EP0238363A1 - Procédé d'installation des éléments mécaniques scellés d'une pompe à volute en béton dans ladite volute - Google Patents
Procédé d'installation des éléments mécaniques scellés d'une pompe à volute en béton dans ladite volute Download PDFInfo
- Publication number
- EP0238363A1 EP0238363A1 EP87400016A EP87400016A EP0238363A1 EP 0238363 A1 EP0238363 A1 EP 0238363A1 EP 87400016 A EP87400016 A EP 87400016A EP 87400016 A EP87400016 A EP 87400016A EP 0238363 A1 EP0238363 A1 EP 0238363A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- crowns
- sealing ring
- cover
- molding
- crown
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007789 sealing Methods 0.000 title claims abstract description 53
- 238000000034 method Methods 0.000 title claims abstract description 10
- 239000004567 concrete Substances 0.000 title claims description 23
- 229920005989 resin Polymers 0.000 claims abstract description 32
- 239000011347 resin Substances 0.000 claims abstract description 31
- 238000000465 moulding Methods 0.000 claims abstract description 26
- 239000002184 metal Substances 0.000 claims abstract description 15
- 239000012260 resinous material Substances 0.000 claims abstract description 13
- 239000004570 mortar (masonry) Substances 0.000 claims description 15
- 238000004519 manufacturing process Methods 0.000 claims description 4
- 238000005266 casting Methods 0.000 claims 1
- 239000011324 bead Substances 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000004873 anchoring Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 229910000906 Bronze Inorganic materials 0.000 description 1
- 239000010974 bronze Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000009415 formwork Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000011178 precast concrete Substances 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images





Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/60—Mounting; Assembling; Disassembling
- F04D29/605—Mounting; Assembling; Disassembling specially adapted for liquid pumps
- F04D29/606—Mounting in cavities
Definitions
- the present invention relates to a method for producing the interfaces between the concrete elements and the mechanical elements of a concrete scroll pump, said pump comprising a concrete scroll having an axial suction orifice in its lower part and, in its upper part, a well which is roughly coaxial with the suction orifice, two metal crowns, respectively lower and upper, which are sealed coaxially to each other in reservations respectively provided in the concrete of the suction and well port, a sealing ring, which is detachably attached to the lower crown, a metal cover which is detachably attached at its periphery to the upper crown, a vertical shaft which is axially supported and rotatably mounted in the cover, and a wheel which is fixed to the lower end of the shaft and a part of which is located opposite the sealing ring and has a small clearance pa r compared to it.
- volute pumps of common dimensions the volute is generally metallic and most often produced by molding. However, beyond a certain dimension, it may be more economical to make the concrete scroll, either from formwork, for example of wood, the external shape of which corresponds to the internal shape of the spiral duct of the volute, or from precast concrete elements, which are assembled on the site where the pump is to be installed, and which, once assembled, form the volute. In both cases, concrete is poured around the forms or prefabricated elements to form the infrastructure of the pumping station (while simultaneously forming the volute in the case where forms are used).
- the sealing ring and the cover are supported directly by the lower ring and by the upper ring, respectively. Consequently, in addition to the fact that the two crowns must be precisely positioned (with a tolerance of 1 mm or less), they must also be machined so as to present surfaces having an appropriate shape and a surface condition suitable for receiving the seal ring and pump cover, respectively. These machining operations are relatively complicated and expensive since the machining tolerances are, again, about 1 mm or less and these two crowns are relatively bulky parts. In fact, their diameters are a function, for the lower ring, of the suction diameter of the pump wheel and, for the upper ring, of the outside diameter of said wheel. As an indication, these diameters commonly vary between 1.5m and 4m.
- the object of the present invention is therefore to provide a method which allows the positioning of the lower and upper crowns at once and simultaneously, and the production of mechanical support surfaces capable of receiving the removable elements of the pump (ring sealing and cover), without the need to call in specialists other than mechanics and without the need to use precision machined crowns.
- the method of the present invention is characterized in that it consists, for the sealing of the two upper and lower crowns, of placing the two crowns simultaneously in the respective reservations, of embedding each of said crowns in a curable resinous material , while molding said resinous material using a single mold having two molding surfaces, respectively lower and upper, which are coaxial and axially spaced one on the other by a predetermined distance corresponding to the vertical distance between the periphery of the cover and the sealing ring, so as to form, after the setting of the resinous material, two annular blocks of resin, respectively lower and upper, reinforced by said crowns and having molded surfaces corresponding to the mold molding surfaces, and to using said molded surfaces as support surfaces for the sealing ring and for the cover respectively.
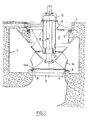
- the pump essentially comprises a concrete scroll 1, comprising an axial suction port 2 and a well 3 which is roughly coaxial with the suction port 2; a lower metal crown 4 and an upper metal crown 5, which are sealed in reservations 6 and 7 provided in the concrete walls of the suction port 2 and the well 3, respectively; a sealing ring 8 made of metal, for example bronze, or plastic, which is detachably fixed to the crown 4; a metal cover 9, also called a pump body bottom, which is detachably attached to the crown 5; a shaft 11, which is axially supported and rotatably mounted in the cover 9 by means of bearings 12 and 13; and a wheel 14, which is fixed to the lower end of the shaft 11 and the lower part 14a of which is situated opposite the sealing ring 8 and has a small clearance (approximately 1 mm) relative to the latter .
- a concrete scroll 1 comprising an axial suction port 2 and a well 3 which is roughly coaxial with the suction port 2; a lower metal crown 4 and an upper metal crown
- FIG. 2 shows a mannequin 15 which can be used for positioning and sealing the two crowns 4 and 5 respectively in reservations 6 and 7.
- the mannequin 15 comprises a cylindrical barrel 15a, at the ends of which are fixed, for example by welding, annular flanges 15b and 15c.
- the underside of the flange 15b is machined so as to form a molding surface 15d ( Figures 3 and 4) which is planar and perpendicular to the longitudinal axis 16 of the dummy 15.
- a cylindrical skirt 15e having a diameter smaller than the outside diameter of the flange 15b is welded to the underside of said flange concentrically with the axis 16.
- the underside of the flange 15c is machined so as to form a molding surface 15f ( Figures 5 and 6) which is planar and perpendicular to the axis 16.
- the surface 15f can be part of a crown 15g welded to the periphery of the flange 15c.
- the two molding surfaces 15d and 15f are coaxial with the axis 16 and axially spaced from each other by a predetermined distance corresponding to the vertical distance between the cover 9 and the sealing ring 8.
- the crown 5 of the pump is detachably fixed to the flange 15b by several drawing screws 17 like that shown in FIG. 3, which pass freely through the holes 18 of the flange 15b and which are screwed into tapped holes 19 of the crown 5.
- the axes of the holes 18 are located on a circle centered on the axis 16 of the mannequin 15.
- a spacing e l is maintained between the crown 5 and the flange 15b by means of a few screws pushers 21, for example three pushing screws, like that shown in FIG. 4, which are screwed into tapped holes 22 of the flange 15b and which are supported on the upper face of the crown 5.
- the crown 4 of the pump is detachably fixed to the outer crown 159 of the flange 15c by means of several drawing screws 24 like that shown in FIG. 5, which pass freely through holes 25 in the crown 15g and which are screwed into tapped holes 26 of the crown 4.
- the axes of the holes 25 are located on a circle centered on the axis 16 of the dummy 15.
- a spacing e 2 is maintained between the crown 4 and the crown 15g by a few pushing screws 27 like that shown in FIG. 6 and / or by sealing and spacing rings 28 arranged around each of the screws 24 and 27 (FIGS. 5 and 6).
- the dummy 15 is introduced from top to bottom through the well 3 of the volute 1, until the crowns 4 and 5 are respectively at the level of the reservations 6 and 7 provided respectively in the wall of the suction orifice 2 and in the wall of the well 3, as shown in FIG. 7.
- the mannequin 15 is arranged so that its axis 16 coincides with the axis of the suction orifice 2 and in such a way that the anchor rods 29 of the crown 5 are in position in their reservation holes 31 (FIG. 7, detail A and FIG. 8).
- the mannequin 15 is supported on the annular shoulder 7a of the reservation 7 by means of screw jacks 32 like that shown in FIG. 9, for example three screw jacks spaced 120 ° at the periphery of the flange 15b.
- screw jacks 32 like that shown in FIG. 9, for example three screw jacks spaced 120 ° at the periphery of the flange 15b.
- the mannequin 15 is then adjusted in height and level by means of the screw jacks 32.
- a sealing bead 33 (FIGS. 8 and 9) is placed between the lower end of the skirt 15e and the shoulder 7a of the reservation. 7.
- the skirt 15e could be made of rubber or its lower edge could be provided beforehand with a rubber sealing joint.
- a resin mortar 34 is poured into the holes 31 and into the reservation 7 to a level I (FIG. 10), such that the crown 5 is at least partially embedded in the resin mortar.
- the skirt 15e and the bead 33 prevent the resin mortar from flowing into the well 3.
- Resin mortar 34 is also poured into the reservation 6 to a level I ′ (FIG. 11) such that the crown 4 is at least partially embedded in the resin mortar.
- a hardenable resin 36 is poured into the reservation 7 up to a level II (FIG. 10) and into the reservation 6 up to a level II ′ (FIG. 11) such as the crowns 4 et.'5 are completely submerged and two annular blocks of resin are obtained whose upper surface is molded by the molding surfaces 15d and 15f, previously coated with a non-stick agent.
- the screws 17 and 24 and the nuts of the anchor rods 29 are removed.
- the resin 36 is chosen so as to have a high hardness and a good surface condition after demoulding, that is to say after removal of the mannequin 15.
- the resin 36 may for example be a "CHOCKFAST ORANGE” resin manufactured by the PHILADELPHIA RESINS Co.
- the resin mortar can be, for example, a "CHOCKFAST BLUE” or "CHOCKFAST RED” resin mortar manufactured by the same company. After demolding, two annular blocks are therefore obtained, the molded upper surfaces 37 and 38 (FIG. 12) are perfectly coaxial and axially spaced from each other by a predetermined distance corresponding to the vertical distance between the cover 9 and the sealing ring 8 of the pump.
- the sealing ring 8 is then placed on the molded surface 38 of the resin block 36, the holes 39 of the ring 8 are aligned with the tapped holes 26 of the crown 4 and the ring 8 is fixed to the crown 4 by screw 41 as shown in Figure 14. Then, the assembly 9-14 is introduced in one piece or in several parts from top to bottom through the well 3 of the volute 1.
- the cover 9 has in its peripheral region ga of the holes 42 , the number of which corresponds to the total number of the tapped holes 19 and of the anchor rods 29 of the crown 5.
- the holes 42 are aligned with the tie rods anchoring 29 and with the tapped holes 19 of the crown 5, then the threaded parts of the anchoring tie rods 29 are engaged through the holes. 42 correspondents and the cover 9 is placed on the molded surface 37.
- the cover 9 is fixed to the crown 5 by means of screws 43 which are screwed into the tapped holes 19 and by means of nuts which are screwed to the anchor rods 29.
- the sealing ring 8 was in the form of a flat ring.
- the sealing ring is cylindrical and concentrically surrounds, with a small radial clearance, the lower part 14a of the impeller 14 of the pump.
- the lower part of the mannequin 15 can be modified as shown in FIG. 15.
- a cylindrical crown 15h which is coaxial with the axis 16 of the mannequin 15 (FIG. 2) and which has an outside diameter equal to the outside diameter of the sealing ring.
- the outer cylindrical surface of the crown 15h forms the molding surface 15f.
- the crown 15h is extended downwards by a cylindrical skirt 151, which has an outside diameter slightly smaller than the inside diameter of the suction orifice 2 of the volute.
- the crown 4 ′ of the pump also has a cylindrical shape and is detachably fixed to the crown 15 h of the mannequin by drawing screws like that shown at 44 in FIG. 15, which are screwed into tapped holes 45 of the crown 4 '.
- a spacing e 3 is maintained between the crown 4 ' and the crown 15h by pushing screws like that shown at 46 in FIG. 15, for example by three pushing screws spaced angularly by 120 °.
- Sealing rings 47 are arranged around each of the screws 44 and 46. The rings 47 arranged around the screws 44 can also serve as spacing rings, in which case the pushing screws 46 can be omitted.
- a sealing bead 48 is placed between the cylindrical skirt 15i and the suction orifice 2 as shown in FIG. 16
- a resin 36 for example the resin "CHOCKFAST ORANGE" already mentioned above, is poured into the reservation 6 in order to completely drown the crown 4 '.
- the upper crown 5 of the pump is sealed in the manner previously described.
- the screws 44 and 46 are removed and the dummy 15 is extracted from bottom to top through the well 3 of the volute as in the embodiment previously described.
- a cylindrical molded surface 38 ' is obtained (FIG. 17) capable of receiving the cylindrical sealing ring 8'.
- the latter has holes 49 which are aligned with the tapped holes 45 of the ring 4 ', and in which screws 51 are engaged to fix the sealing ring 8' to the ring 4 '.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
Abstract
Description
- La présente invention concerne un procédé pour la réalisation des interfaces entre les éléments en béton et les éléments mécaniques d'une pompe à volute en béton, ladite pompe comprenant une volute en béton ayant un orifice axial d'aspiration dans sa partie inférieure et, dans sa partie supérieure, un puits qui est en gros coaxial à l'orifice d'aspiration, deux couronnes métalliques, respectivement inférieure et supérieure, qui sont scellées coaxialement l'une à l'autre dans des réservations respectivement prévues dans le béton de l'orifice d'aspiration et du puits, une bague d'étanchéité, qui est fixée de manière détachable à la couronne inférieure, un couvercle métallique qui est fixé de manière détachable à sa périphérie à la couronne supérieure, un arbre vertical qui est supporté axialement et monté à rotation dans le couvercle, et une roue qui est fixée à l'extrémité inférieure de l'arbre et dont une partie est située en regard de la bague d'étanchéité et présente un faible jeu par rapport à celle-ci.
- Dans les pompes à volute de dimensions courantes, la volute est en général métallique et le plus souvent réalisée par moulage. Toutefois, au-delà d'une certaine dimension, il peut être plus économique d'exécuter la volute en béton, soit à partir de coffrages, par exemple en bois,dont la forme extérieure correspond à la forme intérieure du conduit en spirale de la volute,soit à partir d'éléments préfabriqués en béton, qui sont assemblés sur le site où la pompe doit être installée, et qui, une fois assemblés, forment la volute. Dans les deux cas, du béton est coulé autour des coffrages ou des éléments préfabriqués pour former l'infrastructure de la station de pompage ( tout en formant simultanément la volute dans le cas où on utilise des coffrages).
- Or, en génie civil, les tolérances de fabrication et de positionnement sont au mieux de plus ou moins lcm. Ces tolérances sont incompatibles avec les tolérances de positionnement des éléments mécaniques de la pompe, en particulier avec les tolérances de positionnement du rotor de la pompe par rapport à son stator. Par exemple, le jeu entre la bague d'étanchéité et la partie de la roue qui est située en regard de ladite bague d'étanchéité doit être de l'ordre de lmm. Il n'est donc pas possible de fixer la bague d'étanchéité et le couvercle de la pompe, qui supporte l'arbre et la roue, directement au béton, respectivement dans l'orifice d'aspiration et dans le puits de la volute. C'est pourquoi, dans les pompes connues à volute en béton, la bague d'étanchéité et le couvercle sont fixés respectivement à une couronne métallique inférieure et à une couronne métallique supérieure qui doivent être scellées dans des positions très précises respectivement dans l'orifice d'aspiration et dans le puits de la volute, les deux couronnes inférieure et supérieure formant les interfaces entre la volute en béton et les éléments mécaniques de la pompe. Pour cela, dans une première phase, la couronne inférieure est tout d'abord positionnée par rapport à l'axe de l'orifice d'aspiration de la volute, puis elle est calée approximativement en hauteur et en niveau (horizontalité). Dans cette position, des tirants d'ancrage de la couronne inférieure sont scellés définitivement dans le béton. Dans une seconde phase, en utilisant comme mannequin le couvercle et le rotor de la pompe, il est procédé successivement au calage puis au réglage définitif de là couronne inférieure par rapport à l'axe géométrique de la pompe, d'une part, et de la couronne supérieure par rapport à la couronne inférieure, d'autre part. Dans une troisième phase, les couronnes inférieure et supérieure sont scellées définitivement dans le béton. Ces opérations successives de réglage et de scellement des deux couronnes nécessitent l'exécution de travaux de maçonnerie qui sont également effectués par étapes, à savoir :
- - scellement des tirants d'ancrage de la couronne inférieure;
- - scellement définitif de la couronne inférieure et ragréage avec la paroi interne de l'orifice d'aspiration de la volute;
- - scellement définitif de la couronne supérieure et ragréage .avec la paroi interne du puits de la volute.
- Ces interventions successives pour des travaux de natures différentes (maçonnerie et réglages mécaniques) ont pour inconvénient de faire intervenir à plusieurs reprises et de façon alternée des corps de métiers différents.
- En outre, dans les pompes connues à volute en béton, la bague d'étanchéité et le couvercle sont supportés directement par la couronne inférieure et par la couronne supérieure, respectivement. En conséquence, outre le fait que les deux couronnes doivent être positionnées de manière précise (avec une tolérance de lmm ou moins), elles doivent être aussi usinées de manière à présenter des surfaces ayant une forme appropriée et un état de surface approprié pour recevoir la bague d'étanchéité et le couvercle de la pompe, respectivement. Ces opérations d'usinage sont relativement compliquées et coûteuses étant donné que les tolérances d'usinage sont, là encore, d'environ lmm ou moins et que ces deux couronnes sont des pièces relativement volumineuses. En effet, leurs diamètres sont fonction, pour la couronne inférieure, du diamètre d'aspiration de la roue de la pompe et, pour la couronne supérieure, du diamètre extérieur de ladite roue. A titre indicatif, ces diamètres varient couramment entre 1,5m et 4m.
- La présente invention a donc pour but de fournir un procédé permettant en une seule fois et de façon simultanée la mise en place des couronnes inférieure et supérieure et la réalisation de surfaces mécaniques de support apte à recevoir les éléments amovibles de la pompe (bague d'étanchéité et couvercle), sans qu'il soit nécessaire de faire appel à d'autres spécialistes que des mécaniciens et sans qu'il soit nécessaire d'utiliser des couronnes usinées de manière précise.
- A cet effet, le procédé de la présente invention est caractérisé en ce qu'il consiste, pour le scellement des deux couronnes inférieure et supérieure, à placer simultanément les deux couronnes dans les réservations respectives, à noyer chacune desdites couronnes dans une matière résineuse durcissable, tout en moulant ladite matière résineuse à l'aide d'un moule unique ayant deux surfaces de moulage, respectivement inférieure et supérieure, qui sont coaxiales et espacées axialement l'une de l'autre d'une distance prédéterminée correspondant à la distance verticale entre la périphérie du couvercle et la bague d'étanchéité, de manière à former, après la prise de la matière résineuse, deux blocs annulaires de résine, respectivement inférieur et supérieur, renforçés par lesdites couronnes et ayant des surfaces moulées correspondant aux surfaces de moulage du moule, et à utiliser lesdites surfaces moulées comme surfaces de support respectivement pour la bague d'étanchéité et pour le couvercle.
- D'autres caractéristiques et avantages de la présente invention ressortiront mieux au cours de la description qui va suivre, donnée en référence aux dessins annexés sur lesquels :
- La figure 1 est une vue en coupe verticale d'une pompe à volute en béton.
- La figure 2 est une vue en coupe verticale d'un mannequin utilisable pour la mise en oeuvre du procédé de l'invention.
- Les figures 3 à 6 sont des vues montrant, à plus grande échelle, les détails A, B, C et D, respectivement, de la figure 2.
- La figure 7 est une vue en coupe verticale montrant le mannequin de la figure 2 installé dans la volute de la pompe.
- Les figures 8 et 9 sont des vues montrant, à plus grande échelle, les détails A et B, respectivement, de la figure 7.
- Les figures 10 et 11 montrent, à plus grande échelle, les détails B et C, respectivement, de la figure 7, et ellesillus- trent la phase de scellement des couronnes supérieure et inférieure, respectivement, de la pompe.
- La figure 12 est une vue semblable a la figure 7, après scellement des couronnes supérieure et inférieure de la pompe et après enlèvement du mannequin.
- Les figures 13 et 14 montrent, à plus grande échelle, les détails B et C, respectivement, de la figure 12, après fixation du couvercle et de la bague d'étanchéité respectivement à la couronne supérieure et à la couronne inférieure de la pompe.
- Les figures 15 et 16 montrent, à une échelle plus grande que celle de la figure 2, une autre forme de la partie inférieure du mannequin qui est utilisé pour la mise en oeuvre du procédé de la présente invention quand la bague d'étanchéité de la pompe a une forme cylindrique.
- La figure 17 est une vue semblable aux figures 15 et 16, montrant la bague cylindrique d'étanchéité fixée à la couronne inférieure de la pompe.
- Comme montré dans la figure 1, la pompe comprend essentiellement une volute 1 en béton, comportant un orifice axial d'aspiration 2 et un puits 3 qui est en gros coaxial à l'orifice d'aspiration 2; une couronne métallique inférieure 4 et une couronne métallique supérieure 5, qui sont scellées dans des réservations 6 et 7 prévues dans les parois en béton de 1_'orifice d'aspiration 2 et du puits 3, respectivement; une bague d'étanchéité 8 en métal, par exemple en bronze, ou en matière plastique, qui est fixée de manière détachable à la couronne 4; un couvercle métallique 9, encore appelé un fond de corps de pompe, qui est fixé de manière détachable à la couronne 5; un arbre 11, qui est supporté axialement et monté à rotation dans le couvercle 9 par l'intermédiaire de paliers 12 et 13; et une roue 14, qui est fixée à l'extrémité inférieure de l'arbre 11 et dont la partie inférieure 14a est située en regard de la bague d'étanchéité 8 et présente un faible jeu (environ lmm) par rapport à celle-ci.
- La figure 2 montre un mannequin 15 pouvant être utilisé pour le positionnement et le scellement des deux couronnes 4 et 5 respectivement dans les réservations 6 et 7. Le mannequin 15 comporte un fût cylindrique 15a, aux extrémités duquel sont fixées, par exemple par soudage, des brides annulaires 15b et 15c. Dans sa région périphérique extérieure, la face inférieure de la bride 15b est usinée de manière à former une surface de moulage 15d (figures 3 et 4) qui est plane et perpendiculaire à l'axe longitudinal 16 du mannequin 15. En outre, comme montré dans les figures 3 et 4, une jupe cylindrique 15e, ayant un diamètre plus petit que le diamètre extérieur de la bride 15b est soudée à la face inférieure de ladite bride concentriquement à l'axe 16.
- De même, dans sa région périphérique extérieure, la face inférieure de la bride 15c est usinée de manière à former une surface de moulage 15f (figures 5 et 6) qui est plane et perpendiculaire à l'axe 16. Comme montré dans les figures 5 et 6, la surface 15f peut faire partie d'une couronne 15g soudée à la périphérie de la bride 15c. Les deux surfaces de moulage 15d et 15f sont coaxiales à l'axe 16 et espacées axialement l'une de l'autre d'unedistance prédéterminée correspondant à la distance verticale entre le couvercle 9 et la bague d'étanchéité 8.
- La couronne 5 de la pompe est fixée de manière détachable à la bride 15b par plusieurs vis tirantes 17 comme celle montrée dans la figure 3, qui passent librement à travers des trous 18 de la bride 15b et qui sont vissées dans des trous taraudés 19 de la couronne 5. Les axes des trous 18 sont situés sur un cercle centré sur l'axe 16 du mannequin 15. Un espacement el, de un à quelques centimètres, est maintenu entre la couronne 5 et la bride 15b au moyen de quelques vis poussantes 21, par exemple trois vis poussantes, comme celle montrée dans la figure 4, qui sont vissées dans des trous taraudés 22 de la bride 15b et qui s'appuient sur la face supérieure dé la couronne 5. Des bagues d'étanchéité 23, par exemple en caoutchouc, sont disposées autour de chacune des vis 17 et 21. En choisissant des bagues 23 ayant une rigidité suffisante dans le sens axial, les bagues 23 pourraient aussi servir également de bagues d'espacement entre la courounne 5 et la bride 15b et, dans ce cas, on pourrait se passer des vis poussantes 21.
- De même , la couronne 4 de la pompe est fixée de manière détachable à la couronne extérieure 159 de la bride 15c au moyen de plusieurs vis tirantes 24 comme celle montrée dans la figure 5, qui passent librement dans des trous 25 de la couronne 15g et qui sont vissées dans des trous taraudés 26 de la couronne 4. Les axes des trous 25 sont situés sur un cercle centré sur l'axe 16 du mannequin 15. Un espacement e2, de un à quelques centimètres, est maintenu entre la couronne 4 et la couronne 15g par quelques vis poussantes 27 comme celle montrée dans la figure 6 et/ou par des bagues d'étanchéité et d'espacement 28 disposées autour de chacune des vis 24 et 27 (figures 5 et 6).
- Après que les couronnes 4 et 5 ont été fixées respectivement aux brides 15c et 15b de la manière décrite plus haut, le mannequin 15 est introduit de haut en bas à travers le puits 3 de la volute 1, jusqu'à ce que les couronnes 4 et 5 se trouvent respectivement au niveau des réservations 6 et 7 prévues respectivement dans la paroi de l'orifice d'aspiration 2 et dans la paroi du puits 3, comme montré dans la figure 7. Le mannequin 15 est disposé de telle façon que son axe 16 coïncide avec l'axe de l'orifice d'aspiration 2 et de telle façon que les tirants d'ancrage 29 de la couronne 5 soient en position dans leurs trous de réservation 31 (figure 7, détail A et figure 8). Le mannequin 15 prend appui sur l'épaulement annulaire 7a de la réservation 7 par l'intermédiaire de vérins à vis 32 comme celui montré dans la figure 9, par exemple trois vérins à vis espacés de 120° à la périphérie de la bride 15b. Comme les vis 21 et 17, les parties filetées des tirants d'ancrage 29 et des vérins à vis 32 sont protégées par des bagues d'étanchéité et/ou d'espacement 23 (figures 8 et 9). Le mannequin 15 est alors réglé en hauteur et en niveau au moyen des vérins à vis 32. Un bourrelet d'étanchéité 33 (figures 8 et 9) est posé entre l'extrémité inférieure de la jupe 15e et l'épaulement 7a de la réservation 7. Au lieu de prévoir un bourrelet d'étanchéité 33, la jupe 15e pourrait être en caoutchouc ou son bord inférieur pourrait être pourvu au préalable d'un joint d'étanchéité en caoutchouc.
- Ensuite, un mortier de résine 34 est coulé dans les trous 31 et dans la réservation 7 jusqu'à un niveau I (figure 10), tel que la couronne 5 soit au moins partiellement noyée dans le mortier de résine. La jupe 15e et le bourrelet 33 empêchent le mortier de résine de couler dans le puits 3. Du mortier de résine 34 est également coulé dans la réservation 6 jusqu'à un niveau I' (figure 11) tel que la couronne 4 soit au moins partiellement noyée dans le mortier de résine. Un élément annulaire de retenue 35 à section en forme de L, ayant un diamètre intérieur correspondant à celui de l'orifice d'aspiration 2 et préalablement ancré sur l'épaulement annulaire 6a de la réservation 6, empêche le mortier de résine de couler dans l'orifice d'aspiration 2.
- Après la prise du mortier de résine 34, une résine durcissable 36 est coulée dans la réservation 7 jusqu'à un niveau II (figure 10) et dans la réservation 6 jusqu'à un niveau II' (figure 11) tels que les couronnes 4 et.'5 soient complètement noyées et que l'on obtienne deux blocs annulaires de résine dont la surface supérieure est moulée par les surfaces de moulage 15d et 15f, préalablement enduites d'un agent anti-adhérent. Après durcissement de la résine 36, les vis 17 et 24 et les écrous des tirants d'ancrage 29 sont enlevés. On notera que, pendant la coulée du mortier de résine 34 et pendant la coulée de la résine 36, les vis 17, 21, 24, 27 et 32 et la partie filetée des tirants d'ancrage 29 étaient protégées contre tout contact avec le mortier de résine ou la résine, de sorte que les vis 17 et 24 peuvent être facilement dévissées pour détacher le mannequin 15 des deux couronnes 4 et 5. Le mannequin 15 peut être alors extrait de bas en haut à travers le puits 3 de la volute 1.
- La résine 36 est choisie de manière à présenter une grande dureté et un bon état de surface après démoulage, c'est-à-dire après enlèvement du mannequin 15. La résine 36 peut être par exemple une résine "CHOCKFAST ORANGE" fabriquée par la Société PHILADELPHIA RESINS Co. Le mortier de résine peut être par exemple un mortier de résine "CHOCKFAST BLUE" ou "CHOCKFAST RED" fabriqué par la même Société. Après démoulage, on obtient donc deux blocs annulaires dont les surfaces supérieures moulées 37 et 38 (figure 12) sont parfaitement coaxiales et espacées axialement l'une de l'autre d'une distance prédéterminée correspondant à la distance verticale entre le couvercle 9 et la bague d'étanchéité 8 de la pompe. La bague d'étanchéité 8 est ensuite posée sur la surface moulée 38 du bloc de résine 36, les trous 39 de la bague 8 sont alignés avec les trous taraudés 26 de la couronne 4 et la bague 8 est fixée à la couronne 4 par des vis 41 comme montré dans la figure 14. Ensuite, l'ensemble 9-14 est introduit d'un seul bloc ou en plusieurs parties de haut en bas à travers le puits 3 de la volute 1. Le couvercle 9 comporte dans sa région périphérique ga des trous 42 dont le nombre correspond au nombre total des trous taraudés 19 et des tirants d'ancrage 29 de la couronne 5. Avant que le couvercle 9 soit posé sur la surface moulée 37, les trous 42 sont alignés avec les tirants d'ancrage 29 et avec les trous taraudés 19 de la couronne 5, puis les parties filetées des tirants d'ancrage 29 sont engagées à travers les trous. 42 correspondants et le couvercle 9 est posé sur la surface moulée 37. Ensuite, le couvercle 9 est fixé à la couronne 5 au moyen de vis 43 qui sont vissées dans les trous taraudés 19 et au moyen d'écrous qui sont vissés sur les tirants d'ancrage 29.
- D'après ce qui précède, il est clair que le positionnement et le centrage des deux couronnes 4 et 5 de la pompe sont réalisés en une opération de manière beaucoup plus simple et beaucoup plus rapide qu'auparavant grâce à l'utilisation du mannequin 15, et que les scellements des deux couronnes 4 et 5 peuvent être effectués dans le même temps, sans faire appel à des maçons, par les mécaniciens chargés d'installer les éléments mécaniques de la pompe. En outre, étant donné que la bague d'étanchéité 8 et le couvercle 9 ne sont plus supportés directement par les couronnes 4 et 5, respectivement, mais par les surfaces moulées 38 et 37, respectivement, les couronnes 4 et 5 n'ont plus besoin d'être positionnées axialement de manière rigoureuse l'une par rapport à l'autre et elles n'ont plus besoin d'être réalisées sous la forme de pièces usinées, mais elles peuvent être simplement constitueespar des pièces brutes de découpage ou de moulage.
- Dans la description qui précède, la bague d'étanchéité 8 se présentait sous la forme d'un anneau plat. Toutefois, dans certains cas, la bague d'étanchéité est cylindrique et entoure concentriquement, avec un faible jeu radial, la partie inférieure 14a de la roue 14 de la pompe. Dans ce cas, la partie inférieure du mannequin 15 peut être modifiée comme montré sur la figure 15. A la périphérie de la bride 15c est soudée une couronne cylindrique 15h, qui est coaxiale à l'axe 16 du mannequin 15 (figure 2) et qui a un diamètre extérieur égal au diamètre extérieur de la bague d'étanchéité. La surface cylindrique extérieure de la couronne 15h forme la surface de moulage 15f. La couronne 15h est prolongée vers le bas par une jupe cylindrique 151, qui a un diamètre extérieur légèrement plus petit que le diamètre intérieur de l'orifice d'aspiration 2 de la volute. La couronne 4' de la pompe a aussi une forme cylindrique et est fixée de manière détachable à la couronne 15h du mannequin par des vis tirantes comme celle montrée en 44 dans la figure 15, qui sont vissées dans des trous taraudés 45 de la couronne 4'. Un espacement e3 est maintenu entre la couronne 4' et la couronne 15h par des vis poussantes comme celle montrée en 46 dans la figure 15, par exemple par trois vis poussantes espacées angulairement de 120°. Des bagues d'étanchéité 47 sont disposées autour de chacune des vis 44 et 46. Les bagues 47 disposées autour des vis 44 peuvent également servir de bagues d'espacement, auquel cas les vis poussantes 46 peuvent être supprimées.
- Après que le mannequin a été positionné par rapport à la volute 1 comme dans le mode de réalisation décrit plus haut, un bourrelet d'étanchéité 48 est disposé entre la jupe cylindrique 15i et l'orifice d'aspiration 2 comme montré dans la figure 16. Ensuite une résine 36, par exemple la résine "CHOCKFAST ORANGE" déjà mentionnée plus haut, est coulée dans la réservation 6 afin de noyer complètement la couronne 4'. Dans le même temps, la couronne supérieure 5 de la pompe est scellée de la manière précédemment décrite. Après durcissement de la résine 36, les vis 44 et 46 sont enlevées et le mannequin 15 est extrait de bas en haut à travers le puits 3 de la volute comme dans le mode de réalisation précédemment décrit. Après démoulage, on obtient une surface moulée cylindrique 38'(figure 17) apte à recevoir la bague d'étanchéité cylindrique 8'. Cette dernière comporte des trous 49 qui sont alignés avec les trous taraudés 45 de la couronne 4', et dans lesquels sont engagées des vis 51 pour fixer la bague d'étanchéité 8' à la couronne 4'.
- Il va de soi que les formes d'exécution qui ont été décrites ci-dessus ont été données à titre d'exemple purement indicatif et nullement limitatif, et que de nombreuses modifications peuvent être facilement apportées par l'homme de l'art sans pour autant sortir du cadre de la présente invention.
Claims (6)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8600685A FR2593246B1 (fr) | 1986-01-20 | 1986-01-20 | Procede pour la realisation des interfaces entre les elements en beton et les elements mecaniques d'une pompe a volute en beton et pompe obtenue par ce procede |
| FR8600685 | 1986-01-20 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0238363A1 true EP0238363A1 (fr) | 1987-09-23 |
| EP0238363B1 EP0238363B1 (fr) | 1990-01-31 |
Family
ID=9331249
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87400016A Expired - Lifetime EP0238363B1 (fr) | 1986-01-20 | 1987-01-07 | Procédé d'installation des éléments mécaniques scellés d'une pompe à volute en béton dans ladite volute |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4720238A (fr) |
| EP (1) | EP0238363B1 (fr) |
| JP (1) | JPS62189400A (fr) |
| DE (2) | DE238363T1 (fr) |
| ES (1) | ES2014023B3 (fr) |
| FR (1) | FR2593246B1 (fr) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3798457B2 (ja) * | 1996-01-23 | 2006-07-19 | 株式会社東芝 | 水力機械 |
| FR2793183B1 (fr) * | 1999-05-03 | 2001-07-27 | Alstom | Procede de fabrication d'un corps de pompe a volute et corps de pompe a volute correspondant |
| JP4927584B2 (ja) * | 2007-02-15 | 2012-05-09 | 株式会社荏原製作所 | ポンプ据付構造及びポンプ据付方法及びポンプ機場 |
| SE532101C2 (sv) * | 2007-06-11 | 2009-10-20 | Vertical Wind Ab | Vertikalaxlat vindkraftaggregat |
| FR2958347A1 (fr) * | 2010-04-01 | 2011-10-07 | Alstom Technology Ltd | Pompe a volute en beton |
| CN102296577B (zh) * | 2011-05-27 | 2012-07-04 | 长江勘测规划设计研究有限责任公司 | 大型水轮发电机组蜗壳组合埋设方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2842208A (en) * | 1953-09-14 | 1958-07-08 | Phillips Petroleum Co | Spring mounted vertical pump support |
| US3242871A (en) * | 1964-10-13 | 1966-03-29 | Gen Motors Corp | Domestic appliance pump |
| DE3515547C1 (de) * | 1985-04-30 | 1986-01-02 | Klein, Schanzlin & Becker Ag, 6710 Frankenthal | Kreiselpumpenaggregat in Topfausführung |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2161177A (en) * | 1936-07-30 | 1939-06-06 | Paul W Leisner | Bridge construction |
| US2529880A (en) * | 1949-03-15 | 1950-11-14 | Elliott Co | Turboexpander |
| US3186685A (en) * | 1963-09-18 | 1965-06-01 | Dominion Eng Works Ltd | Method for construction of hydraulic turbine spiral cases |
| US3779667A (en) * | 1972-02-24 | 1973-12-18 | Baker Hydro Inc | Semi-seal device |
| US4245952A (en) * | 1979-05-10 | 1981-01-20 | Hale Fire Pump Company | Pump |
| JPS5827118U (ja) * | 1981-08-18 | 1983-02-21 | 三洋電機株式会社 | 梱包装置 |
-
1986
- 1986-01-20 FR FR8600685A patent/FR2593246B1/fr not_active Expired
-
1987
- 1987-01-07 ES ES87400016T patent/ES2014023B3/es not_active Expired - Lifetime
- 1987-01-07 DE DE198787400016T patent/DE238363T1/de active Pending
- 1987-01-07 DE DE8787400016T patent/DE3761582D1/de not_active Expired - Fee Related
- 1987-01-07 EP EP87400016A patent/EP0238363B1/fr not_active Expired - Lifetime
- 1987-01-14 US US07/003,294 patent/US4720238A/en not_active Expired - Lifetime
- 1987-01-20 JP JP62009202A patent/JPS62189400A/ja active Granted
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2842208A (en) * | 1953-09-14 | 1958-07-08 | Phillips Petroleum Co | Spring mounted vertical pump support |
| US3242871A (en) * | 1964-10-13 | 1966-03-29 | Gen Motors Corp | Domestic appliance pump |
| DE3515547C1 (de) * | 1985-04-30 | 1986-01-02 | Klein, Schanzlin & Becker Ag, 6710 Frankenthal | Kreiselpumpenaggregat in Topfausführung |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3761582D1 (de) | 1990-03-08 |
| FR2593246B1 (fr) | 1988-03-25 |
| DE238363T1 (de) | 1988-02-04 |
| JPS62189400A (ja) | 1987-08-19 |
| ES2014023B3 (es) | 1990-06-16 |
| FR2593246A1 (fr) | 1987-07-24 |
| EP0238363B1 (fr) | 1990-01-31 |
| US4720238A (en) | 1988-01-19 |
| JPH0368240B2 (fr) | 1991-10-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0081402B1 (fr) | Procédé d'obtention de structures creuses, telles que des conduites, silos ou abris. | |
| EP0238363B1 (fr) | Procédé d'installation des éléments mécaniques scellés d'une pompe à volute en béton dans ladite volute | |
| FR2502057A1 (fr) | Installation de moule pour la conformation d'elements en beton, en particulier d'anneaux de puits, de collets de puits ou analogues | |
| US6058794A (en) | Composite sector gear and method for manufacturing same | |
| WO2010058114A1 (fr) | Bague pour palier hydrostatique ou hydrodynamique, machine hydraulique equipee d'une telle bague et procede de montage d'une telle bague sur un arbre | |
| EP0244890A2 (fr) | Procédé de réalisation de structures creuses, de grande section, telles que des conduites, silos ou abris, et structures obtenues par ce procédé | |
| WO2016066907A1 (fr) | Procede de fabrication de blocs de construction en beton pour une tour d'aerogenerateur et systeme associe | |
| WO2019012223A1 (fr) | Corps mort pour l'ancrage d'une structure flottante | |
| FR2498657A1 (fr) | Moule pour la realisation d'une cunette prefabriquee et produit obtenu | |
| FR3062150A1 (fr) | Jambe de force, piscine equipee de celle-ci et son procede de construction | |
| EP3201399A1 (fr) | Procede de fabrication d'un reservoir de stockage enterre et reservoir correspondant | |
| FR2871824A1 (fr) | Elements-cadres prefabriques pour la realisation de tunnels et de canaux et son application a des bassins de reserve d'eau de type enterre, semi-enterre ou non enterre | |
| FR2662722A1 (fr) | Insert frangible pour paroi en beton. | |
| FR2543281A1 (fr) | Dispositif et procede pour realiser un revetement refractaire | |
| EP2039970A1 (fr) | Dispositif de raccordement et/ou support de canalisations lisses ou annelés avec réglage de hauteur pour drainage, épandage, évacuation où une maîtrise de la pente est nécessaire | |
| EP0814221B1 (fr) | Procédé de fabrication d'un mât en beton, dispositif pour la mise en oeuvre de ce procédé et mât obtenu par ce procédé | |
| BE1032043B1 (fr) | Procédé de fabrication sur site d'une chambre de visite | |
| FR2764915A1 (fr) | Regard prefabrique pour le raccordement et/ou la visite de canalisations d'assainissement, et procede de mise en place d'un tel regard | |
| EP0508875A1 (fr) | Elément préfabriqué tubulaire | |
| EP0896112A1 (fr) | Boisseau de cheminée, destiné notamment à être placé au niveau d'un traversée de toit | |
| FR2793183A1 (fr) | Procede de fabrication d'un corps de pompe a volute et corps de pompe a volute correspondant | |
| FR3064694A1 (fr) | Flotteur hybride d'eolienne | |
| EP1225021B1 (fr) | Vacuum casting apparatus | |
| FR3143062A1 (fr) | Étui avec gaine injectable | |
| FR3148048A1 (fr) | Cale d’espacement pour barre de ferraillage à béton |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE ES GB IT NL |
|
| ITCL | It: translation for ep claims filed |
Representative=s name: JACOBACCI CASETTA & PERANI S.P.A. |
|
| TCNL | Nl: translation of patent claims filed | ||
| GBC | Gb: translation of claims filed (gb section 78(7)/1977) | ||
| DET | De: translation of patent claims | ||
| 17P | Request for examination filed |
Effective date: 19880318 |
|
| 17Q | First examination report despatched |
Effective date: 19890316 |
|
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: BERGERON-RATEAU |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES GB IT NL |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3761582 Country of ref document: DE Date of ref document: 19900308 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20020114 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20020131 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20020325 Year of fee payment: 16 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030108 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030801 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030801 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20030801 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20030108 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20050126 Year of fee payment: 19 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060107 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060131 Year of fee payment: 20 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20060107 |