EP0272811A1 - Herstellung von kleinen flexiblen Behältern - Google Patents
Herstellung von kleinen flexiblen Behältern Download PDFInfo
- Publication number
- EP0272811A1 EP0272811A1 EP87310439A EP87310439A EP0272811A1 EP 0272811 A1 EP0272811 A1 EP 0272811A1 EP 87310439 A EP87310439 A EP 87310439A EP 87310439 A EP87310439 A EP 87310439A EP 0272811 A1 EP0272811 A1 EP 0272811A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- compartments
- filled
- heat
- product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000011049 filling Methods 0.000 claims description 18
- 238000000034 method Methods 0.000 claims description 15
- 238000007789 sealing Methods 0.000 claims description 14
- 238000009826 distribution Methods 0.000 claims description 9
- 239000012530 fluid Substances 0.000 claims description 9
- 238000000926 separation method Methods 0.000 claims description 4
- 238000003825 pressing Methods 0.000 claims 1
- 238000003466 welding Methods 0.000 claims 1
- 239000000047 product Substances 0.000 description 11
- 210000004907 gland Anatomy 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 4
- 235000013305 food Nutrition 0.000 description 3
- 230000007423 decrease Effects 0.000 description 2
- 230000001954 sterilising effect Effects 0.000 description 2
- 238000004659 sterilization and disinfection Methods 0.000 description 2
- 238000012371 Aseptic Filling Methods 0.000 description 1
- 238000009455 aseptic packaging Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000012611 container material Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000011067 equilibration Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/04—Methods of, or means for, filling the material into the containers or receptacles
Definitions
- This invention relates to a method of forming small flexible containers.
- Sachets of flexible film forming material are known.
- production times are increased because the time taken to bring the container into alignment with the filling head and then to remove it, is significant and the volume of product, filled from any filling head is correspondingly reduced when smaller containers are filled.
- U.S. Patent 4,517,787 is a recent example and U.K. 2054511 is an example of forming and filling a plurality of small compartments which are subsequently separated to form individual packages
- the present invention provides a method of forming filled flexible containers comprising: filling a large flexible container having heat sealable walls with a fluid product, applying to the container a template means to divide the container into separate communicating compartments by bringing opposed walls of the container into contact, distributing the content of the fluid product between said compartments by varying the pressure applied to the container to obtain a desired distribution, and heat sealing the opposed walls of the container together to form sealed filled compartments which are capable of separation into individual filled containers.
- a further aspect of this invention is to provide a preformed flexible container with preformed intercommunicating compartments.
- the compartments may be formed by heat sealing portions of the walls of the larger container in a pattern which creates a series of intercommunicating compartments. For example in a rectangular envelope type container with an inlet at one end heat seals extending across the width of the container from the edge seams create a series of rectangular compartments. If a portion on line from the inlet is left unsealed a fill channel is formed. If this fill channel is down the centre of the envelope then it is possible to form two series of compartments.
- the final step of sealing the individual compartments can be performed at any desired time. To do this it is necessary to ensure a correct distribution of fluid content between the compartments. It is not necessary for these to be of the same size or for them to be filled to the same extent.
- the volume of product in each compartment is related to the pressure in each compartment and by varying the applied pressure it is possible to obtain any desired volume distribution between the compartments.
- Fluid flow between the compartments is hindered by any creasing or kinking of the flexible package.
- tensioning the package in the direction of the intercommunicating passages flow between compartments is facilitated.
- the container envelope is preferably tensioned. This can be done by stretching or by supporting the envelope along the lines separating the compartments which are lateral to the intercommunicating passages.
- the weight of product then tensions the flexible container material to provide a crease free passage between compartments. This then facilitates the final heat sealing step whereby the passages are closed and separate sealed compartments are formed.
- FIG 1 a simple 4 compartment package is illustrated. This comprises an envelope 5 having a filling gland 6, an edge seal 7 and lateral heat seal seams 8.
- the passage 9 allows product entering through gland 6 to enter all compartments formed by the seams 8.
- the envelope 5 and the gland 6 are as described in Australian patent 552,032.
- FIG 2 is a variation of the package shown in figure 1.
- the envelope 11 has the filling gland 12 and edge seams 13 as previously described.
- the lateral seams 14 form two series of compartments on either side of a central passage 15.
- Two of the compartments are shown as having preformed seams 17 which are shaped to assist in product equilibration as described below. These seams are also shaped to enable easier dispensing of contents through the outlet 18 which in the separated container can be slit to allow pouring.
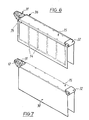
- FIG 3 the package of figure 1 is schematically illustrated in the apparatus which achieves final product distribution between the compartments.
- the container 5 is supported by a corrugated base 21 along each lateral seam 8 by individual ribs 22. This opens up the channel 9 in the package 5 and allows free product flow. It also ensures that the walls of the envelope will have flat contact to facilitate good heat sealing.
- the plate 24 applies pressure to the envelope 5. If desired individual pressure plates can be provided for each compartment and pressure measured to achieve a volume distribution calibrated on the measured pressure. Once the desired distribution is achieved the heat sealing rods 25 are lowered to heat seal the walls of the envelope together to extend seams 8 so that they extends from one edge seam 7 to the other and so form 4 separate compartments.
- compartments There is no limit on the number of compartments which may be formed. After heat sealing the compartments are separated by cutting along the centre of each seam 8 or 14. Alternatively the partition seals 8 or 14 may be partially or fully present or perforated to accommodate the decrease in horizontal length of the middle section when the multi pouch container 5 is filled. Where seals 8 and 14 are perforated these will split once the container is in the volume equalizing device of figure 3. A further heat seal is usually effected to enable the gland 6 to be discarded.
- edge seals 7 of figure 1 and 13 of figure 2 are gussetted when the individual containers are sealed and separated this gussetted edge will form a base enabling the containers to stand upright.
- the size of the compartment forming machine need only be half the length of the container envelope as the corrugated base increases tension on the envelope to allow easy flow along passage 9 and in so doing decreases the effective length of the envelope.
- the filled bag 11 is draped over a central rail or saddle 30 and the filling gland 12 is secured by clamp 31 and the end of the bag 11 is secured at seam 13 by clamp 32 as shown in figure 4.
- the compartments may each then be separated by severing along the centre of the seams 14 and the newly formed topseals bordering passage 15.
- the filling gland may be located at any convenient position either centrally of the container or at its periphery.
- An alternative to a rectangular container is a circular container with a central gland and radial seams to form compartments.
- the present invention provides a unique means of forming small filled flexible packages whilst maintaining high production rates at the filling machine, eliminating the need to have expensive form, fill and seal machinery and also utilize aseptic filling techniques.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Packages (AREA)
- Bag Frames (AREA)
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AUPH920086 | 1986-11-27 | ||
| AU9200/86 | 1986-11-27 | ||
| AUPI0636/87 | 1987-03-03 | ||
| AUPI063687 | 1987-03-03 | ||
| AU81834/87A AU592683B2 (en) | 1986-11-27 | 1987-11-26 | Forming small flexible containers |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0272811A1 true EP0272811A1 (de) | 1988-06-29 |
Family
ID=27156449
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87310439A Withdrawn EP0272811A1 (de) | 1986-11-27 | 1987-11-26 | Herstellung von kleinen flexiblen Behältern |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0272811A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113581513A (zh) * | 2021-07-21 | 2021-11-02 | 周学凤 | 一种眼线液及其制备工艺 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1055171A (fr) * | 1952-04-25 | 1954-02-16 | Procédé de confection, de remplissage et de fermeture de récipients en matière plastique souple | |
| FR61695E (fr) * | 1951-05-18 | 1955-05-17 | Applic Ind De Brevets Soc Et | Nouveaux procédé et emballage pour le conditionnement de produits liquides et pâteux |
| US2885846A (en) * | 1954-11-01 | 1959-05-12 | Bartelt Engineering Co | Machine for forming, filling and closing bags |
| US3492783A (en) * | 1964-10-30 | 1970-02-03 | Arnold Dohmeier | Apparatus for forming and filling bags |
-
1987
- 1987-11-26 EP EP87310439A patent/EP0272811A1/de not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR61695E (fr) * | 1951-05-18 | 1955-05-17 | Applic Ind De Brevets Soc Et | Nouveaux procédé et emballage pour le conditionnement de produits liquides et pâteux |
| FR1055171A (fr) * | 1952-04-25 | 1954-02-16 | Procédé de confection, de remplissage et de fermeture de récipients en matière plastique souple | |
| US2885846A (en) * | 1954-11-01 | 1959-05-12 | Bartelt Engineering Co | Machine for forming, filling and closing bags |
| US3492783A (en) * | 1964-10-30 | 1970-02-03 | Arnold Dohmeier | Apparatus for forming and filling bags |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113581513A (zh) * | 2021-07-21 | 2021-11-02 | 周学凤 | 一种眼线液及其制备工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3492783A (en) | Apparatus for forming and filling bags | |
| US3813845A (en) | Filling and sealing system | |
| US4856261A (en) | Forming small flexible containers | |
| US4361235A (en) | Containers made of thin pliable synthetic material, and process of manufacturing it | |
| CN101610950B (zh) | 制造填充介质包装物的方法和设备 | |
| US3469769A (en) | Interconnected bags having closure flaps and bottom gussets | |
| US3941306A (en) | System of interconnected, sealed and unsealed bags | |
| AU708030B2 (en) | Vertical bag forming, filling and sealing machine | |
| US3423902A (en) | Production and filling of plastic containers | |
| US5201163A (en) | Method of making a molded plastic package | |
| US12116161B2 (en) | Vertical bag-making/filling/packaging machine, manufacturing method of film packaging bag with content, and film packaging bag with content | |
| US4380485A (en) | Method of making breathable receptacles | |
| CN101044057B (zh) | 改进的包装 | |
| SE531982C2 (sv) | Stabiliserad förpackning för ett flytbart material och förfarande för framställning därav | |
| US20140233868A1 (en) | Multi-compartment bag and method of making same | |
| EP0272811A1 (de) | Herstellung von kleinen flexiblen Behältern | |
| IL125699A (en) | Container having stabilized base and its manufacture | |
| EP0487787A1 (de) | Verfahren zur Herstellung von Behältern aus biegsamem Material mit mehrlagigen Wänden und praktisch aseptischer Innenoberfläche sowie ein daraus erhaltenes durchlaufendes Band von Behältern | |
| WO2022176645A1 (ja) | 縦型製袋充填包装機、内容物入りフィルム包装袋の製造方法、内容物入りフィルム包装袋 | |
| AU592683B2 (en) | Forming small flexible containers | |
| US3246803A (en) | Perforated bag for use as a dispensing unit | |
| US4764030A (en) | Part bottom seal of chain of gusseted bags and machine therefor | |
| JPS63152505A (ja) | 充てん用仕切袋およびその形成方法 | |
| US4046065A (en) | Rectangular and flat bottom bag and method of manufacture | |
| MX2008009851A (es) | Bolsa basada en poliolefina de facil rasgado, no laminada, y metodo de fabricacion. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19881208 |
|
| 17Q | First examination report despatched |
Effective date: 19901206 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19910215 |