EP0260182A2 - Procédé de réalisation d'une têtière, et têtière ainsi obtenue - Google Patents
Procédé de réalisation d'une têtière, et têtière ainsi obtenue Download PDFInfo
- Publication number
- EP0260182A2 EP0260182A2 EP87401951A EP87401951A EP0260182A2 EP 0260182 A2 EP0260182 A2 EP 0260182A2 EP 87401951 A EP87401951 A EP 87401951A EP 87401951 A EP87401951 A EP 87401951A EP 0260182 A2 EP0260182 A2 EP 0260182A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- strip
- folds
- portions
- fact
- making
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47C—CHAIRS; SOFAS; BEDS
- A47C31/00—Details or accessories for chairs, beds, or the like, not provided for in other groups of this subclass, e.g. upholstery fasteners, mattress protectors, stretching devices for mattress nets
- A47C31/10—Loose or removable furniture covers
- A47C31/11—Loose or removable furniture covers for chairs
Definitions
- the present invention relates to the headrests, that is to say the cover-shaped elements which protect the upper part of the armchair backs, against which the head comes to bear.
- these headrests are made up of pieces of fabric placed astride the top of the backrests and held in place by stapling systems or the like making it possible to remove them, in the aim in particular to clean them. It is understood that these headrests are relatively expensive, due to the cost of their manufacture, the cost of the fabric and of the fastening elements, their maintenance coming to burden these various costs.
- the object of the present invention is therefore to implement a process for producing headrests which makes it possible to reduce manufacturing and maintenance costs as much as possible and which allows multiple applications of these headrests, with an additional function for them. giving an even greater utility than that of the headrests of the prior art.
- the subject of the present invention is a process for producing a headrest, characterized in that it consists, - making at least two folds on a strip of heat-sealable plastic or the like, - superimposing in an accordion the portions of band delimited by these folds, - And to perform a welding of the lateral edges of said portions to obtain two pockets with opposite openings.
- the sheets which are used for making bags are most often in the form of a long strip wound on itself, the bags being preformed by prior folding . To be able to use them, it suffices to unroll the strip and cut it into as many parts as bags, this cutting possibly being associated with a welding operation. thermal to close each bag.
- This technique for obtaining protective covers for automobile seats is described in particular in FR-A-2,491,315.
- the folds forming the headrest are made in the longitudinal direction of the above strip.
- the latter which is then presented in a continuous form, consists of three portions which are folded closely one on the other in accordion.
- the strip is cut across its width and a welding of the edges thus cut is carried out simultaneously.
- the resulting assembly then has two symmetrical pockets with opposite openings, one intended to wrap the top of the back of a chair for example, the other, located on the rear part of this chair, which can serve as a vacuum- pockets.
- This variant of the method of the invention has the advantage of allowing complete freedom in the choice of the width of each headrest, this being a function of the width of the back of the chair which will be equipped with this headrest. It will indeed suffice to cut more or less large parts of the strip.
- the folds forming the pockets of the headrest will be made along the width of the said strip, the latter being previously cut.
- a strip 1, of oblong shape which may possibly be of rectangular shape, is cut, generally from a sheet of plastic of the heat-weldable type.
- the end 2 of the strip 1 is slightly cut to form a part of the headrest against which the user's back will be supported.
- the other end 3 is widened relative to the rest of the body 4 of the strip 1. This strip is shown unfolded in FIG. 1.
- a first fold is made to bring the portion 8 back onto the portion 7.
- a second fold is made to bring the portion 9 back to the face 10 of the portion 8 opposite to that facing towards the portion 7.
- An accordion folding is thus effected, the three portions overlapping each other so that their lateral edges 11 and 12 overlap along the edges 13 and 14 of the strip 1.
- this portion 9 When the portion 9 has a greater width than the rest of the body of the strip 1, this portion 9 is slightly folded so that its edges are perfectly superimposed on those of the other two portions.
- Figure 2 shows the web in an intermediate situation during folding.
- this pocket 15 could similarly increase the volume of this pocket 15 by providing its bottom with a bellows. To do this, it suffices to form two additional folds on either side of the fold 5 in order to obtain two adjacent strip portions having substantially equal surfaces.
- the strip will thus have four folds so as to delimit five portions. These folds can be made in the longitudinal direction of the strip, in the first variant of the invention, or made along the width of this strip, in the second embodiment of the method of the invention.
- a headrest which can, as illustrated in Figure 3, cover the top 20 of the backrest 21 of a chair.
- the longest portion 7 is positioned on the face of the file against which the user's back rests, while the top 20 of the file is enveloped by the pocket 16.
- the pocket 15 is thus located at the rear of the backrest 21 and can act as storage pockets for the occupant of the seat located in the next row.
- a headrest made according to this process can cover armchairs whose tops have different thicknesses. To do this, it suffices to make a diagonal or square cut at each of the upper corners of the headrest at the level of the fold 6, in this way the pocket 16 will take the volume necessary to perfectly wrap the seat back.
Landscapes
- Chair Legs, Seat Parts, And Backrests (AREA)
- Seats For Vehicles (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
Description
- La présente invention concerne les têtières, c'est-à-dire les élements en forme de housse qui permettent de protéger la partie supérieure des dossiers de fauteuils, contre laquelle la tête vient prendre appui.
- Dans les endroits fréquentés par le public, on a pris l'habitude de protéger le haut des dossiers des fauteuils par des têtières. Notamment dans les trains, autocars, avions, etc..., ces têtières sont constituées par des pièces de tissu disposées à cheval sur le haut des dossiers et maintenues en place par des systèmes d'agrafage ou analogues permettant de les enlever, dans le but notamment de les nettoyer. On conçoit que ces têtières soient relativement onéreuses, de par le coût de leur fabrication, le coût du tissu et des éléments d'accrochage, leur entretien venant grever ces différents coûts.
- Aussi la présente invention a-t-elle pour objet de mettre en oeuvre un procédé de réalisation de têtières qui permette de réduire au maximum les coûts de fabrication et d'entretien et qui autorise de multiples applications de ces têtières, avec une fonction supplémentaire leur conférant une utilité encore plus importante que celle des têtières de l'Art antérieur.
- Plus précisément, la présente invention a pour objet un procédé de réalisation d'une têtière caractérisé par le fait qu'il consiste,
- à effectuer au moins deux plis sur une bande de matière plastique thermo-soudable ou analogue,
- à superposer en accordéon les portions de bande délimitées par ces plis,
- et à effectuer un soudage des bords latéraux desdites portions pour obtenir deux poches à ouvertures opposées. - Dans l'industrie de la transformation des matières plastiques, les feuilles qui sont utilisées pour la confection des sacs par exemple, se présentent le plus souvent sous la forme d'une longue bande enroulée sur elle-même, les sacs étant préformés par pliage préalabe. Pour pouvoir les utiliser, il suffit de dérouler la bande et de la découper en autant de parties que de sacs, cette découpe étant éventuellement associée à une opération de soudage thermique pour fermer chaque sac. L'emploi de cette technique pour l'obtention de housses de protection pour les sièges d'automobiles est décrit notamment dans le FR-A-2.491.315.
- Selon une variante du procédé de l'invention, mettant en oeuvre cette technique, les plis formant la têtière sont réalisés suivant la direction longitudinale de la susdite bande. Cette dernière, qui se présente alors sous une forme continue, est constituée de trois portions qui sont pliées étroitement les unes sur les autres en accordéon. Pour obtenir une têtière, on découpe la bande dans le sens de sa largeur et il est procédé simultanément à une soudure des bords ainsi découpés. L'assemblage qui en résulte présente alors deux poches symétriques à ouvertures opposées, l'une destinée à envelopper le haut du dossier d'une fauteuil par exemple, l'autre, située sur la partie postérieure de ce fauteuil, pouvant servir de vide-poches.
- Cette variante du procédé de l'invention présente l'avantage de laisser toute liberté dans le choix de la largeur de chaque têtière, celle-ci étant fonction de la largeur du dossier du fauteuil qui sera équipé de cette têtière. Il suffira en effet de découper des parties de bande plus ou moins grandes.
- Selon une autre forme de réalisation du procédé de l'invention, les plis formant les poches de la têtière seront réalisés suivant la largeur de la susdite bande, cette dernière étant préalablement découpée.
- Cette second variante de l'invention sera mieux comprise à la lecture de la description suivante donnée en regard des dessins annexés à titre illustratif et nullement limitatif et mettant en évidence d'autres caractéristiques et avantages de la présente invention.
- Sur ces dessins :
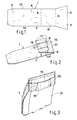
- - les Figures 1 et 2 représentent deux étapes successives dans la réalisation d'une têtière selon l'invention, et
- - la Figure 3 représente un exemple d'utilisation d'une têtière réalisée avec le procédé de l'invention.
- Pour confectionner une têtière selon l'invention, on découpe, généralement dans une feuille de matière plastique du type thermo-soudable, une bande 1, de forme oblongue qui peut éventuellement être de forme rectangulaire. Dans l'exemple illustré, l'extrêmité 2 de la bande 1 est légèrement découpée pour former une partie de la têtière contre laquelle viendra s'appuyer le dos de l'utilisateur. Par contre, l'autre extrémité 3 est élargie par rapport au reste du corps 4 de la bande 1. Cette bande est représentée dépliée sur la Figure 1.
- Lorsque cette bande est ainsi découpée, on effectue au moins deux pliures suivant deux traits représentés par des lignes pointillées 5 et 6, de façon à délimiter dans cette bande au moins trois portions 7, 8 et 9. Il est à remarquer que la portion d'extrémité 9 présente une largeur plus grande que celle des deux autres portions 7 et 8 du corps de la bande.
- Une fois déterminées ces deux directions de pliage, on effectue une première pliure pour ramener la portion 8 sur la portion 7. Cette première pliure étant effectuée, on opére une seconde pliure pour ramener la portion 9 sur la face 10 de la portion 8 opposée à celle tournée vers la portion 7. On opére ainsi un pliage en accordéon, les trois portions se recouvrant les unes les autres de façon que leurs bords latéraux 11 et 12 se superposent suivant les bords 13 et 14 de la bande 1.
- Quand la portion 9 a une largeur plus importante que le reste du corps de la bande 1, cette portion 9 est légèrement pliée pour que ses bords viennent se superposer parfaitement à ceux des deux autres portions.
- La Figure 2 représente la bande dans une situation intermédiaire pendant le pliage.
- Quand les bords sont parfaitement superposés on effectue deux soudures longitudinales pour solidariser les bords 11, puis 12, de façon à définir deux poches 15 et 16 à ouvertures opposées.
- La présence des plis 17 de la portion 9 donné à la poche 15 une ouverture plus grande que celle de la poche 16.
- On pourrait de même augmenter le volume de cette poche 15 en prévoyant de munir son fond d'un soufflet. Pour ce faire, il suffit de former deux plis supplémentaires de part et d'autre du pli 5 afin d'obtenir deux portions de bande adjacentes présentant des surfaces sensiblement égales. La bande comportera ainsi quatre plis de manière à délimiter cinq portions. Ces plis pourront être réalisés suivant la direction longitudinale de la bande, dans la première variante de l'invention, ou effectués suivant la largeur de cette bande, dans la seconde forme de réalisation du procédé de l'invention.
- On a donc réalisé une têtière qui peut, comme illustré sur la Figure 3, recouvrir le sommet 20 du dossier 21 d'un fauteuil. La portion 7 la plus longue se trouve positionnée sur la face du dossier contre laquelle s'appuie le dos de l'utilisateur, tandis que le sommet 20 du dossier est enveloppé par la poche 16. La poche 15 se trouve ainsi à l'arrière du dossier 21 et peut faire office de vide-poches pour l'occupant du siège situé à la rangée suivante.
- Il est à préciser qu'une têtière réalisée selon ce procédé peut habiller des fauteuils dont les sommets présentent des épaisseurs différentes. Il suffit pour ce faire d'opérer une découpe en diagonale ou en carré à chacun des angles supérieurs de la têtière au niveau du pli 6, de cette façon la poche 16 prendra le volume nécessaire pour envelopper parfaitement le dossier du siège.
- On constate que la fabrication des têtières selon l'invention n'entraîne pas de nombreuses et délicates opérations, ni ne nécessite l'emploi d'une matière coûteuse. Ces têtières peuvent ainsi être détruites après chaque utilisation.
Claims (8)
- à effectuer au moins deux plis (5, 6) sur une bande de matière plastique thermo-soudable ou analogue (1),
- à superposer en accordéon les portions de bande (7, 8, 9) délimitées par ces plis,
- à effectuer un soudage des bords latéraux desdites portions pour obtenir deux poches (15, 16) à ouvertures opposées.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8612946 | 1986-09-08 | ||
| FR8612946A FR2603471B1 (fr) | 1986-09-08 | 1986-09-08 | Procede de realisation d'une tetiere et tetiere ainsi obtenue |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0260182A2 true EP0260182A2 (fr) | 1988-03-16 |
| EP0260182A3 EP0260182A3 (fr) | 1989-03-08 |
Family
ID=9338998
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87401951A Withdrawn EP0260182A3 (fr) | 1986-09-08 | 1987-09-01 | Procédé de réalisation d'une têtière, et têtière ainsi obtenue |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0260182A3 (fr) |
| FR (1) | FR2603471B1 (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29517326U1 (de) * | 1995-11-02 | 1996-02-01 | Poppe, Walter, 60598 Frankfurt | Textil Sitz- und Liegetuch mit Taschenkonstruktion als Halterung, mit Schlaufe zum Einlegen einer Nackenstütze |
| US5620229A (en) * | 1996-04-10 | 1997-04-15 | Ledford; Janet K. | Combination carrying bag, cover and accessory storage for a portable folding lounge |
| US6971716B2 (en) * | 2002-02-20 | 2005-12-06 | Lear Corporation | System for transporting vehicle seats and floor mats |
| DE102010024911A1 (de) * | 2010-06-17 | 2011-12-22 | Paul Hartmann Ag | Wegwerfbare Behandlungsstuhlabdeckung im medizinischen Bereich |
| DE202013000072U1 (de) * | 2013-01-03 | 2013-11-29 | Ingo Bauer | Becherhalter für Stadionsitze in Sportstadien |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE20017434U1 (de) * | 2000-10-10 | 2002-02-21 | Rukover, Attila, 42105 Wuppertal | Abnehmbarer Liegenbezug |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4273380A (en) * | 1979-08-27 | 1981-06-16 | Silvestri Margaret W | Beach accessory |
| FR2491315A3 (fr) * | 1980-10-03 | 1982-04-09 | Horn Joerg | Housse de protection pour sieges ou banquettes d'automobiles destinee a ne servir qu'une seule fois dans les ateliers |
| DE3419728C2 (de) * | 1984-05-26 | 1986-04-10 | Pe-Pack Kunststoff GmbH, 8802 Windsbach | Verfahren zur Herstellung einer Autositzschutzabdeckung |
-
1986
- 1986-09-08 FR FR8612946A patent/FR2603471B1/fr not_active Expired
-
1987
- 1987-09-01 EP EP87401951A patent/EP0260182A3/fr not_active Withdrawn
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29517326U1 (de) * | 1995-11-02 | 1996-02-01 | Poppe, Walter, 60598 Frankfurt | Textil Sitz- und Liegetuch mit Taschenkonstruktion als Halterung, mit Schlaufe zum Einlegen einer Nackenstütze |
| US5620229A (en) * | 1996-04-10 | 1997-04-15 | Ledford; Janet K. | Combination carrying bag, cover and accessory storage for a portable folding lounge |
| US6971716B2 (en) * | 2002-02-20 | 2005-12-06 | Lear Corporation | System for transporting vehicle seats and floor mats |
| DE102010024911A1 (de) * | 2010-06-17 | 2011-12-22 | Paul Hartmann Ag | Wegwerfbare Behandlungsstuhlabdeckung im medizinischen Bereich |
| EP2399539A1 (fr) * | 2010-06-17 | 2011-12-28 | Paul Hartmann AG | Recouvrement de siège de traitement jetable dans le domaine médical |
| DE202013000072U1 (de) * | 2013-01-03 | 2013-11-29 | Ingo Bauer | Becherhalter für Stadionsitze in Sportstadien |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0260182A3 (fr) | 1989-03-08 |
| FR2603471B1 (fr) | 1988-11-04 |
| FR2603471A1 (fr) | 1988-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0260182A2 (fr) | Procédé de réalisation d'une têtière, et têtière ainsi obtenue | |
| FR2776972A1 (fr) | Agencement de tablettes escamotables pour sieges d'automobile | |
| FR3081398A1 (fr) | Systeme coiffant pour element de siege de vehicule automobile et procede de fabrication d'un tel systeme coiffant | |
| EP0597756B1 (fr) | Coiffe et procédé pour recouvrir un coussin de siège de véhicule automobile | |
| FR2789029A1 (fr) | Dispositif de rangement pour compartiment a bagages de vehicule automobile | |
| FR2639910A1 (fr) | Recipient pliable | |
| FR2699459A1 (fr) | Ecran pare-soleil. | |
| FR2680355A3 (en) | Blank made of pre-cut material, for folding package | |
| EP0727333A1 (fr) | Housse pour siège notamment de véhicule industriel | |
| FR2526649A1 (fr) | Canape transformable a structure repliable | |
| FR3001373A1 (fr) | Banquette pliable, matelas pour banquette pliable et procede de fabrication correspondant | |
| FR2687379A1 (fr) | Emballage sous film retractable. | |
| EP0167439A1 (fr) | Ensemble de linge de lit | |
| FR2828170A1 (fr) | Flan en carton, ensemble comportant un tel flan et deux feuilles de plastique thermoretractables, emballage realise a partir d'un tel flan ou d'un tel ensemble et procede de fabrication d'un tel emballage | |
| FR2623703A1 (fr) | Housse amovible pour fauteuils de dimensions variables | |
| EP0894643B1 (fr) | Assemblage par soudure emprisonnant un matériau non soudable | |
| FR2818958A1 (fr) | Etui de conditionnement preforme et flan pour son obtention | |
| BE713887A (fr) | ||
| FR2583719A1 (fr) | Cadre de portance pour plateau alveole, flan propre a la realisation d'un tel cadre de portance, et emballage a plateau(x) alveole(s) le mettant en oeuvre, notamment pour le conditionnement de fruits | |
| EP1750239A1 (fr) | Manchon d'étiquetage ou de groupage comportant en particulier au moins un corps à au moins double manchons | |
| EP4598775A1 (fr) | Siège obtenu par impression 3d | |
| EP1289393B1 (fr) | Structure pliable en forme de siege | |
| FR2889797A1 (fr) | Siege forme de flans assembles entre eux | |
| WO2024134108A1 (fr) | Coussin monolithique | |
| WO1998056278A1 (fr) | Siege demontable en carton, tel que fauteuil ou canape |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES GB GR IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19890913 |
|
| 17Q | First examination report despatched |
Effective date: 19901030 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19910306 |