EP0230228A2 - Verfahren zur Herstellung von Spiralsieben und Spiralsiebe nach diesem Verfahren - Google Patents
Verfahren zur Herstellung von Spiralsieben und Spiralsiebe nach diesem Verfahren Download PDFInfo
- Publication number
- EP0230228A2 EP0230228A2 EP87100164A EP87100164A EP0230228A2 EP 0230228 A2 EP0230228 A2 EP 0230228A2 EP 87100164 A EP87100164 A EP 87100164A EP 87100164 A EP87100164 A EP 87100164A EP 0230228 A2 EP0230228 A2 EP 0230228A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- polyamide
- wires
- weight
- relative viscosity
- spiral fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/88—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from mixtures of polycondensation products as major constituent with other polymers or low-molecular-weight compounds
- D01F6/90—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from mixtures of polycondensation products as major constituent with other polymers or low-molecular-weight compounds of polyamides
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/0027—Screen-cloths
- D21F1/0072—Link belts
Definitions
- thermoplastic materials should be suitable for production, so far practical experience is only available with polyesters. Due to the known good mechanical properties, it would be desirable to provide wires made of polyamide-6,6 (polyhexamethylene adipic acid diamide) with a sufficiently large diameter for the manufacture of the spiral screens, the cross-section of which corresponds as closely as possible to the geometry of the nozzle bore and which have no voids. This is not possible with pure polyamide-6.6.
- polyamide-6,6 polyhexamethylene adipic acid diamide
- wires can be produced with a polymer mixture of 85 to 99% by weight of polyamide-6,6 and 15 to 1% by weight of polyamide-6 (poly-c-caprolactam).
- the invention therefore relates to a process for the production of spiral sieves from polyamide wires which are deformed into right-handed and left-handed spirals in a manner known per se, alternately joined into one another and firmly connected to one another with plug-in wires, characterized in that a polymer mixture of 85 is used as the polyamide up to 99% by weight of polyamide-6,6 and 15 to 1% by weight of polyamide-6 is used.
- Polyamide-6.6 with a relative viscosity of 3.0 to 5.0 is preferably used; the relative viscosity of the polyamide-6 is preferably 2.5 to 5.0.
- the relative viscosity is determined at 0.1% by weight in m-cresol at 25 ° C.
- the polyamide wires in particular have a diameter of 0.3 to 0.7 mm.
- Preferred cross sections of the wires are round or rectangular, in particular round, for which purpose round or rectangular nozzle bores are used.
- the two polyamides are mixed in the form of granules - optionally with the addition of a matting concentrate granulate based on PA 6 - in a tumble mixer (temperature 25 ° C., mixing time 1.5 h, mixed amount 2000 kg).
- composition of the mixture is chosen so that the total PA 6 content does not exceed 15% by weight.
- This mixture is melted in an extruder and spun in water at about room temperature.
- the polyamide wire is stretched, fixed and wound in two stages in the usual way.
- the polyamides can contain conventional additives such as matting agents and stabilizers.
- the mixture of the granules is melted in a single-screw extruder so that the temperature of the melt is 290 ° C. and its pressure is 50 HPa.
- the resulting raw wire with a diameter of 1.21 mm is stretched, fixed and wound up in two stages 1: 4.27.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Knitting Of Fabric (AREA)
- Ropes Or Cables (AREA)
Abstract
Description
- Es ist bekannt, in der Papierindustrie als Trocken- und Naßsieb sowie für die Schlammentwässerung Kunststoff-Spiralsiebe einzusetzen, die teilweise die gewebten Siebe abgelöst haben (Wochenblatt für Papierfabrikation 17, Seite 613 (1983), EP-OS 17 722 und DE-OS 24 19 751).
- Zur Herstellung sollen sich alle thermoplastischen Kunststoffe eignen, praktische Erfahrungen liegen bisher nur mit Polyestern vor. Aufgrund der bekannt guten mechanischen Eigenschaften wäre es wünschenswert, für die Herstellung der Spiralsiebe Drähte aus Polyamid-6,6 (Polyhexamethylenadipinsäurediamid) mit ausreichend großem Durchmesser zur Verfügung zu stellen, deren Querschnitt möglichst exakt der Geometrie der Düsenbohrung entspricht und die keine Lunkern aufweisen. Dies ist mit reinem Polyamid-6,6 nicht möglich.
- Es wurde jetzt gefunden, daß solche Drähte mit einer Polymermischung aus 85 bis 99 Gew.-% Polyamid-6,6 und 15 bis 1 Gew.-% Polyamid-6 (Poly-c-caprolactam) hergestellt werden können.
- Gegenstand der Erfindung ist daher ein Verfahren zur Herstellung von Spiralsieben aus Polyamid-Drähten, die zu rechtsgewendelten und linksgewendelten Spiralen in an sich bekannter Weise verformt, alternierend ineinander gefügt und mit Steckdrähten fest miteinander verbunden werden, dadurch gekennzeichnet, daß als Polyamid eine Polymermischung aus 85 bis 99 Gew.-% Polyamid-6,6 und 15 bis 1 Gew.-% Polyamid-6 verwendet wird.
- Vorzugsweise wird Polyamid-6,6 mit einer relativen Viskosität von 3,0 bis 5,0 eingesetzt; die relative Viskosität des Polyamid-6 beträgt vorzugsweise 2,5 bis 5,0. Die Bestimmung der relativen Viskosität erfolgt 0,1 gew-Xig in m-Kresol bei 25°C.
- Die Polyamiddrähte haben insbesondere einen Durchmesser von 0,3 bis 0,7 mm. Bevorzugte Querschnitte der Drähte sind rund oder rechteckig, insbesondere rund, wozu runde bzw. rechteckige Düsenbohrungen verwendet werden.
- Die Mischung der beiden Polyamide erfolgt in Form von Granulaten - gegebenenfalls unter Zusatz eines Mattierungs-Konzentratgranulates auf Basis PA 6 - in einem Taumelmischer (Temperatur 25°C, Mischzeit 1,5 h, gemischte Menge 2000 kg).
- Die Zusammensetzung der Mischung wird so gewählt, daß der Gesamt-PA 6-Gehalt 15 Gew.-% nicht übersteigt. Diese Mischung wird in einem Extruder aufgeschmolzen und in Wasser von etwa Raumtemperatur gesponnen. Der Polyamiddraht wird in üblicher Weise zweistufig verstreckt, fixiert und aufgespult.
- Die Polyamide können übliche Zusätze wie Mattierungsmittel und Stabilisatoren enthalten.
- Weiterhin sind Gegenstand der Erfindung Spiralsiebe aus Polyamid-Drähten, die zu rechts- und linksgewendelten Spiralen in an sich bekannter Weise verformt, alternierend ineinander gefügt und mit Steckdrähten fest miteinander verbunden sind, dadurch gekennzeichnet, daß die Polyamiddrähte aus einer Polymermischung aus
- 85 - 99 Gew.-% Polyamid 66
- der relativen Viskosität 3,0 - 5,0 und
- 15 - 1 Gew.-% Polyamid 6
- der relativen Viskosität 2,5 - 5,0
- 1.800 kg eines PA 6,6-Granulates (nr = 3,42, gemessen in 0,1 gew.-Xiger Lösung bei 25°C in m-Kresol), 140 kg eines PA 6-Granulates (nr = 3,96) und 60 kg eines Ti02-haltigen PA 6-Konzentratgranulates mit 33 Gew.-% Ti02 (nr = 2,58) werden in einem Taumelmischer 1,5 Stunden bei Raumtemperatur gemischt.
- Die Mischung der Granulate wird in einem Einwellenextruder so aufgeschmolzen, daß die Temperatur der Schmelze bei 290°C und ihr Druck bei 50 HPa liegt. Diese Schmelze wird durch eine Rundlochdüse (d = 1,5 mm) in ein Wasserbad von Raumtemperatur gesponnen; die Abzugsgeschwindigkeit beträgt 30 m/min.
- Der entstandene Rohdraht vom Durchmesser 1,21 mm wird zweistufig 1: 4,27 verstreckt, fixiert und aufgewickelt.
- Entsprechend dem Beispiel werden 2.000 kg reines mit Ti02 mattiertes Polyamid-6,6 Granulat anstelle der Polyamidmischung verarbeitet. Das Verstreckverhältnis betrug 1:4,34.
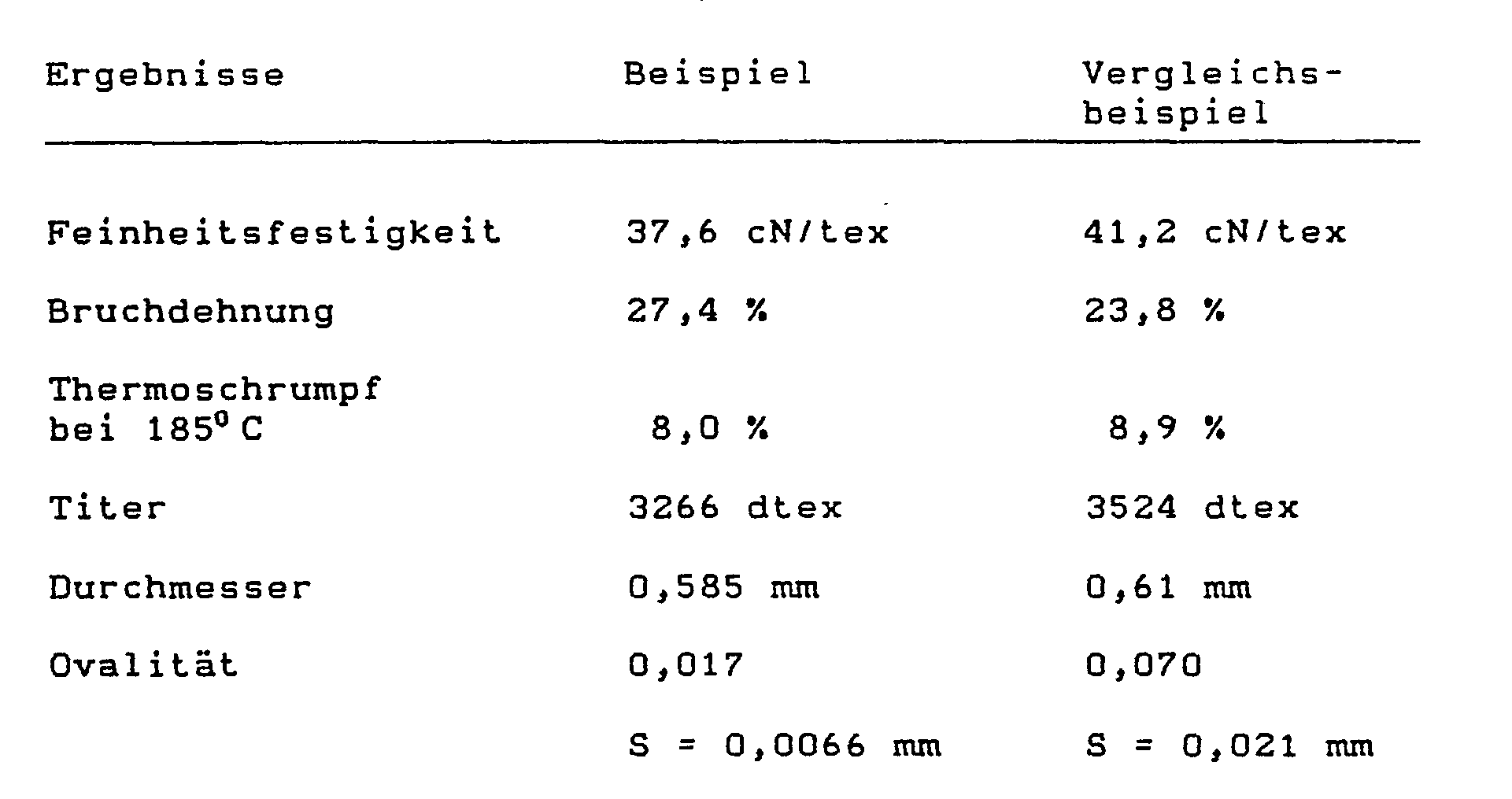
- wobei S die Standardabweichung ist.
- Der Vergleich von Beispiel und Vergleichsbeispiel zeigt, daß der erfindungsgemäße Draht wesentlich besser der Düsenlochgeometrie entspricht, da er eine geringe Ovalität mit einer geringeren Standardabweichung aufweist.
bestehen.
Claims (4)
bestehen.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3601565 | 1986-01-21 | ||
| DE19863601565 DE3601565A1 (de) | 1986-01-21 | 1986-01-21 | Verfahren zur herstellung von spiralsieben |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0230228A2 true EP0230228A2 (de) | 1987-07-29 |
| EP0230228A3 EP0230228A3 (de) | 1989-07-26 |
Family
ID=6292235
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87100164A Withdrawn EP0230228A3 (de) | 1986-01-21 | 1987-01-08 | Verfahren zur Herstellung von Spiralsieben und Spiralsiebe nach diesem Verfahren |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0230228A3 (de) |
| DE (1) | DE3601565A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1998042900A1 (de) * | 1997-03-20 | 1998-10-01 | Rhodia Filtec Ag | Verfahren zur herstellung von monofilamenten aus polyamid und monofilament für technische gewebe |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014205422A1 (de) * | 2014-03-24 | 2015-07-09 | Voith Patent Gmbh | Bespannung |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4824408B1 (de) * | 1970-06-26 | 1973-07-20 | ||
| DE2419751C3 (de) * | 1974-04-24 | 1982-01-21 | Kerber, geb. Poth, Hella, 6731 Weidenthal | Drahtgliederband z.B. für Papiermaschinen |
| AU531985B2 (en) * | 1979-04-23 | 1983-09-15 | Textiel Techniek Haaksbergen B.V. | Sieve belt for papermaking machine |
| US4395308A (en) * | 1981-06-12 | 1983-07-26 | Scapa Dyers Inc. | Spiral fabric papermakers felt and method of making |
| EP0094638A3 (de) * | 1982-05-14 | 1986-02-05 | Hermann Wangner GmbH & Co. KG | Spiralband und Verfahren zu dessen Herstellung |
| DE3416234A1 (de) * | 1983-06-13 | 1984-12-13 | Albany International Corp., Menands, N.Y. | Papiermaschinenbespannung |
| DE3411112A1 (de) * | 1984-03-26 | 1985-10-03 | Fa. F. Oberdorfer, 7920 Heidenheim | Spiralsiebband |
| FI85738C (fi) * | 1984-05-01 | 1992-05-25 | Jwi Ltd | Torkduk med varptraodar av smaeltstraengsprutbar polyfenylensulfid och syntetisk industriduk. |
| EP0195835B1 (de) * | 1985-03-26 | 1991-02-27 | Asten Group, Inc. | Endloses Siebband für Papiermaschinen o.dgl. |
-
1986
- 1986-01-21 DE DE19863601565 patent/DE3601565A1/de not_active Withdrawn
-
1987
- 1987-01-08 EP EP87100164A patent/EP0230228A3/de not_active Withdrawn
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1998042900A1 (de) * | 1997-03-20 | 1998-10-01 | Rhodia Filtec Ag | Verfahren zur herstellung von monofilamenten aus polyamid und monofilament für technische gewebe |
| US6238608B1 (en) * | 1997-03-20 | 2001-05-29 | Rhodia Filtec Ag | Method for producing polyamide monofilaments and monofilament for technical fabric |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0230228A3 (de) | 1989-07-26 |
| DE3601565A1 (de) | 1987-07-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE1760438A1 (de) | Verfahren zur Herstellung von Glasfaservliesen | |
| EP1492666B1 (de) | Verbundwerkstoff, verfahren zu seiner herstellung und seine verwendung | |
| DE1660354A1 (de) | Polypropylenverbundfaeden und Verfahren zu ihrer Herstellung | |
| DE3888573T2 (de) | Monofasern, Verfahren zur Herstellung derselben und damit hergestellte Gewebe. | |
| DE1410423A1 (de) | Verfahren zur Herstellung von Monofilen aus alpha-Olefinpolymeren sowie Faeden,insbesondere Monofile aus Polypropylen | |
| DE4410399A1 (de) | Abriebfeste Polyestermischung mit erhöhter Verarbeitungssicherheit, Monofilamente daraus und deren Herstellung und Verwendung | |
| DE2458701A1 (de) | Verfahren zur herstellung eines polyesterfadens | |
| DE1807144A1 (de) | Fibrillierter Faden | |
| DE1091275B (de) | Faeden- oder faserbildende Massen | |
| DE2752838C2 (de) | Verfahren zur Herstellung von Spaltfasern, Fäden oder Bändchen | |
| DE4138510A1 (de) | Formmassen enthaltend ein polykondensat | |
| EP0230228A2 (de) | Verfahren zur Herstellung von Spiralsieben und Spiralsiebe nach diesem Verfahren | |
| DE1178396B (de) | Verfahren zum Herstellen von Garnen od. dgl. aus Glasfasern bzw.-faeden | |
| DE1620997A1 (de) | Lineare faserbildende Terpolyamide und Verfahren zu deren Herstellung | |
| DE3934710A1 (de) | Verbessertes verfahren zur herstellung von halbzeugen/verbundwerkstoffen | |
| DE2448970A1 (de) | Verbesserte antistatische polyamidfaser und verfahren zu ihrer herstellung | |
| DE1138935B (de) | Verfahren zur Herstellung von Mischpolyamiden, die wenigstens 50 Gewichtsprozent ªŠ-Caprolactam enthalten | |
| DE69610894T2 (de) | Orientierte Polyamidfasern und Verfahren zu ihrer Herstellung | |
| DE3245067C2 (de) | Lautsprechermembran | |
| DE1954225A1 (de) | Verfahren zur Herstellung von Polyamiden | |
| DE1620993A1 (de) | Lineare faserbildende Mischpolyamide und Verfahren zu deren Herstellung | |
| DE1620996A1 (de) | Lineare faserbildende Terpolyamide und Verfahren zu deren Herstellung | |
| DE3800231C2 (de) | Verfahren zur Herstellung eines Verstärkungselements für Asbest-freie Reibmaterialien | |
| DE2624695C3 (de) | Verfahren zur Herstellung von Filamenten nach dem Naßspinnverfahren | |
| DE2752684C2 (de) | Blockcopolyamid |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19870108 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT DE FR GB IT NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT DE FR GB IT NL SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19891104 |
|
| R18W | Application withdrawn (corrected) |
Effective date: 19891104 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: BRAECKELER, RUDOLF, DIPL.-ING. Inventor name: GELHAAR, HANS-GEORG, DR. |