EP0266302A1 - Kühlaggregat und Verfahren zum Abkühlen walzwarmen Walzguts, mit/ohne Direktpatentieren, in Druckwasser - Google Patents
Kühlaggregat und Verfahren zum Abkühlen walzwarmen Walzguts, mit/ohne Direktpatentieren, in Druckwasser Download PDFInfo
- Publication number
- EP0266302A1 EP0266302A1 EP87710010A EP87710010A EP0266302A1 EP 0266302 A1 EP0266302 A1 EP 0266302A1 EP 87710010 A EP87710010 A EP 87710010A EP 87710010 A EP87710010 A EP 87710010A EP 0266302 A1 EP0266302 A1 EP 0266302A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cooling
- cooling unit
- rolling stock
- pressurized water
- pressure chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0203—Cooling
- B21B45/0209—Cooling devices, e.g. using gaseous coolants
- B21B45/0215—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes
- B21B45/0218—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes for strips, sheets, or plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0203—Cooling
- B21B45/0209—Cooling devices, e.g. using gaseous coolants
- B21B45/0215—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes
- B21B45/0224—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes for wire, rods, rounds, bars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/16—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling wire rods, bars, merchant bars, rounds wire or material of like small cross-section
- B21B1/18—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling wire rods, bars, merchant bars, rounds wire or material of like small cross-section in a continuous process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
- B21B1/24—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length in a continuous or semi-continuous process
- B21B1/26—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length in a continuous or semi-continuous process by hot-rolling, e.g. Steckel hot mill
Definitions
- the invention relates to a cooling unit and a method for cooling hot rolled rolling stock, with / without direct patenting, in which pressurized water is pressed onto the hot rolled rolling stock surface.
- a cooling unit and process are useful that on the one hand enable the desired cooling temperature to be reached with little use of the agents and on the other hand prevent undesired overcooling of the edge zone of the rolling stock, which can lead to the formation of undesirable structural components in the finished rolling stock.
- a cooling unit and method are useful which, on the one hand, enable the desired cooling temperature to be achieved with little use of the agent and, on the other hand, enable the freely selected microstructure profile in the finished rolling stock to be achieved without undesirable structural components.
- No publication is known or accessible to the invention, which describes the phenomena when the heat is extracted from shaped, hot, continuous production goods made of steel or metal, in a pressure chamber by pressurized water, in detail; Using measuring records, he describes the different processes involved in extracting the heat from a hot rolled rolling stock in pressurized water within cooling units of different lengths with only one pressure space between the accumulation edges at the ends of the cooling unit and different amounts of pressurized water.
- 5 to 8 are shown for the measurement record at the cooling temperature, the measurement records of the pressure in the pressurized water line and that of the pressurized water quantities, and the symbol for the pressure chamber length.
- the numbers for the length of the pressure chamber and the amount of pressure water are ratio numbers.
- the heat withdrawal increased in seconds to full evaporation, in which the steam pressure made the pressure chamber free of pressurized water for seconds until pressurized water flowed in again just as quickly and the process was repeated at an ever higher heat transfer value level, whereby the cooling temperature has dropped in a self-propelled manner so that the finished rolled product could not have a uniform structure over the length.
- the invention is based on the object of being able to carry out the cooling of hot rolled rolling stock, from hot wide strip to wire rod, with / without direct patenting, in pressurized water in such a way that during and after the cooling thus carried out, no detectable undesirable, quality-dependent, cooling-related structural components form in the finished rolling stock can and the use of funds is comparatively low.
- the cooling unit consists primarily of the pressure chamber of the convection cooling part, the convection pressure chamber, in the hot rolled rolling stock, primarily by convection, from the pressurized water heat pressed onto the warm rolling stock surface, preferably up to the boiling point of the pressurized water, is withdrawn and secondarily from the pressure chamber of the evaporative cooling part, the evaporative pressure chamber, in which further heat is removed from the rolling stock, primarily by the heat of evaporation, from the pressurized water-steam mixture pressed onto the rolling stock surface and generated in the convection pressure chamber, and that In terms of process, the cooling unit is preferably pressurized with the amount of pressurized water which, due to the cooling unit, is in equilibrium with the amount of heat to be extracted from the rolling stock and is necessary so that the heat is removed by heating the pressurized water in the convection pressure chamber and the heat is removed by the pressure water steam Mixture released Evaporation heat in the evaporation pressure chamber, the desired cooling temperature of
- the pressure chamber according to FIG. 6 were a convection pressure chamber between two evaporation pressure chambers and the effective heat transfer value therein with an order of magnitude of 24,000 kcal / m 3 , h. ° C was equal to that in the convection pressure chamber, the cooled rolling stock would be of the order of magnitude Cooling temperature around 350 ° C, you would not reduce the amount of pressurized water.
- Fig. 10 shows the process of heat removal with evaporation in a simplified schematic representation.
- the horizontally hatched area should schematically represent the proportion of pressurized water and the dotted area the proportion of steam.
- the left side should represent the pressurized water-steam mixture ratio when the pressurized water quantity is 1-, the right side with one of 1+.
- FIG. 1 and 2 show an embodiment of a cooling unit for cooling wide flat rolled stock, e.g. Hot wide strip.
- the cooling unit consists primarily of the pressure chamber of the convection cooling section, the convection pressure chamber (1), with the accumulation edges (7) and (8) and secondarily from the pressure chamber of the evaporative cooling section, the evaporation pressure chamber (2), with the accumulation edges (9) and (10), plus the pressurized water line (3), the pressurized water valve (4), the pressurized water inflow control valve (5), the inflows (6), the lower part of the cooling unit (1), the upper part of the cooling unit (12), a seal (13) and the turbulence enhancer (15) Flow indicator (16), the laterally variable storage edges (17), the water and condensation box (19), plus the showers (20), the pressurized water / steam mixture retaining elements (21) and the water and condensate drains (22)
- the pressurized water flows from the pressurized water line (3), via the pressurized water valve (4) with approx. 80% and via the pressurized water inflow control valve (5) with approx. 20%, through the inflows (6) into the convection pressure chamber (1), is heated to the boiling point by the continuous, low-rolling rolling stock, the pressurized water / steam mixture generated flows over the accumulation edges (7) and ( 8) into the evaporation pressure chamber (2), then cools - then the hot rolled rolling stock by removing heat, which the pressurized water-steam mixture extracts from the rolling stock as evaporation heat, and leaves the cooling unit through the accumulation edges (9) and (10) .
- the damming edges (7) and (8) are arranged to make it difficult for the pressurized water to leave the convection pressure chamber (1) and to separate the process of heat removal in the two pressure rooms (1) and (2) so that the physical possibility is created to keep the extraction of heat from the hot rolled material stable by convection and evaporation (bubble and film boiling) and to be able to use it as optimally as possible.
- the steam portion of the pressurized water / steam mixture flowing out through the accumulation edges (9) and (10) is condensed on the underside between the roller table rollers with showers (20) for wide flat rolled stock and on the top by means of the pressurized water / steam mixture retaining elements (21 ), e.g. in the form of movable flaps, led into the water and condensation box (19) in the upper part (12) and condensed there with showers (20). Water and condensate drain through the opening (22).
- FIG. 3 and 4 show an embodiment of a cooling unit for cooling section steel, e.g. I-, L-profiles, reinforcement steel, wire rod.
- a cooling unit for cooling section steel e.g. I-, L-profiles, reinforcement steel, wire rod.
- the cooling unit for this consists in the main parts of the same parts as described for the cooling unit for wide flat rolled stock, with reference to FIGS. 1 and 2.
- the cooling unit body is, however, preferably in one piece (14), as a result of which the pressurized water / steam mixture emerging from the storage edges (9) and (10) flows directly into the water and condensation box (19).
- a connecting piece (18) is shown, with which two or more cooling units can be connected, if no air should be able to reach the surface of the rolling stock during cooling in the pressurized water.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
- Laminated Bodies (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
Abstract
Description
- Die Erfindung betrifft ein Kühlaggregat und ein Verfahren zum Abkühlen walzwarmen Walzguts, mit/ohne Direktpatentieren bei dem Druckwasser auf die walzwarme Walzgutoberfläche gedrückt wird.
- Beim Abkühlen walzwarmen Walzguts, mit Direktpatentieren, ist ein Kühlaggregat und Verfahren nützlich, daß einerseits das Erreichen der gewünschten Abkühltemperatur mit geringem Einsatz der Mittel ermöglicht und andererseits eine ungewollte Überkühlung der Randzone des Walzgutes, die zur Bildung unerwünschter Gefügebestandteile im Fertigwalzgut führen kann, vermeidet.
- Beim freien Abkühlen walzwarmen Walzguts, ohne Direktpatentieren, ist ein Kühlaggregat und Verfahren nützlich, daß einerseits das Erreichen der gewünschten Abkühltemperatur mit geringem Einsatz der Mittel ermöglicht und anderereits das Erreichen des frei gewählten Gefügeprofils im Fertigwalzgut, ohne unerwünschter Gefügebestandteile, ermöglicht.
- Es ist bekannt, daß bei der Herstellung von Warmbreitband Stabstahl bis hin zum Walzdraht, das walzwarme Walzgut zum überwiegenden Teil mit Wasser in einem oder in Intervallen abgekühlt wird, teilweise mit Wasser und anschließend mit Gebläseluft oder an Luft alleine. Bei der Abkühlung von Warmbreitband werden in der Spritzdüsen- und Laminarwasserkühlung 8000 m3/h und mehr Kühlwasser eingesetzt, andererseits wird Walzdraht mit 5,5 mm Durchmesser, von 1000° auf 650°, an dem einen Drahtwalzwerk mit 240 m3/h und am anderen mit 70 m3/h Kühlwasser abgekühlt. Diese stark voneinander abweichenden Kühlwassermengen zeigen, daß bei den herkömmlichen Abkühlungen dem walzwarmen Walzgut eine sehr unterschiedliche Wärmemenge pro m3 Kühlwasser entzogen wird.
- Allen Abkühlungen walzwarmen Walzguts mit Wasser ist, bei geringer Walzgutdicke (Walzgutdurchmesser) insbesondere, gemeinsam, daß bei den zunehmenden Walzgeschwindigkeiten und den damit zunehmenden Kühlwassermengen oder den zunehmend höher gefahrenen Wärmeübergangswerten bei der Abkühlung, die Gefahr der unerwünschten Überkühlung der Walzgut-Randzone zunimmt. Um dieser Gefahr zu entgehen, vermeidet man es, z.B. bei Warmbreitband wie auch beim Walzdraht, mit der Abkühlung in der Spritzdüsen- und Laminarwasserkühlung Abkühltemperaturen zu fahren, bei denen während oder nach der Abkühlung die Walzgutrandtemperatur zu nahe an den, im qualitätsbezogenen ZTU-Schaubild ausgewiesen, Härtegefügebereich herankommt. Bei der Herstellung von Warmbreitband ist neben der metallurgischen Folgen, ein zunehmend langer Abkühlrollgang die Folge, ist dessen Längengrenze erreicht, eine höhere Haspeltemperatur. Bei der Herstellung von Walzdraht, der heute zum überwiegenden Teil primär mit Wasser und sekundär ausgefächert mit Gebläseluft und an Luft abgekühlt wird, ist die Folge, daß der Walzdraht mit Temperaturen stark oberhalb des Umwandlungspunktes ausgefächert auf das Luftkühlband abgelegt werden muß. Wie groß weltweit die Schwierigkeit bei der Abkühlung von schnell laufendem Walzdraht geworden war, vermittelt ein Bericht in Stahl und Eisen 102 (1982) Nr. 12, S. 595/99. Das Problem war mit der Abkühlung von Walzdraht in Druckwasser innerhalb von Drucklühlrohren mit verengten Rohrenden ab Anfang 1983 gelöst worden (Druckschriften DP 16 08 327 und DP 19 25 416, sowie Berg- und Hüttenmännische Monatshefte, 131. Jahrgang (1986), Heft 11, S. 418). In 1986 wurde von der Abkühlung walzwarmen Walzdrahts, der auf einem Transportband ausgefächert mit Gebläseluft abgekühlt wird, berichtet, daß das Gefüge in jeder einzelnen Windung des Walzdrahtbundes viermal ungleichmäßig ist, da von jeder Windung die beiden Teilstücke die im Bereich der Mitte des Transportbandes liegen rascher abkühlen als die Teilstücke, die an den beiden Außenseiten liegen (Stahl und Eisen 106 (1986) Nr. 7, S. 313/16). Um die negative Auswirkung dieser Abkühlung der ausgefächerten Windungen in Gebläseluft zu vermeiden oder zu verringern, sollte die Abkühlung in Druckwasser auf eine Temperatur unter dem Umwandlungspunkt gefahren werden können, ohne unerwünschte Gefügebestandteile im Fertigwalzdraht zu bekommen, damit eine Abkühlung mit Gebläseluft ganz oder weitgehend entfallen kann.
- Dem Erfindung ist keine Veröffentlichung bekannt oder zugänglich, die die Phänomene beim Entziehen der Wärme aus geformten, heißen, durchlaufenden Produktionsgut aus Stahl oder Metall, in einem Druckraum durch Druckwasser, im einzelnen beschreibt; er beschreibt an Hand von Meßschrieben, die unterschiedlichen Abläufe beim Entziehen der Wärme aus einem walzwarmen Walzgut in Druckwasser innerhalb verschieden langer Kühlaggregate mit nur einem Druckraum zwischen den Staurändern an den Kühlaggregatsenden und unterschiedlicher Druckwassermengen.
- In den Fig. 5 bis 8 sind zum Meßschrieb an der Kühlremperatur, die Meßschriebe des Drucks in der Druckwasserleitung und die der Druckwassermengen dargestellt, sowie das Symbol für die Druckraumlänge eingetragen. Die Zahlen zur Druckraumlänge und Druckwassermenge sind Verhältniszahlen.
- Die Meßschriebe in Fig. 5 und Fig. 7 dokumentieren, daß bei einer Druckraumlänge 1 bzw. 3 und einer gleichbleibenden Druckwasser-Menge 3 bzw. 10 der Wärmeentzug in sich instabil wurde, da das Druckraum-Volumen, bezogen auf die eingesetzte Druckwasser-Menge, zu groß war und dabei die Abkühltemperatur von 860° bzw. 780°, über die Walzgutlaufzeit, in Sägeschritten auf 720° bzw. 660° absank, wogegen sie sich in den Meßschrieben in Fig. 6 und Fig. 8 (im Bereich gleichbleibenden Wasserdrucks) als stabil und gleichbleibend zeigt. Bei der Abkühlung nach Fig. 5 und 7 stieg der Wärmeentzug in Skunden oszillierend bis zur Vollverdampfung, bei der der Dampfdruck den Druckraum für Sekunden druckwasserfrei machte bis ebenso schnell wieder Druckwasser nachströmte und der Vorgang sich auf immer höher liegenden Wärmeübergangswert-Niveau sich wiederholte, wobei die Abkühltemperatur selbstfahrend abgesunken ist und damit das Fertigwalzgut über die Länge kein gleichmäßiges Gefüge haben konnte.
- Der Erfindung liegt die Aufgabe zugrunde, die Abkühlung walzwarmen Walzguts, vom Warmbreitband bis zum Walzdraht, mit/ohne Direktpatentieren, in Druckwasser so durchführen zu können, daß während und nach der so durchgeführten Abkühlung, sich keine nachweisbaren unerwünschten qualitätsabhängig-abkühlungsbedingten Gefügebestandteile im Fertigwalzgut bilden können und der Einsatz der Mittel vergleichsweise gering ist.
- Die Aufgabe wird erfindungsgemäß dadurch gelöst, daß das Kühlaggregat primär aus dem Druckraum des Konvektionskühlteils, dem Konvektions-Druckraum, besteht in dem walzwarmen Walzgut, vornehmlich durch Konvektion, vom auf die walzwarme Walzgutoberfläche gedrückten Druckwasser-Wärme, vorzugsweise bis an den Siedepunkt des Druckwassers, entzogen wird und sekundär aus dem Druckraum des Verdampfungskühlteils, dem Verdampfungs-Druckraum, in dem dem Walzgut, vornehmlich durch die Verdampfungswärme, vom auf die Walzgutoberfläche gedrückten, im Konvektions-Druckraum erzeugten, Druckwasser-Dampf-Gemisch, weiter Wärme entzogen wird, und das Kühlaggregat verfahrensmäßig vorzugsweise mit der Menge Druckwasser beaufschlagt wird, die kühlaggregatsbedingt mit der dem Walzgut zu entziehenden Wärmemenge im Gleichgewicht steht und notwendig ist, damit mit dem Wärmeentzug durch das Erwärmen des Druckwassers im Konvektions-Druckraum und dem Wärmeentzug durch die an das Druckwasser-Dampf-Gemisch abgegebene Verdampfungswärme im Verdampfungs-Druckraum, die gewünschte Abkühltemperatur des Walzguts erreicht wird und dabei die Abkühlung in Druckwasser und im Druckwasser-Dampf-Gemisch so geführt wird, daß sich, während und nach der so durchgeführten Abkühlung, keine im Fertigwalzgut nachweisbaren unerwünschten qualitätsabhängig-abkühlungsbedingte Gefügebestandteile bilden können.
- Weitere Ausbildungen des Kühlaggregats und Aktivitäten im Verfahren sind - daß das Volumen des Konvektions-Druckraums so bemessen ist, daß bei durchlaufenden Walzgut dessen verbleibender Volumenteil ausreichend ist, daß die für die Abkühlung der vorgesehenen Menge Walzgut ermittelte Menge Druckwasser, die aus der Druckwasserleitung, über das Druckwasser-Ventil und das Druckwasser-Zuströmsteuerventil, durch die vorzugsweise mittig liegenden Ein- _ strömöffnungen in den Konvektions-Druckraum strömt, darin dem Walzdraht soviel Wärme entziehen kann die notwendig ist, das Druckwasser auf eine qualitätsbedingt festgesetzte Temperatur zu erwärmen,
- - daß die Stauränder zwischen dem Konvektions-Druckraum und dem Verdampfungs-Druck so bemessen sind, daß bei durchlaufendem Walzgut der verbleibende Durchströmquerschnitt ausreichend ist, daß die im Kenvektions-Druckraum entstandene Druckwasser-Dampf-Gemisch-Menge in den Verdampfungs-Druckraum einströmt und darin das Walzgut durch den Wärmeentzug, den das Druckwasser-Dampf-Gemisch als Verdampfungswärme dem Walzgut entzieht, abkühlt,
- - daß der Durchströmquerschnitt im Staurand am Walzguteintritt und -austritt, bezogen auf den verbleibenden Durchströmquerschnitt bei durchlaufendem Walzgut, in seinem Maß von der Walzgutoberfläche bis zum Staurand gleich oder 10 bis 30% größer oder geringer ist als dasselbe Maß bei den der verbleibenden Durchströmquerschnitte in den Staurändern innerhalb des Kühlaggregats, womit erreicht ist, da0 die Abkühlintensität des Kühlaggregats den Notwendigkeiten der unterschiedlichen Qualitätsgruppen und Abkühltemperaturen des abzukühlenden Walzguts angepaßt werden kann,
- - daß der Kühlaggregats-Körper in ein Unterteil und in ein Oberteil geteilt ist und beide Teile seitlich vorzugsweise eine Labyrinthdichtung angeordnet haben und das Oberteil abstandvariabel und kraftschlüssig geführt ist,
- - daß der Kühlaggregats-Körper ungeteilt ausgeführt ,
- - daß im Konvektions-Druckraum und/oder im Verdampfungs-Druckraum-Turbulenzerhöher und/oder Strömungsweise angeordnet sind, daß der Konvektions-Druckraum vorzugsweise zwischen zwei Verdampfungs-Druckräume angeordnet ist, die alle gleiche oder unterschiedliche Länge haben,
- - daß der Konvektions-Druckraum nach oder vor dem Verdampfungs-Druckraum angeordnet ist,
- - daß das Druckwasser-Ventil und das Druckwasser-Zuströmsteuerventil in eins zusammengefaßt sind,
- - daß die Regelung der Abkühlintensität während des Durchlaufs des Walzguts mit dem Druckwasser-Zuströmsteuerventil, durch Verändern der Druckwassermenge, erfolgt,
- - daß die Regelung der Abkühlintensität während des Durchlaufs des Walzgutes, bei geteilten Kühlaggregats-Körper, auch über abstandsvariable, kraftschlüssige Führung des Oberteils erfolgt,
- - daß bei Veränderung der Walzgutbreite, im Konvektions-Druckraum, ggf. auch im Verdampfungs-Druckrraum, seitlichvariabel fixierbare Stauränder an den Seiten angeordnet sind,
- - daß bei geteilten Kühlaggregats-Körper das Kühlaggregat von seinem geöffneten Zustand über den des Zusammenfahrens des Oberteils auf das Unterteil und dem dabei aufgeschalteten Druckwasser, stufenlos von der offenen Spritzwasser-Abkühlung zur geschlossenen Druckwasser-Abkühlung fürhbar ist,
- - daß dem Druckwasser feine Sand, z.B. schmiergelnde, beigegeben sind,
- - daß dem Druckwasser chemisch wirkende Zusätze, z.B. zur Unterstützung einer bestimmten Zunderbildung, zur Neutralisation, beigegeben sind,
- - daß dem Druckwasser chemisch wirkende Zusätze, z.B. zur Unterstützung einer bestimmten Zunderbildung, zur Neutralisation, beigegeben sind,
- - daß dem Druckwasser Luft zugegeben wird,
- - daß zum Vermeiden des Luftzutritts, während der Abkühlung in Druckwasser, zwei oder mehr Kühlaggregate mit je e--.3m Verbindungsstück verbunden sind,
- - daß das Kühlaggregat an einen Wasser- und Kondensationskasten angeschlossen ist, selbst einen hat oder in einem liegt, der vorzugsweise mit Brausen ausgerüstet ist und ggf. an der Walzgut-Einlauf- und Auslaufseite je ein Druckwasser-Dampf-Gemisch-Rückhalteelement angeordnet trägt und Ablauföffnungen hat und
- - daß das Kühlaggregat.mit seinem festverbundenen Wasser-und Kondensationskasten vorzugsweise doppelt und parallel angeordnet ist, wobei wechselweise das eine oder andere Kühlaggregat, durch einfache Mechanik, in kürzester Zeit aus und in die Walzgutlinie gerückt wird.
- Die mit dem erfindungsgemäßen Kühlaggregat und Verfahren erzielten Vorteile bestehen insbesondere darin,
- - daß das walzwarme Walzgut geführt in Druckwasser abgekühlt wird, dadurch nur eine vergleichsweise geringe Druckwasser- menge benötigt wird,
- - daß sich während und nach der so durchgeführten Abkühlung, mit/ohne Direktpatentierung, im Gefüge des Fertigwalzgutes keine nachweisebaren, unerwünschten qualitätsabhängig-abkühlungsbedingte Gefügebestandteile bilden können,
- - daß diese physikalisch sicher führbare Abkühlung walzwarmen Walzguts im Produktionsfluß einerseits das Direktpatentieren in Druckwasser bei einem großen Teil der Walzgutqualitäten ermöglicht, andererseits das Direktpatentieren zu einem großen Teil schon vor dem anschließenden Direktpatentieren in Gebläseluft zuläßt und außerdem jede freie Abkühlung zum Erreichen der unterschiedlichen Oberflächengefügeausbildungen möglich macht,
- - daß mit der Zugabe von geeigneten Stoffen zum Druckwasser es möglich ist die Walzgutoberfläche bei der Abkühlung zusätzlich physikalisch und/oder chemisch zu behandeln,
- - daß das Kühlaggregat so einstellbar und das Verfahren so durchführbar ist, daß gegenüber der herkömmlich eingesetzten Kühleinrichtungen und Kühlverfahren mehr als 50%-80% Druckwasser eingespart wird.
- Läge der Druckraum nach Fig. 6 als Konvektions-Druckraum zwischen zwei Verdampfungs-Druckräume und wäre der darin wirksame Wärmeübergangswert mit einer' Größenordnung von 24.000 kcal/m3, h.°C gleich dem im Konvektions-Druckraum, würde das abgekühlte Walzgut größenordnungsmäßig eine Abkühltemperatur um 350°C bekommen, würde man die Druckwassermenge nicht zurückfahren.
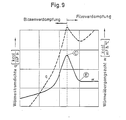
- Fig. 9 zeigt das allgemein bekannte Diagramm der Abhängigkeit der Wärmestromdichte und Wärmeübergangszahl von der . Temperaturdifferenz zwischen der Heizfläche und dem Wasser bei dem Druck von 1 bar, das sich als Darstellungshilfe heranziehe, obwohl im erfindungsgemäßen Kühlaggregat der Druck des Druckwassers höher ist, dürften die anliegenden GL-Werte auf der Linie C-E liegen.
- Fig. 10 zeigt den Ablauf des Wärmeentzugs mit Verdampfung in vereinfachter schematischer Darstellung. Die waagerecht schraffierte Fläche soll den Druckwasser-Anteil und die gepunktete Fläche den Dampf-Anteil schematisch darstellen. Die linke Seite soll das Druckwasser-Dampf-Gemisch-Verhältnis bei einer Beaufschlagung mit einer Druckwasser-Menge von 1-, die rechte Seite mit einer von 1+ darstellen.
- Die rechnerische Ermittlung der genauen Menge Druckwasser für die Abkühlung der verschiedenen Walzgutqualitäten und -abmessungen auf die unterschiedlichen Abkühltemperaturen ist, wegen der Vielzahl der dabei wirksamen bekannten und unbekannten Imponderabilien (wie u.a. die Zunder-Dicke, -Haftung und -Deckungs % pro cm3 Walzgutoberfläche) kaum möglich, wogegen es einfach ist die Druckwasser-Menge zu den einzelnen Abkühltemperaturen durch Meßfahrten zu ermitteln, was erfahrungsgemäß im Produktionsiauf erfolgen kann, da die Hauptwerte an einfachsten Qualitäten gefahren werden können. Von der vergleichsweise geringen Menge Druckwasser sollen als Grundlast-Menge etwa 80% über das Druckwasser-Ventil und die restliche Menge von 20% über das regelbare Druckwasser-Zuströmventil in das Kühlaggregat einströmen, womit es möglich wird, daß die momentan notwendig einzuströmende Menge Druckwasser, zum Heranführen der momentan anliegenden Ist-Abkühltemperatur an die Soll-Abkühltemperatur, in sehr kurzer Zeit erreicht ist, so daß die Soll-Abkühltemperatur mit minimaler Bandbreite gefahren werden kann.
- Zwei Ausführungsbeispiele des erfindungsgemäßen Kühlaggregats und Verfahrens sind in der Zeichnung schematisch dargestellt und werden im folgenden näher beschrieben.
- Fig. 1 und 2 zeigen ein Ausführungsbeispiel eines Kühlaggregats für die Abkühlung breiten Flachwalzguts, z.B. Warmbreitband.
- Das Kühlaggregat besteht primär aus dem Druckraum des Konvektionskühlteils, dem Konvektions-Druckraum (1), mit den Staurändern (7) und (8) und sekundär aus dem Druckraum des Verdampfungskühlteils, dem Verdampfungs-Druckraum (2), mit dei Staurändern (9) und (10), dazu die Druckwasser-Leitung (3), das Druckwasser-Ventil (4), das Druckwasser-Zuströmsteuerventil (5), die Einströmungen (6), dem Kühlaggregat-Unterteil (1), dem Kühlaggregat-Oberteil (12), einer Dichtung (13) dazu die Turbulenzerhöher (15) die Strömungsweiser (16), die seitlichvariablen Stauränder (17), dem Wasser- und Kondensationskasten (19), dazu die Brausen (20), die Druckwasser-Dampf-Gemisch-Rückhalteelemente (21) und die Wasser- und Kondensatabflüsse (22)
- Das Druckwasser strömt aus der Druckwasser-Leitung (3), über das Druckwasser-Ventil (4) mit rd. 80 % und über das Druckwasser-Zuströmsteuerventil (5) mit rd. 20%, durch die Einströmungen (6) in den Konvektions-Druckraum (1) ein, wird darin durch das durchlaufende, walzarme Walzgut bis an den Siedepunkt erwärmt, das dabei erzeugte Druckwasser-Dampf-Gemisch strömt über die Stauränder (7) und (8) in den Verdampfungs-Druckraum (2) ein, kühlt - dann das walzwarme Walzgut durch den Wärmeentzug, den das Druckwasser-Dampf-Gemisch als Verdampfungswärme dem Walzgut entzieht, ab und verläßt das Kühlaggregat durch die Stauränder (9) und (10).
- Die Stauränder (7) und (8) sind angeordnet um dem Druckwasser das Verlassen des Konvektions-Druckraums (1) zu erschweren und den Vorgang des Wärmeentzugs in den beiden Druckräumen (1) und (2) so zu trennen, daß damit die physikalische Möglichkeit geschaffen ist, den Entzug der Wärme aus dem walzwarmen Walzgut durch Konvektion und Verdampfung (Blasen- und Filmsieden) stabil halten und möglichst optimal nutzen zu können.
- Der Dampfteil des durch die Stauränder (9) und (10) ausströmenden Druckwasser-Dampf-Gemisches wird bei breitem Flachwalzgut an der Unterseite zwischen den Rollgangsrollen mit Brausen (20) kondensiert und an der Oberseite mittels der Druckwasser-Dampf-Gemisch-Rückhalteelemente (21), z.B. in Form beweglicher Klappen, in den Wasser- und Kondensationskasten (19) im Oberteil (12) geführt und dort mit Brausen (20) kondensiert. Durch die öffnung (22) fließen Wasser und Kondensat ab.
- Fig. 3 und 4 zeigen ein Ausführungsbeispiel eines Kühlaggregats für die Abkühlung von Profilstahl, z.B. I-, L-Profile, Betonbewehrungsstahl, Walzdraht.
- Das Kühlaggregat dafür besteht in den Hauptteilen aus den gleichen Teilen wie sie beim Kühlaggregat für breites Flachwalzgut, zu Fig. 1 und 2 beschrieben sind. Der Kühlaggregats-Körper ist dafür jedoch vorzugsweise einteilig (14), wodurch das aus den Staurändern (9) und (10) austretende Druckwasser-Dampf-Gemisch direkt in den Wasser- und Kondensationskasten (19) strömt.
- In Fig. 4 ist ein Verbindungsstück (18) dargestellt, mit dem zwei oder mehr Kühlaggregate verbunden werden können, falls während der Abkühlung im Druckwasser keine Luft an die Walzgutoberfläche gelangen können soll.
- Fig. 11 zeigt die Abkühllinien bei der Abkühlung eines Walzdrahts mit 5,5 mm Durchmesser, bei einer Endwalzgeschwindigkeit von 80 m/s und einer eingesetzten Druckwassermenge von 20 m3/h.
- - in einem Kühlaggregat, analog Fig. 5 mit nur einem Druckraum mit der Länge 1, bei der der Wärmeentzug pro dm3 Druckwasser 83 kcal beträgt und der Walzdraht dabei auf 795°C abkühlt und
- - in einem Kühlaggregat, analog Fig.10, mit einem Konvektions-Druckraum mit der Länge 1 und zwei anschließende Verdampfungs-Druckräume mit je der Länge 0,5, bei der der Wärmeentzug pro dm3 Druckwasser 198 kcal beträgt und der Walzdraht dabei auf 506°C abkühlt, eine Temperatur die schon unter der bei Betonbewehrungsstählen mit walzhitzevergüteter Oberfläche gefahrenen liegt. Das mit drei Druckräumen ausgestattete Kühlaggregat kühlt den Walzdraht mit rd. 7,5 m3/h auf 795°C - das sind rd. 60% Einsparung an Druckwasser, womit die Wirtschaftlichkeit des erfindungsgemäßen Kühlaggregats und Verfahrens besonders unter Beweis gestellt ist.
Claims (20)
dadurch gekennzeichnet , daß das Kühlaggregat primär aus dem Druckraum des Konvektionskühlteils, dem Konvektions-Druckraum (1) besteht, in dem dem walzwarmen Walzgut, vornehmlich durch-Konvektion, vom auf die walzwarme Walzgutoberfläche gedrückten Druckwasser Wärme, vorzugsweise bis an den Siegepunkt des Druckwassers, entzogen wird und sekundär aus dem Druckraum des Verdampfungskühlteils, dem Verdampfungs-Druckraum (2), in dem dem Walzgut vornehmlich durch die Verdampfungswärme, vom auf die Walzgutoberfläche gedrückten, im Konvektions-Druckraumerzeugten, Druckwasser-Dampf-Gemisch, weiter Wärme entzogen wird und das Kühlaggregat verfahrensmäßig vorzugsweise mit der Menge Druckwasser beaufschlagt wird, die kühlaggregatsbedingt mit der dem Walzgut zu entziehenden Wärmemenge im Gleichgewicht steht und notwendig ist, damit mit dem Wärmeentzug durch das Erwärmen des Druckwassers im Konvektions-Druckraum und dem Wärmeentzug durch die an das Druckwasser-Dampf-Gemisch abgegebene Verdampfungswärme-im Verdampfungs-Druckraum, die gewünschte Abkühltemperatur des Walzgutes erreicht wird und dabei die Abkühlung in Druckwasser und im Druckwasser-Dampf-Gemisch so geführt wird, daß sich während und nach der so durchgeführten Abkühlung, keine im Fertigwalzgut nachweisbaren unerwünschten qualitätsabhängigabkühlbedingte Gefügebestandteile bilden können.
daß die Stauränder (7) und (8) zwischen dem Konvektions-Druckraum (1) und dem Verdampfungs-Druckraum (2) so bemessen sind, daß bei durchlaufendem Walzgut der verbleibende Durchströmquerschnitt ausreichend ist, daß die im Konvektions-Druckraum entstandene Druckwasser-Dampf-Gemisch-Menge in den Verdampfungs-Druckraum einströmt und darin das Walzgut durch den Wärmeentzug den das Druckwasser-Dampf-Gemisch als Verdampfungswärme dem Walzgut entzieht, abkühlt.
daß der Durchströmquerschnitt im Staurand am Walzguteintritt (9) und -austritt (10), bezogen auf den verbleibenden Durchströmquerschnitt bei durchlaufendem Walzgut, in seinem Maß von der Walzgutoberfläche bis zum Staurand (9) und (10) gleich oder 10 % bis 30 % größer oder geringer ist als dasselbe Maß bei den der verbleibenden Durchströmquerschnitten in den Staurändern (7) und (8) innerhalb des Kühlaggregats, womit erreicht ist, daß die Abkühlintensität des Kühlaggregats den Notwendigkeiten der unterschiedlichen Qualitätsgruppen und Abkühltemperaturen des abzukühlenden Walzguts angepaßt werden kann.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19863626741 DE3626741A1 (de) | 1986-08-07 | 1986-08-07 | Kuehlaggregat und verfahren zum abkuehlen walzwarmen walzguts, mit/ohne direktpatentieren, in druckkuehlwasser |
| DE3626741 | 1986-08-07 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0266302A1 true EP0266302A1 (de) | 1988-05-04 |
| EP0266302B1 EP0266302B1 (de) | 1993-09-29 |
Family
ID=6306869
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87710010A Expired - Lifetime EP0266302B1 (de) | 1986-08-07 | 1987-08-07 | Kühlaggregat und Verfahren zum Abkühlen walzwarmen Walzguts, mit/ohne Direktpatentieren, in Druckwasser |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0266302B1 (de) |
| AT (1) | AT390273B (de) |
| DE (2) | DE3626741A1 (de) |
| ES (1) | ES2046213T3 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0875304A3 (de) * | 1997-05-02 | 2002-01-02 | SMS Demag AG | Verfahren und Kühlaggregat zum Kühlen von walzwarmem Walzgut, insbesondere von Warmbreitband |
| CN104550275A (zh) * | 2014-12-26 | 2015-04-29 | 钢铁研究总院 | 一种用于热轧高强度钢筋的水雾汽化冷却装置及方法 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3708128A1 (de) * | 1987-03-13 | 1988-09-22 | Krenn Walter | Verfahren und druckkuehlaggregat zum gefuehrten abkuehlen geformten, schweren bis leichten, heissen, durchlaufenden produktionsguts aus stahl und metall in druckwasser |
| DE4009228A1 (de) * | 1990-03-22 | 1991-09-26 | Krenn Walter | Verfahren und druckkuehlaggregat zum gleichzeitig unterschiedlichen abkuehlen ausgewaehlter bereiche durchlaufenden produktionsguts, mit flach- oder profilquerschnitt, aus stahl und anderem |
| DE4201295A1 (de) * | 1992-01-15 | 1993-07-22 | Thaelmann Schwermaschbau Veb | Vorrichtung zum fuehren und kuehlen von walzgut in drahtwalzbloecken |
| DE19850739A1 (de) * | 1998-11-04 | 2000-05-11 | Schloemann Siemag Ag | Verfahren und Vorrichtung zum Kühlen von walzwarmem Walzgut, insbesondere Warmbreitband |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1925416A1 (de) * | 1968-03-12 | 1970-11-26 | Walter Krenn | Kuehlstrecke fuer Walzdraht od.dgl. |
| DE1608327A1 (de) * | 1968-03-12 | 1970-12-10 | Walter Krenn | Kuehlstrecke fuer Walzdraht od.dgl. |
| DE2440415A1 (de) * | 1974-04-10 | 1975-10-23 | Qualitaets Und Edelstahl Kom V | Verfahren und vorrichtung zur gesteuerten abkuehlung von walzgut, insbesondere von stabmaterial |
| US4136544A (en) * | 1976-08-31 | 1979-01-30 | Showa Electric Wire & Cable Co., Ltd. | Cooling tubes for wire stocks |
| DE3043117A1 (de) * | 1968-03-12 | 1982-07-01 | Walter 4330 Mülheim Krenn | Kuehlstrecke fuer walzdraht oder stabmaterial |
-
1986
- 1986-08-07 DE DE19863626741 patent/DE3626741A1/de not_active Withdrawn
-
1987
- 1987-07-30 AT AT0192987A patent/AT390273B/de not_active IP Right Cessation
- 1987-08-07 DE DE87710010T patent/DE3787612D1/de not_active Expired - Fee Related
- 1987-08-07 ES ES198787710010T patent/ES2046213T3/es not_active Expired - Lifetime
- 1987-08-07 EP EP87710010A patent/EP0266302B1/de not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1925416A1 (de) * | 1968-03-12 | 1970-11-26 | Walter Krenn | Kuehlstrecke fuer Walzdraht od.dgl. |
| DE1608327A1 (de) * | 1968-03-12 | 1970-12-10 | Walter Krenn | Kuehlstrecke fuer Walzdraht od.dgl. |
| DE3043117A1 (de) * | 1968-03-12 | 1982-07-01 | Walter 4330 Mülheim Krenn | Kuehlstrecke fuer walzdraht oder stabmaterial |
| DE2440415A1 (de) * | 1974-04-10 | 1975-10-23 | Qualitaets Und Edelstahl Kom V | Verfahren und vorrichtung zur gesteuerten abkuehlung von walzgut, insbesondere von stabmaterial |
| US4136544A (en) * | 1976-08-31 | 1979-01-30 | Showa Electric Wire & Cable Co., Ltd. | Cooling tubes for wire stocks |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0875304A3 (de) * | 1997-05-02 | 2002-01-02 | SMS Demag AG | Verfahren und Kühlaggregat zum Kühlen von walzwarmem Walzgut, insbesondere von Warmbreitband |
| CN104550275A (zh) * | 2014-12-26 | 2015-04-29 | 钢铁研究总院 | 一种用于热轧高强度钢筋的水雾汽化冷却装置及方法 |
| CN104550275B (zh) * | 2014-12-26 | 2016-07-06 | 钢铁研究总院 | 一种用于热轧高强度钢筋的水雾汽化冷却装置及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2046213T3 (es) | 1994-02-01 |
| AT390273B (de) | 1990-04-10 |
| DE3626741A1 (de) | 1988-02-18 |
| DE3787612D1 (de) | 1993-11-04 |
| EP0266302B1 (de) | 1993-09-29 |
| ATA192987A (de) | 1989-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69431178T3 (de) | Verfahren zur thermischen Oberflächenbehandlung eines Stranges | |
| DE1752549A1 (de) | Verfahren und Vorrichtung zum Kuehlen von gewalzten Metallstreifen | |
| DD299419A5 (de) | Verfahren, gefaess und einrichtung zur kontinuierlichen oder intermittierenden beschichtung von gegenstaenden | |
| AT390273B (de) | Kuehlaggregat und verfahren zum abkuehlen walzwarmen walzguts | |
| DE3006544A1 (de) | Verfahren zur automatischen steuerung oder einstellung der breite einer bramme bzw. metallplatte beim warmvorwalzen derselben | |
| EP0534174A1 (de) | Verfahren und Vorrichtung zur Herstellung eines endabmessungsnahen Metallbandes | |
| DE1608327C3 (de) | Kuhlstrecke fur Walzdraht oder Stabmatenal | |
| DE3518925A1 (de) | Verfahren zum kontrollierten stab- und drahtwalzen legierter staehle | |
| EP0998993B1 (de) | Verfahren und Vorrichtung zum Kühlen von walzwarmem Walzgut, insbesondere Warmbreitband | |
| DE102009048567B4 (de) | Verfahren und Anordnung zum Kühlen eines Gießstrangs in einer Stranggießanlage | |
| EP4351812A1 (de) | Verfahren zur herstellung eines mikrolegierten stahls, ein mit dem verfahren hergestellter mikrolegierter stahl und giess-walz-verbundanlage | |
| EP0287503B1 (de) | Verfahren und Druckkühlaggregat zum Kühlen eines durchlaufenden Produktes | |
| EP0875304B1 (de) | Verfahren und Kühlaggregat zum Kühlen von walzwarmem Walzgut, insbesondere von Warmbreitband | |
| DE2102800B2 (de) | Anlage zur thermischen behandlung von walzerzeugnissen im kuehlmittelstrom | |
| DE2551048C2 (de) | Verfahren und Vorrichtung zum Härten von Metallblechen | |
| DE2440415A1 (de) | Verfahren und vorrichtung zur gesteuerten abkuehlung von walzgut, insbesondere von stabmaterial | |
| DE2207026B2 (de) | Verfahren zum Abkühlen von Bandbunden in Warmbandwalzwerken und Vorrichtung zur Durchführung des Verfahrens | |
| DE4009228A1 (de) | Verfahren und druckkuehlaggregat zum gleichzeitig unterschiedlichen abkuehlen ausgewaehlter bereiche durchlaufenden produktionsguts, mit flach- oder profilquerschnitt, aus stahl und anderem | |
| DE2529272A1 (de) | Verfahren und vorrichtung fuer die behandlung von walzdraht | |
| DE262970C (de) | ||
| DE1583418B2 (de) | Vorrichtung zum fortlaufenden abschrecken von schienen | |
| DE2426828B2 (de) | Vorrichtung zum Kuhlen von Stangenmaterial | |
| DE102017202909A1 (de) | Verfahren und Anlage zur Herstellung eines metallischen Bandes | |
| DE2815090A1 (de) | Verfahren und vorrichtung zur herstellung von walzdraht aus hartem stahl | |
| DE2161022A1 (de) | Verfahren und anordnung zum kontinuierlichen walzen von stahl |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE DE ES FR GB IT SE |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: KRENN, WALTER, DIPL.-ING. |
|
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: KRENN, WALTER, DIPL.-ING. |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: KRENN, WALTER, DIPL.-ING. |
|
| 17P | Request for examination filed |
Effective date: 19890509 |
|
| 17Q | First examination report despatched |
Effective date: 19900619 |
|
| 17Q | First examination report despatched |
Effective date: 19910226 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE ES FR GB IT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19930929 |
|
| REF | Corresponds to: |
Ref document number: 3787612 Country of ref document: DE Date of ref document: 19931104 |
|
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2046213 Country of ref document: ES Kind code of ref document: T3 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940104 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19970725 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19970729 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19970808 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19970811 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19980806 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980808 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980831 |
|
| BERE | Be: lapsed |
Owner name: KRENN WALTER Effective date: 19980831 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19980807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990430 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000601 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 19990910 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050807 |