EP0179353A1 - Verfahren zum Färben auf einem Jigger - Google Patents
Verfahren zum Färben auf einem Jigger Download PDFInfo
- Publication number
- EP0179353A1 EP0179353A1 EP85112764A EP85112764A EP0179353A1 EP 0179353 A1 EP0179353 A1 EP 0179353A1 EP 85112764 A EP85112764 A EP 85112764A EP 85112764 A EP85112764 A EP 85112764A EP 0179353 A1 EP0179353 A1 EP 0179353A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- dye
- jigger
- bath
- passage
- der
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 241001584775 Tunga penetrans Species 0.000 title claims abstract description 36
- 238000000034 method Methods 0.000 title claims abstract description 23
- 238000004043 dyeing Methods 0.000 title claims abstract description 12
- 238000010521 absorption reaction Methods 0.000 claims abstract description 20
- 239000004753 textile Substances 0.000 claims abstract description 3
- 239000000835 fiber Substances 0.000 claims description 7
- 239000000975 dye Substances 0.000 abstract description 76
- 239000004744 fabric Substances 0.000 abstract description 13
- 239000007788 liquid Substances 0.000 description 5
- 239000007791 liquid phase Substances 0.000 description 4
- 238000013459 approach Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 239000008139 complexing agent Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 239000003792 electrolyte Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 239000012071 phase Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B3/00—Passing of textile materials through liquids, gases or vapours to effect treatment, e.g. washing, dyeing, bleaching, sizing, impregnating
- D06B3/32—Passing of textile materials through liquids, gases or vapours to effect treatment, e.g. washing, dyeing, bleaching, sizing, impregnating of open-width materials backwards and forwards between beaming rollers during treatment; Jiggers
Definitions
- the present invention relates to a method for dyeing on a jigger, the required amount of dye being divided into two or more subsets.
- the jigger is a machine of the type in which a fabric web, also called a material web, is alternately unwound from the one of two rolls and wound onto it and kept immersed in a dye bath between the two rolls during the passage.
- the web length immersed in the dye bath is of the order of 2 m, and since the speed of the web is of the order of 80-200 m / min. is, a certain point of the web will move during a passage in the dye bath in a period of the order of 1/3 - 3/4 sec. stop.
- a method for dyeing on a jigger is known from German Patent No. 106,342, an attempt being made to eliminate the uneven dyeing by gradually adding the entire dye liquor to the jigger tub during the first passage, but using a small amount of the liquor to cover the bottom rollers may be added in advance.
- the disadvantages mentioned apply to the jigger as a machine type, regardless of whether it is a machine that cannot be pressurized and therefore can only work at a bath temperature of 100 ° C or whether it is an HT jigger (high-temperature jigger) that be pressurized and can therefore work at higher temperatures.
- the polyester fiber is the most important, and the optimal color temperature of this fiber is 115 - 135 o C, depending on whether you are working with low-molecular or high-molecular dyes.
- the dye absorption cannot be controlled by chemical means, and it is therefore common to control dye absorption by gradually increasing the temperature from a range where the absorption is zero, so to speak, to the optimal range. Since the limits of this area are very narrow, it turned out to be necessary to raise the temperature in very small steps.
- the process is also difficult in that it may be necessary to use different dye groups for the same dyeing, so that a critical temperature range has to be passed for each dye group. Since each jigger passage can take 30-60 minutes, it should be understood that this procedure takes a long time.
- the present invention provides a method of dyeing on a jigger which ensures uniform dyeing of the web and which does not have the disadvantages of the known methods, i.e. poor economic exploitation of the jigger due to the time-consuming and labor-intensive gradual and slow heating of the dye bath.
- the method according to the invention is characterized in that a first portion is added to the dye bath while the jigger is at a standstill, when the dye bath has been heated to the temperature range for optimal dye absorption and the jigger is then operated, and the rest or the rest Portions of dye are dosed linearly into the dye bath as a function of the amount of tissue that has passed through the dye bath and dosed over a number of passages according to the number of dye subsets while the dye bath is at a temperature within the range for optimal dye absorption.
- the second requirement is only sufficiently correct as long as the color process is far from the eventual equilibrium state, but it is precisely in this initial phase that the risk of uneven color pickup is greatest. As one approaches the eventual equilibrium state, the rate of absorption slows down and the risk of uneven ink absorption is reduced.
- the total amount of dye is M.
- a subset thereof M 1 is added before the start of the process and the dye bath thus contains the amount of dye
- the web takes up an amount of dye during a passage on, and this amount is replaced by dosing one or more subsets during the subsequent passages.
- FIG. 1 is the high-pressure container
- 2 is the jigger tub with the dye liquor or the bath 3.
- the jigger has two rolls 4 and 5, onto which the material web is alternately unwound and wound, as it passes through the bath during such a passage 3 happened around two bottom rollers 6 and 7.
- the jigger also has a circulation pump 8 for the dye bath, which is connected to the tub 2 by pipes 9 and 10. In the connection of the circulation pump, a metering device 11 for dye is provided.
- rollers 4 and 5 are not shown, but they are of a well known type and such that the web of fabric moves at a mainly constant speed.
- auxiliaries such as leveling agents, metal complexing agents and the like, but not dye
- the jigger is then actuated and the bath to the temperature range heated, which is optimal for color absorption.
- the fabric web can pass one or more passages through the colorless bath so that there is a temperature equilibrium between the bath and the fabric roll when the desired temperature has been reached.
- the metering device 11 is opened and a second portion of the dye is metered evenly over the course of the first passage.
- the jigger does not carry out any passage process of the tissue web. However, it can perform an oscillation while standing still, i.e. that the jigger makes short back and forth movements at one end of the tissue in order to avoid a side weight of the rollers.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Coloring (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
- Treatment Of Fiber Materials (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft ein Verfahren zum Färben auf einem Jigger, wobei die notwendige Menge Farbstoff in zwei oder mehrere Teilmengen aufgeteilt wird. Der Jigger ist wie bekannt eine Maschine der Art, wo eine Gewebebahn, auch eine Warenbahn genannt, wechselweise von der einen zweier Rollen abgewickelt und darauf aufgewickelt und während der Passage zwischen den beiden Rollen in einem Farbbad hineingetaucht gehalten wird.
- Die im Farbbad hineingetauchte Warenbahnlänge ist der Größenordnung 2 m, und da die Geschwindigkeit der Warenbahn der Größenordnung 80 - 200 m/min. ist, wird eine bestimmte Stelle der Warenbahn sich während einer Passage im Farbbad in einer Periode der Größenordnung 1/3 - 3/4 sek. aufhalten.
- Es ist wahrscheinlich experimentell und allgemein anerkannt, daß nur äußerst geringe Farbstoffmengen auf die Fasern der Ware während deren sehr kurzen Aufenhaltes im Farbbad während der Passage substantivisch absorbiert werden. Der Farbstoff wird vom Farbbad auf die Warenbahn durch einen Austausch eines gewissen Flüssigkeitsvolumens in der Warenbahn mit einem entsprechenden Flüssigkeitsvolumen vom Farbbad überführt, und die eigentliche Absorption des Farbstoffs im Fasermaterial geschieht durch die (viel längere) Periode, wo die Warenbahn sich auf den Rollen aufgewickelt befindet, falls die Bedingungen für Farbstoffabsorption, wie z.B. optimale Temperatur und ähnliches, übrigens anwesend sind.
- Falls der Jigger unter Verhältnissen betätigt wird, wo die Bedingungen für eine Farbstoffabsorption optimal sind, besteht eine große Gefahr für eine ungleichmäßige Farbverteilung längs der Warenbahn, weil die Farbstoffkonzentration in der, während der Passage von der Warenbahn aufgenommenen, Flüssigkeitsmenge wegen des Verdünnungseffekts von der einen Seite der Bahn zur anderen exponentiell variiert.
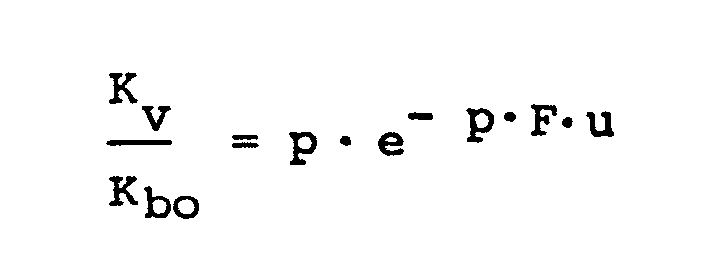
- Wird die erste Passage am Jigger somit mit der ganzen Farbstoffmenge dem Bad zugesetzt vom Anfang angefangen, läßt sich die Farbstoffkonzentration in der Warenbahn Kv im Verhältnis zur Anfangskonzentration Kbo des Bads während der Passage in folgender Weise berechnen:









- p = Der Austauschgrad, d.h. der Teil der in der Ware enthaltenen Flüssigkeit, die bei der Passage ausgetauscht wird.
- u = Der Teil der ganzen Warenlänge, der eben durch das Bad passiert hat, so daß u = 0 am Anfang der Passage und u = 1 am Ende der Passage ist.
- Der Austritt des Farbstoffs aus dem Bad ist:



- Die nachfolgende Passage wird zwar die schiefe Konzentrationsverteilung von der ersten Passage etwa aufgrund der entgegengesetzten Wirkung der neuen exponentiellen Farbstoffaufnahme aufrichten. Volle Ausgleichung ist aber nicht erreichbar.
- Aus der deutschen Patentschrift Nr. 106.342 ist ein Verfahren zum Färben auf einem Jigger bekannt, wobei versucht wird, das ungleichmäßige Färben durch allmählichen Zusatz der gesamten Farbflotte zum Jiggerbottich während der ersten Passage zu beseitigen, wobei aber eine kleine Menge der Flotte zum Decken der Bodenwalzen im voraus zugesetzt sein kann.
- Dieses Verfahren gewährleistet auch keine gleichmäßige Farbverteilung, da die Badkonzentration doch im Laufe der Passage aufgrund der steigenden Gewebegeschwindigkeit auf dem in der deutschen Patentschrift beschriebenen altmodischen Jigger abnimmt. Das Verfahren ist ferner unpraktisch, da es einen Behälter der gleichen Größe wie der Jiggerbottich zum Aufbewahren der gesamten Farbflotte erfordert.
- Um ein ungleichmäßiges Färben der Warenbahn zu vermeiden hat man daher im Laufe der Zeit eine Praxis entwickelt, wonach:
- 1. Die gesamte Farbstoffmenge in mehrere Portionen aufgeteilt wird, am meisten zwei, und der Zusatz mit einer Portion vor dem Anfang jeder neuen Passage geschieht.
- 2. Das Färben fängt mit einer so niedrigen Temperatur an, daß die Farbstoffabsorption in der aufgewickelten Warenbahn gering ist. Im Laufe einer Reihe von Passagen wird das Bad dann stufenweise zur optimalen Farbtemperatur beheizt.
- 3. Man stellt die Geschwindigkeit der Farbstoffabsorption chemisch ein, beispielsweise durch ein sukzessives Erhöhen der Elektrolytkonzentration im Bad (Zusatz von Salz).
- Ein allgemeines Verfahren ist heute, die obigen Maßnahmen 1 und 2 in folgender Weise beispielsweise zu kombinieren:
- 1.1. Die Hälfte oder zwei Drittel der gesamten Farbstoffmenge wird dem Bad vor der ersten Passage bei einer Temperatur von 50°C zugesetzt, wo die Farbstoffabsorption nicht zu beachten werden braucht.
- 1.2. Der Rest der Farbstoffmenge wird vor Anfang der zweiten Passage, noch bei 50°C, zugesetzt.
- 2.1. Vor Anfang der 3. Passage wird auf 60°C beheizt
- 2.2." " " 4. " " " 70°C "
- 2.3. " " " 5. " " " 80°C "
- 2.4. " " " 6. " " " 90°C "
- 2.5. Vor Anfang der 7. Passage wird auf 100°C beheizt
- 2.6. Hiernach läuft eine gewisse Anzahl Passagen bei 100oC, bis Gleichgewicht zwischen der Farbstoffkonzentration in der Flüssigkeitsphase und der Farbstoffkonzentration im Fasermaterial sozusagen erreicht worden ist.
- Die normale heutige Praxis ist noch, die drei obigen Maßnahmen zu kombinieren, um ein ungleichmäßiges Färben der Warenbahn zu vermeiden, es geht aber auch aus dem Beispiel hervor, daß diese Praxis viel Zeit und Arbeit erfordert.
- Die erwähnten Nachteile gelten dem Jigger als Maschinentyp, unabgesehen ob er eine Maschine ist, die nicht unter Druck gesetzt werden und daher höchstens bei einer Badtemperatur von 100°C arbeiten kann, oder ob er ein HT-Jigger (Hochtemperatur-Jigger) ist, der unter Druck gesetzt werden und daher bei höheren Temperaturen arbeiten kann.
- Die Anschaffung eines HT-Jiggers ist aber erheblich teurer als die 100°C Maschine, und es ist daher für die Rentabilität entscheidend, daß die Vorgangzeit auf ein Minimum herabgesetzt werden kann.
- Von den Fasertypen, die Farbtemperaturen über 100°C erfordern, ist die Polyesterfaser die wichtigste, und die optimale Farbtemperatur dieser Faser liegt bei 115 - 135oC, abhängig davon, ob man mit niedermolekularen oder hochmolekularen Farbstoffen arbeitet. Bei diesen Temperaturen ist die Farbstoffabsorption nicht mit chemischen Mitteln steuerbar, und es ist daher gewöhnlich, die Farbstoffabsorption durch stufenweises Heben der Temperatur von einem Bereich, wo die Absorption sozusagen Null ist, bis zum optimalen Bereich zu steuern. Da die Grenzen dieses Bereichs sehr eng sind, erwies es sich als notwendig, die Temperatur in sehr kleinen Stufen zu heben. Das Verfahren ist ferner dadurch schwierig, daß es notwendig sein kann, verschiedene Farbstoffgruppen für das gleiche Färben anzuwenden, so daß man für jede Farbstoffgruppe einen kritischen Temperaturbereich zu passieren hat. Da jede Jiggerpassage 30 - 60 Min. dauern kann, ist zu verstehen, daß dieses Verfahren viel Zeit erfordert.
- Die vorliegende Erfindung schafft ein Verfahren zum Färben auf einem Jigger, das ein gleichmäßiges Färben der Warenbahn sichert, und das nicht die Nachteile der bekannten Verfahren, d.h. eine schlechte wirtschaftliche Ausnutzung des Jiggers aufgrund eines zeitraubenden und arbeitserfordernden stufenweisen und langsamen Heizens des Farbbads, darstellt. Das Verfahren gemäß der Erfindung ist dadurch gekennzeichnet, daß eine erste Teilmenge dem Farbbad während eines Stillstehens des Jiggers zugesetzt wird, wenn das Farbbad bis auf den Temperaturbereich für eine optimale Farbstoffabsorption beheizt worden ist, und der Jigger danach betätigt wird, und die übrige oder übrigen Teilmengen von Farbstoff ins Farbbad linear als Funktion der Gewebemenge, die das Farbbad passiert hat, und im Laufe einer Anzahl von Passagen entsprechend der Anzahl von Farbstoffteilmengen dosiert werden, während das Farbbad eine Temperatur innerhalb des Bereiches für optimale Farbstoffabsorption aufweist.
- Es erwies sich in der Praxis, daß hierdurch ein gleichmäßiges Färben erreicht wird, und ein Berechnen, vgl. unten, bestätigt dieses Ergebnis.
- Als Grundlage für das Berechnen bestehen zwei Voraussetzungen:
- 1. Der Farbstoff wird in die Warenbahn während der Passage durch das Bad infolge eines Austausches einer bestimmten Flüssigkeitsmenge zwischen der Flüssigkeitsphase der Warenbahn und dem Farbbad aufgenommen. Diese Voraussetzung gilt auch der ersten Passage, da die Warenbahn naß ist, beispielsweise durch ein vorhergehendes Waschen, wenn sie in den Jigger eingesetzt wird.
- 2. Der Farbstoff wird von der Flüssigkeitsphase der Warenbahn von den Fasern absorbiert, während die Ware im aufgewickelten Zustand ist, so daß die Flüssigkeitsphase der Warenbahn keinen Farbstoff enthält, wenn die Ware das Bad das nächste Mal passiert.
- Die zweite Voraussetzung ist im ausreichenden Grade nur korrekt, so lange der Farbvorgang weit vom schließlichen Gleichgewichtszustand ist, es ist aber eben in dieser Anfangsphase, daß die Gefahr für eine ungleichmäßige Farbaufnahme am größten ist. Wenn man sich dem schließlichen Gleichgewichtszustand nähert, wird die Absorptionsgeschwindigkeit niedriger und die Gefahr für eine ungleichmäßige Farbaufnahme herabgesetzt.
- Beim Verfahren gemäß der Erfindung ist die gesamte Farbstoffmenge M. Eine Teilmenge davon M1 wird vor Anfang des Vorganges zugesetzt, und das Farbbad enthält somit die Farbstoffmenge
-







- Falls gewünscht wird, daß die Teilmengen über n Passagen dosiert werden, ist die gesamte Farbstoffmenge


- Dies gibt für



- Dieses Beispiel zeigt, daß eben im extremen Fall, wo n = 1 gewählt wird, sich 48% des Farbstoffs beim Verfahren gemäß der Erfindung während der ersten Passage gleichmäßig verteilen lassen. Die Praxis erwies dann auch, daß das Aufteilen der Farbstoffmenge in nur zwei Teilmengen oft reicht, ein gleichmäßiges Farbverteilen zu sichern.
- Nach diesem Dosieren von n Teilmengen des Farbstoffs ist die kritische Periode für Farbabsorption vorbei, da der Gleichgewichtszustand sich nähert. Die restliche Farbstoffabsorption geshieht dann bei traditionellem Passagelaufen ohne Gefahr für Ungleichmäßigkeiten.
- Die Erfindung ist an Hand der Zeichnung näher veranschaulicht worden.
- Diese zeigt eine Prinzipskizze eines Hochdruckjiggers zum Ausüben des Verfahrens gemäß der Erfindung. 1 ist der Hochdruckbehälter, 2 ist der Jiggerbottich mit der Farbflotte oder dem Bad 3. Über dem Bottich weist der Jigger zwei Rollen 4 und 5 auf, auf die die Warenbahn wechselweise ab- und aufgewickelt wird, da sie während einer solchen Passage durch das Bad 3 um zwei Bodenwalzen 6 und 7 herum passiert. Der Jigger weist ferner eine Zirkulationspumpe 8 für das Farbbad auf, die mit dem Bottich 2 durch Rohre 9 und 10 verbunden ist. Im Anschluß der Zirkulationspumpe ist eine Dosiervorrichtung 11 für Farbstoff vorgesehen.
- Da die Rolle 4 angenommen wird, die Aufwickelrolle während einer gegebenen Passage zu sein, bewegt sich die Gewebebahn in die durch die Pfeile gezeigte Richtung, und eine Länge der Gewebebahn entsprechend dem Abstand zwischen den Punkten.A und B via die Bodenwalzen 7 und 8 ist immer im Bad hineingetaucht. Diese Länge ist der Größenordnung 2 m. Die Treibvorrichtungen der Rollen 4 und 5 sind nicht gezeigt, sie sind aber wohlbekannter Art und derart, daß die Gewebebahn sich mit hauptsächlich konstanter Geschwindigkeit bewegt.
- Beim Verfahren gemäß der Erfindung werden nur Hilfsstoffe wie z.B. Egalisierungsmittel, Metallkomplexbildner und ähnliche, aber nicht Farbstoff, von Anfang an dem Bad zugesetzt. Der Jigger wird dann betätigt und das Bad auf den Temperaturbereich beheizt, der für die Farbabsorption optimal ist. Während dieser Heizungsperiode kann die Gewebebahn eine oder mehrere Passagen durch das farblose Bad durchführen, so daß ein Temperaturgleichgewicht zwischen dem Bad und der Geweberolle besteht, wenn die gewünschte Temperatur erreicht worden ist. Zu dieser Zeit wird dann während eines Stillstehens des Jiggers die erste Teilmenge des Farbstoffs auf einmal zugesetzt, und wenn der Jigger betätigt wird, wird die Dosiervorrichtung 11 geöffnet, und eine zweite Teilmenge des Farbstoffs wird im Laufe der ersten Passage gleichmäßig dosiert. In dieser Weise wird während der zweiten und der dritten Passage usw fortgesetzt, bis alle Teilmengen des Farbstoffs zugesetzt worden sind. Wie oben erwähnt ist es aber oft ausreichend, die Farbstoffmenge nur in zwei Teilmengen aufzuteilen, d.h. daß aller Farbstoff nach der ersten Passage zugesetzt worden ist. Wenn aller Farbstoff zugesetzt worden ist, wird ein traditioneller Passagevorgang fortgesetzt, bis die gewünschte Farbnuance erreicht worden ist, d.h. eine Anzahl von erfahrungsgemäß bekannten Passagen, die von den betreffenden Textilfasern und den angewendeten Farbstoffen abhängen.
- Wenn oben von einem Stillstehen des Jiggers gesprochen wird, ist hier zu verstehen, daß der Jigger keinen Passagevorgang der Gewebebahn durchführt. Er kann aber gut eine Pendelung während des Stillstehens durchführen, d.h. daß der Jigger am einen Gewebeende kurze Hin- und Herbewegungen durchführt, um eine Seitenschwere der Rollen zu vermeiden.
Claims (2)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT85112764T ATE41180T1 (de) | 1984-10-10 | 1985-10-08 | Verfahren zum faerben auf einem jigger. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DK4833/84 | 1984-10-10 | ||
| DK483384A DK149965C (da) | 1984-10-10 | 1984-10-10 | Fremgangsmaade til farvning paa en jigger |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0179353A1 true EP0179353A1 (de) | 1986-04-30 |
| EP0179353B1 EP0179353B1 (de) | 1989-03-08 |
Family
ID=8137055
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85112764A Expired EP0179353B1 (de) | 1984-10-10 | 1985-10-08 | Verfahren zum Färben auf einem Jigger |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0179353B1 (de) |
| AT (1) | ATE41180T1 (de) |
| DE (1) | DE3568601D1 (de) |
| DK (1) | DK149965C (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3705390A1 (de) * | 1987-02-20 | 1988-09-01 | Kuesters Eduard Maschf | Jigger |
| ITMI20111199A1 (it) * | 2011-06-29 | 2012-12-30 | Noseda S R L | Jigger per il trattamento di tessuti |
| CN104727048A (zh) * | 2015-04-08 | 2015-06-24 | 湖州博仁纺织品有限公司 | 一种具有缓冲加热装置的卷染机壳体 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110438696A (zh) * | 2019-08-20 | 2019-11-12 | 徐州华运纺织有限公司 | 一种棉布生产加工的高温高压卷染装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1037560A (fr) * | 1950-01-23 | 1953-09-21 | Procédé et appareil pour la teinture de matières | |
| DE1460390A1 (de) * | 1964-10-02 | 1969-02-06 | Clifford Duckworth | Verfahren und Vorrichtung zur Nassbehandlung von Textilmaterialien |
| FR2320381A1 (fr) * | 1975-08-02 | 1977-03-04 | Hoechst Ag | Procede de teinture isotherme a haute temperature de fibres synthetiques avec des colorants de dispersion |
-
1984
- 1984-10-10 DK DK483384A patent/DK149965C/da not_active IP Right Cessation
-
1985
- 1985-10-08 DE DE8585112764T patent/DE3568601D1/de not_active Expired
- 1985-10-08 AT AT85112764T patent/ATE41180T1/de active
- 1985-10-08 EP EP85112764A patent/EP0179353B1/de not_active Expired
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1037560A (fr) * | 1950-01-23 | 1953-09-21 | Procédé et appareil pour la teinture de matières | |
| DE1460390A1 (de) * | 1964-10-02 | 1969-02-06 | Clifford Duckworth | Verfahren und Vorrichtung zur Nassbehandlung von Textilmaterialien |
| FR2320381A1 (fr) * | 1975-08-02 | 1977-03-04 | Hoechst Ag | Procede de teinture isotherme a haute temperature de fibres synthetiques avec des colorants de dispersion |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3705390A1 (de) * | 1987-02-20 | 1988-09-01 | Kuesters Eduard Maschf | Jigger |
| US4922733A (en) * | 1987-02-20 | 1990-05-08 | Eduard Kusters Maschinenfabrik Gmbh & Co. Kg | Jig for the treatment of textile webs |
| US5010613A (en) * | 1987-02-20 | 1991-04-30 | Eduard Kusters Maschinenfabrik Gmbh & Co. Kg | Method for treating a web of material in a jig |
| ITMI20111199A1 (it) * | 2011-06-29 | 2012-12-30 | Noseda S R L | Jigger per il trattamento di tessuti |
| CN104727048A (zh) * | 2015-04-08 | 2015-06-24 | 湖州博仁纺织品有限公司 | 一种具有缓冲加热装置的卷染机壳体 |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE41180T1 (de) | 1989-03-15 |
| DK483384D0 (da) | 1984-10-10 |
| DK149965C (da) | 1987-05-04 |
| DE3568601D1 (en) | 1989-04-13 |
| DK483384A (da) | 1986-04-11 |
| EP0179353B1 (de) | 1989-03-08 |
| DK149965B (da) | 1986-11-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0093446B1 (de) | Verfahren und Vorrichtung zum kontinuierlichen Färben und/oder Veredeln von nassen, textilen Warenbahnen | |
| EP0179353B1 (de) | Verfahren zum Färben auf einem Jigger | |
| EP0311796B1 (de) | Verfahren zur kontinuierlichen Nassbehandlung einer Warenbahn | |
| DE2911166C2 (de) | Verfahren und Vorrichtung zum Auftragen geringer Flüssigkeitsmengen auf bahnförmige textile Flächengebilde | |
| DE2020365A1 (de) | Verfahren und Vorrichtung zur kontinuierlichen Behandlung von Warenbahnen mit stehendem Flor | |
| DE595566C (de) | Maschine zum Breitnassbehandeln von Geweben | |
| DE4234279C2 (de) | Verfahren zum Beschlichten von feinkapillarem Garn und Vorrichtung zum Durchführen des Verfahrens | |
| DE3043453A1 (de) | Hochdruckdaempfer zum kontinuierlichen behandeln von maschenware | |
| DE1760545A1 (de) | Verfahren und Vorrichtung zum kontinuierlichen Faerben von textilen Bahnen,insbesondere von Florgeweben,vornehmlich zu Florteppichen | |
| EP0280924B1 (de) | Jigger | |
| DE1635091B2 (de) | Vorrichtung zum behandeln von losen fasern mit einer fluessigkeit | |
| DE3033478A1 (de) | Vorrichtung zum auftragen geringer fluessigkeitsmengen auf bahnfoermige textile flaechengebilde | |
| EP0418214A2 (de) | Verfahren zum Färben mit Reaktivfarbstoffen von textilen Flächengebilden | |
| DE2342128A1 (de) | Verfahren zum faerben einer textilen warenbahn | |
| WO1998014653A1 (de) | Verfahren und vorrichtung zur behandlung einer insbesondere textilen warenbahn | |
| EP0080183B1 (de) | Verfahren zum Färben und Ausrüsten von schlauchförmigem Textilgut | |
| DE1635004B2 (de) | Verfahren und Vorrichtung zum fortlaufenden Färben von bahnförmigem Florgewebe, insbesondere von Teppichen | |
| EP1206593B1 (de) | Verfahren zum herstellen eines musters eines behandlungsaufalls an einer textilen warenprobe | |
| DE970356C (de) | Vorrichtung zum Nassbehandeln, insbesondere zum Faerben, von Textilgut in Bahnform | |
| DE715132C (de) | Verfahren und Vorrichtung zum Faerben von Fasergutstueckware, insbesondere von Geweben in Bahnform | |
| DE1610952A1 (de) | Vorrichtung und Verfahren zur Textilveredelung | |
| DE3112409A1 (de) | Verfahren zum kontinuierlichen waschen eines textilen produkts | |
| AT146813B (de) | Verfahren zum kontinuierlichen Waschen, Nachbehandeln oder Färben von endlosen starken Faserbländern aus Kunstfasern. | |
| DE974613C (de) | Verfahren und Vorrichtung zum Veredeln von Stoffbahnen, welche aus natuerlichen oder kuenstlichen, auf pflanzlicher Basis gewonnenen Fasern bestehen oder solche enthalten | |
| DE2503095A1 (de) | Verfahren und vorrichtung zum impraegnieren oder beschichten von textilmaterialien |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE FR GB IT LI SE |
|
| 17P | Request for examination filed |
Effective date: 19860730 |
|
| 17Q | First examination report despatched |
Effective date: 19880108 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI SE |
|
| REF | Corresponds to: |
Ref document number: 41180 Country of ref document: AT Date of ref document: 19890315 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3568601 Country of ref document: DE Date of ref document: 19890413 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ET | Fr: translation filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19891011 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19891019 Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19901008 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19901009 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19901018 Year of fee payment: 6 |
|
| ITTA | It: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19911031 |
|
| BERE | Be: lapsed |
Owner name: VALD HENRIKSEN A/S Effective date: 19911031 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19921002 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19921014 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19931008 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19931028 Year of fee payment: 9 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19931008 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19940630 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19941031 Ref country code: CH Effective date: 19941031 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 85112764.7 Effective date: 19910603 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19991119 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010703 |