EP0287563B1 - Procede de perforage et blanchet pour machine d'impression rotative equipee d'un dispositif ou d'un accessoire de perforage, par exemple pour machine offset - Google Patents
Procede de perforage et blanchet pour machine d'impression rotative equipee d'un dispositif ou d'un accessoire de perforage, par exemple pour machine offset Download PDFInfo
- Publication number
- EP0287563B1 EP0287563B1 EP19870900174 EP87900174A EP0287563B1 EP 0287563 B1 EP0287563 B1 EP 0287563B1 EP 19870900174 EP19870900174 EP 19870900174 EP 87900174 A EP87900174 A EP 87900174A EP 0287563 B1 EP0287563 B1 EP 0287563B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- blanket
- groove
- printing
- cylinder
- small bar
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 25
- 238000005520 cutting process Methods 0.000 claims abstract description 20
- 239000000463 material Substances 0.000 claims abstract description 7
- 239000000853 adhesive Substances 0.000 claims description 8
- 241000446313 Lamella Species 0.000 claims description 5
- 229910001369 Brass Inorganic materials 0.000 claims description 2
- 239000004972 Polyurethane varnish Substances 0.000 claims description 2
- 239000010951 brass Substances 0.000 claims description 2
- 239000011248 coating agent Substances 0.000 claims 1
- 238000000576 coating method Methods 0.000 claims 1
- 239000011888 foil Substances 0.000 claims 1
- 238000004080 punching Methods 0.000 description 8
- 230000001070 adhesive effect Effects 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 239000007779 soft material Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41G—APPARATUS FOR BRONZE PRINTING, LINE PRINTING, OR FOR BORDERING OR EDGING SHEETS OR LIKE ARTICLES; AUXILIARY FOR PERFORATING IN CONJUNCTION WITH PRINTING
- B41G7/00—Auxiliary perforating apparatus associated with printing devices
Definitions
- the present invention relates to a blanket for a rotary printing machine, such as a sheetfed or continuous offset machine, equipped with a punching device.
- the most annoying drawback of this method of pre-cutting the sheets of paper lies in the fact that the teeth or cutting elements of the perforating nets penetrating into the soft material of the blanket, create blisters, at the level of the perforations, on the face of said sheets opposite to the penetrating face. After punching, the sheets of paper tend to bend slightly at the level of the punch line. In the case of the printing of sheets having a detachable useful surface and a narrow strip allowing their assembly, for example in the form of notebooks or bundles, the narrow strip of the sheets tends to lift slightly relative to the detachable useful surface of said leaves, instead of staying flat.
- the printed and perforated sheets are very poorly received and very poorly "jogged” or centered on the receiving plate, due to the lack of rigidity of said sheets which are slightly folded and of their blisters which hang on to each other, so that the stack of sheets stacked on said receiving tray is irregular and has one side higher than the other.
- the stacking height of the sheets is thereby reduced correspondingly, which leads to frequent changes of the receiving carriage and, consequently, to frequent machine stops.
- poorly stacked sheets can be easily damaged and made unusable, which results in significant loss of time when these sheets are numbered.
- the printed and perforated sheets are generally assembled in an automatic collator which must receive stacks of sheets perfectly “jogged” or centered and flat above, so that it is necessary to resume, by hand, “jogging "or centering improperly stacked sheets, which is another waste of time.
- the object of the invention is in particular to remedy the aforementioned drawbacks of the perforation process according to which the teeth or cutting elements of the perforating nets are carried by the printing cylinder and applied against the blanket.
- this object is achieved thanks to a blanket provided with at least one groove opening on its active external face or printing surface and in the bottom of which is housed a strip or strip made of a hard material. , this bar having an upper face against which the perforating or cutting elements of the perforating threads fixed on the printing cylinder of the machine are intended to come into pressure, during the printing process.
- the sharpness of the perforation means that, during the subsequent use of the bundles and, above all, the notebooks, it is very easy to detach several sheets at a time with a very nice appearance of the edge resulting from the pre-cutting of said sheets.
- rotary printing machines such as offset machines of all kinds mainly comprising ( Figure 1) a plate cylinder 1 with which are associated inking rollers 2 and dampening rollers 3, a blanket cylinder 4 and a printing cylinder 5 also called a pressure cylinder or margin cylinder, a feeding station 6 receiving the stacks of blank sheets 7 to be printed, and a receiving tray 8 on which are stacked the printed sheets, numbered and perforated 9, after their passage in the printing and punching assembly.
- a jogging device (not shown) ensures the correct stacking of the printed sheets, on the receiving tray.
- the blanket cylinder 4 is intended for the removable mounting of the flexible blanket 10 made of rubber or elastomer with a very fine grain and perfectly regular and on which the pattern deposited on the plate deposited on the plate cylinder 1 is deposited, during the printing process, this pattern then transfers to the sheets of paper.
- the blanket 10 is provided with at least one groove 11 opening on its printing face and in the bottom of which is housed a bar 12 made of a hard and non-compressible material.
- the position of the groove or grooves 11 provided with a non-compressible bar 12 is a function of the location of the perforations to be made on the printed sheets of paper.
- the groove 11 or each groove 11 is formed at a location intended to come into contact with the cutting elements of a perforating thread bonded to the printing cylinder, during the printing process, as is best seen from the which follows.
- a blanket 10 provided with a groove 11 with a reinforced bottom which is arranged parallel to the axis of the cylinders 1, 4, 5 when said blanket is installed on the blanket cylinder, while there is shown in Figure 3, a blanket 10 provided with two parallel grooves 11 with reinforced bottom which are arranged in the circumferential direction when said blanket is mounted on the blanket cylinder.
- the blanket can also be provided, at the same time, with one or more grooves with reinforced bottom oriented parallel to the axis of the cylinders, and with one or more grooves with reinforced bottom arranged in the circumferential direction, as shown in Figure 3.
- the groove or grooves with a reinforced bottom 11-12 can be formed in any part of the outer surface of the blanket, and in any orientation or pattern, as required. It suffices, prior to the execution of the groove (s), to wear the usual and necessary marks on the blanket and to dig the said groove (s) at the locations of these marks.
- the longitudinal walls 11a of the groove or of each groove 11 have a divergent orientation in the direction of the printing surface 10a of the blanket 10, as shown in particular in FIG. 6.
- the groove or each groove 11 can be executed during the manufacture of the blanket or later, as required, before use thereof.
- a layer 13 of a sealant such as a polyurethane varnish is applied to the bottom and the sides of the groove after it has been hollowed out. desired size and height, in order to ensure a permanent seal at this groove and thus to avoid detergents used for frequent cleaning of the blanket, being able to penetrate into the multi-layers of the latter.
- the non-compressible bar 12 constituting the reinforced bottom of the groove or of each groove 11, can be put in place during the manufacture of the blanket, or subsequently, as required, before use thereof.
- the bar 12 can be glued, in the bottom of the groove 11, in a removable manner, by means of an adhesive strip 14 provided with two opposite self-adhesive faces and having a width and a length identical to those of said bar.
- the double-sided adhesive strip 14 is fixed, by means of one of its self-adhesive faces, to the bottom of the groove, while the bar is glued to said adhesive strip by means of the second auto face. - sticky of the latter.
- the bar 12 forming the bottom of the groove 11 is formed by a strip of material that is not compressible or has a very low degree of malleability, but the hardness of which is however less than that of the teeth or cutting elements of the perforating nets intended to be glued to the printing cylinder 5 of the machine.
- the bar 12 can advantageously consist of a small blade or tinsel of brass.
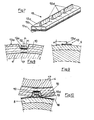
- the upper face 12a of the non-compressible bar 12 housed in the groove 11 is set back relative to the active external surface or printing surface 10a of the blanket, so that a vacuum of height h is formed between said upper face 12a and the plane in which is located said printing surface 10a, so that the offset plate, installed on the plate cylinder 1, can unroll on said surface without encountering any relief.
- a perforating net 15 is removably fixed, for example by gluing, on the printing cylinder 5, at the desired location or locations, so that, during the rotation of the blanket cylinder 4 and of said printing cylinder, the teeth or cutting elements of said perforating net come to bear on the bar 12 reinforcing the bottom of the groove or grooves 11.
- an exemplary embodiment of a perforating net 15 may be used advantageously for the implementation of the method of the invention.
- This perforating net comprises a base 15a consisting of a steel strip, the lower face of which is provided with a self-adhesive strip or layer 15b, the lower face of the latter being covered, before use, by a detachable protective film 15c. On its upper face, the base 15a is provided with teeth or cutting elements 15d aligned in the longitudinal direction of said base.
- the distance h between the upper face 12a of the non-compressible bar 12 and the plane in which the active external face or printing surface 10a of the blanket 10 is included is barely less than or substantially equal to the height H of the perforating net 15 , so that sufficient pressure can be obtained from the end of the teeth or from the cutting edge of the cutting members 15d of said perforating thread on the upper face of said strip, making it possible to cut along the length of the teeth or a net perforation and perfect from the sheet of paper 16, without creating blisters or stain removal.
- FIG. 10 illustrates the implementation of the punching method of the invention.
- the sheet of paper 16 is pressed by the printing cylinder 5 provided with the perforating net 15, against the blanket 10 provided with a groove 11 equipped with a bar or non-compressible strip 12.
- the locations where said perforating net and said groove are placed come into tangential contact, the ends of the teeth or the cutting edges of the cutting elements of said perforating net are pressed against the upper face of the bar or lamella 12, which leads to sectioning. according to the length of the teeth or the clean and perfect perforation of the sheet of paper.
Landscapes
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Printing Plates And Materials Therefor (AREA)
Abstract
Description
- Procédé de perforage et blanchet pour machine d'impression rotative équipée d'un dispositif ou d'un accessoire de perforage, par exemple pour machine offset.
- La présente invention concerne un blanchet pour machine d'impression rotative, telle que machine offset à feuilles ou en continu, équipée d'un dispositif de perforage.
- Elle vise également le procédé de perforage utilisant ce blanchet.
- Il est connu (FR-A-2 479 094) d'utiliser, pour exécuter des perforations de pré-découpage sur des feuilles de papier en cours d'impression, des filets ou des bandes de perforage collés, de manière amovible, sur le cylindre d'impression des machines à imprimer rotatives telles que les machines offset, les dents ou lames coupantes de ces filets ou bandes de perforage étant fortement pressées contre le blanchet équipant le cylindre porte-blanchet desdites machines, lors du processus d'impression, de façon à perforer la feuille de papier passant entre ledit cylindre d'impression et ledit cylindre porte-blanchet.
- Ce système de perforage, facile à mettre en oeuvre en fonction des besoins, présente cependant de sérieux inconvénients.
- L'un de ces inconvénients découle du fait que le blanchet en caoutchouc se trouve prématurément mis hors d'usage, en raison de la pénétration des dents des filets perforants dans la matière tendre de celui-ci, les fentes ou trous résultant de cette pénétration constituant des amorces de déchirure qui peuvent nuire à la tension régulière dudit blanchet sur le cylindre porte-blanchet.
- Toutefois, l'inconvénient le plus ennuyeux de ce mode de pré-découpage des feuilles de papier réside dans le fait que les dents ou éléments coupants des filets perforants pénétrant dans la matière tendre du blanchet, créent des boursouflures, au niveau des perforations, sur la face desdites feuilles opposée à la face de pénétration. Après perforage, les feuilles de papier ont tendance à se plier légèrement, au niveau de la ligne de perforations. Dans le cas de l'impression de feuilles comportant une surface utile détachable et une bande étroite permettant leur assemblage, par exemple sous forme de carnets ou de liasses, la bande étroite des feuilles a tendance à se soulever légèrement par rapport à la surface utile détachable desdites feuilles, au lieu de rester bien à plat. Ce défaut s'accentue en cours d'impression, car les dents ou lames des filets perforants agissent à la manière de poinçons et découpent des particules de papier qu'elles enfoncent dans les fentes ou trous du blanchet. L'accumulation de ces particules agrandit progressivement les marques formées dans le blanchet et dans les feuilles de papier, de sorte que le perforage est de moins en moins efficace, les boursouflures de plus en plus importantes et les feuilles de plus en plus pliées.
- Cet état de choses pose de gros problèmes à l'imprimeur.
- En effet, à la sortie de l'ensemble d'impression, les feuilles imprimées et perforées sont très mal réceptionnées et très mal "taquées" ou centrées sur le plateau de réception, en raison du manque de rigidité desdites feuilles qui sont légèrement pliées et de leurs boursouflures qui s'accrochent les unes aux autres, de sorte que la pile de feuilles empilées sur ledit plateau de réception est irrégulière et présente un côté plus haut que l'autre. La hauteur d'empilage des feuilles s'en trouve réduite d'autant, ce qui conduit à de fréquents changements du chariot de réception et, par conséquent, à de fréquents arrêts de la machine. D'autre part, les feuilles mal empilées peuvent être facilement abîmées et rendues inutilisables, ce qui entraîne d'importantes pertes de temps lorsque ces feuilles sont numérotées.
- En outre, les feuilles imprimées et perforées sont généralement assemblées dans une assembleuse automatique qui doit recevoir des piles de feuilles parfaitement "taquées" ou centrées et plates au-dessus, de sorte qu'il faut nécessairement reprendre, à la main, le "taquage" ou centrage des feuilles mal empilées, ce qui constitue un autre facteur de perte de temps.
- L'invention a notamment pour but de remédier aux inconvénients susmentionnés du procédé de perforage suivant lequel les dents ou éléments coupants des filets perforants sont portés par le cylindre d'impression et appliqués contre le blanchet.
- Selon l'invention, ce but est atteint grâce à un blanchet pourvu d'au moins une gorge s'ouvrant sur sa face externe active ou surface d'impression et dans le fond de laquelle est logée une barrette ou lamelle réalisée dans un matériau dur, cette barrette comportant une face supérieure contre laquelle sont destinés à venir en pression les éléments perforants ou coupants des filets perforants fixés sur le cylindre d'impression de la machine, lors du processus d'impression.
- Le blanchet et le procédé de perforation faisant application de celui-ci procurent de nombreux avantages. Ils permettent notamment:
- un perforage impeccable desfeuilles, sans boursouflures au niveau des perforations;
- de conserver la planéité initiale des feuilles, à leur sortie de l'ensemble d'impression et de pré-découpage;
- un empilage régulier et parfait des feuilles imprimées et perforées, sur le plateau de réception, de sorte qu'il est possible de réceptionner un nombre maximum de feuilles sur la hauteur d'empilage disponible.
- Grâce à ces résultats avantageux, on obtient un gain de temps important pour le façonnage et l'assemblage des carnets, liasses ou autres, les feuilles imprimées et perforées arrivant parfaitement empilées et "taquées" à l'assembleuse automatique.
- D'autre part, il est possible d'effectuer, en un seul passage et aux vitesses de travail des machines offset, l'impression d'une ou plusieurs couleurs, le perforage et le numérotage des feuilles imprimées, et, éventuellement, l'impression d'une couleur d'accompagnement.
- La netteté du perforage fait que, lors de l'utilisation ultérieure des liasses et, surtout, des carnets, on peut très facilement détacher plusieurs feuilles à la fois avec un très bel aspect du bord résultant du pré-découpage desdites feuilles.
- Les buts, caractéristiques et avantages ci-dessus, et d'autres encore, ressortiront mieux de la description qui suit et des dessins annexés dans lesquels:
- La figure 1 représente, schématiquement, une machine à imprimer rotative, du type offset, à laquelle sont avantageusement applicables le blanchet et le procédé de perforage selon l'invention.
- La figure 2 est une vue en plan d'un premier exemple d'exécution du blanchet réalisé suivant l'invention.
- La figure 3 est une vue en plan d'un deuxième exemple d'exécution du blanchet selon l'invention.
- La figure 4 est une vue en perspective d'un cylindre porte-blanchet muni d'un blanchet exécuté suivant l'invention.
- La figure 5 est une vue en perspective éclatée illustrant le mode de fixation de la barrette ou lame non compressible dans le fond de la gorge du blanchet.
- La figure 6 est une vue de détail éclatée, en coupe et à plus grande échelle, montrant également le mode de réalisation de la gorge à fond renforcé du blanchet.
- La figure 7 est une vue en perspective et à plus grande échelle d'une portion de filet perforant destiné à être fixé, de manière amovible, sur le cylindre d'impression de la machine.
- La figure 8 est une vue de détail, en coupe et à plus grande échelle, d'un blanchet monté sur un cylindre porte-blanchet.
- La figure 9 est une vue de détail, en coupe et à plus grande échelle, d'un filet perforant installé sur un cylindre d'impression, appelé aussi cylindre de pression ou de marge.
- La figure 10 est une vue partielle, en coupe et à plus grande échelle illustrant le perforage d'une feuille de papier par la mise en oeuvre du blanchet et du procédé de perforage selon l'invention.
- On se reporte auxdits dessins pour décrire un exemple avantageux, quoique non limitatif, d'exécution du blanchet et de mise en oeuvre du procédé de perforage qui font l'objet de l'invention.
- Celle-ci est, de manière plus particulièrement intéressante, applicable aux machines d'impression rotatives, telles que les machines offset de toutes sortes comprenant principalement (figure 1 ) un cylindre porte-plaque 1 auquel sont associés des rouleaux d'encrage 2 et des rouleaux de mouillage 3, un cylindre porte-blanchet 4 et un cylindre d'impression 5 appelé aussi cylindre de pression ou cylindre de marge, un poste d'alimentation 6 recevant les piles de feuilles vierges 7 à imprimer, et un plateau de réception 8 sur lequel viennent s'empiler les feuilles imprimées, numérotées et perforées 9, après leur passage dans l'ensemble d'impression et de perforage. Un dispositif de taquage (non représenté) assure le bon empilage des feuilles imprimées, sur le plateau de réception.
- Le cylindre porte-blanchet 4 est destiné au montage amovible du blanchet flexible 10 exécuté en caoutchouc ou en élastomère au grain très fin et parfaitement régulier et sur lequel se dépose le motif qui se trouve sur la plaque installée sur le cylindre porte-plaque 1, lors du processus d'impression, ce motif se transférant ensuite sur les feuilles de papier.
- Selon l'invention, le blanchet 10 est pourvu d'au moins une gorge 11 s'ouvrant sur sa face d'impression et dans le fond de laquelle est logée une barrette 12 réalisée dans un matériau dur et non compressible.
- La position de la gorge ou des gorges 11 munie(s) d'une barrette non compressible 12 est fonction de l'emplacement des perforations devant être exécutées sur les feuilles de papier imprimées.
- Autrement dit, la gorge 11 ou chaque gorge 11 est ménagée à un emplacement destiné à entrer en contact avec les éléments coupants d'un filet perforant collé sur le cylindre d'impression, lors du processus d'impression, comme cela ressort mieux de l'exposé qui suit.
- On a illustré, à la figure 2, à titre d'exemple, un blanchet 10 pourvu d'une gorge 11 à fond renforcé qui se trouve disposée parallèlement à l'axe des cylindres 1, 4, 5 lorsque ledit blanchet est installé sur le cylindre porte-blanchet, tandis que l'on a représenté, à la figure 3, un blanchet 10 muni de deux gorges parallèles 11 à fond renforcé qui se trouvent disposées dans le sens circonférentiel lorsque ledit blanchet est monté sur le cylindre porte-blanchet.
- On conçoit aussi que le blanchet peut également être doté, à la fois, d'une ou plusieurs gorges à fond renforcé orientées parallèlement à l'axe des cylindres, et d'une ou plusieurs gorges à fond renforcé disposées dans le sens circonférentiel, comme le montre la figure 3.
- Plus généralement, on souligne que la ou les gorges à fond renforcé 11-12 peuvent être ménagées dans n'importe quelle partie de la surface extérieure du blanchet, et suivant n'importe quelle orientation ou motif, en fonction des besoins. Il suffit, préalablement à l'exécution de la ou des gorges, de porter les repères habituels et nécessaires sur le blanchet et de creuser la ou lesdites gorges aux emplacements de ces repères.
- Les parois longitudinales 11a de la gorge ou de chaque gorge 11 ont une orientation divergente en direction de la surface d'impression 10a du blanchet 10, comme le montre notamment la figure 6.
- La gorge ou chaque gorge 11 peut être exécutée lors de la fabrication du blanchet ou postérieurement, en fonction des besoins, avant utilisation de celui-ci. Dans ce dernier cas, une couche 13 d'un produit d'étanchéité tel qu'un vernis polyuréthane est appliquée sur le fond et les côtés de la gorge après que celle-ci ait été creusée à la dimension et à la hauteur désirées, afin d'assurer une étanchéité permanente au niveau de cette gorge et d'éviter ainsi que les produits détergents utilisés pour les fréquents nettoyages du blanchet, ne puissent pénétrer dans les multi-couches de ce dernier.
- De même, la barrette non compressible 12 constituant le fond renforcé de la gorge ou de chaque gorge 11, peut être mise en place lors de la fabrication du blanchet, ou ultérieurement, en fonction des besoins, avant utilisation de celui-ci. Dans ce dernier cas, la barrette 12 peut être collée, dans le fond de la gorge 11, de manière amovible, au moyen d'une bande adhésive 14 dotée de deux faces auto-collantes opposées et ayant une largeur et une longueur identiques à celles de ladite barrette. La bande adhésive double face 14 est fixée, par l'intermédiaire de l'une de ses faces auto-collantes, dans le fond de la gorge, tandis que la barrette est collée sur ladite bande adhésive par l'intermédiaire de la seconde face auto-collante de cette dernière.
- La barrette 12 formant le fond de la gorge 11 est constituée par une bande de matériau non compressible ou à très faible degré de malléabilité, mais dont la dureté est toutefois inférieure à celle des dents ou éléments coupants des filets perforants destinés à être collés sur le cylindre d'impression 5 de la machine. La barrette 12 peut être avantageusement constituée par une petite lame ou clinquant de laiton.
- La face supérieure 12a de la barrette non compressible 12 logée dans la gorge 11 est disposée en retrait par rapport à la surface extérieure active ou surface d'impression 10a du blanchet, de sorte qu'un vide de hauteur h est ménagé entre ladite face supérieure 12a et le plan dans lequel se trouve ladite surface d'impression 10a, afin que la plaque offset, installée sur le cylindre porte-plaque 1, puisse se dérouler sur ladite surface sans rencontrer aucun relief.
- Pour la mise en oeuvre du procédé de perforage selon l'invention, un filet perforant 15 est fixé, de manière amovible, par exemple par collage, sur le cylindre d'impression 5, à l'emplacement ou aux emplacements souhaitables, afin que, lors de la rotation du cylindre porte-blanchet 4 et dudit cylindre d'impression, les dents ou éléments coupants dudit filet perforant viennent s'appuyer sur la barrette 12 renforçant le fond de la ou des gorges 11.
- On a illustré, à la figure 7, à plus grande échelle, un exemple d'exécution d'un filet perforant 15 susceptible d'être utilisé avantageusement pour la mise en oeuvre du procédé de l'invention.
- Ce filet perforant, connu en soi, comprend une base 15a constituée d'une lamelle d'acier dont la face inférieure est munie d'une bande ou couche auto-adhésive 15b, la face inférieure de cette dernière étant recouverte, avant emploi, par une pellicule de protection 15c détachable. Sur sa face supérieure, la base 15a est pourvue de dents ou éléments coupants 15d alignés suivant la direction longitudinale de ladite base.
- La distance h comprise entre la face supérieure 12a de la barrette non compressible 12 et le plan dans lequel est comprise la face extérieure active ou surface d'impression 10a du blanchet 10 est à peine inférieure ou sensiblement égale à la hauteur H du filet perforant 15, afin que l'on puisse obtenir une pression suffisante de l'extrémité des dents ou du bord coupant des organes coupants 15d dudit filet perforant sur la face supérieure de ladite barrette, permettant de réaliser un sectionnement suivant la longueur des dents ou un perforage net et parfait de la feuille de papier 16, sans création de boursouflures ni détachage de particules.
- Toutefois, il est possible de surélever très légèrement le niveau de la face supérieure 12a de la barrette 12, par rapport à son emplacement normal, en plaçant une cale de faible épaisseur entre le blanchet 10 et le cylindre porte-blanchet 4, au-dessous de l'endroit où se trouve ménagée la gorge 11. Cette cale peut être constituée par une bande auto-adhésive 17 collée, de manière amovible, sur la face inférieure du blanchet 10 (figure 8), ou sur le cylindre porte-blanchet 5, au-dessous de la gorge 11.
- La figure 10 illustre la mise en oeuvre du procédé de perforage de l'invention.
- Lors du cycle ou processus d'impression, la feuille de papier 16 est pressée par le cylindre d'impression 5 muni du filet perforant 15, contre le blanchet 10 pourvu d'une gorge 11 équipée d'une barrette ou lamelle 12 non compressible. Lorsque les emplacements où se trouvent disposés ledit filet perforant et ladite gorge entrent en contact tangentiel, les extrémités des dents ou les bords tranchants des éléments coupants dudit filet perforant sont pressés contre la face supérieure de la barrette ou lamelle 12, ce qui entraine le sectionnement suivant la longueur des dents ou le perforage net et parfait de la feuille de papier.
Claims (10)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT87900174T ATE57136T1 (de) | 1985-12-24 | 1986-12-23 | Verfahren zum perforieren und drucktuch fuer rotationsdruckmaschine mit perforiereinrichtung, zum beispiel offsetpresse. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8519367A FR2591943B1 (fr) | 1985-12-24 | 1985-12-24 | Procede de perforage et blanchet pour machine d'impression rotative equipee d'un dispositif ou d'un accessoire de perforage, par exemple pour machine offset |
| FR8519367 | 1985-12-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0287563A1 EP0287563A1 (fr) | 1988-10-26 |
| EP0287563B1 true EP0287563B1 (fr) | 1990-10-03 |
Family
ID=9326277
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19870900174 Expired - Lifetime EP0287563B1 (fr) | 1985-12-24 | 1986-12-23 | Procede de perforage et blanchet pour machine d'impression rotative equipee d'un dispositif ou d'un accessoire de perforage, par exemple pour machine offset |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0287563B1 (fr) |
| AU (1) | AU6839087A (fr) |
| DE (1) | DE3674807D1 (fr) |
| FR (1) | FR2591943B1 (fr) |
| WO (1) | WO1987003844A1 (fr) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2710291B1 (fr) * | 1993-09-24 | 1995-11-17 | Walter Fruttiger | Procédé et dispositif pour la protection du blanchet d'une machine offset lors de l'utilisation de filets perforants, de filets coupeurs ou analogues. |
| GB0201471D0 (en) * | 2002-01-23 | 2002-03-13 | Post Press Products Ltd | Device for document preparation |
| DE102007047172A1 (de) * | 2007-10-02 | 2009-04-09 | Manroland Ag | Gummisleeve |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2234141B1 (fr) * | 1972-07-12 | 1973-11-29 | Heidelberger Druckmaschinen Ag, 6900 Heidelberg |
-
1985
- 1985-12-24 FR FR8519367A patent/FR2591943B1/fr not_active Expired
-
1986
- 1986-12-23 AU AU68390/87A patent/AU6839087A/en not_active Abandoned
- 1986-12-23 EP EP19870900174 patent/EP0287563B1/fr not_active Expired - Lifetime
- 1986-12-23 WO PCT/FR1986/000445 patent/WO1987003844A1/fr not_active Ceased
- 1986-12-23 DE DE8787900174T patent/DE3674807D1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| AU6839087A (en) | 1987-07-15 |
| FR2591943A1 (fr) | 1987-06-26 |
| EP0287563A1 (fr) | 1988-10-26 |
| DE3674807D1 (de) | 1990-11-08 |
| WO1987003844A1 (fr) | 1987-07-02 |
| FR2591943B1 (fr) | 1988-03-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FR2539665A1 (fr) | Dispositif rotatif de decoupage a l'emporte-piece pour produire des fenetres dans des enveloppes et des cartonnages | |
| EP0686503B1 (fr) | Dispositif d'accrochage de clichés flexibles sur un cylindre d'impression | |
| FR2472454A1 (fr) | Dispositif destine a ejecter des chutes de feuille en carton d'une coupeuse rotative | |
| FR2673398A1 (fr) | Imprime d'affaires comportant un papillon ou etiquette et son procede de fabrication. | |
| FR2551695A1 (fr) | Dispositif d'entaillage pour couper des couches selectionnees de flans de carton a epaisseurs multiples | |
| FR2550987A1 (fr) | Procede et dispositif pour decouper des etiquettes de formes variees | |
| EP0312422B1 (fr) | Dispositif rotatif de découpe | |
| EP1803673B1 (fr) | Plieuse | |
| FR2552699A1 (fr) | Appareil de decoupe par matricage | |
| FR2946565A3 (fr) | Reliure d'elements plats empiles | |
| EP0287563B1 (fr) | Procede de perforage et blanchet pour machine d'impression rotative equipee d'un dispositif ou d'un accessoire de perforage, par exemple pour machine offset | |
| FR2500408A1 (fr) | Bande d'etiquettes composite, procede de fabrication de cette bande, et procede de pose des etiquettes | |
| EP0820843B1 (fr) | Outil de perforation pour machine de coupe rotative | |
| CH632192A5 (fr) | Dispositif pour le transfert a sec de signes en encre. | |
| EP0106930B1 (fr) | Plaque de conditionnement de petits objets par pelliplacage | |
| FR2734516A1 (fr) | Procede d'evacuation de feuille d'une imprimante | |
| FR2759618A1 (fr) | Dispositif et procede de decollage d'etiquettes de leur support | |
| FR2559426A1 (fr) | Plaque flexographique | |
| EP0037304A1 (fr) | Filet perforant ou analogue utilisable notamment sur les machines d'impression telles que machines Offset, ainsi que son procédé de mise en oeuvre sur lesdites machines | |
| EP3506243B1 (fr) | Procédé de production d'une étiquette adhésive multipage et étiquette adhésive multipage | |
| FR2460776A1 (fr) | Procede pour realiser de facon selective des micro-perforations sur un produit plat, machine pour la mise en oeuvre du procede et produit obtenu par la mise en oeuvre du procede | |
| FI103331B (fi) | Leikkuri | |
| WO1995008444A2 (fr) | Dispositif de perforation ou de coupe pour une machine d'impression offset | |
| FR2767280A1 (fr) | Matrice et appareil rotatif de decoupage a l'emporte-piece, equipe de ladite matrice | |
| FR2633549A1 (fr) | Outil pour la decoupe de feuilles de papier ou de carton |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19880620 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19891130 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19901003 Ref country code: NL Effective date: 19901003 Ref country code: AT Effective date: 19901003 |
|
| REF | Corresponds to: |
Ref document number: 57136 Country of ref document: AT Date of ref document: 19901015 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3674807 Country of ref document: DE Date of ref document: 19901108 |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19911223 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19911227 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19911230 Year of fee payment: 6 Ref country code: DE Payment date: 19911230 Year of fee payment: 6 |
|
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19920113 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19920204 Year of fee payment: 6 |
|
| EPTA | Lu: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19921223 Ref country code: GB Effective date: 19921223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19921231 Ref country code: CH Effective date: 19921231 Ref country code: BE Effective date: 19921231 |
|
| BERE | Be: lapsed |
Owner name: ORSI JEAN-CLAUDE Effective date: 19921231 Owner name: ORSI GILBERT Effective date: 19921231 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19921223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19930831 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19930901 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051223 |