EP0268917A2 - Packaging machine, especially for cigarette packets - Google Patents
Packaging machine, especially for cigarette packets Download PDFInfo
- Publication number
- EP0268917A2 EP0268917A2 EP87116540A EP87116540A EP0268917A2 EP 0268917 A2 EP0268917 A2 EP 0268917A2 EP 87116540 A EP87116540 A EP 87116540A EP 87116540 A EP87116540 A EP 87116540A EP 0268917 A2 EP0268917 A2 EP 0268917A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- turret
- folding
- units
- packaging machine
- production
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/22—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers
- B65B19/223—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers in a curved path; in a combination of straight and curved paths, e.g. on rotary tables or other endless conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B65/00—Details peculiar to packaging machines and not otherwise provided for; Arrangements of such details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B65/00—Details peculiar to packaging machines and not otherwise provided for; Arrangements of such details
- B65B65/003—Packaging lines, e.g. general layout
- B65B65/006—Multiple parallel packaging lines
Definitions
- the invention relates to a packaging machine, in particular for the production of cigarette packs, with revolving folding units for folding blanks, in particular folding turrets, and with conveyors for cigarette groups, packaging material and cigarette packs.
- the invention relates to a conventionally designed packaging machine with respect to individual organs, in particular for the production of cigarette packs.
- These can be designed as soft cup packs or as a hinged box (hinge lid pack).
- a packaging machine for the manufacturer Position of such cigarette packs usually consists of at least one folding turret for the inside wrapping of cigarette groups (tinfoil) and another folding turret for wrapping in a paper or cardboard blank.
- the packaging machine can be equipped with a drying turret and with conveying elements for feeding the packaging material and for transporting the (partial) packages.
- Packaging machines in double-track design are known. These are equipped with revolvers, conveyors etc., which are designed to hold two adjacent packs. The performance of such a double-lane packaging machine is considerably higher than that of a "simple" packaging machine. However, the double-track version is necessarily more prone to failure.
- the invention has for its object to increase the performance of packaging machines, especially for cigarette packs, and to reduce the effects of any malfunctions on the overall performance.
- the packaging machine according to the invention is characterized in that folding units and conveyors for the simultaneous production of two packs in two parallel production lines are arranged on opposite sides of a common (central) support frame.
- the packaging machine according to the invention is therefore of two lanes.
- the two production lines are separated from each other mechanically and functionally, but are nevertheless part of a uniform packaging machine.
- Every production line is a com Plette set of the required folding, funding and other organs assigned. These are spaced from each other, namely on both sides of a common support frame.
- the units and organs of the two production lines are driven independently of one another.
- a (current) reduction in performance in the area of one production line thus has no effect on the operation and thus on the performance in the area of the other production line.
- the folding units, conveyors, etc. of the two production lines are each assigned a separate, independent drive.
- a common drive can be assigned to both production lines, the aggregates and conveyors of the two production lines being able to be uncoupled individually from the common drive.
- the supporting frame on the long sides of which the folding units (folding turret, conveyor, etc.) are mounted, is preferably at the same time a housing for receiving the drives for the folding members, conveyors, etc. of the two production lines.
- the packaging machine shown schematically in the drawings is designed for the production of cigarette packs 10 of the soft cup type.
- folding units, conveying units, etc. are formed for two complete production lines 12 and 13, respectively.
- Each of these production lines 12, 13 produces cigarette packs 10 independently of the other production line.
- each production line 12, 13, that is to say on both sides of the housing 11, are each complete for the packaging process.
- a receiving turret 14, a stannofold turret 15, a paper folding turret 16 and a drying turret 17 are mounted on the two longitudinal sides of the housing 11, namely on side walls 18 and 19 of the same, in the conveying direction.
- the aforementioned turrets 14, 17 of the two production lines 12 and 13 are each mounted with the same axis, namely in bearing bushes 20, 21 of the housing 11.
- the turrets 14, 17 are aligned with one another in the vertical plane in such a way that cigarette groups 22 and . (Partial) packs can be transferred from one revolver to another.
- the turrets 14, 17 can be driven continuously or, as in the exemplary embodiment shown, in cycles.
- each production line 12, 13 is assigned a separate cigarette magazine 23, 24.
- cigarette groups 22 are removed by means of a double slide 25, 26 which can be moved back and forth transversely to the conveying direction.
- This fork-shaped double slide 25, 26 conveys two cigarette groups 22 into a cigarette conveyor 27, 28 per work cycle, which is designed here as a pocket chain with pockets 29 open on the sides and at the top for receiving a cigarette group 22.
- the endless cigarette conveyor 27, 28 ends adjacent to the first revolver, namely the receiving turret 14. This lies in a plane offset from the cigarette conveyor 27, 28, so that the cigarette groups 22 out of the pockets 29 of the cigarette conveyor 27, 28 are moved by means of transversely movable pushers 30, 31 can be transferred to a pocket 32 of the turret 14.
- the receiving turret 14 conveys the cigarette groups along a circular path of 180 ° to the immediate vicinity of the next turret, the Stannofold turret 15.
- a tinfoil blank 33 is held ready in a vertical, transverse position.
- the tinfoil blank 33 lies in a U-shaped manner around the group of cigarettes 22 in the known manner.
- the tinfoil blank 33 is fully folded.
- Cigarette groups 22 - tinfoil blocks - encased in the tinfoil blank 33 are pushed out of the pocket of the tinfoil folding turret 15 lying immediately adjacent to the paper folding turret 16 and inserted into a pocket of the paper folding turret 16.
- a further blank, namely a paper blank 34 is in turn U-shaped around the tinfoil block.
- the paper blank 34 is completely folded, namely with the formation of a soft cup.
- the paper folding turret 16 are - except for the outer Outer foil wrapping - finished cigarette packs 10 ejected and inserted into a pocket of the adjacent drying turret 17. This ensures curing or fastening of glue connections of the folding tabs which have been attached in the area of the paper folding turret 16. Furthermore, the shape of the pack in the area of the drying turret 17 is stabilized in a known manner.
- the cigarette packs 10 remain in the drying turret 17 during a three-quarter revolution of the latter.
- the packs are accordingly pushed out of the drying turret on the upper side in the axial direction onto a discharge path 35, 36.
- the two discharge paths 35, 36 lead to a transverse collecting path 37 in which the cigarettes with the small end faces are transported away pointing in the direction of conveyance.
- the collecting path 37 can lead to a film wrapping machine.
- the folding and conveying members of the two production lines 12, 13 are not arranged symmetrically to the central plane of the device, but offset in parallel. This makes it possible to arrange the cigarettes or cigarette groups 22 and the packs 10 of both production lines 12, 13 in the same direction.
- filter cigarettes are packaged.
- the filters of the cigarettes of both production lines 12, 13 are directed to the same side. This means a corresponding relative arrangement of the organs.
- the cigarette conveyor 27 of the (in FIG. 2) upper production line 12 is arranged in a plane between the turrets 14, 17 and the housing 11. The same applies to the position of the discharge conveyor 35.
- the two pushers 30, 31 are aligned in their pushing movements as a result of this relative position.
- the folding members of the folding revolvers 15, 16 are also arranged such that they correspond to the relative relative position of the cigarettes and packs 10.
- the turrets 14, 17 are rotatably supported by drive shafts 38, 39 in the associated bearing bushes 20, 21.
- an individual drive is provided for each production line 12, 13. It is a stepping gear 40, 41 (manifold).
- a driver 43 is rotatably driven about a vertical axis and engages with a shift star 44. This in turn is mounted on a shaft journal 45 of a main gear 46. With this, the drive shaft 38, 39 for the paper folding turret 16 is connected, so that the drive of the indexing gear 40, 41 is transmitted directly to this paper folding turret 16.
- Further drive gear wheels 47, 48 are mounted within the housing 11 for each production line 12, 13 or for the associated revolvers 14, 15, 17, specifically corresponding to the main gear wheel 46.
- the drive gear wheels 47, 48 are in engagement with the main gear wheel 46, so that its rotational movement is transmitted to the drive gears 47, 48 and ultimately to the turrets 14, 15 and 17.
- the drive shafts 38, 39 which are arranged coaxially, are rotatably mounted with pin ends 49 approximately in the middle of the housing 11 in a fixed support bush 50.
- the transmission shafts 42 of the two stepping transmissions 40, 41 can be driven by separate drive motors.
- a solution is also conceivable in which a common drive motor is connected to the stepping transmissions 40, 41 via clutches.
- a solution comes into consideration in which a common step transmission is assigned to the two production lines 12, 13, of which the organs of the two Production lines 12, 13 can be uncoupled.
- an upright partition 51 is arranged in the center of the housing 11 in the exemplary embodiment shown.
- the packaging machine Due to the described design of the packaging machine, it has a higher performance than conventional two-lane packaging machines. In the event of intermittent business interruptions, disruptions etc. in the area of one production line, the other can continue to work without restrictions.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
Abstract
Zur Erhöhung der Leistungsfähigkeit sind zweibahnige Verpackungsmaschinen bekannt, insbesondere für die Herstellung von Zigarettenpackungen (10). Aggregate zur Faltung von Zuschnitten und zur Förderung von Zigarettengruppen und Zigarettenpackungen sind bei derartigen Verpackungsmaschinen so dimensioniert und ausgebildet, daß jeweils zwei Einheiten nebeneinander aufgenommen werden können. Die Leistungsfähigkeit einer derartigen doppelbahnigen Verpackungsmaschine wird dadurch vermin dert, daß bei Störungen und anderen Betriebsunterbrechungen beide Bahnen betroffen sind.Two-lane packaging machines are known for increasing the performance, in particular for the production of cigarette packs (10). Units for folding blanks and for conveying cigarette groups and packs of cigarettes are dimensioned and designed in such packaging machines in such a way that two units can be accommodated side by side. The performance of such a double-lane packaging machine is thereby reduced changes that both lines are affected in the event of disruptions and other business interruptions.
Um die Leistungsfähigkeit einer Verpackungsmaschine zu erhöhen, ist diese mit zwei selbständig arbeitenden Fertigungsbahnen, je für die Herstellung von Zigarettenpackungen (10) ausgerüstet. Den Fertigungsbahnen (12, 13) sind gesonderte Falt- und Förderaggregate (Aufnahmerevolver 14, Stanniolfaltrevolver 15, Papierfaltrevolver 16 und Trockenrevolver 17) zugeordnet und an gegenüberliegenden Seiten eines gemeinsamen Traggestells, insbesondere eines Gehäuses (11) zur Aufnahme der Antriebe, angeordnet. Die Aggregate der beiden Fertigungsbahnen (12, 13) sind gesondert, also unabhängig voneinander angetrieben.In order to increase the performance of a packaging machine, it is equipped with two independently working production lines, each for the production of cigarette packs (10). Separate folding and conveying units (receiving turret 14, stannofold turret 15, paper folding turret 16 and drying turret 17) are assigned to the production lines (12, 13) and are arranged on opposite sides of a common support frame, in particular a housing (11) for receiving the drives. The units of the two production lines (12, 13) are driven separately, that is to say independently of one another.
Durch die vorstehende Ausbildung der Verpackungsmaschine wird die Leistungsfähigkeit erhöht, da bei Störungen und anderen Betriebsunterbrechnungen im Bereich einer Fertigungsbahn (12, 13) die andere weiterarbeiten kann. 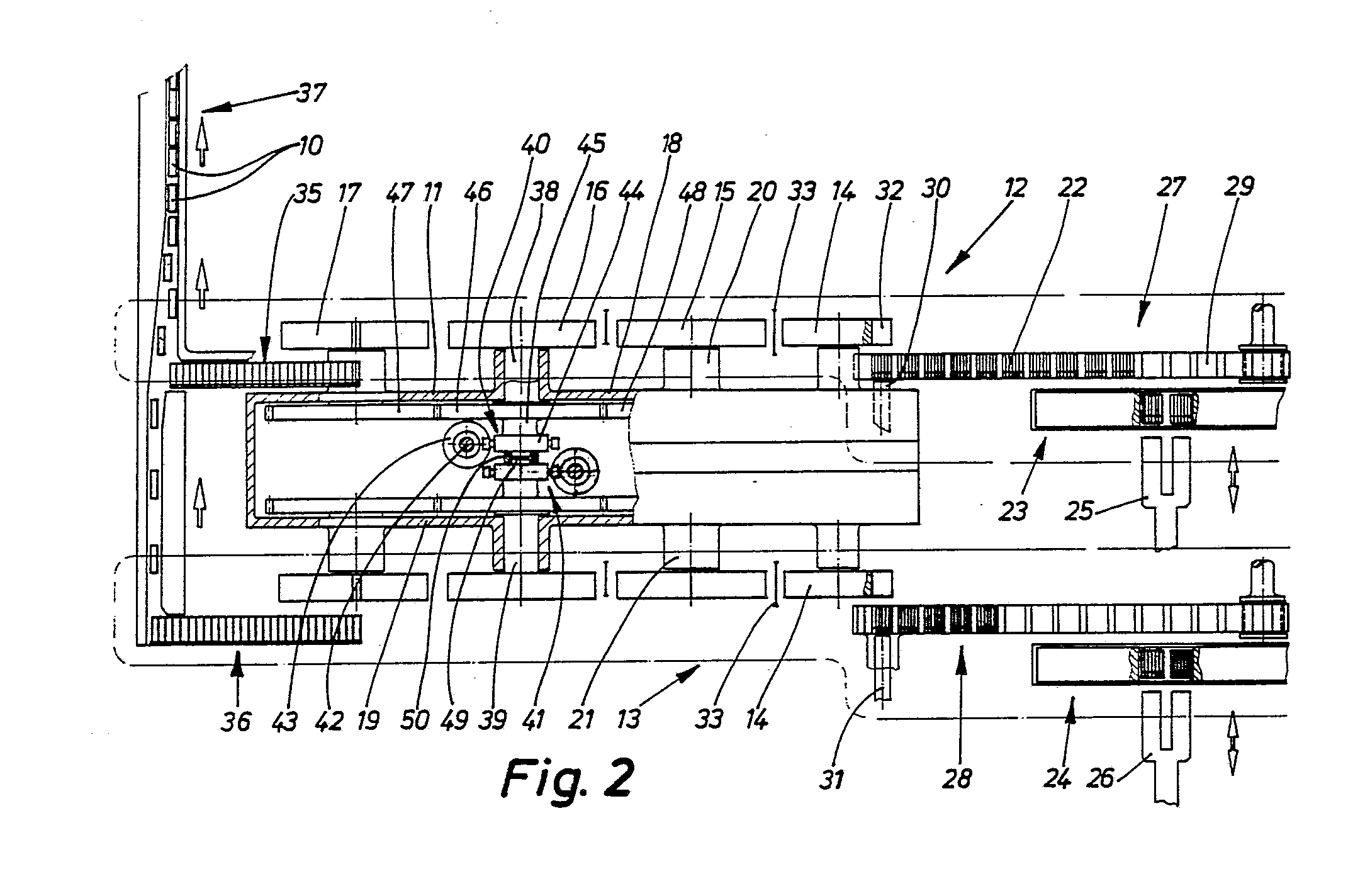
Description
Die Erfindung betrifft eine Verpackungsmaschine, insbesondere für die Herstellung von Zigarettenpackungen, mit umlaufenden Faltaggregaten für die Faltung von Zuschnitten, insbesondere Faltrevolvern, und mit Förderern für Zigarettengruppen, Verpackungsmaterial und Zigarettenpackungen.The invention relates to a packaging machine, in particular for the production of cigarette packs, with revolving folding units for folding blanks, in particular folding turrets, and with conveyors for cigarette groups, packaging material and cigarette packs.
Die Erfindung bezieht sich auf eine in bezug auf einzelne Organe standardmäßig, konventionell ausgebildete Verpackungsmaschine, im besonderen für die Herstellung von Zigarettenpackungen. Diese können als Weichbecher-Packungen oder als Klappschachtel (Hinge Lid Packung) ausgebildet sein. Eine Verpackungsmaschine für die Her stellung derartiger Zigarettenpackungen besteht üblicherweise mindestens aus einem Faltrevolver für den Inneneinschlag von Zigarettengruppen (Stanniol) und einem weiteren Faltrevolver für die Einhüllung in einen Papier- bzw. Kartonzuschnitt. Des weiteren kann die Verpackungsmaschine mit einem Trockenrevolver ausgestattet sein sowie mit Förderorganen für die Zuführung des Verpackungsmaterials und für den Transport der (Teil-)Pakkungen.The invention relates to a conventionally designed packaging machine with respect to individual organs, in particular for the production of cigarette packs. These can be designed as soft cup packs or as a hinged box (hinge lid pack). A packaging machine for the manufacturer Position of such cigarette packs usually consists of at least one folding turret for the inside wrapping of cigarette groups (tinfoil) and another folding turret for wrapping in a paper or cardboard blank. Furthermore, the packaging machine can be equipped with a drying turret and with conveying elements for feeding the packaging material and for transporting the (partial) packages.
Bekannt sind Verpackungsmaschinen in doppelbahniger Ausführung. Diese sind mit Revolvern, Förderern etc. ausgerüstet, die für die Aufnahme von jeweils zwei nebeneinanderliegenden Packungen bestimmt sind. Die Leistung einer derartigen doppelbahnigen Verpackungsmaschine ist beträchtlich höher als die einer "einfachen" Verpackungsmaschine. Allerdings ist die doppelbahnige Ausführung notwendigerweise störanfälliger.Packaging machines in double-track design are known. These are equipped with revolvers, conveyors etc., which are designed to hold two adjacent packs. The performance of such a double-lane packaging machine is considerably higher than that of a "simple" packaging machine. However, the double-track version is necessarily more prone to failure.
Der Erfindung liegt die Aufgabe zugrunde, die Leistungsfähigkeit von Verpackungsmaschinen, insbesondere für Zigarettenpackungen, zu erhöhen und die Auswirkungen von etwaigen Störungen auf die Gesamtleistung zu mindern.The invention has for its object to increase the performance of packaging machines, especially for cigarette packs, and to reduce the effects of any malfunctions on the overall performance.
Zur Lösung dieser Aufgabe ist die erfindungsgemäße Verpackungsmaschine dadurch gekennzeichnet, daß Faltaggregate und Förderer für die gleichzeitige Herstellung von je zwei Packungen in zwei parallelen Fertigungsbahnen an gegenüberliegenden Seiten eines gemeinsamen (mittigen) Traggestells angeordnet sind.To achieve this object, the packaging machine according to the invention is characterized in that folding units and conveyors for the simultaneous production of two packs in two parallel production lines are arranged on opposite sides of a common (central) support frame.
Die erfindungsgemäße Verpackungsmaschine ist demnach zweibahnig ausgebildet. Die beiden Fertigungsbahnen sind jedoch maschinell und funktionell voneinander getrennt, gleichwohl aber Bestandteil einer einheitlichen Verpackungsmaschine. Jeder Fertigungsbahn ist ein kom pletter Satz der erforderlichen Falt-, Förder- und sonstigen Organe zugeordnet. Diese sind mit Abstand voneinander, nämlich zu beiden Seiten eines gemeinsamen Traggestells angeordnet.The packaging machine according to the invention is therefore of two lanes. However, the two production lines are separated from each other mechanically and functionally, but are nevertheless part of a uniform packaging machine. Every production line is a com Plette set of the required folding, funding and other organs assigned. These are spaced from each other, namely on both sides of a common support frame.
Die Aggregate und Organe der beiden Fertigungsbahnen werden erfindungsgemäß unabhängig voneinander angetrieben. Eine (momentane) Leistungsminderung im Bereich der einen Fertigungsbahn hat somit keine Auswirkungen auf den Betrieb und damit auf die Leistung im Bereich der anderen Fertigungsbahn. Zu diesem Zweck ist gemäß einem Ausführungsbeispiel den Faltaggregaten, Förderern etc. der beiden Fertigungsbahnen je ein gesonderter, selbständiger Antrieb zugeordnet. Alternativ kann beiden Fertigungsbahnen ein gemeinsamer Antrieb zugeordnet sein, wobei die Aggregate und Förderer der beiden Fertigungsbahnen individuell von dem gemeinsamen Antrieb abkuppelbar sind.According to the invention, the units and organs of the two production lines are driven independently of one another. A (current) reduction in performance in the area of one production line thus has no effect on the operation and thus on the performance in the area of the other production line. For this purpose, according to one exemplary embodiment, the folding units, conveyors, etc. of the two production lines are each assigned a separate, independent drive. Alternatively, a common drive can be assigned to both production lines, the aggregates and conveyors of the two production lines being able to be uncoupled individually from the common drive.
Das Traggestell, an dessen Längsseiten die Faltaggregate (Faltrevolver, Förderer etc.) gelagert sind, ist vorzugsweise zugleich ein Gehäuse zur Aufnahme der Antriebe für die Faltorgane, Förderer etc. der beiden Fertigungsbahnen.The supporting frame, on the long sides of which the folding units (folding turret, conveyor, etc.) are mounted, is preferably at the same time a housing for receiving the drives for the folding members, conveyors, etc. of the two production lines.
Ein Ausführungsbeispiel der Erfindung wird nachfolgend anhand der Zeichnungen näher erläutert. Es zeigt:
- Fig. 1 eine Verpackungsmaschine für Zigaretten in vereinfachter Seitenansicht,
- Fig. 2 die Verpackungsmaschine gemäß Fig. 1 im Grundriß, teilweise im Horizontalschnitt.
- 1 is a packaging machine for cigarettes in a simplified side view,
- Fig. 2 shows the packaging machine of FIG. 1 in plan, partially in horizontal section.
Die in den Zeichungen schematisch dargestellte Verpakkungsmaschine ist auf die Fertigung von Zigarettenpakkungen 10 des Typs Weichbecher ausgerichtet. Zu beiden Seiten eines annähernd mittigen Traggestells, nämlich eines kastenförmigen Gehäuses 11, sind Faltaggregate, Förderaggregate etc. für jeweis zwei komplette Fertigungsbahnen 12 und 13 gebildet. Jede dieser Fertigungsbahnen 12, 13 stellt Zigarettenpackungen 10 unabhängig von der anderen Fertigungsbahn her.The packaging machine shown schematically in the drawings is designed for the production of
Die im Bereich jeder Fertigungsbahn 12, 13, also zu beiden Seiten des Gehäuses 11 angeordneten Aggregate sind jeweils komplett für den Verpackungsvorgang. Bei dem gezeigten Beispiel sind in Förderrichtung aufeinanderfolgend ein Aufnahmerevolver 14, ein Stanniolfaltrevolver 15, ein Papierfaltrevolver 16 und ein Trockenrevolver 17 an den beiden Längseiten des Gehäuses 11, nämlich an Seitenwänden 18 und 19 desselben gelagert. Die vorgenannten Revolver 14..17 der beiden Fertigungsbahnen 12 und 13 sind jeweils gleichachsig gelagert, und zwar in Lagerbuchsen 20, 21 des Gehäuses 11. Des weiteren sind die Revolver 14..17 in vertikaler Ebene aufeinander ausgerichtet, derart, daß Zigarettengruppen 22 bzw. (Teil-)Packungen von einem Revolver zum anderen überführbar sind. Die Revolver 14..17 können je nach der Ausgestaltung der Verpackungsmaschine kontinuierlich oder - wie bei dem gezeigten Ausführungsbeispiel - taktweise angetrieben sein.The units arranged in the area of each
Jeder Fertigungsbahn 12, 13 ist bei dem vorliegenden Ausführungsbeispiel ein gesondertes Zigarettenmagazin 23, 24 zugeordnet. Jedem dieser im Aufbau konventionellen Zigarettenmagazine 23, 24 werden Zigarettengruppen 22 durch einen quer zur Förderrichtung hin- und herbewegbaren Doppelschieber 25, 26 entnommen. Dieser gabelförmig ausgebildete Doppelschieber 25, 26 fördert je Arbeitstakt zwei Zigarettengruppen 22 in einen Zigarettenförderer 27, 28, der hier als Taschenkette ausgebildet ist mit an den Seiten und oben offenen Taschen 29 zur Aufnahme einer Zigarettengruppe 22.In the present exemplary embodiment, each
Der endlose Zigarettenförderer 27, 28 endet benachbart zum ersten Revolver, nämlich dem Aufnahmerevolver 14. Dieser liegt in einer zum Zigarettenförder 27, 28 versetzten Ebene, so daß durch quer bewegbare Ausschieber 30, 31 die Zigarettengruppen 22 aus den Taschen 29 des Zigarettenförderers 27, 28 an eine Tasche 32 des Aufnahmerevolvers 14 übergeben werden können.The
Durch den Aufnahmerevolver 14 werden die Zigarettengruppen längs einer Kreisbahn von 180° gefördert bis zur unmittelbaren Nachbarschaft zum nächstfolgenden Revolver, dem Stanniolfaltrevolver 15.The receiving
In der Ebene zwischen dem Aufnahmerevolver 14 und dem Stanniolfaltrevolver 15 wird eine Stanniolzuschnitt 33 in vertikaler, quergerichteter Position bereitgehalten. Wenn eine Zigarettengruppe 22 aus dem Aufnahmerevolver 14 aus- und in eine Tasche des Stanniolfaltrevolvers 15 eingeschoben wird, legt sich der Stanniolzuschnitt 33 in der bekannten Weise U-förmig um die Zigarettengruppe 22 herum.In the plane between the receiving
Während der (taktweisen) Drehbewegung des Stanniolfaltrevolvers 15 längs einer Förderbahn von 180° wird der Stanniolzuschnitt 33 fertig gefaltet. In den Stanniolzuschnitt 33 eingehüllte Zigarettengruppen 22 - Stanniolblöcke - werden aus der jeweils unmittelbar benachbart zum Papierfaltrevolver 16 liegenden Tasche des Stanniolfaltrevolvers 15 aus und in eine Tasche des Papierfaltrevolvers 16 eingeschoben. Dabei legt sich ein weiterer Zuschnitt, nämlich ein Papierzuschnitt 34 wiederum U-förmig um den Stanniolblock herum. Während der Förderung durch den Papierfaltrevolver 16 wird der Papierzuschnitt 34 fertig gefaltet, nämlich unter Bildung eines Weichbechers.During the (intermittent) rotary movement of the
Aus dem Papierfaltrevolver 16 werden - bis auf die äu ßere Folienumhüllung - fertige Zigarettenpackungen 10 ausgestoßen und dabei in eine Tasche des benachbart angeordneten Trockenrevolvers 17 eingeführt. Dieser sorgt für eine Aushärtung bzw. Befestigung von Leimverbindungen der Faltlappen, die im Bereich des Papierfaltrevolvers 16 angebracht worden sind. Des weiteren wird die Form der Packung im Bereich des Trockenrevolvers 17 in bekannter Weise stabilisiert. Die Zigarettenpackungen 10 bleiben während einer Dreiviertel-Umdrehung des Trockenrevolvers 17 in diesem. Die Packungen werden demnach an der Oberseite in Axialrichtung aus dem Trockenrevolver ausgeschoben auf eine Abförderbahn 35, 36. Die beiden Abförderbahnen 35, 36 führen zu einer querlaufenden Sammelbahn 37, in der die Zigaretten mit den kleinen Stirnseiten in Förderrichtung weisend abtransportiert werden. Die Sammelbahn 37 kann zu einer Folieneinschlagmaschine führen.The
Die Falt- und Förderorgane der beiden Fertigungsbahnen 12, 13 sind nicht symmetrisch zur Mittelebene der Vorrichtung angeordnet, sondern parallel versetzt. Dadurch ist es möglich, die Zigaretten bzw. Zigarettengruppen 22 und die Packungen 10 beider Fertigungsbahnen 12, 13 gleichgerichtet anzuordnen. Im vorliegenden Falle werden Filterzigaretten verpackt. Wie dargestellt, sind die Filter der Zigaretten beider Fertigungsbahnen 12, 13 zur selben Seite gerichtet. Dies bedeutet eine entsprechende Relativanordnung der Organe. So ist der Zigarettenförderer 27 der (in Fig. 2) oberen Fertigungsbahn 12 in einer Ebene zwischen den Revolvern 14..17 und dem Gehäuse 11 angeordnet. Gleiches gilt für die Position der Abförderbahn 35. Die beiden Ausschieber 30, 31 sind infolge dieser Relativstellung in ihren Ausschubbewegungen gleichgerichtet. Auch die Faltorgane der Faltrevolver 15, 16 sind so angeordnet, daß sie der gleichgerichteten Relativstellung der Zigaretten und Packungen 10 entsprechen.The folding and conveying members of the two
Die Revolver 14..17 sind drehbar mit Antriebswellen 38, 39 in den zugeordneten Lagerbuchsen 20, 21 gelagert. Bei diesem Ausführungsbeispiel ist ein individueller Antrieb für jede Fertigungsbahn 12, 13 vorgesehen. Es handelt sich dabei um ein Schrittschaltgetriebe 40, 41 (Manifold). Auf einer aufrechten Getriebewelle 42 ist jeweils ein um eine vertikale Achse drehend angetriebener Treiber 43 gelagert, der mit einem Schaltstern 44 in Eingriff steht. Dieser wiederum ist auf einem Wellenzapfen 45 eines Hauptzahnrades 46 angebracht. Mit diesem ist auch die Antriebswelle 38, 39 für den Papierfaltrevolver 16 verbunden, so daß der Antrieb des Schrittschaltgetriebes 40, 41 unmittelbar auf diesen Papierfaltrevolver 16 übertragen wird.The
Innerhalb des Gehäuses 11 sind für jede Fertigungsbahn 12, 13 bzw. für die zugeordneten Revolver 14, 15, 17 weitere Antriebszahnräder 47, 48 gelagert, und zwar entsprechend dem Hauptzahnrad 46. Die Antriebszahnräder 47, 48 stehen mit dem Hauptzahnrad 46 in Eingriff, so daß dessen Drehbewegung auf die Antriebszahnräder 47, 48 und letztlich auf die Revolver 14, 15 und 17 übertragen wird.Further
Zur statisch einwandfreien Lagerung sind die gleichachsig angeordneten Antriebswellen 38, 39 mit Zapfenden 49 etwa in der Mitte des Gehäuses 11 in einer fest angeordneten Stützbuchse 50 drehbar gelagert.For statically correct storage, the
Die Getriebewellen 42 der beiden Schrittschaltgetriebe 40, 41 können durch separate Antriebsmotoren angetrieben sein. Denkbar ist aber auch eine Lösung, bei der ein gemeinsamer Antriebsmotor über Kupplungen mit den Schrittschaltgetrieben 40, 41 verbunden ist. Des weiteren kommt eine Lösung in Betracht, bei der beiden Fertigungsbahnen 12, 13 ein gemeinsames Schrittschaltgetriebe zugeordnet ist, von dem die Organe der beiden Fertigungsbahnen 12, 13 abkuppelbar sind.The
Aus Sicherheitsgründen ist bei dem gezeigten Ausführungsbeispiel auf dem Gehäuse 11 mittig eine aufrechte Trennwand 51 angeordnet.For safety reasons, an
Durch die beschriebene Ausbildung der Verpackungsmaschine hat diese eine höhere Leistung als konventionelle zweibahnige Verpackungsmaschinen. So kann bei etwaigen zeitweiligen Betriebsunterbrechungen, Störungen etc. im Bereich einer Fertigungsbahn die andere uneingeschränkt weiterarbeiten.Due to the described design of the packaging machine, it has a higher performance than conventional two-lane packaging machines. In the event of intermittent business interruptions, disruptions etc. in the area of one production line, the other can continue to work without restrictions.
Claims (8)
dadurch gekennzeichnet, daß Faltaggregate (15, 16) und Förderer (14; 27, 28; 35, 36) sowie ggf. weitere Aggregate (Trockenrevolver 17) für die gleichzeitige Herstellung von je zwei Zigarettenpackungen (10) in zwei parallelen Fertigungsbahnen (12, 13) an gegenüberliegenden Seiten eines gemeinsamen (mittigen) Traggestells (11) angeordnet sind.1. packaging machine, in particular for the production of cigarette packs, with rotating folding units for folding blanks, in particular folding revolvers, and with conveyors for cigarette groups, packaging material and cigarette packs,
characterized in that folding units (15, 16) and conveyors (14; 27, 28; 35, 36) and possibly further units (drying turret 17) for the simultaneous production of two cigarette packs (10) in two parallel production lines (12, 13) are arranged on opposite sides of a common (central) support frame (11).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19863639994 DE3639994A1 (en) | 1986-11-22 | 1986-11-22 | PACKING MACHINE, IN PARTICULAR FOR CIGARETTE PACKS |
| DE3639994 | 1986-11-22 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0268917A2 true EP0268917A2 (en) | 1988-06-01 |
| EP0268917A3 EP0268917A3 (en) | 1989-03-22 |
| EP0268917B1 EP0268917B1 (en) | 1993-01-27 |
Family
ID=6314586
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87116540A Expired - Lifetime EP0268917B1 (en) | 1986-11-22 | 1987-11-10 | Packaging machine, especially for cigarette packets |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4819407A (en) |
| EP (1) | EP0268917B1 (en) |
| JP (1) | JPH0662144B2 (en) |
| BR (1) | BR8706279A (en) |
| CA (1) | CA1302372C (en) |
| DE (2) | DE3639994A1 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3931309C1 (en) * | 1989-09-20 | 1990-12-06 | Maschinenfabrik Alfred Schmermund Gmbh & Co, 5820 Gevelsberg, De | |
| EP1475306A1 (en) * | 2003-05-09 | 2004-11-10 | TOPACK Verpackungstechnik GmbH | Machine for manufacturing packets of cigarettes |
| WO2008041082A3 (en) * | 2006-10-03 | 2008-08-21 | Sympak Corazza S P A | Apparatus for packaging a product |
| WO2014056589A1 (en) * | 2012-10-11 | 2014-04-17 | Theegarten-Pactec Gmbh & Co. Kg | High-performance packaging method for packaging, in particular small-sized, products, and high-performance packaging device, in particular for performing the method |
| NL2011140C2 (en) * | 2013-07-11 | 2015-01-13 | Novuqare B V | Sealer device for the sealing of foils and a support frame of such sealer device. |
| WO2015007371A1 (en) * | 2013-07-17 | 2015-01-22 | Focke & Co. (Gmbh & Co. Kg) | Method and device for producing packets for cigarettes |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3940296A1 (en) * | 1989-06-24 | 1991-01-10 | Focke & Co | PRODUCTION PLANT FOR THE PRODUCTION OF LARGE UNITS IN THE FORM OF CARTONED CONTAINERS FROM GROUPS OF SMALL PACKS OF PAPER POCKETS |
| DE3941601A1 (en) * | 1989-12-16 | 1991-06-20 | Schmermund Maschf Alfred | CIGARETTE PACKING MACHINE |
| DE3941603A1 (en) * | 1989-12-16 | 1991-06-20 | Schmermund Maschf Alfred | MACHINE FOR PACKING CIGARETTES IN HINGED LID PACKS |
| DE4332810A1 (en) * | 1993-09-27 | 1995-03-30 | Focke & Co | Packaging machine for the manufacture of cigarette packs |
| IT1279728B1 (en) * | 1995-09-25 | 1997-12-16 | Gd Spa | METHOD AND DEVICE FOR THE TRAINING AND TRANSFER OF GROUPS OF CIGARETTES IN A PACKAGING MACHINE WITH MULTIPLE LINES OF |
| US5794417A (en) * | 1997-01-27 | 1998-08-18 | Philip Morris Incorporated | Versatile case packing device |
| IT1299323B1 (en) * | 1998-01-27 | 2000-03-16 | Gd Spa | CONDITIONING MACHINE FOR CIGARETTE PACKAGES. |
| JP4912240B2 (en) * | 2007-07-10 | 2012-04-11 | 新日鉄エンジニアリング株式会社 | Attachment changer |
| EP2599720A1 (en) * | 2011-11-30 | 2013-06-05 | Multivac Sepp Haggenmüller GmbH & Co. KG | Multi-track jacket closing machine |
| EP2894103B1 (en) | 2014-01-10 | 2016-09-07 | Robert Bosch Gmbh | Method and device for packaging food products into individual portions |
| CN113291523A (en) * | 2021-06-04 | 2021-08-24 | 江西中烟工业有限责任公司 | Novel cigarette rolling, connecting and packaging device |
| CN118637163B (en) * | 2024-06-27 | 2025-11-18 | 四川中烟工业有限责任公司 | A non-standard cigarette pack online conveying device |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1920615A (en) * | 1929-10-02 | 1933-08-01 | Wood Newspaper Mach Corp | Conveyer |
| US2622734A (en) * | 1949-03-24 | 1952-12-23 | Maui Pineapple Company Ltd | Apparatus for processing crushed pineapple |
| US2646162A (en) * | 1950-12-13 | 1953-07-21 | Erick G Brunsvold | Loading machine for partially filled bags |
| US2810998A (en) * | 1954-02-26 | 1957-10-29 | Niepmann Friedrich | Machine for packing cigarettes |
| FR1320879A (en) * | 1962-02-01 | 1963-03-15 | Tabak & Ind Masch | Arrangement of apparatus and method in cigarette packaging machines |
| GB1034318A (en) * | 1963-09-23 | 1966-06-29 | Schmermund Alfred | Improvements in or relating to packing machines |
| US3537227A (en) * | 1966-05-06 | 1970-11-03 | Ariosto Seragnoli | Automatically controlled wrapping machine,particularly for the cigarette field |
| DE1903728A1 (en) * | 1969-01-25 | 1970-08-13 | Niepmann & Co Maschf Fr | Feeding device for cigarettes on cigarette packing machines |
| IT992093B (en) * | 1973-07-31 | 1975-09-10 | Gd Spa | KINEMATISM OF MACHINE CONDITIONING TRICE OF CIGARETTES IN FAST PACKAGES |
| IT1005299B (en) * | 1974-04-08 | 1976-08-20 | Gd Spa | CONTROL AND ASSERMENT EQUIPMENT IN PLANTS FOR PROCESSING PACKAGES OF CIGARETTES AND SIMILAR ITEMS OF A SUBSTANTIALLY PRISMATIC SHAPE |
| GB1516521A (en) * | 1974-06-11 | 1978-07-05 | Focke Pfuhl Verpack Automat | Wrapping rod-like articles |
| US4044526A (en) * | 1976-10-26 | 1977-08-30 | Imasco Limited | Method and apparatus for packaging tubular articles |
| DE2650684A1 (en) * | 1976-11-05 | 1978-05-11 | Focke Pfuhl Verpack Automat | PACKAGING MACHINE, IN PARTICULAR FOR CIGARETTE PACKAGES |
| CH621981A5 (en) * | 1977-12-29 | 1981-03-13 | Sig Schweiz Industrieges | |
| US4269016A (en) * | 1978-12-01 | 1981-05-26 | Zupack-Gesellschaft Mbh | Plural line bag forming and filling apparatus |
| DE3332950A1 (en) * | 1983-09-13 | 1985-03-28 | Focke & Co, 2810 Verden | METHOD AND DEVICE FOR ENHANCING CIGARETTE PACKS IN FILM CUTS |
-
1986
- 1986-11-22 DE DE19863639994 patent/DE3639994A1/en not_active Withdrawn
-
1987
- 1987-11-10 EP EP87116540A patent/EP0268917B1/en not_active Expired - Lifetime
- 1987-11-10 DE DE8787116540T patent/DE3783874D1/en not_active Expired - Fee Related
- 1987-11-12 CA CA000551710A patent/CA1302372C/en not_active Expired - Lifetime
- 1987-11-19 JP JP62290778A patent/JPH0662144B2/en not_active Expired - Lifetime
- 1987-11-20 US US07/123,479 patent/US4819407A/en not_active Expired - Fee Related
- 1987-11-20 BR BR8706279A patent/BR8706279A/en not_active IP Right Cessation
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3931309C1 (en) * | 1989-09-20 | 1990-12-06 | Maschinenfabrik Alfred Schmermund Gmbh & Co, 5820 Gevelsberg, De | |
| EP1475306A1 (en) * | 2003-05-09 | 2004-11-10 | TOPACK Verpackungstechnik GmbH | Machine for manufacturing packets of cigarettes |
| WO2008041082A3 (en) * | 2006-10-03 | 2008-08-21 | Sympak Corazza S P A | Apparatus for packaging a product |
| RU2452671C2 (en) * | 2006-10-03 | 2012-06-10 | Симпак Корацца С.п.А. | Assembly for packaging product |
| WO2014056589A1 (en) * | 2012-10-11 | 2014-04-17 | Theegarten-Pactec Gmbh & Co. Kg | High-performance packaging method for packaging, in particular small-sized, products, and high-performance packaging device, in particular for performing the method |
| NL2011140C2 (en) * | 2013-07-11 | 2015-01-13 | Novuqare B V | Sealer device for the sealing of foils and a support frame of such sealer device. |
| WO2015007371A1 (en) * | 2013-07-17 | 2015-01-22 | Focke & Co. (Gmbh & Co. Kg) | Method and device for producing packets for cigarettes |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0268917A3 (en) | 1989-03-22 |
| DE3639994A1 (en) | 1988-05-26 |
| JPS63138911A (en) | 1988-06-10 |
| US4819407A (en) | 1989-04-11 |
| JPH0662144B2 (en) | 1994-08-17 |
| EP0268917B1 (en) | 1993-01-27 |
| CA1302372C (en) | 1992-06-02 |
| BR8706279A (en) | 1988-06-28 |
| DE3783874D1 (en) | 1993-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0268917B1 (en) | Packaging machine, especially for cigarette packets | |
| EP0258597B1 (en) | Device for feeding blanks to a packing machine | |
| DE3347368C2 (en) | Machine for packing cigarettes in hard packs with a hinged lid | |
| DE602006000784T2 (en) | Mehrzweckkartoniermaschine | |
| EP1829783B1 (en) | Device and method for producing double packages | |
| EP0645307B1 (en) | Packaging machine for the production of cigarette packs | |
| EP0275886B1 (en) | Packaging machine with a drying revolver | |
| DE2407311C3 (en) | Device for packaging wrapped cigarette blocks | |
| EP0149822B1 (en) | Packaging machine for packages with bonded tabs | |
| DE102008015190A1 (en) | Group formation method and unit for forming a group of packages | |
| EP2093146B1 (en) | Device for the manufacture of flip pack cigarette packets | |
| EP0315821A2 (en) | Device for feeding blanks to a folding revolver of a packaging machine | |
| EP0313938B1 (en) | Device for stabilizing and drying cuboid-shaped packages | |
| DE3536791A1 (en) | Apparatus for the production of hinge-lid packs | |
| DE60127485T2 (en) | Method and device for producing hinged lid packaging for cigarettes | |
| EP0418687B1 (en) | Bottom-folding packaging machine | |
| DE2711781A1 (en) | DEVICE FOR ASSEMBLING GROUPS CONSTRUCTED FROM A NUMBER OF LINKED, SQUARE-SHAPED OBJECTS | |
| EP2490948B1 (en) | Device for storing (cigarette) packets | |
| DE2718912C2 (en) | ||
| DE2315338A1 (en) | CONVEYOR DEVICE IN A PACKAGING MACHINE FOR PACKAGING ROD-SHAPED ARTICLES OF THE TOBACCO-PROCESSING INDUSTRY | |
| EP0340526B1 (en) | Packaging machine for hinged-lid boxes | |
| EP0433762B1 (en) | Cigarette packaging machine | |
| EP2030896B1 (en) | Method and device for manufacturing hinged lid cigarette packages | |
| EP0433761B1 (en) | Machine for packaging cigarettes in hinged-lid packets | |
| EP3676185B1 (en) | Apparatus and method for producing packs for cigarettes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19890707 |
|
| 17Q | First examination report despatched |
Effective date: 19901031 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19930208 |
|
| REF | Corresponds to: |
Ref document number: 3783874 Country of ref document: DE Date of ref document: 19930311 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19971112 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990730 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19991110 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20001110 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20001115 Year of fee payment: 14 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20001110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051110 |