rings in a conventional manner with forced air only, and thus may comprise any one of a number of known designs, an example of which is described in U.S. Patent No.4,448,401 (Jalil et al).
- the A sections have the multiple capability of applying air alone, or either water sprays or water laden air.
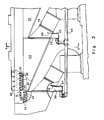
- a conveyor section A wherein the driven conveyor rollers 22 overlie a conveyor deck made up of refractory filled channel members 26.
- the channel members 26 are spaced one from the other to provide "first" air nozzles 28 arranged beneath the path of travel of the rod rings 16 over the conveyor rollers.
- the air nozzles 28 underlie the rollers 22 and extend across the entire conveyor width.
- the air nozzles 28 communicate with any one of a number of underlying air ducts 30, each being supplied with forced air by a motor driven fan 32.
- the ducts are suitably insulated with refractory, each have a sloping bottom wall 34.
- Each duct is interiorly subdivided by partitions 36 (see Figure 5) into a center chamber 38 and two side chambers 40.
- the output of the fan 32 may be selectively divided by baffles (not shown) so as to direct a greater proportion of cooling air into the side chambers 40 for application through the nozzles 28 at the sides of the conveyor where the density of ring overlap is greatest.
- adjustable deflectors 42 are provided along the upper edges of the partitions 36 to further control the application of cooling air through the nozzles 28.
- the air nozzles 28, ducts 30 and air driven fans 32 are features common to both conveyor sections A and B.
- Water supply pipes 43 extend through at least some of the refractory filled channel members 26 underlying certain of the spaces between the conveyor rollers 22.
- the water supply pipes 43 have upwardly directed "second" nozzles 44.
- additional water supply pipes 45 are arranged over the conveyor rollers on cover sections 48.
- the supply pipes 45 carry additional downwardly directed second water nozzles 46.
- the water supply pipes 43, 45 are connected via flexible piping 50 to distribution headers 52 which in turn are connected via a shut off valve 54 to a main water header 56.
- the arrangement of the nozzles 44, 46 is preferably such that in comparison to the amount of water applied at the conveyor center, a greater amount of water is applied at the conveyor edges.
- each air duct 30 has a drain opening 58 leading to a small sump 60.
- the sumps are in turn connected by means of drain piping 62 to the collectors 64 shown in Figure 1.
- Flap valves 66 are associated with each of the drain openings 58.
- the valves may be adjusted manually by any convenient means (not shown) between open positions as shown in the drawings, and closed positions blocking the drain openings.
- the conveyor cover sections 48 have top openings 68 communicating with a steam vent 70 and a steam extraction duct 72. After first disconnecting the flexible piping 50, the cover sections may be pivoted to open positions indicated by broken lines at 70'.
- the conveyor sections A and B can be operated to cool the rod rings with air only, with water sprays only, or with mist-like water laden air.
- the flap valves 66 and the water shut off valve 54 will be closed, the flexible piping 50 will be disconnected and the cover sections 48 raised to their open positions 70'. Thereafter, by operating the fans 32, air will be driven upwardly through the ducts 30 and first air nozzles 28 for application to the rod rings moving over the driven rollers 22.
- the fans 32 are shut down and slide plates 74 (see Figure 3) are manually inserted across the ducts 30 to safeguard the fans against exposure to moisture.
- the cover sections 48 are lowered into place and the flexible piping 50 is connected. Thereafter, with the flap valves 66 open, the main shut off valve 54 is opened to feed water to the second water nozzles 44, 46.
- the water is applied from above and below the rings as a fine spray. Much of the water is converted to steam by the heat of the rod, and this steam is exhausted from the conveyor through the vents 70 and extraction ducts 72. The remainder of the water runs down through the first air nozzles 28 into the ducts 30.
- Gravity directs the water down the sloping duct bottoms 34 and through the drain openings 58 into the sumps 60, and from there through the drain piping 62 to the collectors 64.
- water from the collectors 64 may be filtered and recirculated back to the main water header 56.
- the temperature of the water being applied through nozzles 44 and 46 may be controlled, as by preheating, in order to achieve selected cooling rates for the rod rings being processed on the conveyor.
- FIG. 6-8 An alternate embodiment of a conveyor section A is shown in Figures 6-8. Those elements which are common to both embodiments have been designated by the same reference numerals.
- the "second" water nozzles 76 are located exclusively in the air duct 30.
- the cover sections 78 are removable by means of lifting eyes 80, and are detachably connected by means of lateral branch conduits 82 to steam exhaust ducts 84.
- the water nozzles 76 are arranged to direct a fine water spray into the air stream being generated by the fans 32.
- the resulting water laden air passes upwardly through the first nozzles 28 for application to the rod rings being carried along the conveyor by the driven rollers 22.
- FIG 9 shows a further modification of the embodiment illustrated in Figures 6-8.
- the "second" nozzles are again located exclusively in the air duct 30.
- the nozzles 86 are arrayed in multiple rows r l , r 2 .
- the rows r l are located in the center chamber 38 whereas the rows r 2 are located respectively in the side chambers 40.
- the nozzles 86 are fed by mixers 88 with water by one branch 90 connected to a water main 92, and with compressed air by another branch 94 connected to an air manifold 96.
- the nozzles 86 produce a fine mist which mixes more thoroughly with the air output of the fans 32.
- FIG. 10 Still another embodiment of the invention is shown in Figure 10 where the conveyor deck is comprised of a series of rectangular tubes 98 spaced as at 100 to define first air nozzles. Selected ones of the tubes are provided with a series of second water nozzles 102. Cooling water is circulated through the tubes 98, and the nozzles 102 spray that cooling water upwardly onto the rings being transported over the conveyor rollers 22.
- the first nozzles 100 allow excess water to drain back to the underlying air plenum (not shown).
- conveyor sections A and B may be operated with cooling air only, in accordance with conventional practice, in a controlled manner according to the principles of the well-known Stelmor process as described, e.g. in U.S. Patent Nos. 3,231,432; 3,320,101 and 3, 390,871.
- the conveyor cover sections are opened or removed to accommodate unrestricted upward flow of the cooling air through and around the overlapped rod rings moving along the conveyor. Since all of the conveyor sections are equipped with air cooling nozzles, ducts and fans, the application of forced air is substantially continuous along the entire conveyor length.
- each of the water cooling modes is characterised at least in part by an upward application of water sprays or water laden air. Because the overlapped rod rings are moving over the spaced conveyor rollers, this upward application is necessarily intermittent. This is believed to be beneficial in that it allows water applied to the hot rod surfaces to vaporize into steam and to move away from the rod surfaces before the next successive water application. Because the steam is not trapped against the rod surfaces, as would be the case with total immersion in a water bath, an insulating steam blanket is not formed, and thus more rapid cooling rates may be achieved.
- conveyor sections A and B can be varied to suit operating conditions. For example, it may be desirable to have several consecutive A sections at the beginning of the conveyor, or for that matter, to have all conveyor sections of the A type.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US65865884A | 1984-10-09 | 1984-10-09 | |
| US658658 | 1984-10-09 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0178799A2 true EP0178799A2 (de) | 1986-04-23 |
| EP0178799A3 EP0178799A3 (de) | 1986-12-30 |
Family
ID=24642134
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85306668A Withdrawn EP0178799A3 (de) | 1984-10-09 | 1985-09-19 | Vorrichtung zum Kühlen warmgewalzter Stahlstäbe |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0178799A3 (de) |
| JP (1) | JPS6192719A (de) |
| CN (1) | CN85107297A (de) |
| BR (1) | BR8504980A (de) |
| IN (1) | IN164702B (de) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2650298A1 (fr) * | 1988-06-13 | 1991-02-01 | Toa Steel Co Ltd | Procede de patentage direct d'un fil metallique lamine a chaud |
| EP0359279A3 (de) * | 1988-09-16 | 1991-06-12 | Toa Steel Co., Ltd. | Verfahren zur schnellen Direktkühlung warmgewalzter Drähte |
| FR2677904A1 (fr) * | 1991-06-20 | 1992-12-24 | Siderurgie Fse Inst Rech | Caisson-diffuseur de ventilation destine notamment a etre associe a un module de ventilation de convoyeur en sortie d'un train de laminage a chaud de fils. |
| EP0942069A1 (de) * | 1998-03-10 | 1999-09-15 | Sms Schloemann-Siemag Aktiengesellschaft | Kühlschacht für einen Rollgang |
| WO2003104501A3 (fr) * | 2002-06-06 | 2004-01-29 | Four Industriel Belge | Procede et dispositif de patentage de fils en acier |
| CN101480669B (zh) * | 2008-01-07 | 2011-04-13 | 宝山钢铁股份有限公司 | 高速线材轧机斯太尔摩线冷却方法及冷却装置 |
| CN110042212A (zh) * | 2019-04-25 | 2019-07-23 | 常州机电职业技术学院 | 一种机械零件用冷却装置 |
| CN112538565A (zh) * | 2020-11-18 | 2021-03-23 | 河钢股份有限公司承德分公司 | 一种缩短盘卷时效期的方法 |
| CN114891986A (zh) * | 2022-05-20 | 2022-08-12 | 佛山市百燊工业科技有限公司 | 一种时效炉 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2764168B2 (ja) * | 1988-06-13 | 1998-06-11 | トーア・スチール株式会社 | 熱延線材の気水ミスト冷却装置 |
| CN1064567C (zh) * | 1998-02-23 | 2001-04-18 | 冶金工业部钢铁研究总院 | 钢材硬线热轧后的控制冷却方法及其控制冷却装置 |
| CN102294371B (zh) * | 2011-05-25 | 2013-11-13 | 中色科技股份有限公司 | 一种热轧卷库机械通风冷却装置及冷却方法 |
| CN102626719A (zh) * | 2012-04-24 | 2012-08-08 | 青岛钢铁控股集团有限责任公司 | 线材生产用控冷装置及线材生产设备 |
| CN103008370B (zh) * | 2012-12-11 | 2015-04-22 | 西安建筑科技大学 | 一种提高热轧带肋盘螺强度的控冷方法 |
| CN103406372B (zh) * | 2013-08-20 | 2016-04-13 | 宣化钢铁集团有限责任公司 | 一种高速线材风雾混合控制冷却方法及装置 |
| CN103406373B (zh) * | 2013-08-26 | 2015-04-22 | 武汉钢铁(集团)公司 | 悬挂移动式高速线材控制冷却生产线 |
| CN103691747B (zh) * | 2013-09-22 | 2016-02-10 | 宣化钢铁集团有限责任公司 | 一种用于钢材冷却控制的气雾冷却喷头 |
| CN104438384B (zh) * | 2014-12-23 | 2016-05-25 | 江苏东方成套设备制造有限公司 | 盘螺轧后冷却装置 |
| JP6368831B1 (ja) * | 2017-06-19 | 2018-08-01 | 中外炉工業株式会社 | 金属ストリップの冷却装置 |
| CN111020153B (zh) * | 2019-12-03 | 2021-08-24 | 南通迪瓦特节能风机有限公司 | 一种钢厂棒材生产线棒材风冷系统 |
| JP7652136B2 (ja) * | 2022-05-31 | 2025-03-27 | Jfeスチール株式会社 | コイル水冷設備、及びコイル水冷方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1024713A (en) * | 1962-08-24 | 1966-04-06 | Morgan Construction Co | Apparatus and process for the controlled cooling of rods |
| US3231432A (en) * | 1964-10-08 | 1966-01-25 | Morgan Construction Co | Process for the quenching of hot rolled rods in direct sequence with rod mill |
| JPS50112257A (de) * | 1974-02-14 | 1975-09-03 | ||
| US3930900A (en) * | 1974-10-21 | 1976-01-06 | Morgan Construction Company | Process for cooling hot rolled steel rod |
| US4168993A (en) * | 1978-08-10 | 1979-09-25 | Morgan Construction Company | Process and apparatus for sequentially forming and treating steel rod |
| FR2507930A1 (fr) * | 1981-06-22 | 1982-12-24 | Siderurgie Fse Inst Rech | Dispositif pour le refroidissement des spires de fils en acier dans la chaude de laminage |
| JPS5931831A (ja) * | 1982-08-17 | 1984-02-21 | Nippon Steel Corp | 線材冷却装置 |
| US4448401A (en) * | 1982-11-22 | 1984-05-15 | Morgan Construction Company | Apparatus for combined hot rolling and treating steel rod |
-
1985
- 1985-09-04 IN IN730/DEL/85A patent/IN164702B/en unknown
- 1985-09-19 EP EP85306668A patent/EP0178799A3/de not_active Withdrawn
- 1985-10-07 CN CN198585107297A patent/CN85107297A/zh active Pending
- 1985-10-08 BR BR8504980A patent/BR8504980A/pt unknown
- 1985-10-09 JP JP22384485A patent/JPS6192719A/ja active Pending
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2650298A1 (fr) * | 1988-06-13 | 1991-02-01 | Toa Steel Co Ltd | Procede de patentage direct d'un fil metallique lamine a chaud |
| EP0359279A3 (de) * | 1988-09-16 | 1991-06-12 | Toa Steel Co., Ltd. | Verfahren zur schnellen Direktkühlung warmgewalzter Drähte |
| FR2677904A1 (fr) * | 1991-06-20 | 1992-12-24 | Siderurgie Fse Inst Rech | Caisson-diffuseur de ventilation destine notamment a etre associe a un module de ventilation de convoyeur en sortie d'un train de laminage a chaud de fils. |
| EP0942069A1 (de) * | 1998-03-10 | 1999-09-15 | Sms Schloemann-Siemag Aktiengesellschaft | Kühlschacht für einen Rollgang |
| WO2003104501A3 (fr) * | 2002-06-06 | 2004-01-29 | Four Industriel Belge | Procede et dispositif de patentage de fils en acier |
| BE1014868A3 (fr) * | 2002-06-06 | 2004-05-04 | Four Industriel Belge | Procede et dispositif de patentage de fils d'acier |
| US7354493B2 (en) | 2002-06-06 | 2008-04-08 | Le Four Industriel Belge | Method and device for patenting steel wires |
| CN101480669B (zh) * | 2008-01-07 | 2011-04-13 | 宝山钢铁股份有限公司 | 高速线材轧机斯太尔摩线冷却方法及冷却装置 |
| CN110042212A (zh) * | 2019-04-25 | 2019-07-23 | 常州机电职业技术学院 | 一种机械零件用冷却装置 |
| CN112538565A (zh) * | 2020-11-18 | 2021-03-23 | 河钢股份有限公司承德分公司 | 一种缩短盘卷时效期的方法 |
| CN114891986A (zh) * | 2022-05-20 | 2022-08-12 | 佛山市百燊工业科技有限公司 | 一种时效炉 |
| CN114891986B (zh) * | 2022-05-20 | 2024-06-11 | 佛山市百燊工业科技有限公司 | 一种时效炉 |
Also Published As
| Publication number | Publication date |
|---|---|
| BR8504980A (pt) | 1986-07-22 |
| EP0178799A3 (de) | 1986-12-30 |
| JPS6192719A (ja) | 1986-05-10 |
| CN85107297A (zh) | 1986-07-30 |
| IN164702B (de) | 1989-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0178799A2 (de) | Vorrichtung zum Kühlen warmgewalzter Stahlstäbe | |
| CN1075838C (zh) | 连续退火带钢中的一次冷却方法 | |
| US6464927B1 (en) | Method and apparatus for in-line heat treatment of hot rolled stock | |
| CA3004532A1 (en) | Continuous-flow cooling apparatus and method of cooling a metal strip | |
| EP1125650A1 (de) | Kontinuierliche produktionsanlagen für draht | |
| US5121902A (en) | Apparatus for cooling hot rolled steel rod using a plurality of air and water cooled sections | |
| EP0031517B1 (de) | Vorrichtung zum Kühlen mit einer Gas-Flüssigkeit-Mischung | |
| CA1174460A (en) | Continuous gold rolling and annealing apparatus for steel strip | |
| EP0181101B1 (de) | Vorrichtung und Verfahren zum Abkühlen durch Luft eines warmgewalzten Rundstahlmaterials | |
| GB2062692A (en) | Multi-purpose apparatus for treating hot rolled steel wire rod | |
| US6240763B1 (en) | Automated rolling mill administration system | |
| EP0998993B1 (de) | Verfahren und Vorrichtung zum Kühlen von walzwarmem Walzgut, insbesondere Warmbreitband | |
| US6170284B1 (en) | Apparatus for the controlled cooling of hot-rolled sections, particularly beams, directly from the rolling heat | |
| CN114672628A (zh) | 一种基于连铸机末端的板坯表面淬火系统与工艺 | |
| US6074599A (en) | Air quenching chamber | |
| US5689894A (en) | Cooling system for annealing material continuously moving on a transport means | |
| PL170068B1 (en) | Method of and apparatus for reducing scale formation ability during hot plastic working processes carried out on metals, in particular on steel | |
| US3623714A (en) | Method of and apparatus for operating a furnace | |
| JPS5822525B2 (ja) | 鋼帯の冷却部におけるシ−ル装置 | |
| US4534198A (en) | Cooling hot-rolled steel strip | |
| JPS6111299B2 (de) | ||
| JPS5842254B2 (ja) | 連続焼鈍設備 | |
| CA2037331C (en) | Apparatus for cooling a traveling strip | |
| JPS5931831A (ja) | 線材冷却装置 | |
| US5299783A (en) | Rod cooling apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT SE |
|
| 17P | Request for examination filed |
Effective date: 19870609 |
|
| 17Q | First examination report despatched |
Effective date: 19880704 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19890117 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: GAGE, CHARLES H. Inventor name: JALIL, ASJED A. Inventor name: FOURNIER, KENNETH |