EP0226826A2 - Verfahren zur Herstellung von Titan-Nickel-Legierungen - Google Patents
Verfahren zur Herstellung von Titan-Nickel-Legierungen Download PDFInfo
- Publication number
- EP0226826A2 EP0226826A2 EP86116073A EP86116073A EP0226826A2 EP 0226826 A2 EP0226826 A2 EP 0226826A2 EP 86116073 A EP86116073 A EP 86116073A EP 86116073 A EP86116073 A EP 86116073A EP 0226826 A2 EP0226826 A2 EP 0226826A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- stuff
- lineal
- compound
- wire
- tini
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
Definitions
- the present invention relates to the method of making TiNi- alloya, compound material used therein and TiNi-alloys and in particular to the method of making TiNi-alloys having homogeneous composition, which are usable in the capacity of, for example, shape-memorizing alloys or superelastic alloys.
- the TiNi-alloys have various functions such as the shape-memorizing effect, the superelastic behavior, or the oscillation-proof effect. Therefore, they are credited with having the ability of lending themselves to the wide range of many purposes.
- Fig. 32 illustrated hereinafter
- impurities such as oxide presenting an appearance of black spots, which exert a bad influence upon the performance of the TiNi-alloys.
- the shape-memorizing alloy even when modifying Ni- composition only by 0.1 at percentage, its transformation point varies sharply, in company with which its working temperature also is displaced, therefore the change of the composition rate due to the above-mentioned oxidation becomes a big problem.
- the diameter-reducing step it is impossible at the diameter-reducing step to be set at a high degree of the per work on account of the TiNi-alloy being a material hard to be worked, as a result of which many number of proasses are required for obtaining a wire smaller than 1mm diameter. thereby incurring some defects such as being poor in productivity, becoming expensive, or others.
- the powder metallurgy method has been known as another method for making the TiNi-alloy wherein Ti powder and Ni powder being mixed at suitable range are sintered by the beat treating diffusion.
- the powder since the powder has the large surface area and the oxide layer formed at the surface of Ti powder being apt to oxidize is turned to oxide of Ti Ni 0, there occurs the troubles such as the displacement of the transformation point and the diminution of strength and life owing to the voids formed in the TiNi-alloys.
- the present invention has been completed by finding out that the controversial point immanent in the selected method should be soluble on the basis of conducting the diameter-reducing working and the diffusing process after the plurality of compound wire assembled by making the Ti wire rods to contact with the Ni material inserted into a sheathing stuff.
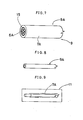
- the manufactureing method of the TiNi-alloy in accordance with the invention is characterised in that there is formed a composite 9 inwhich a plurality of compound wire 6 are disposed in a sheathing stuff 7, the compound wire 6 consisting of Ti lineal stuff 2 and Ni material 3 that is made to touch at least with a part of the surface of the Ti lineal stuff 2, while the composite 9 being conducted on diameter-reducing process and the diffusing process in the container 11, providing a TiNi phase.
- the sheathing stuff 7 is removed as desired from the composite 9 thereafter.
- the Ti-lineal stuff 2 is a small- diametral wire rod being made up of pure titanium, it may be possible to utilize as substitute for the pure Ti-lineal stuff such Ti-alloys as containing or being covered with Cu,V,Mo,Al,Fe,Cr,Co and the other materials with the view of improving divers properties such as the transformation point at the final product, the mechanical properties, the workability, and others. Further, it is also good that the lineal stuff 2 may be enhanced in ita touchability with the Ni-aaterial 8 by forming its own cross-section not only circular but also non-circular.
- Ni-material in addition to the pure Ni, the Ni-alloya containing or being covered with various kinds of another material as mentioned above.
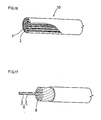
- Fig. 2 shows an example of the compound wire inwhich the Ni material 3 is made to contact with the whole aerface of the Ti-lineal stuff 3 by employing as the covering stuff 4 covering the Ti lineal stuff 2.
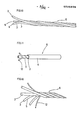
- Fig.10 shows another compound wire 6 inwhich the Ni material being formed in a shape of the wire is made to contact with a part of the surface of the Ti lineal stuff 2 by twisting together with the Ti lineal stuff 2.
- NiTi composition ratio of tte compound wire 6 is put within the limit of Ni 45 to 60 at % and Ti 55 to 40 at % or less. If desired, one or more from the third elements discribed above may be inclusive.
- the Ni material is used as a covering 4
- the covering 4 surrounding the Ti lineal stuff 2
- the cladding process by which the Ni material 3 such as a pipe material or a tape material is laid on the surface of the Ti lineal stuff 2, or by the melt jetting process, the evaporating process, or the plating process, but in particular the coating 4 as being formed by means of the galvanoplasty is preferable from the viewpoint of the equipment, the productivity, and the covering precision.
- the Ti lineal stuff . 2 ordinarily the one having the diameter of about 0.05 to 5mm, however, in the case of forming the covering stuff 4 by using the galvanoplaaty, the one of about 0.2 to 2mm in diameter can be preferably used for the purpose of above all enhancing the workability and the productivity.
- the scales or the impurities on the aurface of the Ti-lineal atuff 2 are removed beforehand, and, if necessary, it is also good to elevate the degree of the close adhesion of the Ti-lineal stuff 2 to the Mi-material 3 after the above- Mentioned covering treatment, and further to conduct the preparatory wire-stretching treatment (shown in Fig. 8) to a alight degree in order to crush such as voids as seen in Fig. 20.
- the above-mentioned Ni material 3 functions also as a lubricant to elevates its natural workability, and further is able to repress the oxidation of the internal Ti lineal stuff 2.
- the Ti lineal stuff 2 being twiated together with the Ni lineral stuff 5
- the ones having the smaller diameter for example, the ones of 0.1 to 1mm in diameter can be used conveniently on the same ground.
- the one of the linear diameter being the same size as the above Ti lineal stuff 2 can be used.
- the respective thickness or diameter and number of pieces of them are set preparatorily so as to be able to obtain a preferable tissue rate of titanium to nickel.
- the TiNt alloy of 50 at % is to be obtained by Ni as a stoichiometric composition
- the ratio of their number of pieces each to other is set at 2:1, and when they are of the nearly same dimeter, their ratio of 3:2 or the like is set.
- composition ratio is allowable to be set as one likes, depending upon the equilibrium of required shape-memorizing property and others, but in general it is put into practice almost within the limits of Ni 45 to 60 at X and Ti 55 to 40 at % or less where the TiNi phase is able to be produced.
- the method according to this invention it is able to obtain easily and accurately the alloy of a desired composition ratio by regulating the composition ratio and the combination of titanium to and with nickel in the compound wire 6. Incidentally, as the number of the inserted piece is increased and their lineal diameter is decreased, the homogeneity is enhanced so more.
- the number of times of the twisting work is confined to the extent of about 0.5 to 5 times per inch for reasons of prevention of the breaking of wires at the time of the succeeding diameter-reducing working and from the viewpoint of the convenience of the inserting working into the sheathing stuff 7.
- Ti lineal wire and Ni lineal wire are suitably selected.
- the sheathing stuff 7 it is possible to apply, for example, some cylindrical body such as a pipe material or a hoop wound material which is made up of various kinds of metals, easy to be plastically deformed, for example, such as the Monel metal, copper, soft steel, nickel, or the like. It is also preferable to conduct the Ni plating beforehand on the inner face thereof, thereby preventing the diffusion from the sheathing stuff 7 to the compound wire 6 at time of the diffusing process, and vice versa.
- some cylindrical body such as a pipe material or a hoop wound material which is made up of various kinds of metals, easy to be plastically deformed, for example, such as the Monel metal, copper, soft steel, nickel, or the like.
- Ni plating it is also preferable to conduct the Ni plating beforehand on the inner face thereof, thereby preventing the diffusion from the sheathing stuff 7 to the compound wire 6 at time of the diffusing process, and vice versa.
- such as the cross-sectional form and size of the sheathihg stuff 7 is selected by preferance, however, those things are decided in consideration of the productivity and the quality of the product in the course of the diameter-reducing working and the diffusing process on the basis of the initial lineal diameter, the number of pieces and the diameter of the final product of the compound wire 6 to be inserted into the sheathing stuff 7.
- the composite 9 is then drawn by conducting the cold drawing,the swaging working, the rolling working, the extruding working, or others on the composite 9 so as to draw the final size and form, wherein the Ti lineal wire have the desired final fibrous diameter such as less than 0.1 mm. as shown in Fig. 5,
- the compound wirea 6 Accoding to the diameter reduction of the composite 9 through the drawing steps, the compound wirea 6 being also drawn down to preselected diameter and being mechanically bonded each other at the sufaces thereof, there is formed the compound material 10 as shown in Figs. 14, 16 and 17.
- the compound material 10 in the condition is banded together in such a degree as being able to maintain a unit after the removal of the sheathing stuff 7.
- fine unevenness is formed on the surface of Ti lineal wire 2 and Ni material 3, which may increase the mechanical bonding strength.
- the compound material 10 formed of compound wires 6 has a homogeneous composition ratio through the full length and is able to drawn down to approximately final shape and dimention owing to its facility of deformation.
- Figs. 14, 15 and 21 shows the compound material 10 formed by plating and Figs. 16, 17 and 22 shows the same one formed by twisting, respectively, while being based on the working process as mentioned above.
- Such a diameter-reducing working is conducted at the working rate of more than 50 %, and, if necessary, in the course of the above-mentioned diameter-reducing working is inserted the annealing process at low temperature or in a short space of time.
- the diameter-reducing working on the both the Ti lineal stuff 2 and the Ni material 3 so as to become fibriform, it becomes possible to shorten the heating time of the subsequent diffusing process by a large margine and to flatten the surface of the product, thereby heightening the value thereof, too.
- the diffusing process is conducted on the diameter-reduced composite 9 while heating within the limits of, for example. 700 to 1100°C, whereby the compound wire 6 having Ti Ni is made to change into the TiNi phase as the chemical compound.
- the diffusion is a mutual phenomenon which occurs on the basis of the fact that the . Ti atoms shift to the Ni aide, on the one hand, and on the other, the Ni atoms shift to the Ti side respectively. Therefore, in order to make this reaction complete in a ahort time, it is preferable to shorten the shifting distance as much as possible, whereby the thus diameter-reduced Ti lineal stuff 2 and Ni Material 3 can be made to diffuse in a short time, while the diffused compound material 13 shown In Fig. 19 having homogeneous TiNi phase is produced inside the sheathing 7 by the compound material 10. The diffused compound material 13 is easily removed from the sheathing stuff 7 and the diffused material 13 being diffused perfectly turned to the TiNi alloy 1.
- Fig. 23(a) shows the state where the diffusing treatment at 900°C for 1 hour has been conducted after the diameter-reducing working on the composite 9 which is made up by bundling a plurality Ni-plated TiNi wire bodies 6, but here is proven that the diffusion is not yet done completely.
- the diffused compound material 13 has an undiffused Ti base material 8 inwhich the Ti material 2 is surrounded by the diffused layer D( A, B and C) and is separated each other by the Ni material 3. And the Ti base materials 8 are disposed uniformly and are one body with the Ni material 3.
- the diffused layer D is increased in thickness according to the degree of the diffusion treatment. Also, the thickness of the layer D is small less than some ⁇ mm, in the early diffusing stage.
- the sheathing stuff 7 is removed therefrom by using the chemical method or the mechanical method for example, such as, cutting method, in the course of the diffusing process or after the same process.
- the shape-memorization it becomes possible to obtain the product desired first by forming it into the prescribed form (for example, the spring-shape) and then by heat-treating it at about 400 to 500 °C.
- the working is enabled by changing, for example, the Ni composition ratio and by lowering the transformation point near to a degree of the sub-zero temperature, which will be made possible on the basis of the utilization of this invention.
- the TiNi-alloys which are ought to be obtained if having recourse to the method of this invention are not limited only to the circular form in section, but also have the ability to correspond to the non-circular forms for example, such as the elliptic shape, the square shape, the plate and the other deformed shape, and further they have the applicability to all descriptions of the aizes which are freely set covering a wide range from the minute up to the large.
- Fig. 11 shows an example wherein the Ti lineal wire 2 intertwisted by the third element lineal wire 12 Is wrapped by the covring 4 formed of Ni Material 3,
- Pigs. 12 and 13 are a schematic drawings to explain embodiments where, as is seen in the figures, the compound wire 6 substantially, surrounding the Ti lineal stuff 2 is obtained by intertwisting the Ni lineal stuff 5 made of the Ni materials 3 and the third element lineal stuffs 12 around the Ti lineal stuff 2 being arranged in the center.
- the Ti lineal stuff 2 and the Ni lineal stuffs 5 being using in this case are respectively lineal stuffs being made of pure metals thereof, while there are used the third element lineal stuffs 12 which have been regulated so as to be substituted with less than 5 at X of the final TiNi alloy product are selected from the group of the third elements.
- the diameter of the above-mentioned third element lineal stuff 12 it is desirable to use many pieces of minute one of, for example, about 0.05 to 0.8 mm in diameter. In using, they are to be arranged so as to be scattered in the TiNi wire body 6 as well as the compound material 10 as uniformly as possible.
- the composite 9 is able to be treated in the following ao as to obtain the alloy having the TiNi phase through the same treatment as in the first invention.
- the compound material 10 obtained by the process illustrated in Figs. 1 through 6 is available to use as the wire 6A corresponding to the compound wire 6 shown in Figs. 1, 10, 11 and 12.
- the compound material 10 is released from the sheathing stuff 7 of the composite 9 by the suitable means such as selective chemical attack of the sheathing stuff 7.
- the sheathing 7 may be removed by another means, for example, mechanical removal, electrochemical dissolution.
- the compound material 10 thus obtained has a diameter of e.g. about 0.64 mm and is as one body owing to the Mechanical bonding between the compound wires 6.
- the Ni material 3 is apt to be solved away from the surface of the compound Material 10, thereby the surplus layer 15 wherein the Ti element being more rich than internal tissue is formed.
- the compound material 10 being released from the sheathing stuff 7 by the mechanical means may be provided with the surplus layer 15 of Ni, by plating the Ni material therearound as the lubricant.
- the TiNi alloy per se is also available as a material 6A, and the Ni coating is generally adopted as for the lubricant.
- One hundred twenty (120) of the compound material 10 are disposed in the secondary aheathing stuff 7A, thereby the secondary composite 9A is formed.
- the composite 9A is drawn down to the final small dimention as shown in Fig. 8.
- the material 6A is allowed to grow small diameter and the void therein is eliminated.
- Such a diameter-reducing process is conducted at the working rate of about 50 %.
- Fig. 24 is shown the microphotograph of the cross section of the secondary compound material manufactured as described above and corroded by a suitable corrosive agent. It is aeen that the Ti material and the Ni material are dispersed uniformly, since the boundary between them is quite obscure.
- Fig. 25 is a microphotograph in two centuples showing the transverse section of the secondary compound material which is not well diffused. It is seen that the intermittent reinforcing layer 17 is extending in netlike configuration through the base 16 comprising the Ti material and the Ni material which are partially diffused.
- Fig. 26 is a microphotograph in two centuples showing the tissue in cross section of the secondary compound material which is enough diffused.
- Fig. 27 is that of the tissue thereof in longitudinal section.
- the reinforcing layer 17 decreases the thickness thereof and almost continuously extends in hexagonal- netlike through the base 16 where the Ti material and the Ni material are diffused.
- the reinforcing layer 17 also extends longitudinally.
- the reinforcing layer 17 is supposed to be formed from the Ti 2 Ni in case of the surplus layer 15 being rich in Ti and TiNi 3 in case of the surplus layer 15 being rich in Ni as mentioned before. Also, the concentration is presumed to change gradually in the layer 17.
- TiNi 3 and Hi 2 Ti are metal compounds made from Ni and Ti similar to the base 16, the TiNi 3 and Ti 2 Ni are harder and more difficult to work than the base 16.
- the hardness of the TiNi 3 comprising 73 through 78 Ni at % is of Hv400 through 500. Consequently, it is quite important to control the volume ratio of the reinforcing layer 17 in order to avoid deterioration thereof, and the ratio should be selected in accordance with the desired objects and properties.
- the ceramic powder or metalic oxide such as TiO 2 , Al 2 O 3 , Cr 2 O 3 which may not affect chemically the TiNi phase is also available to form the reinforcing layer 17.
- the powder may be applied on the body comprising the compound wire 6, compound material 10 or the wire of TiNi alloys by spraying, painting with a brush or other means.
- the reinforcing layer 17 similar to that made from Ti and Ni is formed by reducing the diameter of the composite inwhich a plurarit y of the body is disposed in the sheathing stuff.
- the reinforcing layer 17 extend in netlike may be formed in case that the powder is applied throughout the circumference of the body, and also the layer 17 extend in longitudinal direction intermittently or continuously.
- the layer 17 running in longitudinal direction may be obtained.
- the Ti lineal wire 2 Is reduced in diameter down to less than 5 ⁇ M, thereby enabling to ahorten the hours for diffusing step.
- the elongated body turnes to the TiNi alloy through the diffusing step and removing step.
- the heating treatment for diffusion May be done at the same temperature, but also it does not matter that the temperature may vary in stages.
- the Method of this invention en enables to make the setting and changing of each of the composition ratio very easily and certainly by using the composite inserting into the sheathing atuff a plurality of compound wire, where the Ti lineal stuff and the Ni material of the required quantity are made to contact with each other by making the both contact through covering or intertwisting. And not only that, it can repress the scattering of the composition in the interior of the alloy and the variations of the properties of the product.
- each of the above-mentioned lineal stuffs may be made into the minute line up to the fibrous shape by the diameter- reducing working, it becomes possible not only to shorten the dispersing time very much, but also to set freely the form and size of the alloy to be obtained in the wide range.
- the Ti material has the defect liable to let the oxide film usually generate on the surface while working. however, it is possible for this Invention to restrain the oxidation and to make the heat treatment in the atmosphere. because of the working being practicable under the cover of the wheathing stuff, Further, in manufacturing the Ti stuff, there is no necessity tn provide any large-scale equipment. because of being able to prevent the mixture of any impure gas and to manufacture irrespective of the turnout, the manufacture by the use of the method of this invention comes to have many effect such as the good yield rate, the lowering of the production cost, the enhancement of the homogeneity of the product, and so on.
- the TiNi alloy obtained on the basis of the method of this invention has also the pure and clean tissue free of such as oxide as understood from Fig. 31, wherefore it was possible to obtain the one of the very small hysteresis.
- the TiNi alloys conducted through the secondary diameter-reducing process shown in Figs. 7 through 9 has better properties, such as the Mechanical strength, life time and so on.
- properties for the super-elastic alloy ⁇ M, ⁇ R and hysteresis as well as the rate of the energy loss are improved.
- shape-memorizing property and the recovery stress in addition to the speed of reaponce are also improved.
- thermal fatigue life property becomes stable. Consequently, small oisod enes may bo available, thereby the seat of the material being shortened.
- the cross sectional area of the compound wire 6 is of about 0.33 mm 2 , and the Ti lineal wire became fibrous shape of about 46 ⁇ m in diameter.
- the suitable fluid which can solve the sheathing stuff 7 not affecting the compound material 10 held therein Is used for the removal of the sheathing stuff 7.
- Example 1 The compound material 10 obtained in Example 1 was heat-treated in the vacuum furnace at 1000 °C for 20 hours, and the internal Ni and Ti materials were made to diffuse, whereby the alloy having TiNi phase and Ni 49.1 at % was obtained.
- composition ratio is essentially same as that of the materials, therefore It is seen that the ratio is maintained through the working processes.
- the shape-memorizing properties are listed in Table 1 below.
- Example 1 190 pieces of the compound material (A) obtained in Example 1 having 0.6 mm diameter and another compound material (B) having same diameter and Ni 52 at % formed by similarly are disposed uniformly in such a soft steel pipe mentioned in Example 1, at 1 : 1 ratio.
- the composite was drawn down to 5.0 mm outer diameter by means of cold extruder, and then the sheathing stuff was removed. Thus worked compound material were adhered clotly with each other.
- this composite at 900 °C for 10 hours, there was able to obtain the NiTi alloy having Ni 50.5 at % and properties in Table 2.
- the composite 9 was formed.
- the composite 9 was drawn of working ratio of 99.8 % down to the elongated wire having 0.6 mm diameter, thereby, removing the sheathing stuff 7, the compound material 10 being obtained inwhich the Ti and Ni lineal stuff 2. 5 became the fibrous shapes ofwbich crose sectional area is of about 2 x 10 -4 mm 2 .
- the Ni composition ratio 49.8 at % was maintained through the processes.
- the compound material 10 was able to be bent up to 90 degree by means of the pitcher without cracking, enabling to bend up to larger angle.
- Example 5 The compound material obtained In Example 5 being diffused in a vacuum furnace at 1000 °C for 10 hours became a TiNi alloy in which the Ni and the Ti were well diffused.
- the NiTi alloy was ascertained that it had the shape-memorizing ability in which the original shape was recovered by heating. The properties thereof are listed in table 3.
- Example 5 160 pieces consisting of 80 pieces of the compound material obtained in Example 5 having Ni 49.8 at X and 80 pieces of the compound material processed similarly having Ni 54 at % were disposed in the pipe made of soft steel uniformly.
- the composite was drawn to final size wherein the compound materials have a diameter of 1 mm by means of an extruder.
- the compound materials was bonded as if a firm unit after the removal of the sheathing stuff.
- the compound material was conducted the heating treatment at 900 °C for 20 hours, whereby the alloy having Ni composition ratio of 52 at % was obtained.
- the composite 9 was obtained.
- the composite 9 was deformed into the hoop- shaped through the cold-rolling process in the rolling ratio of 99.998 %.
- the above-mentioned Ti core material holds 2.5 ⁇ m and the thickness of the surface Ni plating preserves 17 to 19 ⁇ m both in the nearly aame composition ratio at the state of their own raw materials, while each covering atuff 4 adheres closely without gap and with certainty.
- This straight TiNt alloy is of the thiriness hevinq th A diameter of 0.3 mm. After bending this by hand up to an angle of about 90°, when applying heat to it, then it recovered to the original straight-line form.
- the internal Ti lineal stuff 2 and Ni lineal stuff 5 became the fibrous shapes of about 6 ⁇ m, and they were both obtained in a state of having adhered closely without any substantial gap.
- the Ni electroplating of about 42 ⁇ m in thickness was conducted on the surface of the pure Ti lineal stuff 2 of 0.3 mm in diameter.
- the compound wire of Ni 50.8 at % was obtained.
- 70 pieces of the compound wire were clad by the Ni hoop 0.2 mm in thickness and 10 mm wide and this composite was cold-drawn down to 0.5 mm in outer diameter.
- the first drawn composite had almost the same Ni composition ratio as that of the clad stuff.
- 300 pieces of the firat drawn composite were placed in the sheathing pipe of soft steel, and this composite was drawn, thereby the secondary drawn composite having 1 mm outside diameter was obtained, in which the compound wire turned to fibrous material having 2 through 3 ⁇ m.
- the compound material in the sheathing stuff being pressure-welded maintained a one strind condition even after the removal the the aheathing stuff, facilitating the handling thereof. Then, the compound material was beat-treated in the vacuum furnace at a temperature of 900 °C for 10 hours insufficiently.
- the Ti material were aurrounded by a hexagonal netlike layer comprising TiNi layer, wherein the dimention of the hexagonal corresponded to the diameter of the re-drawn first drawn compound wire.
- the netlike layer were supposed to be a concentration gradient layer holding Ti-Ni phase in which the Ni hoop material was not sufficiently diffused with the Ti material.
- the TiNi alloy obtained in Example 14 was subjected to a forming process to reduce the diameter slightly and to a heat- treatment process to afford the super-elastic properties, inwhich the AF point is 20 °C.
- the tissue in cross section is shown in Fig. 26 and Fig. 27 shows the tissue in longitudinal direction.
- the property of super-elasticity was tested by means of the tension tester ( Inctron corp).
- the teat specimen held at a distance of 20 mm was released after conducting 5 % pre-strain and measured the stress ⁇ M at where the martensite causing stress begins to be formed and the stress ⁇ R at where the adverse transformation begins to start after the releasing of the prestress.
- the test was done at temperature of 37°C and the results of the testing are shown in Table 6 with the results of the comparative case 1 of the conventional Niti alloy made by the melting methods.
- a TiNi alloy absained by the melting method and having Ni 55.7at X was drawn at reduction ratio of about 30 % and was heat-treated at 500 °C for 2 hours.
- the NITi alloy of which Af point is 24 °C having 0.46 mm in diameter was produced.
- the metal had the shape-memorizing property.
- the metal had 0,9 mm diameter and the reinforcing layer as seen in Pig. 26 was produced in the cross -section thereof. The metal which was annealed was tested to investigate the shape-memorizing properties.
- Fig. 29 shows the testing instrument, The one end of the specimen which is the annealed TiNi alloy was fixed and the weight W is applied at the other end thereof. On the specimen, the cycle consisting of heating step at a temperature of 130 ° C by the battery and cooling stop at a temperature of 20 °C by an electric fun, is affected repeatedly at 10 seconds interval. The deflection at the other end was measured and illustrated in Fig. 30 by solid line.
- TiNi alloy obtained by the conventional moiting method was cold-drawn down to 1.14 mm in diameter, and it was heat-treated at a temperature of 900 °C for 30 minutes.
- TiNi alloy had shape-memorizing property having Af point of 107 °C.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Wire Processing (AREA)
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP260844/85 | 1985-11-19 | ||
| JP26084485A JP2502058B2 (ja) | 1985-11-19 | 1985-11-19 | NiTi系合金の製造法 |
| JP13849586A JPS62294155A (ja) | 1986-06-13 | 1986-06-13 | NiTi系機能合金用複合材 |
| JP138495/86 | 1986-06-13 | ||
| JP141108/86 | 1986-06-16 | ||
| JP14110886A JPS62297447A (ja) | 1986-06-16 | 1986-06-16 | NiTi系機能合金用複合材料 |
| JP14218786A JPS62297448A (ja) | 1986-06-17 | 1986-06-17 | NiTi系機能合金用複合材 |
| JP142187/86 | 1986-06-17 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0226826A2 true EP0226826A2 (de) | 1987-07-01 |
| EP0226826A3 EP0226826A3 (en) | 1988-11-09 |
| EP0226826B1 EP0226826B1 (de) | 1992-09-02 |
Family
ID=27472147
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP86116073A Expired EP0226826B1 (de) | 1985-11-19 | 1986-11-20 | Verfahren zur Herstellung von Titan-Nickel-Legierungen |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US4830262A (de) |
| EP (1) | EP0226826B1 (de) |
| DE (1) | DE3686638T2 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6215073B1 (en) * | 1997-05-02 | 2001-04-10 | General Science And Technology Corp | Multifilament nickel-titanium alloy drawn superelastic wire |
| CN101899592A (zh) * | 2010-08-03 | 2010-12-01 | 华中科技大学 | 一种原位合成任意形状NiTi形状记忆合金的方法 |
| WO2015011642A1 (en) | 2013-07-25 | 2015-01-29 | Saes Getters S.P.A. | Shock-absorbing device |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0285327A (ja) * | 1988-09-19 | 1990-03-26 | Chisato Ikeda | 難加工性合金の成形品を製造する方法 |
| US5316599A (en) * | 1989-11-20 | 1994-05-31 | Nippon Yakin Kogyo Co., Ltd. | Method of producing Ni-Ti intermetallic compounds |
| US5198043A (en) * | 1991-07-22 | 1993-03-30 | The State Of Oregon Acting By And Through The State Board Of Higher Education On Behalf Of The University Of Oregon | Making amorphous and crystalline alloys by solid state interdiffusion |
| US6277084B1 (en) | 1992-03-31 | 2001-08-21 | Boston Scientific Corporation | Ultrasonic medical device |
| US7101392B2 (en) | 1992-03-31 | 2006-09-05 | Boston Scientific Corporation | Tubular medical endoprostheses |
| DE69332950T2 (de) | 1992-03-31 | 2004-05-13 | Boston Scientific Corp., Natick | Blutgefässfilter |
| US5630840A (en) * | 1993-01-19 | 1997-05-20 | Schneider (Usa) Inc | Clad composite stent |
| US20050059889A1 (en) * | 1996-10-16 | 2005-03-17 | Schneider (Usa) Inc., A Minnesota Corporation | Clad composite stent |
| JP2746755B2 (ja) * | 1993-01-19 | 1998-05-06 | シュナイダー(ユーエスエー)インク | クラッド複合ステント |
| US5482574A (en) * | 1994-10-04 | 1996-01-09 | The United States Of America As Represented By The Secretary Of The Navy | Method of making composite structure having a porous shape-memory component |
| US6191365B1 (en) | 1997-05-02 | 2001-02-20 | General Science And Technology Corp | Medical devices incorporating at least one element made from a plurality of twisted and drawn wires |
| US6278057B1 (en) * | 1997-05-02 | 2001-08-21 | General Science And Technology Corp. | Medical devices incorporating at least one element made from a plurality of twisted and drawn wires at least one of the wires being a nickel-titanium alloy wire |
| US20010035236A1 (en) * | 1998-03-16 | 2001-11-01 | Akira Ishida | Shape memory alloy with ductility and a making process of the same |
| US6248192B1 (en) * | 1998-05-08 | 2001-06-19 | Usf Filtration And Separations Group, Inc | Process for making an alloy |
| WO2002014563A1 (en) * | 2000-08-10 | 2002-02-21 | Usf Filtration And Separations Group, Inc. | Process of making alloy fibers |
| US6548013B2 (en) | 2001-01-24 | 2003-04-15 | Scimed Life Systems, Inc. | Processing of particulate Ni-Ti alloy to achieve desired shape and properties |
| US6775046B2 (en) * | 2002-11-06 | 2004-08-10 | Northrop Grumman Corporation | Thin film shape memory alloy reflector |
| US7789979B2 (en) * | 2003-05-02 | 2010-09-07 | Gore Enterprise Holdings, Inc. | Shape memory alloy articles with improved fatigue performance and methods therefor |
| JP2010092330A (ja) * | 2008-10-09 | 2010-04-22 | Seiko Epson Corp | 動作シーケンス作成装置、動作シーケンス作成装置の制御方法およびプログラム |
| US9103009B2 (en) | 2012-07-04 | 2015-08-11 | Apple Inc. | Method of using core shell pre-alloy structure to make alloys in a controlled manner |
| CN103817453A (zh) * | 2012-11-16 | 2014-05-28 | 通用汽车环球科技运作有限责任公司 | 用于焊接应用的自调节式包复丝 |
| ITGE20130021A1 (it) | 2013-02-19 | 2014-08-20 | Ing Andrea Dogliotti | Apparato per la regolazione rapida e di precisione delle vele delle imbarcazioni |
| US10065396B2 (en) | 2014-01-22 | 2018-09-04 | Crucible Intellectual Property, Llc | Amorphous metal overmolding |
| ITMI20141346A1 (it) | 2014-07-24 | 2016-01-24 | Getters Spa | Vele per imbarcazioni comprendenti elementi in materiali a memoria di forma, apparato e metodo per il loro funzionamento |
| EP3308098B1 (de) | 2015-06-15 | 2019-11-06 | Saes Getters S.p.A. | Kugelsichere strukturen und vorrichtungen mit diesen strukturen |
| IT201700073563A1 (it) | 2017-06-30 | 2018-12-30 | Getters Spa | Insiemi attuatori comprendenti fili in lega a memoria di forma e rivestimenti con particelle di materiali a cambiamento di fase |
| IT201800007349A1 (it) | 2018-07-19 | 2020-01-19 | Apparecchio multistadio per vuoto con separazione degli stadi controllata da un attuatore in lega a memoria di forma | |
| IT201900004715A1 (it) | 2019-03-29 | 2020-09-29 | Getters Spa | Attuatore lineare comprendente una molla a spirale in lega a memoria di forma funzionante a bassa potenza elettrica |
| US20220154310A1 (en) * | 2020-11-13 | 2022-05-19 | University Of Maryland, College Park | High-performance elastocaloric materials and methods for producing and using the same |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1178114A (en) * | 1966-01-27 | 1970-01-21 | Imp Metal Ind Kynoch Ltd | Improvements in and relating to Superconductors |
| US3523354A (en) * | 1968-04-22 | 1970-08-11 | Whittaker Corp | Method of producing large shapes |
| JPS4941012B1 (de) * | 1970-06-11 | 1974-11-06 | ||
| US4279121A (en) * | 1978-01-10 | 1981-07-21 | United Technologies Corporation | Stranded nickel braze alloy preforms |
| US4310354A (en) * | 1980-01-10 | 1982-01-12 | Special Metals Corporation | Process for producing a shape memory effect alloy having a desired transition temperature |
| DE3170552D1 (en) * | 1980-12-15 | 1985-06-20 | Boc Group Inc | Method of manufacture of multifilamentary intermetallic superconductors |
| JPS5998411A (ja) * | 1982-11-29 | 1984-06-06 | 科学技術庁金属材料技術研究所長 | 極細多芯Nb―Ti系超電導線の製造方法 |
| JPS59116340A (ja) * | 1982-12-24 | 1984-07-05 | Sumitomo Electric Ind Ltd | 形状記憶合金材の製造方法 |
| JPS61177345A (ja) * | 1985-01-30 | 1986-08-09 | Kanto Denka Kogyo Kk | 高密度TiNi系焼結合金 |
-
1986
- 1986-11-19 US US06/932,339 patent/US4830262A/en not_active Expired - Lifetime
- 1986-11-20 EP EP86116073A patent/EP0226826B1/de not_active Expired
- 1986-11-20 DE DE8686116073T patent/DE3686638T2/de not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6215073B1 (en) * | 1997-05-02 | 2001-04-10 | General Science And Technology Corp | Multifilament nickel-titanium alloy drawn superelastic wire |
| CN101899592A (zh) * | 2010-08-03 | 2010-12-01 | 华中科技大学 | 一种原位合成任意形状NiTi形状记忆合金的方法 |
| WO2015011642A1 (en) | 2013-07-25 | 2015-01-29 | Saes Getters S.P.A. | Shock-absorbing device |
| US10458504B2 (en) | 2013-07-25 | 2019-10-29 | Saes Getters S.P.A. | Shock-absorbing device |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0226826A3 (en) | 1988-11-09 |
| EP0226826B1 (de) | 1992-09-02 |
| DE3686638T2 (de) | 1993-03-04 |
| DE3686638D1 (de) | 1992-10-08 |
| US4830262A (en) | 1989-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0226826A2 (de) | Verfahren zur Herstellung von Titan-Nickel-Legierungen | |
| US4478787A (en) | Method of making dispersion strengthened metal bodies and product | |
| Panka et al. | Microstructure and mechanical properties of multiphase NiAl-based alloys | |
| WO2002014566A1 (en) | Nickel-based alloy product and process for producing the same | |
| EP1412549B1 (de) | Bündelgezogene fasern aus nichtrostendem stahl | |
| WO2003069011A1 (en) | METHOD FOR HEAT TREATING Ni BASE ALLOY PIPE | |
| HU185417B (en) | Copperaclad wire for interuterine contraceptive devices and method for producing the wire | |
| JPH0581195B2 (de) | ||
| JP2009056497A (ja) | 拡散接合方法 | |
| JP7847129B2 (ja) | Ni基合金材料 | |
| JP3672903B2 (ja) | 酸化物分散強化型フェライト鋼管の製造方法 | |
| US6248192B1 (en) | Process for making an alloy | |
| EP2111933A1 (de) | Verfahren zur herstellung eines stopfens zur verwendung beim lochen/walzen von metallischem rohmaterial, verfahren zur herstellung eines metallrohrs und stopfen zur verwendung beim lochen/walzen von metallischem rohmaterial | |
| Sillekens et al. | Strain path dependence of flow curves | |
| JP2502058B2 (ja) | NiTi系合金の製造法 | |
| CN113963837B (zh) | 铝合金线、铝合金绞合线、包覆电线以及带端子电线 | |
| JP2680832B2 (ja) | Cu−Zn−Al焼結超弾性合金の製造方法 | |
| CA1229960A (en) | Method of making dispersion strengthened metal bodies and product | |
| JPS59183906A (ja) | Ti基合金の圧延加工方法 | |
| US20020108684A1 (en) | Process of making alloy fibers | |
| JP2003526177A (ja) | マルチフィラメントニッケル−チタン合金引き抜き超弾性ワイヤ | |
| DD222474A3 (de) | Schichtverbundwerkstoff fuer katalysatornetze fuer oxydations- und reduktionsreaktionen und verfahren zu seiner herstellung | |
| JPH0761495B2 (ja) | チタン極細線の製造方法 | |
| JPH0371912A (ja) | ステライトの伸線方法 | |
| JPH0336247A (ja) | 線材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB |
|
| EL | Fr: translation of claims filed | ||
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB |
|
| 17P | Request for examination filed |
Effective date: 19890508 |
|
| 17Q | First examination report despatched |
Effective date: 19900806 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB |
|
| REF | Corresponds to: |
Ref document number: 3686638 Country of ref document: DE Date of ref document: 19921008 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19971023 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19971119 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19971230 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19981120 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19981120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990730 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990901 |