EP0217057A1 - Verfahren und Vorrichtung zur Herstellung einer Flüssigkeitspackung - Google Patents
Verfahren und Vorrichtung zur Herstellung einer Flüssigkeitspackung Download PDFInfo
- Publication number
- EP0217057A1 EP0217057A1 EP86110593A EP86110593A EP0217057A1 EP 0217057 A1 EP0217057 A1 EP 0217057A1 EP 86110593 A EP86110593 A EP 86110593A EP 86110593 A EP86110593 A EP 86110593A EP 0217057 A1 EP0217057 A1 EP 0217057A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tube
- paper
- mandrel
- web
- sheets
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title abstract description 11
- 238000007789 sealing Methods 0.000 claims abstract description 29
- 239000007788 liquid Substances 0.000 claims abstract description 16
- 239000004033 plastic Substances 0.000 claims abstract description 11
- 229920003023 plastic Polymers 0.000 claims abstract description 11
- 239000000123 paper Substances 0.000 claims description 39
- 238000010438 heat treatment Methods 0.000 claims description 13
- 238000005520 cutting process Methods 0.000 claims description 7
- 239000000463 material Substances 0.000 claims description 7
- 238000004519 manufacturing process Methods 0.000 claims description 6
- 239000011111 cardboard Substances 0.000 claims description 5
- 239000011087 paperboard Substances 0.000 claims description 3
- 229920002994 synthetic fiber Polymers 0.000 claims 1
- 238000002347 injection Methods 0.000 abstract description 5
- 239000007924 injection Substances 0.000 abstract description 5
- 239000000835 fiber Substances 0.000 description 8
- 238000004049 embossing Methods 0.000 description 5
- 238000007493 shaping process Methods 0.000 description 3
- 241000282414 Homo sapiens Species 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 239000006223 plastic coating Substances 0.000 description 2
- 239000002985 plastic film Substances 0.000 description 2
- 229920006255 plastic film Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 241000500042 Eogenes Species 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 208000027418 Wounds and injury Diseases 0.000 description 1
- 230000003466 anti-cipated effect Effects 0.000 description 1
- 235000013405 beer Nutrition 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000012876 carrier material Substances 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 208000014674 injury Diseases 0.000 description 1
- 235000021056 liquid food Nutrition 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000008267 milk Substances 0.000 description 1
- 210000004080 milk Anatomy 0.000 description 1
- 235000013336 milk Nutrition 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- -1 polyethylene Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 230000002381 testicular Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/28—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms
- B31B50/30—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms the mandrels moving
- B31B50/32—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms the mandrels moving in circular paths
- B31B50/322—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms the mandrels moving in circular paths the mandrels extending radially from the periphery of a drum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/10—Shape of flexible containers rectangular and flat, i.e. without structural provision for thickness of contents
Definitions
- the invention relates to a process for the production of a liquid pack, the turusförr-ge , bridenoe of which are made of paper or cardboard, coated with plastic, the bottom is made square and folded and sealed, and whose opening device has a plastic lid the opera edge is molded onto the tube forming the side wall .; wopei the coated paper for the tube is drawn off in a web form from a pre-latch, cut into sheets and formed into a tube, after which the lid is molded on and the bocene is folded and closed
- the invention also relates to a device for producing such a liquid food of a supply roll, conveying devices for the paper web cutting device for separating the web into sheets, tube forming devices and conveying devices for these sheets to further asstationers
- Liquid packs of the type described at the outset are already known.
- the lid which is only made of plastic, can be of square or round design in cross-section or in plan view. In a side view, the lid can be designed flat, similar to a disk, or also provided with a Hegelst-shaped tell. guided, for example for cutting, forming a tube and closing. It is understood that the tube is closed by a longitudinal seal.
- the longitudinal sealing seam and thus also the longitudinal center axis of the tube lie not only in the general conveying direction but also in the direction of the paper fibers, because in general the paper fiber is always in the longitudinal direction of the web in the case of a roll .
- the devices considered according to the invention. Processes and liquid packs are understood to be working from the roll.
- a package of elongated shape in which, for example, a liter or two liters of milk is packaged, transported and offered to the end user, has a certain softness of the side walls, which is bothersome and hindering the use, which is from the manufacturer would like to be avoided.
- edge protection In addition to the constant requirement of good liquidity of the liquid pack, there is always the consideration of edge protection at the longitudinal sealing seam.
- a cut edge protrudes into the interior of the package, the cut separating the plastic coating or the carrier material, preferably the paper, on the cut edge of the filling material being exposed freely.
- the liquid can penetrate the paper fiber, soften it and destroy the package. For this reason, a separate strip is placed on the inside along the overlapping sealing seam as edge protection. It goes without saying that the laying on of a special strip is avoided, especially in particularly critical folding areas and the like, other sealing strips are also placed on top.
- liquid pack represents a mass product, so that it would be expedient for the manufacturer of the pack and also the packaging company for the liquid to have high-performance machines whose performance exceeds that of the. conventional machines
- the problems mentioned above are solved according to the invention for the method for producing the liquid pack by the fact that the conveying direction of the individual paper sheets is provided transversely to the feed direction of the paper web before the individual items are separated (first position) and that the tube is sealed and the longitudinal seam is sealed Form a folded edge connected to the sheet in the form of a strip, fold it around the folded edge by 180 ° and seal it onto the outer surface of the sheet, after which the opposite, free end of the sheet is sealed onto this strip-shaped end, forming the longitudinal sealing seam.
- the first measure means the direction of the paper fiber towards the longitudinal sealing seam or towards the longitudinal extension of the tube. It has been shown in an advantageous manner that the finished pack in the transverse direction of the paper fiber has a higher rigidity when gripped by the user than in the longitudinal direction can also be up to twice the stiffness.
- the opposite free end of the sheet can then be sealed onto the ifen-shaped end without difficulty, forming the longitudinal sealing seam.
- this seam does not stand out freely as in the prior art, so that the internal pressure of the filling material would fear tearing, but one has the same effect as in the case of the overlapping sealing seam, because the strip-shaped end has been practically united with the outer surface of the arch by sealing.
- the method according to the invention is particularly advantageously further developed in that the tube is formed from the individual, flat-lying bends in two stages, the bend being conveyed from its first position to a second position, where its half and its longitudinal central axis are semicircular sucked and conveyed to a third position in the second stage, where the remaining part of the arch is bent to complete the tube.
- the tube In this first stage, approximately one half of the tube, preferably a little more than the width of the flat sheet, is bent in a semicircular shape, so that practically half of the tube is thereby finished.
- the above-mentioned streaking tube is fully formed.
- the above-mentioned strip-shaped end can, however, also lie in exactly one half of the width of the flat sheet in another embodiment, because the opposite end, which is sealed to form the longitudinal sealing seam on said strip-shaped end, forms the same excess on the opposite side.
- the elbow can be divided exactly into two halves, with the first half being shaped as a half cylinder in the first stage and then the remaining second cylinder half being built in the second stage. Then the tube is completed.
- Devices for producing a liquid pack are known.
- Devices of this type have a supply roll, conveyor devices for the paper web, cutting devices for separating the web into sheets, tube forming devices and conveyor devices for the sheets to further work stations.
- the novel longitudinal sealing seam is created by the mandrel, which is arranged lying in the conveying direction of the sheet.
- it is a mandrel around which the folding levers are movably arranged such that the sheet initially lying flat under the dofn can be placed flat on the mandrel surface.
- the cross section of the mandrel can be polygonal or round.
- the mandrel like the preferred embodiment of the tube, will have a cylindrical outer surface. Based on this, a more detailed explanation of the invention is given, although a square or rectangular shape in cross section is also conceivable.
- the manes according to the invention are beer-independent.
- the mandrel can be used to create the strip-shaped end in preparation for the longitudinal sealing seam and thereby onto the tubular outer surface of the arch be sealed that a smaller, movable part of the pressure jaws, compared to the stationary, non-movable mandrel performs the folding of this strip-shaped end. If is thus formed in the first stage, with the mandrel not only the sheet half to the tube but also the strip end to the adjacent P a-pierauz Structure is sealed adjacent to the folding edge, then a promotion in the second stage, wherein the tube on the mandrel is pushed further.
- the preformed tube half is held by a folding lever that encompasses the mandrel, and an opposing folding lever now forms the second half of the arc tube-shaped.
- the free end of the sheet is sealed over the sealed strip-shaped end, ie over the resulting thick strip.
- the two folding levers do not encompass the cylindrical mandrel, for example, by a full 360 °, but instead keep a distance from one another in the area of the thickened strip (strip-shaped end), into which a heating stamp can enter and ultimately complete the longitudinal sealing seam.
- the further preferred of the device for producing the liquid pack described above is characterized in that a folding lever in the second position, encompassing the mandrel flat, rotates around. Axis driven is provided and two opposing folding levers are provided in the third position, also encompassing the mandrel, rotatably driven about an axis.
- the cross section of the mandrel can be polygonal or round, and the cover can also be polygonal or round when viewed from above.
- the embodiment in which the mandrel is essentially tubular is particularly preferred. Such a design even allows the block testicular closure at one end of the tube and the injection of a round or a lot square lid at the other end of the tube.
- the cross section of the mandrel is round, preferably circular.
- the cutout of the mandrel in the second position takes up less than one quadrant in cross-section and accommodates at least part of the pressure jaw, which is approximately sector-shaped in cross-section, if the pressure jaw is rotatably driven about a longitudinal outer edge of the mandrel and if a heating jaw is provided radially to the longitudinal outer edge and movable away from it.
- the aforementioned first half of the initially flat sheet of coated paper is folded over by means of a folding lever in such a way that a folding edge comes to rest against the longitudinal outer edge of the mandrel.
- the strip-shaped end then protrudes from this.
- a favorable further embodiment of the invention is characterized in that the conveying device for the separated paper sheet from the second position has at least one of the following positions on oscillating revolving transport sleeves and vacuum surfaces on carrier waves extending in the conveying direction.
- Such a configuration of the conveyor is reliable, simple and controllable at high speed, so that the manufacturing machine can achieve high performance.
- the paper sheet lies on a hollow shaft le, which can also have vacuum openings at the same time, can be held in a certain position by switching on the vacuum, processed and then transported further by the moving transport sleeve.
- a plurality of rows of conveyor means and mandrels are arranged in parallel side by side, and there are provided two etrenn- g te conveyors for the paper web, of which one continuously and the other is driven intermittently.
- the parallel connection of work facilities is known per se in many areas. When it comes to the production of packs with a high throughput speed, however, one has so far refrained from doing so in order not to make the machine too complicated, or one has only arranged two rows side by side. With other machines, considerations are already being made to double the conveyor tracks after the injection. According to the invention, however, it is anticipated from the outset the possibility of arranging numerous conveyor tracks next to one another.
- the paper web only has to be pulled off the supply roll by a correspondingly longer piece, after which the desired number of sheets is separated by the corresponding number of cutting knives, scissor-like cutting devices or the like and can be moved on in the desired transverse conveying direction.
- it is desirable to continuously pull off the web especially since this web may also have to go through further preparatory steps before being separated into sheets of paper.
- a plastic strip may have to be sealed in the fold area, the application of which does not take place intermittently.
- the arrangement according to the invention of two separate conveying devices makes it possible to provide a supply loop between the first and second conveying devices, so that the paper web with the preparatory work steps can actually be continuously withdrawn from the supply roll, while the separating device can be fed intermittently.
- the paper web 101 runs in the direction of arrow 2 via a first deflection roller 3, a second deflection roller 3 'with the take-off roller 4 (first conveyor device), a third deflection roller 3 "and finally a fourth deflection roller 3"' with counter roller 5 , wherein the roller 3 "'is at the same time a drive roller which interacts with the driven counter-roller 5. While the drive roller 3"' is driven intermittently, the pull-off roller 4 is driven continuously, so that a supply loop 12 between the deflection rollers 3 'and 3 " is created and can move up and down.
- the roller 3 '' 'simultaneously carries embossing lines and applies embossing to the edge of the web 101. You can see these embossings e.g. on the finished web 101 at the point 6 where the web 101 lies flat.
- a pure plastic film strip 7 for example in the bottom area where folding and welding is carried out, is continuously applied to the lower edge of the web 101, on which the embossing described will be described later as shown at 6.
- This plastic film strip is preferably a polyethylene strip 7, which is pulled off a roll 9 against a counter-roll 10 g , the roll 9 being heated by suitable means.
- a hot air blower can also be used, which hot air is blown in according to arrow 11 into the gap between the roller 9 and the web 101 to be coated.
- the driving roller 3 '"with the backing roll 5 so pushes the sheet 101 intermittently according to arrow 13 with fairly great speed forward over a distance of four cylinders of time. Then, the web 101 is at rest g e-charged. At four sites, one of which one in FIG. 1 with 14 is designated, the web is cut by separating the sheets of paper 15. Thus, for example, a web section or an arc 15 lies flat in position I.
- FIGS. 6 and 7 a look at FIGS. 6 and 7 can already be taken, in which the supply roll 1 with its axis 103 and the first deflection roller 3 are also shown.
- the fixed lower knife and the driven upper knife ie the cutting device generally designated 102.
- Roman numerals are shown above the respective positions, so that one can see how the sheet 15 can be transported in the conveying direction 135 (FIG. 1) from position 1 to position IV and then in position V to the 36 postponed - to be.
- FIG. 7 shows the number of knives 102 and also the four mandrel wheels 36 arranged next to one another.
- FIG. 1 shows how a curve is formed from the flat web part 15.
- a square could also be formed, but the preferred embodiment of the tube with an outer surface shaped like a cylinder jacket is described here.
- the web section (Eogen) 15 lies flat above the fulcrum or the axis 16 for the 'folding lever 17.
- This folding lever 17 is initially in the lower position 17' shown in broken lines and is drawn upwards in the direction of the arrow 18 in the direction shown by the arrow Position shown in lines. In this case, he takes the flat-lying dashed tell of the bow 15 upwards, which is the right half of the bow 15 and the middle between the right and left halves is designated by 19. This right half of the bow 15 then runs semicircular in the center 20 with the radius r.
- the reminder i.e. the end edge of the sheet 15 extends to the point designated 21.
- FIG. 2 as in FIG. 10, position II is shown.
- control devices for the individual parts e.g. Heating jaws 27, pressure jaws 25, folding lever 17, etc. are shown in more detail.
- the half-shaped tube is viewed from the opposite direction as in Figures 2 to 5.
- the free end or the free edge 21 of the bent-over cardboard part 15 or the strip-shaped end 29 lies somewhat outside - projecting above the center line M - and lies on the pressure jaw 25, which is in the initial phase a.
- the heating jaw 27 comes down from above in the direction of the arrow 28, preforms the paper in the area of the longitudinal outer edge M and at the same time heats the plastic coating on the outside on the surface of the paper on one side, namely the outer surface.
- the pressure jaw 25 swivels out of phase a according to arrow 26 to the top right into phase b.
- the pressure jaw 25 takes cebel de sureifen-shaped end 29 of the sheet 15, presses it firmly onto the opposite side and seals the two surfaces under pressure.
- the state of the semi-finished tube as shown in FIG. 5 has thus been reached.
- the part that has just been completed is designated 30.
- FIG. 4 shows the phase III mentioned.
- FIG. 4 shows a similar folding lever 17a on the right side and the opposite folding lever 31 on the left side; both pivotable about the axes 16 similar to the folding lever 17 in Figure 2 described.
- the folding lever 31 begins its activity for folding up the remaining part of the 15a according to FIG. 5 clockwise, while the folding lever 31 also rotates in its axis 16.
- This web section 15a is thus folded up and also 'semicircularly folded over, so that the cylinder is completed with its center point M' (FIG. 4).
- a heating die 32 is brought up and welded.
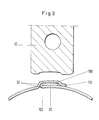
- Figure 3 top right exaggerated Band or the free end 110 on the thickened bar 33. This closes the tube, as shown in the area of the longitudinal seal 108 in Figure 3.
- the transport sleeve 61 Feed by means of the transport sleeve 61 with vacuum openings in position IV.
- the transport sleeve also shown in FIGS. 6 and 7pe is a little in height and movable in the direction of the axis M '. Movable in the direction of the axis M '.
- Position IV cools down the weld. The before Movement of the semi-finished and then finished tube from position II to position III, then into positions IV and V always takes place in the same cycle, on mandrel 23 and sucked in on the oscillating transport sleeve 61. Cooling can also be provided in position V.
- the mandrel wheel is only represented by a circle in FIG. 1 in order to be able to represent the work function more clearly.
- the direction of rotation 34 of the mandrel wheel can be seen. Moving in the direction of arrow 34 moves the tube into the vertical position VII. There, the cover 105 is injected by an injection device 37 shown in FIGS. 6 and 7.
- FIG. 6 also shows the stripping position from position IX to X with the transport chain 38 and the two deflection sprockets 39.
- the filling device 40 is located approximately in the middle between the two deflection sprockets 39.
- the height of the pack ie the upper edge 107 of the Cardboard tube brought to a precisely defined and predetermined height before closing in station 42.
- the bottom 106 is folded to form the triangular flaps that are upward. This station 43 is also shown in FIG. 1.
- B e; 44 shows the hot air blowing device in FIG. 6 for heating the outer surfaces and folding the triangular flaps onto the floor 106.
- This folding takes place during transport from location 44 to station 45 by means of suitable slide rods.
- the reference number 45 designates a moving pressure station that extends over at least two rows of packages. This station 45 presses on over two cycles, ie two packs in a row so that the pressing time is extended. As a counterpart there is no liquid, just an air cushion.
- the pack In the almost horizontal direction in position 46 (FIG. 6), the pack is now placed on one 47, which is used for transporting the pitch in the direction of arrow 48 (FIG. 7)
- the packs are read on the transport chain 47 so that a mark for the date, price or the like can be blended in the area of the plastic cover.
- a single marking device is sufficient to provide all the covers with the desired mark
- FIG. 9 In order to further illustrate the machine, other parts can be seen from FIG. 9, for example the filling station 40 venwelle51 for drive elements also moved to the side of the machine in order to maintain the access of the individual stations to keep the space free
- the process of folding the paper sheet marked 15 in the first stage takes place from left to right.
- the individual Rebel pivot points and drive devices for the heating jaws, mandrel parts and folding levers are not described in more detail, as a specialist in the study of FIG. 10, these measures and the same applies.
- the heating phase in which the V-shaped groove is also folded at the strip-shaped end 29.
- the heating jaw 27 In the third position from the left, the heating jaw 27 is withdrawn again. However, the pressure jaws 25 have now moved from phase a in direction of arrow 26 to phase b. In the rightmost position, the release of the semicircular tube from the paper plane is shown.
- the conveying device for the initially flat paper sheet 15 from position I to other subsequent positions can be seen from FIGS. 6 and 7.
- the carrier shaft 60 recognizes on which transport sleeves 61 are carried, which are connected to other transport sleeves 61 via a rod.
- the drive takes place over the linkage 62.
- the transport sleeves 61 are oscillatingly moved to the right and left.
- Unspecified drivers or grippers can support the transport.
Landscapes
- Making Paper Articles (AREA)
- External Artificial Organs (AREA)
- Closing Of Containers (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Feeding, Discharge, Calcimining, Fusing, And Gas-Generation Devices (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren Herstellung einer Flüssigkeitspackung, deren turusförr-ge seitenwänoe aus mit Kunststoff beschichteren frägermaterial Papier oder Pappe, bestehen, aeren Boden Viereckic und curch Falten und Versiegeln hergestellt ist und deren eine Öff- nungsvorrichtung aufweisender, aus kunststoff beste- hendel Deckel an die Operkante ces die Seitenwane bildenden Tubus angespritzt ist.; wopei das beschichtete Papier für der Tubus in Bahnform von einer Vorralle abgezogen, in Bögen geschnitten und zuTubus gefor wird wonach der Deckel angespritzt und der Bocen gefaltes und verschlossen wird
- Die Erfindung betrifft auch eine Vorrichtung zur Herstel- lung einer solchen Flüssigkeltspeis einer Vorrats rolle, Fördereinrichtungen für die Papierbahn Schneidein richtunger zum Vereinzeln der Bahn in Bögen, Tubusformeinrichtungen und Fördereinrichtungen für diei':i c Bögen zu wei- teren Asstationer
- Es sind bereits Flüssigkeitspackungen der eingangs beschriebenen Art bekannt. Der nur aus Kunststoff bestehende Deckel kann hierbei imQuerschnitt bzw. in Draufsicht sowohl viereckig als auch rund ausgestaltet sein. In Seitenansicht kann der Deckel flach ähnlich einer Scheibe oder auhc mit einer hegelstpiförmiger Tell versehen ausgestaltet sein.geführt, z.B. zum Schneiden, Formen eines Tubus und Verschließen. Es versteht sich, daß der Tubus durch eine Längssiegelnaht verschlossen ist. Bei den Flüssigkeitspakkungen, die nach den bekannten Verfahren hergestellt sind, liegt die Längssiegelnaht und damit auch die Längsmittelachse des Tubus nicht nur in der allgemeinen Förderrichtung sondern damit auch in Richtung der Papierfasern, denn im allgemeinen liegt bei einer Rolle die Papierfaser stets in Längsrichtung der Bahn. Die erfindungsgemäß betrachteten Vorrichtungen Verfahren und Flüssigkeitspackungen Werden als von der Rolle arbeitend verstanden.

- Durch die Lage der Papierfasern in Längsrichtung des Tubus, d.h. in Richtung der Längssiegelnaht, hat eine Packung länglicher Gestalt, in der beispielsweise ein oder zwei liter Milch verpackt, transportiert und dem Endverbraucher angeboten weiden, eine gewisse Weichheit der Seitenwände, die zweini sen störend und bei der Benutzunc hinder- lich ist, die ervon Hersteller gern vermieden würde.
- Außender ergibt sich neben der ständigen Forderung der gu- iten Dietigkeit der Flüssigkeitspackung stets die Überlegung des Kantenschutzes an der Längssiegelnaht Man kann nämlich eine Papierbahn zu einem Schlauch formen und mittels seiner Längssiegelnaht dadurch schließen, daß man die beiden freien Längskanten der Bahn überlappend oder Innenseite auf Innenseite aufgelegt versiegelt. Die durchdas Füllgut auftretenden Kräfte werden besser durch die überlappend hergestellte Siegelnaht aufgefangen. Hier aber ragt eine Schnittkante in das Innere der Packung, wobei durch den Schnitt die Kunststoffbeschichtung abgetrennt bzw. das Trägermaterial vorzugsweise das Papier, an der Schnittkanteder Füllgut frei ausgesetzt ist. Die Flüssigkeit kann in die Papierfaser eindringen, sie aufweichen und die Packung zerstören. Deshalb wird als Kantenschutz ein gesonderter Streifen innen längs der überlappenden Siegelnaht aufgelegt. Es versteht sich, daß das Auflegen eines besonderen Streifens aern vermieden wird, zumal in besonders kritischen Faltbereicnen und dergleichen auch noch andere Siegelstreifen aufgelegt werden.
- Bei der anderen Art der Siegelnaht, bei welcher die streifenförmigen Enden Innenseite auf Innenseite miteinander verbunden bzw. verschweißt werden, können die Druckkräfte des Füllgutes nach AuBen eine Verletzung and ein AufreiBen der Siegelnaht hervorrufen.
- Diese Probleme waren den Packungsherstellern bekannt, weshalb man auch bereits eine StumpfschweiBnaht vorgesehen hat, die aber ebenfalls umständlich ist.
- AuBerdem stellt die Flüssigkeitspackung ein Massenprodukt dar, so daB es für den Hersteller der Packung und auch den verpackenden Betrieb für die Flüssigkeit zweckmäBig wäre, Hochleistuncsmaschinen zu besitzen deren Leistung über denen der. herkömmlichen Maschinen liegt
- Die vorstehend erwähnten Probleme weiden erfind_ngsgemäB für das Verfahren zur Herstellung der Flüssigkeitspackung dadurch gelost ,daB die Förderrichtung der vereinzelten Papierbögen quer zur Vorschubrichtunc der Papierbahn vor dem Vereinzeln (erste Position) zuBögen vorgesehen ist und daB bei Formung des Tubus sowie Herstellung der Längs siegelnaht ein über eine Faltkante mit dem Bogen verbundenes streifenförmiges Ende gebilder, um die Faltkante um 180° umgelegt und auf die BogenauBenfläche aufgesiegelt wird, wonach das gegenüberliegende, freie Ende des Bogens unterBildung der Längssiegelnaht auf dieses streifenför- rige Ende aufgesiegelt wird.
- Die erste MaBnahme bedeutet die nungder Papierfaserrichtung guer zur Längssiegelnaht bzw. guer zur Längserstreckung des Tubus. In vorteilhafter Weise hat sich gezeigt, daB die fertige Packung hei der quer verlaufenden Papierfaserrichtung beim Greifen durch den Fndbenutzer eine höhere Steifigkeit besitzt, gegenüber der längs verlaufenden Papierfaserrichtung sogar bis zur doppelten Steifigkeit betragen kann.
- Durch die weitere erfindungsgemäße Maßnahme mit dem Umlegen des streifenförmigen Endes auf die benachbarte Außenfläche des Bogens und durch das nachfolgende Aufsiegeln des gegenüberliegenden freien Endes des Bogens wird ein neuer Aufbau der Längssiegelnaht geschaffen, bei dem weder der erwähnte Kantenschutz, noch die Längssiegelnaht mit Aufeinanderlegen der streifenförmigen Enden Innenseite auf Innenseite noch die StumpfschweiBnaht erstellt werden muß. Es ist maschinentechnisch beherrschbar, das streifenförmige Ende über eine Faltkante mit dem Bogen zu verbinden, so daB nach Vorformen dieser Faltkante ein Umlegen des streifenförmigen Endes auf die BogenauBenfläche und Aufsiegeln ohne Schwierigkeiten möglich wird. Nach Fertigstellung dieser Vorbereitung kann dann das gegenüberliegende freie Ende des Bogens ohne Schwierigkeiten auf das ifenförmigen Ende unter Bildung der Längssiegelnaht aufgesiegelt weiden. In Ergebnis hat man zwar eine Naht, bei welcher Innenseite auf Innenseite geschweiBt ist, die- se Naht steht aer nicht frei ab wie beim Stand der Technik, so daB der Innendruck des Füllgutes ein Aufreißen befürchten JäBt, sondern man hat die Wirkung wie bei der überlappenden Siegelnaht, denn das streifenförmige Ende ist praktisch mit der BogenauBenfläche durch Versiegeln vereinigt worden.
- Das Verfahren wird erfindungsgemäB dadurch besonders vorteilhaft weiter ausgestaltet, daB die Formung des Tubus aus de vereinzelten, flachliecenden Bogen in zwei Stufen erfolgt, wobei der Bogen aus seiner ersten Position in eine zweite Position gefördert, dort etwa seine eine Hälf- te u seine Längsmittelachse halbkreisförmig gesogen und in der zweiten Stufe in eine dritte Position gefördert und dort der restliche Teil des Bogens zur Vervollständigung des Tubus gebogen wird. Diese MaBnahmen erlauben den Einsatz günstiger Maschinen, denn der Tubus wird nicht wie bei den bisherigen Verfahren in eines Schritt erstell sondern wird in zwei Stufen geformt.In der ersten Stufe wird der Bogen nach dem Vereinzeln, wenn er zunächst noch flach liegt, in eine zweite Position gefördert, in welcher die erste Tubusformungsstufe vorgesehen ist. In dieser ersten Stufe wird etwa eine eiste Hälfte, vorzugsweise etwas mehr als die Breite des flachliegenden Bogens halbkreisförmig gebogen, so daB dadurch praktisch die eine Hälfte des Tubus fertiggeformt ist. Das oben erwähnte streifendes Tubus fertiggeformt ist. Das oben erwähnte streifenförmige Ende kann aber auch bei einer anderen Ausführungsform in genau einer Hälfte der Breite des flachliegenden Bogens liegen, weil das gegenüerliegende Ende, welches unter Bildung der Längssiegelnaht auf das genannte streifenförmige Ende aufgesiegelt wird auf der gegenüberliegenden Seite den gleichen ÜberschuB bildet. Mit anderen Worten kann bei dieser Ausfünrsio der Bogen exakt in zwei Hälften geteilt werder., wobei zunächst die erste Hälfte in der ersten Stufe halbzylinderformig geformt und danach in der zweiten Stufe die restliche zweite Zylinderhälfte gebijdet wird Dann ist der _Tubus vervollständigt.
- Vorrichtungen zur Herstellung einer Flüssigkeitspackung, wie sie eingangs näher bezeichnet ist, sind bekannt. Solche Vorrichtungen weisen eine Vorratsrolle, Fördereinrich- tungen für die Papierbahn, Schnedeinrichtungen zum Vereinzeln der Bahn in Bögen, Tubusformeinrichtungen und Fördereinrichtungen für die Bögen zu weiteren Arbeitsstationen auf.
- Diese Vorrichtungen arbeiten aber wie bei dem beschriebenen Verfahren in solcher Weise Evor der Roller, daß die einmal als Abzugsrichtung von der Rolle vorgesehene Förderrichtung bis zur Erstellung des Tubus beibehalten wird, d.h. die Papierfaserrichtung liegt in Längsrichtung des fertigen Tubus. Um dies im Sinne der vorstehend beschriebenen Aufgabe zu vermeiden, werden erfindungsgemäß Mittel vorgesehen, um die Steifigkeil der Packung zu vergrößern und damit das Ergreifen des Endverbrauchers zu verbessern. Außerdem werden erfindungsgemäß Vorrichtungsteile geschaffen, mit denen trotz der vergrößerten Steifigkeit des vereinzelten Bogens und des Tubus günstige Maßnahmen geschaf- fen werden können, um mit hohem Durchsatz einwandfrei feste und wirtschaftlich herstellbare Längssiegelnähte zu erstellen.
- Die oben erläuterte Aufgabe wird hinsichtlich der Vorrichtunc der Erfindung dadurch gelöst, daß ein länglicher, von einer zweiten bis mindestens in eine dritte Position reichender Dorn in Förderrichtung des Bogens liegend vorgeseher. ist und daß Falthebel, den Dorn flächig umgreifend, drehbar um Achsen angetrieben vorgesehen sind. Die Vorteile der ersten Maßnahme, bei welcher die Förderrichtung der Papierbahn, welche vor dem Vereinzeln flach liegt, praktisch guer zur allgemeinen Förderrichtung der Eerstellungsmaschine verläuft, sind bereits dargelegt (querliegende Papierfaserrichtung, höhere Steifigkeit beim Ergreifen der

- Die Erstellung der neuartigen Längssiegelnaht erfolgt er- findungsgemäß durch den Dorn, der in Förderrichtung des Bogens liegend angeordnet ist. Bei einer bevorzugten Ausführungsform handelt es sich um einen Dorn, um den Falthebel bewegbar derart angeordnet sind, daß der zunächst unter dem Dofn flachliegende Bogen flächig auf die Dornoberflache aufgelegt werden kann. Der Querschnitt des Dornes kann hierbei vieleckig oder rund sein. Im allgemeinen wird der Dorn wie auch die bevorzugte Ausführungsform des Tubus eine zylindermantelförmige Außenfläche haben. Anhand deren ist auch die nähere Erläuterung der Erfindung gegeben, wenngleich eine im Querschnitt quadratische oder rechtechige Gestalt ebenso denkbar ist. Die erfindungsgemäßen Mabnahnen sind biervon unabhängig.
- In der ersten Stufe kann mit Hilfe des Dornes das streifenförmige Ende zur Vorbereitung der Längssiegelnaht erstellt und dadurch auf die tubusförmige Bogenaußenfläche aufgesiegelt werden, daß ein kleineres, bewegliches Teil der Andruckbacken, gegenüber dem stationär befestigten, nicht beweglichen Dorn das Umlegen dieses streifenförmigen Endes durchführt. Wenn also in der ersten Stufe mit dem Dorn nicht nur der Bogen halb zum Tubus geformt ist sondern auch das streifenförmige Ende auf die benachbarte Pa-pieraußenfläche neben der Faltkante aufgesiegelt ist, erfolgt eine Förderung in die zweite Stufe, wobei der Tubus auf dem Dorn weitezceschoben wird. Hier wird die bereits vorgeformte Tubushälfte von einem den Dorn flächig umgreifenden Falthebel gehalten, und ein gegenüberliegend angeordneter Falthebel bildet nun die zweite Hälfte des Bogens tubusförmig aus. Direkt nach dieser Ausbildung wird das freie Ende des Bogens über das aufgesiegelte streifenförmige Ende, d.h. über die dadurch entstandene dicke Leiste, aufgesiegelt. Hierzu ist es zweckmäßig, daß die beiden Falthebel den beispielsweise zylinderförmigen Dorn nicht um volle 360° umgreifen sondern im Bereich der verdickten Leiste (streifenförmiges Ende) einen Abstand voneinander bewahren, in welchen ein Heizstempel einfahren und die Längssiegelnaht letztlich fertigstellen kann.
- Die weitere bevorzugte der Vorrichtung zur Herstellung der oben beschriebenen Flussigkeirspackung ist dadurch gekennzeichnet, daß ein Falthebel in der zweiten Position, den Dorn flächig umgreifend, drehbar um. Achsen angetrieben vorgesehen ist und zwei gegenüberliegende Falthebel in der dritten Position, den Dorn ebenfalls flächig umgreifend, drehbar um eine Achse angetrieben vorgesehen sind.
- Es wurde bereits erwähnt, daß der Querschnitt des Dornes vieleckig oder rund sein kann, wobei auch der Deckel in Braufsicht vieleckig oder rund sein kann. Besonders bevorzugt ist die Ausfuhrungsform, bei welcher der Dorn im wesentlichen tubusförmig ausgestaltet sind. Eine solche Gestaltung gestattet sogar das Klotzhodenverschließen am einen Tubusende und das Anspritzen eines runden oder vieleckigen Deckels am anderen Ende des Tubus. Darüberhinaus ergeben sich viele maschinentechnische Vorteile, wenn der Querschnitt des Dornes rund, vorzugsweise kreisförmig ist.
- Besonders zweckmäßig ist es erfindungsgemäß ferner, wenn der Ausschnitt des Dornes in der zweiten Position im Querschnitt weniger als einen Quadranten einnimmt und mindestens einen Teil des im Querschnitt etwa sektorförmigen Andruckbackens aufnimmt, wenn der Andruckbacken um eine Längsaußenkante des Dornes drehbar angetrieben ist und wenn ein Heizbacken radial zur Längsaußenkante und von dieser fort bewegbar vorgesehen ist. Die erwähnte erste Hälfte des zunächst flachliegenden Bogens aus beschichtetem Papier wird mittels Falthebel so umgelegt, daß eine Faltkante an die genannte Längsaußenkante des Dornes zur Anlage kommt. Von dieser steht dann das streifenförmige Ende ab. Dieses liegt schwach abgewinkelt auf dem drehba- ren Andreckbacken, so daß sich eine V-förmige Rinne mit stumpfem Winkel ergibt, in welche der Heizbacken gut ein-und ausfahren kann. Dadurch können die miteinander zu versiecelnden Oberflächen in einem Arbeitsgang intensiv direkt und zuverlässic erwärmt werden. Da der Andruckbacken um diese Längsaußenkante drehbar ist, kann er andrückend winken, nachdem er nämlich das streifenförmige Ende um 180° umdelect und auf die benachbarte Bogenaußenfläche aufgelegt hat. Hierdurch ergibt sich das Aufsiegeln bzw. die Erstellung der verdickten Leiste.
- Eine gürstige weitere Ausgestaltung der Erfindung ist dadurch gekennzeichnet, daß die Fördereinrichtung für den vereinzelten Papierbogen aus der zweiten Position in wenicstens eine der nachfolgend angeordneten Positionen auf in Förderrichtung sich erstreckenden Träverwellen oszillierend revegbare Transporthülsen und Vakuumflächen aufweist. Eine solche Ausgestaltung der Fördereinrichtung ist zuverlässig, einfach und mit großer Geschwindigkeit steuerbar, so daß die Herstellungsmaschine eine hohe Leistung erhalten kann. Der Papierbogen legt sich auf eine Hohlwelle, die gleichzeitig auch Vakuumöffnungen haben kann, kann durch Einschalten des Vakuums an bestimmter Position festgehalten, bearbeitet und danach von der sich bewegenden Transporthülse weiterbefördert werden.
- Bei weiterer vorteilhafter Ausgestaltung der Erfindung sind mehrere Reihen von Fördereinrichtungen und Dornen parallel nebeneinander angeordnet, und es sind zwei getrenn- te Fördereinrichtungen für die Papierbahn vorgesehen, deren eine kontinuierlich und deren andere intermittierend angetrieben ist. Das Parallel schalten von Arbeitseinrichtungen ist auf vielen Gebieten an sich bekannt. Bei der Herstellung von Packungen mit großer Durchsatzgeschwindigkeit hat man aber bisher davon abgesehen, um die Maschine nicht zu kompliziert zu gestalten, oder man hat nur zwei Reihen nebeneinander angeordnet. Bei anderen Maschinen sind bereits Überlegungen angestellt werden, nach dem Anspritzen ein Verdoppeln der Förderbahnen vorzustehen. Erfindungsgemäß aber wird von Anfang an mit der Möglichkeit gerechnet, zahlreiche Förderbahnen nebeneinander anzuordnen. Hierzu braucht beispielsweise die Papierbahn von der Vorratsrolle nur um ein entsprechend längeres Stück abgezogen zu werden, wonach durch die entsprechende Anzahl von Schneidmessern, scherenartigen Schneidvorrichtungen oder dergleichen die gewünschte Anzahl Bögen vereinzelt ist und in der gewünschten querliegenden Förderrichtung weiterbewegt werden kann. Bei solchen Hochleistungsmaschinen wünscht man aber ein kontinuierliches Abziehen der Bahn, zumal diese Bahn vor der Vereinzeln in Papierbögen gegebenenfalls auch weitere Vorbereituncsschritte durchlaufen muß. Beispielsweise muß im Faltbereich gegebenenfalls ein Kunststoffstreifen aufgesiegelt werden, dessen Applikation ungern intermittierend erfolgt.
- Durch die erfindungsgemäße Anordnung von zwei getrennten Fördereinrichtungen ist es möglich, eine Vorratsschlaufe zwischen der ersten und zweiten Fördereinrichtung vorzusehen, so daß die Papierbahn mit den vorbereitenden Ar- beitsschritten tatsächlich kontinuierlich von der Vorratsrolle absezogen werden kann, während die Vereinzelungsvorrichtung intermittierend beschickt werden kann.
- Weitere Vorteile, Merkmale und Anwendungsmöglichkeiten der vorliegenden Erfindung ergeben sich aus der folgenden Beschreibung bevorzugter Ausführungsbeispiele in Verbindung mit den Zeichnungen. Es zeigen:
- Figur 1 perspektivisch und schematisiert die Gesamtheit der Arbeiten vom Abziehen der Papierbahn bis zur Abförderung der fertig geschlossenen und gefüllten Flüssigkeitspackung,
- Figur 2 schematisch einen Zwischenzustand bei der ersten Stufe des Tubusformens, wie auch in Figur 10 gezeigt wird, wobei der Dorn mit Ausnehmung, der Andruckbacken und ein Falthebel dargestellt sind,
- Figur 3 sind abgebrochene Querschnittsansicht durch den mit fertiger Längssiegelnaht in stark ver- grdberten Maßstab mit nebengeordnetem Heizbacken für die Längsversiegelung,

- Figur 4 schematisch die wichtigstens Teile, insbesondere Falthebel mit Dorn zur Schaffung der Längssiegelnaht mit aufgedrucktem Heizbacken,
- Figur 5 schematisch eine Querschnittsansicht des halbgeformten Tubus mit aufgesiegeltem streifenförmigem Ende (Frstellung der verdickten Leiste) nach der ersten Tubusformstufe,
- Figur 6 eine genauere Seitenansicht der gesamten Maschine mit den einzelnen Arbeitsstationen,
- Figur 7 eine Draufsicht auf die Maschine gemäß Figur 6,
- Figur 8 eine Seitenansicht der Maschine, wenn man in Figur 8 von links nach rechts gemäß Pieil A blickt,
- Figur 9 eine Ansicht entlang der Linie B-B in Figur 6 und
- Figur 10 eine Ansicht entlang der Schnittlinie D-D in Figur 6.
- Von der Rolle 1 läuft die Papierbahn 101 in Richtung des Pfeiles 2 über eine erste Umlenkrolle 3, eine zweite Umlenkrolle 3' mit-der Abzugsrolle 4 (erste Fördereinrichtung), eine dritte Umlenkrolle 3" und schließlich eine vierte Umlenkrolle 3"' mit Gegenrolle 5, wobei die Rolle 3"' gleichzeitig eine Antriebsrolle ist, welche mit der abgetriebenen Gegenrolle 5 zusammenwirkt. Währenôdie Antriebsrolle 3"' intermittierend angetrieben ist, erfolgt der Antrieb der Abzugsrolle 4 kontinuierlich, so daß zwischen den Umlenkrollen 3' und 3" eine Vorratsschlaufe 12 erstellt wird. Diese kann sich auf- und abbewegen.
- In der hier gezeigten Ausführungsform trägt die Rolle 3''' gleichzeitig Prägelinien und bringt Prägungen auf den eirien Rand der Bahn 101 auf. Man sieht diese Prägungen z.B. .auf der fertigen Bahn 101 an der Stelle 6, wo die Bahn 101 flach liegt.
- um in denjenigen Bereichen, in denen kein oder weniger Kunststoff erforderlich ist, Kunststoff zu sparen, wird beispielsweise im Bodenbereich, wo gefaltet und geschweißt wird, ein reiner Kunststoffolienstreifen 7 kontinuierlich auf den unteren Rand der Bahn 101 aufgebracht, auf dem dann später die beschriebene Prägung, wie bei 6 gezeigt, angebracht wird. Bei diesem Kunststoffolienstreifen handelt es sich vorzugsweise um einen Polyäthylenstreifen 7, der von einer Rolle 9, gegen eine Gegenrolle 10 ge-halten, abgezogen wird, wobei die Rolle 9 mit geeigneten Mitteln beheizt ist. Anstelle der beheizten Rolle 9 kann man auch ein Heißluftgebläse verwenden, welches gemäß Pfeil 11 Heißluft in den Spalt zwischen der Rolle 9 und der zu beschichteten Bahn 101 eingeblasen wird.
- Die Antriebswalze 3"' mit der Gegenwalze 5 schiebt also die Bahn 101 intermittierend gemäß Pfeil 13 mit ziemlich großer Geschwindigkeit nach vorn über einen Abstand von vier Zylindern hinweg. Dann wird die Bahn 101 zur Ruhe ge-bracht. An vier Stellen, von denen eine in Figur 1 mit 14 bezeichnet ist, wird die Bahn unter Vereinzelung der Papierbögen 15 geschnitten. Damit liegt beispielsweise ein Bahnabschnitt oder'ein Bogen 15 flach in der Position I.
- Zur Vervollstandigung der schematischen Figur 1 kann bereits ein Blick auf die Figuren 6 und 7 geworfen werden, in denen ebenfalls die Vorratsrolle 1 mit ihrer Achse 103 und die erste Umlenkwalze 3 dargestellt sind. Man erkennt das feste Untermesser und das angetriebene Obermesser, d.h. die allgenein mit 102 bezeichnete Schneideinrichtung. Uber den jeweiliger Positionen sind römische Zahlen gezeigt, so das man erkennen kann, wie der Bogen 15 in Förderrichtung 135 (Fig. 1) von der Position 1 bis Position IV transportiert werden kann, um dann in Position V auf das36 aufgeschoben - zuwerden. In Figur 7 ist die Anzahl der Messer 102 und sind auch die vier nebeneinander angeordneten Dornräder 36 zu sehen.

- Hever die weiteren Arbeitsstationen beschrieben werden, wender wir uns Figur 2 zu. Diese zeigt, wie aus dem flachen Bahnteil 15 eine Rundung geformt wird. Ebenso könnte auch ein vierkant geformt werden, beschrieben wird aber hien die bevorzugte Ausführungsform des Tubus mit zylindermantelförmiger AuBenfläche. Zunächst liegt der Bahnabschnitt (Eogen) 15 flach über dem Drehpunkt bzw. der Achse 16 für den'Falthebel 17. Dieser Falthebel 17 befindet sich zinachst in der gestrichelt gezeigten unteren Position 17' und wird in Richtung des Pfeiles 18 nach oben in die mit ausgezogener Linien gezeigte Position gebracht. Bei dieses bewesung nimmt er den flachliegenden gestrichelten Tell des bogens 15 nach oben mit, wobei es sich hier um die rechte Hälfte des Bogens 15 handelt und die Mitte zwi- sehen rechter und linker Hälfte mit 19 bezeichnet ist Diese rechte Helfte des bogens 15 verläuft dann halbkreisförmig in den Mittelpunkt 20 mit dem Radius r .
- Das Mahnende, d.h. die Endkante des Bogens 15, reicht bis zu der mit 21 bezeichneten Stelle.
- In der Figur 2 ist ebenso wie in Figur 10 die Position II gezeigt. Der Unterschied zwischen den Figuren 10 und 2 besteht lediglich darin, daβ in Figur 10 die Steuereinrichtungen für die einzelnen Teile, wie z.B. Heizbacken 27, Andruckbacken 25, Falthebel 17 usw. genauer dargestellt sind. AuBerdem ist zu beachten, daß bei Figur 10 auf den halbgeformten Tubus von der entgegengesetzten Richtung geblickt wird wie bei den Figuren 2 bis 5.
- Der Formungs- und Siegelvorgang läßt sich deutlicher anhand der Figuren 2 bis 5 erläutern.
- In der Position II der Figur 2 gibt es eine erste Phase a und nach dem Umlegen des streifenförmigen Endes 29 auf die benachbarte Bogenausenfläche die Phase b. Der grehbewegliche Andruckbacken ist in Richtung ces Doppelpfeiles 26 hin- und herdrehbar um den Punkt M herum, welcher die LängsauBenkante M des Dornes 23 darstellt. In einem Quadranten der Darstellung der Figur 2 ist der Ausschnitt 24 im Dorn 23 erkennbar. In dieser Ausnehmung 24 befindet sich der erwähnte Andruckbacken 25 sektorförmiger Gestalt, der sich im übrigen aber im Bereich der Position II auch längs des Tubus erstreckt.
- Das freie Ende oder die freie Kante 21 des umgebogenen Kartonteils 15 bzw. des streifenförmigen Endes 29 liegt etwas außerhalb - und zwar über der Mittellinie M hinausragend - und liegt auf dem Andruckbacken 25, der sich in der Ausgangsphase a befindet. In dieser kommt der Heizbakken 27 von oben in Richtung des Pfeiles 28 herunter, formt das Papier im Bereich der LängsauBenkante M vor und beheizt gleichzeitig die Kunststoffbeschichtung außen auf der Oberfläche des Papiers einseitig auf einer, nämlich der äuBeren Oberfläche. Unmittelbar nach dem Zurückgehen des beheizten Backens 7 in der Richtung 28 entgegengesetzter Richtung, nämlich in seine Ausgangsposition zurück, schwenkt der Andruckbacken 25 aus der Phase a gemäß Pfeil 26 nach rechts oben in die Phase b. Der Ancruckbacken 25 nimmt cebel de sureifenförmige Ende 29 des Bogens 15 mit, drückt es auf die gegenüberliegende Seite fest an und versiegelt unter Druck die beiden Oberflächen. Damit hat man den Zustand des halbfertigen Tubus gemäß Darstellung in Figur 5 erreicht. In Figur 3 ist der soeben als fertiggestellte Teil mit 30 bezeichnet.
- Danach bewegt sich der Andruckbacken 25 wieder gemäß Doppelpfeil 26 nach unten in die Phase a zurück.
- Kun erfolgt die Förderung bzw. der Vorschub des Papierbogens 15, der halbrund gefaltet ist, auf dem Dorn 23 in die in den Figuren 1 und 6 bezeichnete Position III. Es versteht sich, daE der eben beschriebene Vorgang gleichzeitig bel vier Bahnzuschnitten bzw. Bögen 15 erfolgt.
- Figur 4 zeigr die erwähnte Phase III . Man sieht in Figur 4 einer ahnischen Falthebel 17a auf der rechten Seite und den gegenüberbegenden Falthebel 31 auf der linken Seite; beide schwenkbar um die Achsen 16 ähnlich wie beim Falt- .hebel 17 in Figur 2 beschrieben. Der Falthebel 31 beginnt seine Tätigieit zum Hochfalten des restlichen Teils des15a gemäß Figur 5 im Uhrzeigersinn, während sich auch der Falthebel 31 im seine Achse 16 creht. Dieser Bahnabschnitt 15a wird also hochgefaltet und ebenfalls 'halbkreisförmig umgelegt, so da'ß der Zylinder mit seinen Mittelpunkt M' (Figur 4) fertiggestellt ist. In dieser Phase wird ein Heizstempel 32 herangefahren und schweiBtder. in Figur 3 oben rechts übertrieben groß ge-
 Band bzw das freie Ende 110 auf die verdickte Leiste 33. Damit ist der Tubus geschlossen, wie im Bereich der Längesiegelnaht 108 in Figur 3 gezeigt ist.
Band bzw das freie Ende 110 auf die verdickte Leiste 33. Damit ist der Tubus geschlossen, wie im Bereich der Längesiegelnaht 108 in Figur 3 gezeigt ist.
- EsVorschub mittels der Transporthülse 61 mit Vakuunoffnungen in die Position IV. Die auch in den Figuren 6 und 7pezeigte Transporthülse ist in der Höhe ein wenig und
 in Richtung der Achse M' bewegbar. In haugtsächlich Richtung der Achse M' bewegbar. Position IV erfolgt ein Abkühlen der Schweißnaht. Die Vorbewegung des halbfertigen und dann ganzfertigen Tubus von Position II zu Position III, danach in die Position IV und V erfolgt stets im gleichen Takt, auf dem Dorn 23 und angesaugt an der oszillierenden Transporthülse 61. Auch in der Position V kann ein Abkühlen vorgesehen sein. Andererseits können hier aber auch andere Manipulationen vorgenommen werden, die an dem hylinderförmigen Tubus noch erforderlich sind, wie z.B. Prägen, Eindrücken oder Perforieren. Der Durchmesser des Dorns 23; 123 nimmt von Position IV zu Position V ein wenig ab, z.B. um 1/2 mm. Nach dem Perforieren erfolgt die weitere Förderung in die Position VI. Hier ist nun der Zylinder auf eines der vier mehrteiligen Dornräder 36 aufgeschoben, die in den Figuren 6 bis 8 gezeigt sind.
in Richtung der Achse M' bewegbar. In haugtsächlich Richtung der Achse M' bewegbar. Position IV erfolgt ein Abkühlen der Schweißnaht. Die Vorbewegung des halbfertigen und dann ganzfertigen Tubus von Position II zu Position III, danach in die Position IV und V erfolgt stets im gleichen Takt, auf dem Dorn 23 und angesaugt an der oszillierenden Transporthülse 61. Auch in der Position V kann ein Abkühlen vorgesehen sein. Andererseits können hier aber auch andere Manipulationen vorgenommen werden, die an dem hylinderförmigen Tubus noch erforderlich sind, wie z.B. Prägen, Eindrücken oder Perforieren. Der Durchmesser des Dorns 23; 123 nimmt von Position IV zu Position V ein wenig ab, z.B. um 1/2 mm. Nach dem Perforieren erfolgt die weitere Förderung in die Position VI. Hier ist nun der Zylinder auf eines der vier mehrteiligen Dornräder 36 aufgeschoben, die in den Figuren 6 bis 8 gezeigt sind.
- Das Dornrad ist in Figur 1 lediglich durch einen Kreis dargestellt, um die Arbeitsfunktion deutlicher darstellen zu können. Man erkennt den Drehsinn 34 des Dornrades. Durch seine Bewegung in Richtung Pfeil 34 wird der Tubus in die vertikale Position VII bewegt. Dort wird der Deckel 105 durch eine in den Figuren 6 und 7 gezeigte Einspritzeinrichtung 37 angespritzt.
- In der Position VIII erfolgt eine Kühlung, und nach weiterer Drehung um 90° wird der Zylinder wieder aus der Positon IX in die Vertikale und von dort in die Position X nach unten auf eine Transportkette 38 (Figur 6) geschoben, die in gleichmäßigem Takt die Reihen der Tubusteile 104 in Richtung des Pfeiles 35 vorbewegt.
- In Figur 6 erkennt man zusätzlich auch die Abstreifposition von der Position IX nach X mit der Transportkette 38 und den beiden'Umlenk-Kettenrädern 39.
- Die Fülleinrichtung 40 befindet sich etwa in der Mitte zwischen den beiden Umlenk-Kettenrädern 39. An der Station 41 wird die Höhe der Packung, d.h. die Oberkante 107 des Papptubus auf eine genau definierte und vorgegebene Höhe gebracht, bevor in der Station 42 das Verschließen erfolgt. In der Station 43 wird der Boden 106 unter Bildung der Dreiecklappen gefaltet, die nach oben stehen. Diese Station 43 ist in Figur 1 ebenfalls gezeigt.
- Be; 44 sisht ran in Figur 6 die HeiBluftanblasvorrichtung zum Erwärmen der äußeren Oberflächen und Umlegen der Dreiecklappen auf den Boden 106. Dieses Umlegen erfolgt beim Weitertransport von der Stelle 44 in die Station 45 durch geeignete Gleitstäbe. Die Bezugszahl 45 bezeichnet eine mitlaufende Andruckstation, die über mindestens zwei Pakkungsreihen hinweg reicht. Diese Station 45 drückt über je zwei Takte an, d.h. zwei hintereinanderliegende Packungen gamit die Andruckzeit verlängert wird. Als Gegenlage istkeine Flüssigkeit vorhanden, sondern es existiere nur ein Luftpolster. In der fast horizontalen Rich- tung in der Position 46 (Figur 6) wird die Packung nun auf eine
 47 ausgestoßen, welche für einen Transport des Pechunger in Richtung des Pfeiles 48 (Figur 7)
47 ausgestoßen, welche für einen Transport des Pechunger in Richtung des Pfeiles 48 (Figur 7) Die Fackungen werden auf der Transportkette 47 liesend aufgenomnen damit imBereich des Kunsistoffdeckels eineMarkierungfür Datum, Preis oder dergleichen angenischtverderkannEine einzige Markiereinrichtung genügt, umallepacnungenaπDeckel mit der gewünschten Markierung zuverseher
Die Fackungen werden auf der Transportkette 47 liesend aufgenomnen damit imBereich des Kunsistoffdeckels eineMarkierungfür Datum, Preis oder dergleichen angenischtverderkannEine einzige Markiereinrichtung genügt, umallepacnungenaπDeckel mit der gewünschten Markierung zuverseher
- In piquiε,eine Darstellung, wenn man in Richtung des pfeilesA in Figur 6von links auf die Maschine blickt, siehimanweitere Einzelheiten, z.B. das Antriebsrad 49 unddieFurvenwelle50Diese sind auf die Seite der Naschineverlagera um die Servicefreundlichkeit zu steigern damitjede- Station für wartungen und öergleichen gut

- Zur weiterenVeranschaulichung der Maschine sind aus Figur9wiederuπandere Teile ersichtlich, beispielsweise die Füllstation40Auch hier sieht man wieder eine Kurvenwelle51 für Antriebselementeebenfallsauidieseite der Maschine verlagert, umfüt einenwartungszugriffder einzelnen Stationen den Raum freizubehalten
- In Verbindung mit den Figuren 2und 4 wulde teilweise schon auf die Fiaur 10BezuggenommenDiese ist eine Schnittansicht ent lang der LinleD-D der Figur 6
- Der Umlegevorgang des mit15bezeichneten Papierbogens in der ersten Stufe (Vorformungzuπhalben Tubus) erfolgt von links nach rechts. Die einzelnen Rebel Drehpunkteund Antriebseinrichtungen für die HeizbackenDornteileund Falthebel werden nicht näherbeschriebenweilderFachmann beimStudiumder Figur10diese MaßnahmenSOgleichbe greiftIn der aπ weitesten links gezeichneten Position erkennt man äen beweglichen, sektorförmigerAndruckbacker 25 in äerPhase aIn der rechts daneben cezeigten Position ist der Heizbacken 27 in die rinnenfdrmigeKut hereingefahren, es handelt sict. utdie Heizphase, bei welcher auch die V-förmigeNut an demstreifenförmigen Ende 29gefaltet wird. In der dritten Position von links ist der Heizbacken 27 wieder zurückgezogen. Es hat sich aber jetzt äerAndruckbacken 25 aus der Phase a in Pfeilrichtung 26 in die Phase b bewegt. ln der ganz rechten Position ist die Freigabe des halbkreisförmig gestalteten Tubus aus der Papier ebene fort dargestellt.
- Die Fördereinrichtung für den zunächst flachliegenden Papierbogen 15 aus der Position I in weitere nachfolgende Positionen (z.B. Position II IIIIVusw.) ist aus den Figuren 6 und 7 zu sehen. In Figur 6 erkennt mandie Trägerwelle 60, auf welcher Transporthülsen 61 getragen werden, die über eine Stange mitanderer Transporthülsen 61 verbunder sind. Der Antrieb erfalgeüberdas Gestänge 62. Die Transporthülsen 61 weiden oszillierend nach rechts und links bewegt. Außerdem, befinden sich auf den wellen geeignete Vakuumf lächen zuπ Ansaugen desjeweiligenpapierbogens 15. Nicht näher bezeichneteMitnehmeroder Greifer können den Transport unterstützen.
Claims (7)
- Verfahrer zur Herstellung einer Flüssigkeitspackung, deren tubusförmigeSeitenwände ( 104)aus mit Kunststoff f beschichteter Tiegernaterial,z.E. Papier oder Pappe, bestehen, deren boden (106) viereckigund äur ch Falten und Versiegeln hergestelltist unddereneine Öffnungsvorrichtung aufweisender nuiauskunsustoffbestehender Deckel (105) an die Oberkante (107)desdie Seiternwände bildenden Tubus (104) angespritzt isiwobeldasbeschichtete Papier für den Tubus (104) inVorratsrolle (1 ) abgezogen, (äurch
 Büden(15)geschnitten und zumTubus (104) geformt VIICwenechtderDeckel (105) angespritzt und äer Boden (106)
Büden(15)geschnitten und zumTubus (104) geformt VIICwenechtderDeckel (105) angespritzt und äer Boden (106) verschlossen wird, dadunch gekennzeichnet, daß
verschlossen wird, dadunch gekennzeichnet, daß (135) äer vereinzelten Papierbögen, (15) quetzurvorschubrichtung ( 1 3 ) der Papierbahn (101)vciderVereinzeln (Pos. I) zu Bögen (15) vorgesehen
(135) äer vereinzelten Papierbögen, (15) quetzurvorschubrichtung ( 1 3 ) der Papierbahn (101)vciderVereinzeln (Pos. I) zu Bögen (15) vorgesehen


- 3. Vorrichtung zur HerstellungeinerFlüssigheitspackung, deren tubusförmige Seitenwändt(104) aus mit Kunststoff beschichteter. Trägermaterial, z.E. Papier oder Pappe, bestehen, deren Boden (1O6) vjereckigund durch Falter. und Versieceln hergestelltistundderen eineöffnungsvorrichtung aufweisender, nutaus huntstoff bestehen- der Deckel (105) an die Oberkante (107) des die Seitenwändebildenden Tubus (104) angespritztistmit einer Vorratsrolle(1), Pörderelnrjcht under(3', 4; 3''',) für die Papierbahn (1O1), Schneideinrichtunger(102) zumVereinzeln der Bahn (101) in Bügen (15)Tubusforr- einrichtungen (23,25 ,17 , 17a)und För dereinrichtunder. (60, 61) für die Böper.nen (III-X), dadurch Gekennzeichnet,
 von einer zweiten (II) bis mindestens in eine dritte Position (III) reichender Dorn (23 ; 123) in
von einer zweiten (II) bis mindestens in eine dritte Position (III) reichender Dorn (23 ; 123) in tunc (135) des Pogens (15) liegendvorgesehen ist und caf Falthebel(17, 17a; 31), der. Dorr: (23; 123) flächigumgreifend, drehbarum Achser. (16) angetrieben vorgesehen sind.
tunc (135) des Pogens (15) liegendvorgesehen ist und caf Falthebel(17, 17a; 31), der. Dorr: (23; 123) flächigumgreifend, drehbarum Achser. (16) angetrieben vorgesehen sind.
- 4. Vorrichtung nach Anspruch 3, dadurch Gekennzeichnet, das ein Falthebel :(17, 17a) in der zweiter Position (II) den Dorn (23; 123) flechic ungreffend, diehbal Uπ Achsen (16) anoetrieben vor Gesehen ist und aecenüberliecende Falthebel (31) in dei dritten Position (III)., den Dorn (123) flächig ungreffenddrehbarun Achsen (16) angetriebenvorgeseher sind
- 5. Vomichtung nach Anspruch 3 oder 4, dadurch gekennzeichnet,


- 6.Vorrichtung nach einem der Ansprüche 3 bis 5, dadurch gekennzeichnet daß der Ausschnitt (24) äes Dornes (23) in der zweiten Position (II) im Querschnitt weniger als einen Quadranten einnimmt undeinen Teil des im
 etwa sektorförmigen Andruckbackensaufnimmtdasder Andruckbacken(25) um eine Längsaußenkante Dornes (23; 123) drehbar angetrieben ist unddaseinHeizbacken (27) radial zur Längsaußenkänte (M) und von dieser fort bewegbar vorgesehen ist (Figur 2).
etwa sektorförmigen Andruckbackensaufnimmtdasder Andruckbacken(25) um eine Längsaußenkante Dornes (23; 123) drehbar angetrieben ist unddaseinHeizbacken (27) radial zur Längsaußenkänte (M) und von dieser fort bewegbar vorgesehen ist (Figur 2).
- 7.Vorrichtung nach einer der Ansprüche 3 bis 6, dadurch gekennzeichnetdas die Fördereinrichtung (60, 61) -für dervereinzelten Papierbogen(15) aus der zweitenPo-(135) sicherstreckendenTrägerwellen(60) oszillierend bewecbareTransporthülsen(61) unö Vakuumflächen aufweisFiguren(und 7).

- 8.Vorrichtungnach einem der Ansprüche 3 bis 7, dadurch gekennzeichnet,daßmehrere Reihen von Fördereinrich- tunger(60, 61)und Dornen (23 ; 123) parallelnebeneinanderangeordnetsind unddaßzwei getrennte Förder-Einrichtunger(3'4 ;3''',5) für die Papierbahn (101) vorgescher sind, deren eine (3', 4) kontinuierlich und deren andere (3' ' ', 5) intermittierend angetrieben ist (Figur 1).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT86110593T ATE57336T1 (de) | 1985-09-05 | 1986-07-31 | Verfahren und vorrichtung zur herstellung einer fluessigkeitspackung. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19853531663 DE3531663A1 (de) | 1985-09-05 | 1985-09-05 | Verfahren zur herstellung einer fluessigkeitspackung und vorrichtung zur durchfuehrung des verfahrens |
| DE3531663 | 1985-09-05 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0217057A1 true EP0217057A1 (de) | 1987-04-08 |
| EP0217057B1 EP0217057B1 (de) | 1990-10-10 |
Family
ID=6280171
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP86110593A Expired - Lifetime EP0217057B1 (de) | 1985-09-05 | 1986-07-31 | Verfahren und Vorrichtung zur Herstellung einer Flüssigkeitspackung |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4713048A (de) |
| EP (1) | EP0217057B1 (de) |
| JP (1) | JP2548916B2 (de) |
| AT (1) | ATE57336T1 (de) |
| DE (2) | DE3531663A1 (de) |
| NO (1) | NO169110C (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0413927B1 (de) * | 1989-08-17 | 1993-08-25 | Tetra Laval Holdings & Finance SA | Vorrichtung zur Herstellung einer Flüssigkeitspackung |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3735674A1 (de) * | 1987-10-22 | 1989-05-03 | Focke & Co | Vorrichtung zum herstellen von (zigaretten-)packungen |
| DE3735675A1 (de) * | 1987-10-22 | 1989-05-18 | Focke & Co | Verfahren und vorrichtung zum herstellen und foerdern von packungs-zuschnitten |
| IT1224940B (it) * | 1988-09-30 | 1990-10-29 | Verpac Spa | Macchina automatica per la piegatura a forma tubolare di fustellati piatti e dotati di linee di prepiegature od articolazioni |
| US5100369A (en) * | 1990-08-24 | 1992-03-31 | International Paper Company | System for continuous high speed application of fitments to carton blanks |
| US5597433A (en) * | 1994-05-27 | 1997-01-28 | Panoramic, Inc. | Method and apparatus for manufacturing plastic canisters |
| JP2922800B2 (ja) * | 1994-11-07 | 1999-07-26 | 株式会社アイテック | チューブ入り練状物の製造方法 |
| ITBO20020485A1 (it) * | 2002-07-25 | 2004-01-26 | Azionaria Costruzioni Acma Spa | Impianto per formare contenitori , in particolare contenitori per prodotti alimentari |
| DE10237839B3 (de) * | 2002-08-19 | 2004-01-22 | Aisa Automation Industrielle S.A. | Anlage zum Herstellen und Verpacken von Tuben |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1041504A (en) * | 1912-05-23 | 1912-10-15 | Henry A Vreeland | Grease-proof paper vessel. |
| US2333330A (en) * | 1941-01-07 | 1943-11-02 | Moore George Arlington | Container and method of manufacture |
| DE2512852A1 (de) * | 1974-03-25 | 1975-10-02 | Roda Macchine Sa | Maschine zur herstellung von rohren unterschiedlichen querschnittes aus karton oder dergleichen material |
| DE3043134A1 (de) * | 1980-11-15 | 1982-06-03 | Altstädter Verpackungs-Vertriebsgesellschaft mbH, 6102 Pfungstadt | Packung fuer fliessfaehige fuellgueter mit wieder verschliessbarer oeffnungsvorrichtung |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US369638A (en) * | 1887-09-06 | Veneer drums | ||
| US3035288A (en) * | 1960-05-12 | 1962-05-22 | Boston Machine Works Co | Mechanism for folding margins |
| US3628428A (en) * | 1969-10-23 | 1971-12-21 | Phillips Petroleum Co | Container-forming machine |
| US3733980A (en) * | 1971-11-04 | 1973-05-22 | Palmer Machinery Dev Corp | Carton gluing machine and method |
| US4072549A (en) * | 1973-11-23 | 1978-02-07 | Owens-Illinois, Inc. | Method and apparatus for fabricating thermoplastic containers |
| US4121402A (en) * | 1976-03-10 | 1978-10-24 | Maryland Cup Corporation | Methods and means for manufacturing foam plastic containers and sidewall blanks for same |
| US4311476A (en) * | 1979-07-18 | 1982-01-19 | Williams Eric A | Method and apparatus for forming a container for liquids |
| US4540391A (en) * | 1982-12-06 | 1985-09-10 | International Paper Company | Method and apparatus for skiving and hemming |
-
1985
- 1985-09-05 DE DE19853531663 patent/DE3531663A1/de active Granted
-
1986
- 1986-07-31 EP EP86110593A patent/EP0217057B1/de not_active Expired - Lifetime
- 1986-07-31 DE DE8686110593T patent/DE3674874D1/de not_active Expired - Lifetime
- 1986-07-31 AT AT86110593T patent/ATE57336T1/de not_active IP Right Cessation
- 1986-09-03 US US06/903,370 patent/US4713048A/en not_active Expired - Fee Related
- 1986-09-04 NO NO863552A patent/NO169110C/no unknown
- 1986-09-05 JP JP61208130A patent/JP2548916B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1041504A (en) * | 1912-05-23 | 1912-10-15 | Henry A Vreeland | Grease-proof paper vessel. |
| US2333330A (en) * | 1941-01-07 | 1943-11-02 | Moore George Arlington | Container and method of manufacture |
| DE2512852A1 (de) * | 1974-03-25 | 1975-10-02 | Roda Macchine Sa | Maschine zur herstellung von rohren unterschiedlichen querschnittes aus karton oder dergleichen material |
| DE3043134A1 (de) * | 1980-11-15 | 1982-06-03 | Altstädter Verpackungs-Vertriebsgesellschaft mbH, 6102 Pfungstadt | Packung fuer fliessfaehige fuellgueter mit wieder verschliessbarer oeffnungsvorrichtung |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0413927B1 (de) * | 1989-08-17 | 1993-08-25 | Tetra Laval Holdings & Finance SA | Vorrichtung zur Herstellung einer Flüssigkeitspackung |
Also Published As
| Publication number | Publication date |
|---|---|
| NO169110B (no) | 1992-02-03 |
| ATE57336T1 (de) | 1990-10-15 |
| DE3531663C2 (de) | 1991-08-29 |
| US4713048A (en) | 1987-12-15 |
| NO863552L (no) | 1987-03-06 |
| JPS6256126A (ja) | 1987-03-11 |
| NO169110C (no) | 1992-05-13 |
| DE3674874D1 (de) | 1990-11-15 |
| DE3531663A1 (de) | 1987-03-12 |
| JP2548916B2 (ja) | 1996-10-30 |
| EP0217057B1 (de) | 1990-10-10 |
| NO863552D0 (no) | 1986-09-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3213561C2 (de) | ||
| DE2327286C2 (de) | Verpackungsvorrichtung | |
| DE69107398T2 (de) | Maschine zum Verpacken von Zigaretten, insbesondere zum Verpacken von Zigaretten in Klappschachteln. | |
| DE3043134C2 (de) | Packung für fließfähige Füllgüter | |
| EP0029096B1 (de) | Vorrichtung und Verfahren zum Herstellen mit Flüssigkeit gefüllter Packungen | |
| EP3378791B1 (de) | Verfahren und vorrichtung zum herstellen von zigarettenpackungen | |
| DE2520385C2 (de) | Vorrichtung zum Formen einer Verpackungsmaterialbahn in einer Verpackungsmaschine | |
| DE3907615A1 (de) | Vorrichtung (verpackungsmaschine) zum verpacken von gegenstaenden unterschiedlicher groesse | |
| CH616375A5 (de) | ||
| DE1586202A1 (de) | Verpackungsmaschine | |
| DE2462125A1 (de) | Vorrichtung zur herstellung von verpackungsbehaeltern | |
| DE2353885C3 (de) | Verfahren und Vorrichtung zum kontinuierlichen Herstellen von Beuteln oder Schläuchen aus einer zweitägigen Bahn aus schweißbarem oder heißsiegelbarem Material | |
| EP0054284B1 (de) | Maschine zum Herstellen, Füllen und Verschliessen von Packungen | |
| DE2633341A1 (de) | Vorrichtung zur herstellung von kunststoffbeuteln mit anschlusstutzen | |
| EP0217057A1 (de) | Verfahren und Vorrichtung zur Herstellung einer Flüssigkeitspackung | |
| DE3908774A1 (de) | Vorrichtung zum zufuehren eines etiketts in ein formnest einer formvorrichtung zum tiefziehen von kunststoffbehaeltnissen | |
| EP0164079B1 (de) | Maschine zur Herstellung von Fliessmittelpackungen | |
| DE2305719B2 (de) | Vorrichtung zum Schweißen von thermoplastischen Bahnmaterialien | |
| EP0296302B1 (de) | Anordnung zur Anbringung von selbstklebenden Etiketten auf der Aussenfläche von thermogeformten Kunststoffbehältern | |
| DE69118048T2 (de) | Vorrichtung und Verfahren zum Herstellen, Befüllen und Siegeln bei gleichzeitigem Verpacken von zwei Artikelströmen | |
| EP0102616A1 (de) | Verfahren zum Erstellen eines Schlauchstückes aus einer flachen Bahn aus flexiblem Material und Vorrichtung zur Durchführung des Verfahrens | |
| DE2640721C2 (de) | Vorrichtung zur Herstellung des Mantels becherförmiger Behälter | |
| DE2917387C3 (de) | Tiefziehmaschine zum Herstellen von Behältern aus thermoplastischer Folie | |
| EP1575831B1 (de) | Vorrichtung und verfahren zur verpackung von gebinden, insbesondere flaschengebinden | |
| EP2112069B1 (de) | Verfahren und Vorrichtung zum Verpacken von portionierten Produkten in einem Einwickler |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19870915 |
|
| 17Q | First examination report despatched |
Effective date: 19881027 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: TETRA PAK HOLDINGS & FINANCE S.A. |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 57336 Country of ref document: AT Date of ref document: 19901015 Kind code of ref document: T |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 3674874 Country of ref document: DE Date of ref document: 19901115 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: TETRA PAK HOLDINGS S.A. |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Free format text: TETRA PAK HOLDINGS S.A. |
|
| NLT1 | Nl: modifications of names registered in virtue of documents presented to the patent office pursuant to art. 16 a, paragraph 1 |
Owner name: TETRA PAK HOLDINGS S.A. TE PULLY, ZWITSERLAND. |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD Ref country code: FR Ref legal event code: CA |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Free format text: TETRA ALFA HOLDINGS S.A. |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD |
|
| NLT1 | Nl: modifications of names registered in virtue of documents presented to the patent office pursuant to art. 16 a, paragraph 1 |
Owner name: TETRA ALFA HOLDINGS S.A. TE PULLY, ZWITSERLAND. |
|
| ITTA | It: last paid annual fee | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Free format text: TETRA LAVAL HOLDINGS & FINANCE S.A. |
|
| NLT1 | Nl: modifications of names registered in virtue of documents presented to the patent office pursuant to art. 16 a, paragraph 1 |
Owner name: TETRA LAVAL HOLDINGS & FINANCE S.A. TE PULLY, ZWIT |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 86110593.0 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19970619 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19970620 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19970623 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19970625 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19970626 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980731 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980801 |
|
| BERE | Be: lapsed |
Owner name: TETRA PAK HOLDINGS S.A. Effective date: 19980731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990331 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19990201 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 86110593.0 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20000703 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20000705 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010731 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010731 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20010731 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20030731 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050731 |