EP0294262A1 - Dispositif d'extrusion de céramique alvéolaire - Google Patents
Dispositif d'extrusion de céramique alvéolaire Download PDFInfo
- Publication number
- EP0294262A1 EP0294262A1 EP88401194A EP88401194A EP0294262A1 EP 0294262 A1 EP0294262 A1 EP 0294262A1 EP 88401194 A EP88401194 A EP 88401194A EP 88401194 A EP88401194 A EP 88401194A EP 0294262 A1 EP0294262 A1 EP 0294262A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bars
- face
- block
- bar
- notch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
- B28B3/20—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein the material is extruded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
- B28B3/20—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein the material is extruded
- B28B3/26—Extrusion dies
- B28B3/269—For multi-channeled structures, e.g. honeycomb structures
Definitions
- the present invention relates to a device for extruding ceramic materials to form cellular structures.
- This device is more particularly intended for the formation of such structures having very thin walls, of the order of one to a few tenths of a millimeter, with a relatively large mesh (cells of at least 1 mm side).
- the object of the invention is to propose a tool for the extrusion of a ceramic honeycomb structure which does not have this drawback.
- this tool has the advantage of being modular and of being easy to clean.
- the extrusion device according to the invention intended for the formation of a cellular honeycomb structure, formed of a block in one face of which are formed entry openings for the ceramic paste, communicating through the block with a network of crossed slots open in the opposite face of this block for the formation of the honeycomb structure, is characterized in that the block is formed by assembling bars of rectangular section, joined by their vertical faces, the inlet openings being formed by notches made in at least one of said vertical faces from each upper face of the bars, while the network slots are formed, for some by a recess made in the lower part of at least one of the vertical faces of each bar, and for the others by grooves starting from the lower face of each bar from one vertical face to the other, with the exception of the end bars.
- each notch has between two sides perpendicular to the vertical faces, an oblique bottom inclined with respect to these faces, the notch having a variable depth between a maximum value on the upper face and a zero value at a point above the underside.
- the notches on each intermediate bar, are arranged facing one another, the notches of the adjacent bars corresponding to each other.
- a recess is produced at the lower part of each bar, providing a flat face recessed with respect to said vertical face and, moreover, a bleeding is carried out along the vertical plane of symmetry of each notch, in the lower face of each intermediate bar, of a height such that it overlaps the bottom of the notch.
- the bars have, at each of their ends, bores for the passage of positioning and holding pins.
- the slots made between the bars are closed at their ends by a plate or belt bearing on the end bars and which provides with the intermediate bars at the end and over a length slightly reduced compared to that of the end bars, a blade-shaped gap delimiting a peripheral outlet slot of the honeycomb structure.
- the device according to the invention consists of a set of bars, each having a generally parallelepiped shape, this set comprising bars 10, similar to each other, stacked next to each other, between two end bars 11 and 12.
- the assembly of these bars forms a plate P having in plan a rectangular or square shape, the cohesion of this assembly being ensured by means of two pins not shown passing through bores 13 formed at each of the ends of said bars for the positioning of these ci and comprising means of approximation and tightening of these bars.
- Each bar 10, and each of the end bars 11 and 12 has a rectangular cross section, and has an upper face 15, a lower face 16 and two vertical faces 17 and 18.
- each notch 20 On each vertical face 17, 18 of the central bars 10 and on the internal vertical faces of the end bars 11 and 12, a series of notches 20 are formed, produced for example by milling, each notch 20 having between two sides 21, perpendicular to the faces 17, 18, an oblique bottom 22, inclined with respect to these faces, the notch 20 having a variable depth between a maximum value on the upper face 15 and a zero value at a distance d from the lower face 16, at a point above this face.
- the notches 20, which are regularly distributed, are arranged facing one face 17, 18 to the other, the bottoms of two opposite notches 20 leaving a narrow band of material 23 between them. upper face 15.
- the notches 20 of the adjacent bars correspond.
- a recess 25 On one of the vertical faces of the bar, on the face 17 in this example, is produced at the lower part of each bar 10, a recess 25, providing a flat face 26, set back from the face 17 of a depth e , and parallel to this face. This recess is located at a distance D (see FIG. 6) from the lower face 16 of the bar, D being greater than d.
- each notch is formed in the lower face 16 of each bar, with the exception of the bars and end notches, a groove 28, of a width l equal to e and of a height substantially equal to D (fig. 4, 5 and 6), so as to overlap the bottom of this notch.
- a block is obtained in one of the faces (produced by juxtaposition of the faces 15) from which openings 30 formed each by combining two notches 20 of two bars adjacent (fig. 3), while in the other face (juxtaposition of the faces 16) opens a network of slots 31, perpendicular to each other, formed by the grooves 28 and the recesses 25, the slot in the latter case being formed by the faces 26 and the adjacent faces 18 (fig. 6).
- the end bars 11 and 12 have relative to the current bars 10 on the side of the lower face 16 and at each end an excess of length corresponding to the thickness of a slot 31 at the periphery of the honeycomb structure.
- a belt element (not shown) to the assembled bars, the end of the slots formed by the recesses 25 is closed by a peripheral slot 31a which may possibly be thicker than the network slots 31.
- the slots 31b formed in contact with the end bars 11 and 12 may have a greater thickness corresponding to the peripheral envelope of the honeycomb structure.
- the openings 30 and these slots 31 communicate with each other.
- ceramic paste pushed back through the openings 30, by any suitable means is extruded by the grid network of the slots 31, to form the desired cellular structure.
- the tooling according to the present invention is very particularly suitable for the extrusion of elements intended to be subjected to high temperatures and pressures, for example filter elements for liquid metals, in which case these elements are formed of refractory materials.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
Abstract
Le dispositif d'extrusion est destiné à la formation de structure alvéolaire en céramique, et rst formé d'un bloc dans une face duquel sont ménagées des ouvertures d'entrée de la pâte céramique, communiquant à travers le bloc avec un réseau de fentes croisées ouvertes dans la face opposée à ce bloc. Le bloc est formé par assemblage de barrettes 10 de section rectangulaire, accolées par leurs faces verticales 17, 18, les ouvertures d'entrée 30 étant ménagées par des encoches 20 pratiquées dans au moins une desdites faces verticales 17, 18 à partir de chaque face supérieure 15 des barrettes.
Application à la réalisation des blocs d'extrusion économiques à fentes de sortie de matériau céramique de faible épaisseur.
Description
- La présente invention se rapporte à un dispositif d'extrusion de matériaux céramiques pour former des structures alvéolaires.
- Ce dispositif est plus particulièrement destiné à la formation de telles structures présentant des parois très minces, de l'ordre de un à quelques dixièmes de millimètres, avec une maille relativement importante (alvéoles d'au moins 1 mm de côté).
- Pour réaliser ce genre d'extrusion, on a habituellement recours à des outillages monolithiques, qui sont d'une fabrication très délicate puisque, généralement, on doit réaliser un premier réseau de trous percés, par exemple, dans une face d'un bloc d'acier, débouchant dans un second réseau de fentes croisées, réalisées dans la face opposée de ce bloc et constituant la filière de la structure alvéolaire, lorsque la pâte de céramique traverse l'outillage, repoussée à travers le premier réseau de trous pour s'échapper par le réseau de fentes croisées.
- La réalisation de cet outillage est longue et coûteuse et nécessite une grande précision. Il est même impossible à réaliser dans le cas de matrices de grande taille.
- L'invention a pour objet de proposer un outillage pour l'extrusion de structure alvéolaire en céramique ne présentant pas cet inconvénient. De plus, cet outillage présente l'avantage d'être modulable et d'être facile à nettoyer.
- Le dispositif d'extrusion selon l'invention, destiné à la formation de structure alvéolaire en céramique, formé d'un bloc dans une face duquel sont ménagées des ouvertures d'entrée de la pâte céramique, communiquant à travers le bloc avec un réseau de fentes croisées ouvertes dans la face opposée de ce bloc pour la formation de la structure alvéolaire, est caractérisé en ce que le bloc est formé par assemblage de barrettes de section rectangulaire, accolées par leurs faces verticales, les ouvertures d'entrée étant ménagées par des encoches pratiquées dans au moins une desdites faces verticales à partir de chaque face supérieure des barrettes, tandis que les fentes du réseau sont formées, pour les unes par un décrochement pratiqué dans la partie inférieure d'au moins une des faces verticales de chaque barrette, et pour les autres par des saignées partant de la face inférieure de chaque barrette d'une face verticale à l'autre, à l'exception des barrettes d'extrémité.
- Selon un mode de réalisation de l'invention, chaque encoche présente entre deux côtés perpendiculaires aux faces verticales, un fond oblique incliné par rapport à ces faces, l'encoche ayant une profondeur variable entre une valeur maximale sur la face supérieure et une valeur nulle en un point situé au-dessus de la face inférieure.
- Selon un autre mode de réalisation de l'invention, sur chaque barrette intermédiaire, les encoches, régulièrement réparties, sont disposées en vis-à-vis d'une face à l'autre, les encoches des barrettes adjacentes se correspondant.
- Selon une forme de réalisation de l'invention, sur l'une au moins des faces verticales, un décrochement est réalisé à la partie inférieure de chaque barrette, ménageant une face plane en retrait par rapport à ladite face verticale et, en outre, une saignée est pratiquée suivant le plan vertical de symétrie de chaque encoche, dans la face inférieure de chaque barrette intermédiaire, d'une hauteur telle qu'elle chevauche le fond de l'encoche.
- Selon une autre forme de réalisation de l'invention les barrettes présentent, à chacune de leurs extrémités, des alésages pour le passage de broches de positionnement et de maintien.
- Selon une autre forme de réalisation encore de l'invention les fentes ménagées entre les barrettes sont obturées à leur extrémité par une plaque ou ceinture en appui sur les barrettes d'extrémité et qui ménage avec les barrettes intermédiaires en bout et sur une longueur légèrement réduite par rapport à celle des barrettes d'extrémité, un intervalle en forme de lame délimitant une fente de sortie périphérique de la structure alvéolaire.
- Les caractéristiques et avantages de la présente invention ressortiront d'ailleurs mieux de la description suivante, donnée uniquement à titre d'exemple, en référence au dessin annexé dans lequel:
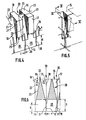
- - la figure 1 est une vue partielle, en perspective, avec arrachements, d'une forme de réalisation du dispositif d'extrusion selon l'invention;
- - les fig. 2 et 3 sont deux vues partielles, respectivement de dessous et de dessus, du dispositif de la figure 1, montrant les orifices de sortie et d'entrée destinés au passage de la pâte céramique;
- - la figure 4 est une vue partielle, en perspective, d'une barrette élémentaire du dispositif des figures précédentes;
- - la figure 5 est une vue analogue à celle de la figure 4, montrant le rapprochement de deux barrettes semblables;
- - la figure 6 est une vue en coupe selon le plan VI-VI de la figure 5.
- Dans la forme de réalisation choisie et représentée, le dispositif selon l'invention est constitué d'un ensemble de barrettes, chacune ayant une forme générale parallélépipédique, cet ensemble comprenant des barrettes 10, semblables entre elles, empilées les unes à côté des autres, entre deux barrettes d'extrémité 11 et 12.
- L'assemblage de ces barrettes forme une plaque P ayant en plan une forme rectangulaire ou carrée, la cohésion de cet assemblage étant assurée au moyen de deux broches non représentées traversant des alésages 13 ménagés à chacune des extrémités desdites barrettes pour le positionnement de celles-ci et comportant des moyens de rapprochement et de serrage de ces barrettes.
- Chaque barrette 10, et chacune des barrettes d'extrémité 11 et 12, présente une section transversale rectangulaire, et comporte une face supérieure 15, une face inférieure 16 et deux faces verticales 17 et 18.
- Sur chaque face verticale 17, 18 des barrettes centrales 10 et sur les faces verticales internes des barrettes d'extrémité 11 et 12, est ménagée une série d'encoches 20, réalisées par exemple par fraisage, chaque encoche 20 présentant entre deux côtés 21, perpendiculaires aux faces 17, 18, un fond oblique 22, incliné par rapport à ces faces, l'encoche 20 ayant une profondeur variable entre une valeur maximale sur la face supérieure 15 et une valeur nulle à une distance d de la face inférieure 16, en un point situé au-dessus de cette face.
- Sur chaque barrette 10, les encoches 20, régulièrement réparties sont disposées en vis-à-vis d'une face 17, 18 à l'autre, les fonds de deux encoches opposées 20 laissant subsister entre eux une bande étroite de matière 23 sur la face supérieure 15. Les encoches 20 des barrettes adjacentes se correspondent.
- Sur l'une des faces verticales de la barrette, sur la face 17 dans cet exemple, est réalisé à la partie inférieure de chaque barrette 10, un décrochement 25, ménageant une face plane 26, en retrait par rapport à la face 17 d'une profondeur e, et parallèle à cette face. Ce décrochement est situé à une distance D (voir la figure 6) de la face inférieure 16 de la barrette, D étant supérieur à d.
- En outre, suivant le plan vertical de symétrie de chaque encoche, est ménagée dans la face inférieure 16 de chaque barrette, à l'exception des barrettes et des encoches d'extrémité, une saignée 28, d'une largeur l égale à e et d'une hauteur sensiblement égale à D (fig. 4, 5 et 6), de manière à chevaucher le fond de cette encoche.
- Ainsi, lors de l'assemblage des barrettes 10 entre les barrettes d'extrémité 11 et 12, pour former une plaque P, on obtient un bloc dans l'une des faces (réalisée par juxtaposition des faces 15) duquel débouchent des ouvertures 30 formées chacun par la réunion de deux encoches 20 de deux barrettes adjacentes (fig. 3), tandis que dans l'autre face (juxtaposition des faces 16) s'ouvre un réseau de fentes 31, perpendiculaires entre elles, ménagé par les saignées 28 et les décrochements 25, la fente dans ce dernier cas étant formée par les faces 26 et les faces 18 adjacentes (fig. 6).
- Les barrettes d'extrémité 11 et 12 présentent par rapport aux barrettes courantes 10 du côté de la face inférieure 16 et à chaque extrémité un excès de longueur correspondant à l'épaisseur d'une fente 31 à la périphérie de la structure alvéolaire. En appliquant un élément de ceinture (non représenté) sur les barrettes assemblées, on ferme l'extrémité des fentes formées par les décrochements 25 par une fente périphérique 31a qui peut être éventuellement plus épaisse que les fentes de réseau 31. De même, les fentes 31b ménagées au contact des barrettes d'extrémité 11 et 12 peuvent présenter une plus grande épaisseur correspondant à l'enveloppe périphérique de la structure alvéolaire.
- Les ouvertures 30 et ces fentes 31 communiquent entre elles. Ainsi, de la pâte céramique repoussée à travers les ouvertures 30, par tout moyen approprié, se trouve extrudée par le réseau quadrillé des fentes 31, pour former la structure alvéolaire recherchée.
- L'outillage selon la présente invention est tout particulièrement convenable pour l'extrusion d'éléments destinés à être soumis à de fortes températures et pressions, par exemple d'éléments de filtres pour métaux liquides, auquel cas ces éléments sont formés de matériaux réfractaires.
- Bien entendu, la présente invention n'est pas limitée aux modes de réalisation décrits et représentés et elle est susceptible de nombreuses variantes accessibles à l'homme de l'art, sans que l'on ne s'écarte de l'esprit de l'invention. Ainsi, en cas d'obturation d'une ou plusieurs des fentes 31, il est aisé de procéder à leur débouchage après démontage du bloc P sans risquer d'endommager les fentes, et ceci même lorsque le matériau inclus dans ces fentes est très résistant après séchage.
Claims (6)
1.- Dispositif d'extrusion selon l'invention, destiné à la formation de structure alvéolaire en céramique, formé d'un bloc (P) dans une face duquel sont ménagées des ouvertures (30) d'entrée de la pâte céramique, communiquant à travers le bloc (P) avec un réseau de fentes croisées (31) ouvertes dans la face opposée de ce bloc pour la formation de la structure alvéolaire, caractérisé en ce que le bloc est formé par assemblage de barrettes (10) de section rectangulaire, accolées par leurs faces verticales (17, 18), les ouvertures d'entrée (30) étant ménagées par des encoches (20) pratiquées dans au moins une desdites faces verticales (17, 18) à partir de chaque face supérieure (15) des barrettes, tandis que les fentes (31) du réseau sont formées, pour les unes par un décrochement (25, 26) pratiqué dans la partie inférieure d'au moins une des faces verticales de chaque barrette, et pour les autres par des saignées (28) partant de la face inférieure (16) de chaque barrette d'une face verticale à l'autre, à l'exception des barrettes d'extrémité (11 et 12).
2.- Dispositif selon la revendication 1, caractérisé en ce que chaque encoche (20) présente entre deux côtés (21) perpendiculaires aux faces verticales (17, 18), un fond oblique (22) incliné par rapport à ces faces, l'encoche (20) ayant une profondeur variable entre une valeur maximale sur la face supérieure (15) et une valeur nulle en un point situé au-dessus de la face inférieure (16).
3.- Dispositif selon la revendication 1 ou 2, caractérisé en ce que sur chaque barrette intermédiaire (10), les encoches (20), régulièrement réparties, sont disposées en vis-à-vis d'une face (17, 18) à l'autre, les encoches (20) des barrettes adjacentes se correspondant.
4.- Dispositif selon l'une des revendications 2 et 3, caractérisé en ce que sur l'une au moins des faces verticales (17, 18), un décrochement (25) est réalisé à la partie inférieure de chaque barrette (10), ménageant une face plane (26) en retrait par rapport à ladite face verticale et, qu'en outre, une saignée (28) est pratiquée suivant le plan vertical de symétrie de chaque encoche (20), dans la face inférieure de chaque barrette intermédiaire (10), d'une hauteur (D) telle qu'elle chevauche le fond de l'encoche.
5.- Dispositif selon l'une des revendications 1 à 4, caractérisé en ce que les barrettes (10, 11, 12) présentent, à chacune de leurs extrémités, des alésages (13) pour le passage de broches de positionnement et de maintien.
6.- Dispositif selon l'une des revendications 1 à 5 caractérisé en ce que les fentes (31) ménagées entre les barrettes sont obturées à leur extrémité par une plaque ou ceinture en appui sur les barrettes d'extrémité (11, 12) et qui ménage avec les barrettes intermédiaires (10) en bout et sur une longueur légèrement réduite par rapport à celle des barrettes d'extrémité, un intervalle en forme de lame délimitant une fente de sortie périphérique (31a) de la structure alvéolaire.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8707039 | 1987-05-20 | ||
| FR8707039A FR2615438B1 (fr) | 1987-05-20 | 1987-05-20 | Dispositif d'extrusion de ceramique alveolaire |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0294262A1 true EP0294262A1 (fr) | 1988-12-07 |
Family
ID=9351252
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88401194A Withdrawn EP0294262A1 (fr) | 1987-05-20 | 1988-05-18 | Dispositif d'extrusion de céramique alvéolaire |
Country Status (13)
| Country | Link |
|---|---|
| EP (1) | EP0294262A1 (fr) |
| JP (1) | JPS6453809A (fr) |
| KR (1) | KR880013668A (fr) |
| CN (1) | CN88102964A (fr) |
| AU (1) | AU1588188A (fr) |
| BR (1) | BR8802415A (fr) |
| DK (1) | DK274188A (fr) |
| FI (1) | FI882374A7 (fr) |
| FR (1) | FR2615438B1 (fr) |
| IL (1) | IL86428A0 (fr) |
| NO (1) | NO882164L (fr) |
| PT (1) | PT87532A (fr) |
| ZA (1) | ZA883311B (fr) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4956045B2 (ja) * | 2006-04-28 | 2012-06-20 | ケイミュー株式会社 | 押出成形金型 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3837783A (en) * | 1972-10-10 | 1974-09-24 | Corning Glass Works | Extrusion die |
| US3923444A (en) * | 1974-05-03 | 1975-12-02 | Ford Motor Co | Extrusion die |
| US4343604A (en) * | 1979-10-15 | 1982-08-10 | Ceraver | Die for extruding ceramic material to form a body of cellular structure, and a method of obtaining said die |
| US4468365A (en) * | 1982-08-19 | 1984-08-28 | Corning Glass Works | Extrusion dies for thin wall substrates |
-
1987
- 1987-05-20 FR FR8707039A patent/FR2615438B1/fr not_active Expired - Fee Related
-
1988
- 1988-05-10 AU AU15881/88A patent/AU1588188A/en not_active Abandoned
- 1988-05-10 ZA ZA883311A patent/ZA883311B/xx unknown
- 1988-05-18 BR BR8802415A patent/BR8802415A/pt unknown
- 1988-05-18 EP EP88401194A patent/EP0294262A1/fr not_active Withdrawn
- 1988-05-18 NO NO882164A patent/NO882164L/no unknown
- 1988-05-18 IL IL86428A patent/IL86428A0/xx unknown
- 1988-05-19 JP JP63120800A patent/JPS6453809A/ja active Pending
- 1988-05-19 PT PT87532A patent/PT87532A/pt not_active Application Discontinuation
- 1988-05-19 DK DK274188A patent/DK274188A/da not_active Application Discontinuation
- 1988-05-19 FI FI882374A patent/FI882374A7/fi not_active Application Discontinuation
- 1988-05-19 CN CN198888102964A patent/CN88102964A/zh active Pending
- 1988-05-20 KR KR1019880006043A patent/KR880013668A/ko not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3837783A (en) * | 1972-10-10 | 1974-09-24 | Corning Glass Works | Extrusion die |
| US3923444A (en) * | 1974-05-03 | 1975-12-02 | Ford Motor Co | Extrusion die |
| US4343604A (en) * | 1979-10-15 | 1982-08-10 | Ceraver | Die for extruding ceramic material to form a body of cellular structure, and a method of obtaining said die |
| US4468365A (en) * | 1982-08-19 | 1984-08-28 | Corning Glass Works | Extrusion dies for thin wall substrates |
Also Published As
| Publication number | Publication date |
|---|---|
| JPS6453809A (en) | 1989-03-01 |
| AU1588188A (en) | 1988-11-24 |
| KR880013668A (ko) | 1988-12-21 |
| FR2615438B1 (fr) | 1991-08-23 |
| ZA883311B (en) | 1988-11-14 |
| CN88102964A (zh) | 1988-12-28 |
| NO882164L (no) | 1988-11-21 |
| FI882374L (fi) | 1988-11-21 |
| FI882374A0 (fi) | 1988-05-19 |
| NO882164D0 (no) | 1988-05-18 |
| IL86428A0 (en) | 1988-11-15 |
| FR2615438A1 (fr) | 1988-11-25 |
| BR8802415A (pt) | 1988-12-13 |
| DK274188A (da) | 1988-11-21 |
| FI882374A7 (fi) | 1988-11-21 |
| PT87532A (pt) | 1989-05-31 |
| DK274188D0 (da) | 1988-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1201420B1 (fr) | Panneau sandwich réducteur de bruit, notamment pour turboréacteur d'aéronef | |
| EP0045257B1 (fr) | Echangeur de chaleur à plaques à structure rigide | |
| WO1998033716A1 (fr) | Palette de manutention | |
| FR2817994A1 (fr) | Panneau acoustique sandwich | |
| FR2727542A1 (fr) | Carte incorporant au moins un element electronique | |
| CA1260668A (fr) | Plancher pour la pratique de la danse | |
| WO2016023849A1 (fr) | Panier pour le transport et/ou l'entreposage de matieres radioactives | |
| EP0294262A1 (fr) | Dispositif d'extrusion de céramique alvéolaire | |
| CA2639587C (fr) | Bloc d'insertion pour la formation d'un champ de crochets sur un objet moule par injection et objet moule comportant un champ de crochet de ce genre | |
| FR2676994A1 (fr) | Plate-forme legere de chargement pour le transport de marchandises. | |
| FR2698436A1 (fr) | Echangeur massique et thermique à plaques poreuses. | |
| FR2826310A1 (fr) | Outillage pour le thermoformage d'une bande en matiere(s) synthetique(s) | |
| EP0245176B1 (fr) | Commutateur rotatif multipolaire, en particulier commutateur à cames sous forme de galettes empilées, et procédé d'exécution de ce dernier | |
| WO1983003318A1 (fr) | Necessaire pour la realisation de circuits electriques | |
| EP0707109A1 (fr) | Perfectionnements aux tamis d'épuration, notamment pour la pâte à papier | |
| EP1086315A1 (fr) | Oscillateur fluidique, piece destinee a etre incorporee dans un oscillateur fluidique et procede de fabrication d'un tel oscillateur fluidique | |
| FR2974588A1 (fr) | Bloc de coffrage isolant | |
| FR2604246A1 (fr) | Echangeur de chaleur modulaire. | |
| EP2380817B1 (fr) | Palette de manutention en matière plastique | |
| FR2467369A1 (fr) | Echangeur de chaleur a plaques et barrettes a montants integres | |
| FR2519579A1 (fr) | Procede de fabrication des plaques d'un echangeur de chaleur, par assemblage d'elements bout a bout, en matiere plastique | |
| EP0294261A1 (fr) | Dispositif d'extrusion de structures alvéolaires en matériau céramique | |
| EP0295976A1 (fr) | Outillage d'extrusion de céramiques alvéolaires | |
| FR2582981A1 (fr) | Filieres pour fabriquer des pieces extrudees comportant une pluralite de canaux et procedes de fabrication de ces filieres | |
| EP0088855A1 (fr) | Nécessaire pour la réalisation de circuits électriques |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19890608 |