EP0344365A2 - Polsterteil für Sitz-, Liegemöbel od.dgl. - Google Patents
Polsterteil für Sitz-, Liegemöbel od.dgl. Download PDFInfo
- Publication number
- EP0344365A2 EP0344365A2 EP88121092A EP88121092A EP0344365A2 EP 0344365 A2 EP0344365 A2 EP 0344365A2 EP 88121092 A EP88121092 A EP 88121092A EP 88121092 A EP88121092 A EP 88121092A EP 0344365 A2 EP0344365 A2 EP 0344365A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- fibers
- fabric
- upholstery
- relief
- nonwoven fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47C—CHAIRS; SOFAS; BEDS
- A47C27/00—Spring, stuffed or fluid mattresses or cushions specially adapted for chairs, beds or sofas
- A47C27/12—Spring, stuffed or fluid mattresses or cushions specially adapted for chairs, beds or sofas with fibrous inlays, e.g. made of wool, of cotton
- A47C27/122—Spring, stuffed or fluid mattresses or cushions specially adapted for chairs, beds or sofas with fibrous inlays, e.g. made of wool, of cotton with special fibres, such as acrylic thread, coconut, horsehair
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B68—SADDLERY; UPHOLSTERY
- B68G—METHODS, EQUIPMENT, OR MACHINES FOR USE IN UPHOLSTERING; UPHOLSTERY NOT OTHERWISE PROVIDED FOR
- B68G7/00—Making upholstery
- B68G7/02—Making upholstery from waddings, fleeces, mats, or the like
- B68G7/04—Making upholstery from waddings, fleeces, mats, or the like by conveyor-line methods
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5412—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres sheath-core
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5418—Mixed fibres, e.g. at least two chemically different fibres or fibre blends
Definitions
- the invention relates to an upholstered part of the type specified in the preamble of claim 1.
- Such an upholstered part can be produced by itself and later, in use, can be used as a support for a piece of seating or reclining furniture. Such a pad is then either connectable to the furniture or removable from it.
- the cover fabric envelops the upholstery on both sides.
- such a cushion part can also be firmly connected to the seating or reclining furniture intended for this purpose.
- the cover fabric then only spans the front side of this unit and is connected to the furniture at the edge.
- the well-known upholstery part usually has a multi-layer filling. Over a core layer made of foam, which is responsible for the elasticity of the upholstered molded part, an upper and lower layer made of a non-woven fabric is placed, which together with the core layer produce the filling of the upholstered part and over which a layer of the cover material is then arranged on the top and bottom .
- the two layers of upholstery fabric are joined together by sewing along the outline of the filling. In order to prevent the covering material from slipping on its filling, the two layers of covering material are sewn at points through the filling and the sewing points are reinforced with buttons.
- a similar procedure is used for upholstered parts that are integrated with the seating or reclining furniture, except that the view side manages with a layer of cover fabric that is connected to the furniture around the edges by gluing, stitching or nailing.
- the manufacture, storage and processing of the various layers The filling and the covering with the cover fabric are cumbersome and require difficult logistics.
- the upholstery physiology of the known product is unsatisfactory because when the upholstered part is used as intended, the pores in the foam close due to the body weight and lead to poor ventilation.
- the layers of the filling diverge too easily when in use and do not give the body sufficient lateral support.
- the resilience of the molded part only results in a corresponding elastic change in the volume of the filling, while the covering material above it is not affected and therefore wrinkles.
- the invention has for its object to develop a simple and inexpensive to produce molded part of the type mentioned in the preamble of claim 1, which remains dimensionally stable even after prolonged use, provides good support for the body, is easy to clean and can be plumped by a wrinkle-free Distinguished course of the upholstery fabric.
- This is achieved according to the invention by the special structure stated in the characterizing part of claim 1, which is based on the following:
- the invention uses a uniform filling made of a special voluminous nonwoven fabric which consists of thermofusible binding fibers.
- binding fibers are known as so-called core sheath fibers, the sheath material of which on the one hand leads to a reciprocal connection of the fibers in the filling under the action of heat and therefore provides a shape-elastic product called "nonwoven fabric".
- this special nonwoven fabric is pressed together with the cover fabric to create a relief that creates the desired, ergonomic seating or lying surface.
- the binding fibers also create a firm bond between the cover fabric and this special filling and freeze the relief after the various points of contact have solidified.
- a modular upholstery molded part which forms a firm connection both between the fibers in the nonwoven fabric deformed according to the relief profile and with the cover fabric placed thereover.
- the upholstered molded part is therefore stiffened to fit the body, but has an ideal resilience in terms of shape in the voluminous areas of its relief.
- the cover material For the production of the upholstered molded part according to the invention, therefore, only two materials are required, namely, in addition to the cover material, a voluminous nonwoven fabric of uniform construction integrated with it.
- the dimensional stability results from a large number of bonding points within the nonwoven fabric and between the nonwoven fabric and the cover fabric. Both materials are fixed to each other vertically and horizontally according to the relief profile.
- the customization required in the known upholstery part is eliminated. It this results in easy cleaning of the soiled upholstery molding according to the invention because the water content of such a product is low.
- the fibers in the nonwoven are connected to each other only at the points of contact and preferably consist of rigid fibers, according to claim 4, which are bent like a whip according to the respective relief contour and therefore justify the already mentioned ideal elasticity of form, which also provides lateral support for the body.
- This airy structure of the filling is physiologically favorable in terms of cushioning, as there is a good exchange of heat and moisture. Folding or shifting of the cover fabric on the filling is impossible due to the mutual connection of the relief to the binding fibers.
- nonwoven fabric only partially from binding fibers which are combined to form a homogeneous mixture with normal fibers, because the thermofusibility of the binding fibers simultaneously establishes a corresponding definition of the intermediate normal fibers.
- a proportion of the binding fibers in the mixture of between 15 and 40% has proven useful.
- a stiffening zone can be created in the upholstery molding according to the invention, which consists of the same material. This can be designed punctually without the need to use further fastening means, such as seams, buttons, rivets or the like.
- Such stiffening zones not only serve as an ornament, but also contribute significantly to the solidification of the relief in the upholstered molded article after Invention at. This applies above all to zones of this type which are of linear design because, as claimed in claim 6, these form stiffening webs. According to claim 7, these can reinforce the contour edge of the upholstery molding and thereby ensure the dimensional stability of the product according to the invention, including the cover material.
- stiffening webs can also, as is apparent from claim 8, determine buckling edges in the upholstered molded part, which there separate the two zones between the seat surface on the one hand and the backrest on the other hand. If the stiffening circumferential frame mentioned is also used in the upholstery molding, one should, as is apparent from claim 9, provide cutouts at the transition points in the edge region of the product according to the invention. Openings according to claim 10 can also be used for decoration and as functional means for fastening the upholstery molding.
- the stiffening zones mentioned are completely sufficient to produce the desired dimensional stability in the product according to the invention.
- inserts made of a foreign material such as metallic support structures, can also be integrated in the special binding fiber nonwoven fabric of the molded cushion part according to the invention.
- thermoplastic binders under these, such as a sprinkled powder made of thermoplastic material.
- the invention is also directed to a method for producing such an upholstery molding, the various of which Method steps result from the characterizing part of claim 13. If one then assumes flexible fibers from a mixture of binding fibers and normal fibers, for which the material combination polyester-copolyester is recommended, a thorough mixing of these fiber components is important in order to obtain a truly homogeneous non-woven fabric which can only be obtained by hot air, such as has already been mentioned, at the various points of contact within the nonwoven creates firm connections that lead to the voluminous nonwoven.
- This nonwoven fabric is then combined with the cover fabric and compressed in an air-permeable form to the desired relief, after which hot air leads to a softening of the previous connections of the fibers, but at the same time wetting the softened material with the further contact points between the fibers, which are then caused by relief the upholstery on the other hand.
- This combination of materials is then cooled in the closed form, which freezes the relief in the upholstery material. Then you will conveniently trim the upholstery molding along its outline, whereby the product is already finished.
- Thermoplastic binders according to claim 15 should be sprinkled on the outer surfaces of the nonwoven fabric before application of the cover, if necessary.
- the upholstered molded part 10 consists of a profiled filling 11, which here is provided with a cover material 20 on both its front side 12 and on its rear side 13.
- a uniform filling 11 of a special type, the appearance and properties of which can best be seen from FIGS. 3 and 4.
- a non-woven fabric 14 which is formed from a homogeneous mixture of two fibers 15, 15 ', both of which consist of flexible material, but have a different structure.
- One type of fiber are binding fibers 15, which are produced from a polyester core 17 and from a jacket 18 of copolyesters.
- the other type consists of normal fibers 15 ', the material of which is polyester.
- a mixture of 30% binding fibers 15 and 70% normal fibers 15 ' has proven very useful.
- the proportion of binding fibers 15 can also vary in the range between 15 to 40%.
- Both fibers 15, 15 'but should be the same system, for which polyester has been selected in the present case.
- the fiber fleece 14 produced in this way, according to FIG. 3, has a weight per unit area of approx.
- the binding fiber 15 is illustrated in FIG. 9 with its fiber cladding 18 enveloping the fiber core 17.
- the nonwoven fabric 14 is such a homogeneous mixture that the fibers 15, 15 'alternate in each direction in their proportionate ratio of about 1: 2 and thus a binding fiber 15 always tangent or crosses normal fibers 15'.
- Such contact points are designated by 19 in the schematic illustration of FIG. 3.
- this nonwoven fabric 14 is now penetrated by hot air, which is dimensioned in terms of temperature, air flow strength and flow duration so that the above-mentioned jacket material 18 of the binding fibers 15 softens and the mentioned contact points 19 wet and adhere to one another.
- hot air which is dimensioned in terms of temperature, air flow strength and flow duration so that the above-mentioned jacket material 18 of the binding fibers 15 softens and the mentioned contact points 19 wet and adhere to one another.
- the thickness of the fleece is reduced to the dimension 26 and thereby the points of contact 19 between the fibers 15, 15 'are more pronounced or new.
- the nonwoven fabric is now cooled, whereby the drop-shaped materials of the fiber jacket 18 solidify at the mentioned contact points and produce the connections 29 shown in FIG. 4 between the fibers 15, 15 '. This creates the special character of the product shown in FIG.
- FIG. 4 a There are two pairs of fibers 15, 15 'interconnected by the core jacket material, each shown. The connections 29 between the fibers 15, 15 'hold them tight against each other and generate the elasticity that can be determined with this special nonwoven 24, which is noticeable when loads occur.
- This nonwoven fabric 24 is now provided on its top and bottom, as shown in FIG. 5, with a cover fabric 20. It is readily possible to provide such a cover material 20 only on one side of the nonwoven fabric 24. If necessary, a thermoplastic binder 21 can additionally be sprinkled on the surface of the nonwoven in powder form.
- This combination of fabrics 22 consisting of the outer cover fabric layers 20, 20 and the nonwoven fabric 24 present as a central layer is now brought between the two halves 31, 32 of a mold 30 consisting of a sieve-shaped material and these mold halves 31, 32, as in FIG. 5 emerges, firmly pressed against each other in the sense of the indicated pressure arrows 33.
- the mold halves 31, 32 designed as a sieve wall have a surface profile that determines a certain relief contour 34, which results from the intended use of the finished upholstered molded part 10 as a seat or lying surface.
- the corresponding relief is formed not only in the cover fabric 20, but in the entire fabric combination 22 of FIG. 5.
- the fibers in the nonwoven fabric 24 are also deformed accordingly, this deformation initially being elastically flexible and therefore the two mold halves 31, 32 being held firmly against one another in order to emboss the relief 34 in the fabric combination 22.
- the fibers 15, 15 'involved are bent like a whip and penetrate into one another in accordance with the compression determined by the profile contour at the respective point. This is based on the previously explained in Fig. 4 a, two fiber pairs 15, 15 'in Fig. 6 a, where there are further points of contact 28 between the fiber pairs 15, 15' and of course also points of contact 27 between the nonwoven fabric 24 and the Cover fabric 20 result.
- hot air 23 is sent through the material combination 22 clamped in the mold 30, namely, transversely to the fabric layers, through the sieve holes of the mold halves 31, 32. Amperage and flow duration so dimensioned that the connections 29 explained above with reference to FIG. 4 between the fibers 15, 15 'soften again, but additionally also at the mentioned further contact points 27, 28 of FIG. 6 a the jacket material of the binding fibers 15 softens and there is a corresponding wetting. This also applies to the surface-sprinkled thermoplastic binder 21 of FIG. 5. Once this has been done, the mold 30 remains pressed together and is exposed to a cold air flow 25, which will be explained in more detail with reference to FIG.
- the embossed relief 34 is frozen in this way in the upholstery molding 10, which is why this shape is retained if, as can be seen from FIG. 6, the two mold halves 31, 32 are then removed.
- the cover fabric 20 is stretched tightly over the relief-like surface of the nonwoven fabric 24 and is permanently connected to it.
- the relief structure 34 of the surface sits like a grain in the interior of the fleece substance 24 continues and is fixed there by a corresponding mutual anchoring of the fibers 15, 15 '. As a result, the relief is embossed on all layers of the material combination 22.
- FIGS. 1 and 2 How such a relief 34 according to FIG. 6 can look in a finished upholstered molded part is shown in FIGS. 1 and 2.
- the upholstered molded part 10 here has three different, strongly compressed places 36, 37, 38, the appearance and function of which are different.
- the one pressing point 37 practically only takes place on the front side 12 of the upholstered molded part 10, is linear, runs through the entire upholstery width and divides the molded part 10 into two regions, namely a seat surface region 40 and a backrest region 41 Kink edge, which makes the two areas 40, 41 pivotable relative to one another in the manner of a leg.
- Compressed points are formed at 36 in the backrest area 41, both on the face side and on the back side 12, 13 with the inclusion of the respective cover material 20, which is why there is a crater-shaped relief there.
- button-shaped impressions 36 which are sewn in Buttons work, although these points are made of the material of the material combination 22 due to extreme compression and caking when the hot air 23 is carried out.
- webs 38 stiffening at the edge have been created, which produce a circumferential frame made of the same material here.
- These webs 38 thus form a frame that runs all around the edge, which, although it remains elastically bendable, stiffens the outline shape of the product 10 permanently. In order not to impair the ability to bend at the bend edge due to the frame webs 38, this is provided in the end regions with a wedge-shaped incision 39 which interrupts the peripheral frame at this point.
- the seat area 40 has a profile of its relief that is adapted to the body shape in use. Specifically, on the front side 20 of the upholstered molded part 10, a wide beaded edge 43 accompanies the frame webs 38 and delimits an essentially flat central region 44 which, when used as intended, serves for the buttocks surface of the body. The bulge 43 creates a sloping slope with respect to this central region 44, which leads to a dimensionally stable lateral support of the human body. It goes without saying that any other body-appropriate profiling could be provided in the molded cushion part 10 on one or both sides 12, 13.
- Breakthroughs that are useful, for example, for the assembly of the upholstered molded part on a piece of seating furniture can also be produced by punched-out areas that can be reinforced on the edges by similar impressions 36.
- scaffolding bars can also be placed inside the nonwoven fabric 24 be integrated, which are already inserted in the working phase shown in FIG. 3 between two layers of the fiber fleece 14, which together contribute to the fleece height 16 described there. These scaffolding bars are baked into the upholstery molding 10 in the treatment mentioned.
- Such deposits can consist of plastic and / or metal.
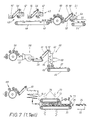
- FIG. 7 the way in which the product 10 is manufactured can be easily illustrated with reference to FIG. 7.
- box feeders 45, 45 ' each of which carries one of the two aforementioned fiber components 15, 15' to the weighing container 47, 47 'via a needle cloth 46, 46'.
- the binding fibers 15 are illustrated by thick lines in FIG. 7, while the normal fibers 15 'are illustrated by thin lines, although this, at least to this extent, does not correspond to the actual conditions.
- the two weighing containers 47, 47 ' empty simultaneously on a correspondingly intermittently movable conveyor belt 48, the triggering fiber weight being determined according to the bilateral proportions of the fibers 15, 15'.
- the fiber bed 55 now arrives at a first card 56, where the fibers 15, 15 'are arranged and, above all, are further mixed.
- the resulting pre-fleece 57 is fed to a further mixing process by a suction device 58 and reaches a vibratory chute via a conveyor belt 59, which is referred to in technical jargon as "vibrachute".
- a suction device 58 reaches a vibratory chute via a conveyor belt 59, which is referred to in technical jargon as "vibrachute”.
- the mixed fibers are introduced via a needle cloth 61 into a filling shaft 62, in which the fibers 15, 15 'are subjected to an ultrasound, which leads to a defined compression of the fibers 15, 15' in the shaft interior.
- the transport speed of the needle cloth 61 is controlled intermittently via light barriers, the heights of which are determined by the indicated marks 63, while the fiber mixture 64 is continuously conveyed via rollers 65 provided in the shaft floor to a conveyor belt 66, where a fibrous web 67 is produced.
- This is then fed to a second card 68, where the fibers are pre-oriented.
- Behind the card are pile webs 69, which are placed in several layers on top of one another in a zigzag shape and are pulled off transversely thereto, that is perpendicular to the plane of the drawing in FIG. 7, forming a nonwoven fabric 14, the appearance of which has been described in detail in FIG. 3 is.
- a specially designed thermofusion channel 70 is followed by a specially designed thermofusion channel 70.
- This comprises a continuous lower and a shorter upper sieve belt 71, 72 which is moved continuously and measures the thickness of the nonwoven fabric 14.
- the fiber fleece 14 has a weight per unit area of approximately 15000 g per m2.
- hot air 75 is now blown to the mutual wetting of the two types of fibers 15, 15 'already described in connection with FIGS. 3 and 4' due to softening of the jacket materials of the binding fibers 15 leads.
- a cooling belt 73 Arranged at the exit of the thermofusion channel 70 is a cooling belt 73, which, as shown by the arrows 74, can be adjusted in height and leads to a defined calibration of the voluminous nonwoven fabric 24 that is created there with the calibrated nonwoven height 26 shown in FIG. 4.
- This nonwoven fabric 24 can already be cut into sections 76 of the desired dimension there, in accordance with the later use in the shape 30 already mentioned, which is indicated in FIG. 7. In fact, in the method of FIG. 7, discontinuous processing of the nonwoven fabric 24 in the mold 30 is provided.
- such sections 76 of the nonwoven fabric 24 are placed on top and / or underside sections of corresponding fabric webs 20 of a woven or knitted fabric to form a fabric combination 22 and placed between the two mold halves 31, 32 with a sieve-shaped structure which are then pressed against one another, as has already been described by the arrows 33 illustrated in FIG. 5.
- the treatment with hot air 23 which leads to the described fusions at the various contact points 27, 28, 29 in the material combination 22, which were previously dealt with in FIG. 6.
- cooling air 25 is blown through the still closed mold 30, which leads to a solidification of the connections 27, 28, 29 already described in the material combination 22 from FIG. 6.
- an aerodynamic process can also be used to produce the nonwoven fabric 14, where the mixed fibers 15, 15 'are laid one on top of the other in the manner of a roof tile.
- a card is more suitable because the contact points 19 described in FIG. 3 are better formed there.
- the nonwoven fabric 24 there is a raw fiber density of approximately 100 kg per m3.
- a different fiber density results in places, which is noticeable in correspondingly soft and harder, supportive areas.
- the average molded part density is approx. 200 kg per m3.
- the relief design of the molded part 10 shown in FIGS. 1 and 2 can of course also be designed differently, wherein compressed web-like or punctiform stiffeners can take on decorative functions in addition to their useful functions for body support. This can be varied depending on the use and functional purpose of the molded part.
- Such a molded part 10 can be used not only for seats and loungers, but also for other pieces of furniture or other purposes. So they are support elements for human Body can be produced in an analogous manner.
- FIG. 8 illustrates an alternative method for the continuous production of the molded cushion body 10 according to the invention, which can connect to the described thermofusion channel 70 in terms of the device.
- the starting point is the special combination of fabrics 22, which has already been described several times and occurs in one web and is continuously fed into the profile forming channel 80 of FIG. 8.
- the profile forming channel 80 comprises two continuously movable endless sieve belts 81, 82, which are each provided with a continuous family of upper and lower mold halves 31, 32.
- the sieve belts are guided so that the molds 31, 32, aligned in pairs, are pressed from opposite sides against the web 79 of the material combination, which is ensured by continuous pressure rollers 83. What takes place is what was explained discontinuously with reference to FIG. 5.
- the pressure rollers 83 bring about the compression of the two mold halves 31, 32 described there by the pressure arrows 33.
- the two mold halves 31, 32 automatically change from the one at the exit any relief-like profiled web 89 lifted off.
- the products produced are still connected in the path 89 and are then separated from one another by a punch knife 88 which works in cycles, which results in a separation of the molded cushion parts 10 according to FIG. 8.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Nonwoven Fabrics (AREA)
- Laminated Bodies (AREA)
- Mattresses And Other Support Structures For Chairs And Beds (AREA)
Abstract
Description
- Die Erfindung richtet sich auf ein Polsterteil der im Oberbegriff des Anspruches 1 angegebenen Art. Ein solches Polsterteil kann für sich hergestellt sein und später, im Benutzungsfall, als Auflage für ein Sitz- oder Liegemöbel verwendet werden. Eine solche Auflage ist dann wahlweise mit dem Möbel verbindbar oder von ihm abnehmbar. Der Bezugstoff hüllt das Polsterteil beidseitig ein.
- Alternativ kann ein solcher Polsterteil aber auch baueinheitlich mit dem dafür bestimmten Sitz- bzw. Liegemöbel fest verbunden sein. In der Regel überspannt der Bezugstoff dann nur die Schauseite dieser Baueinheit und ist randseitig mit dem Möbel verbunden.
- Der bekannte Polsterteil hat in der Regel eine mehrschichtig aufgebaute Füllung. Über einer Kernschicht aus Schaumstoff, die für die Elastizität des Polsterformteils verantwortlich ist, wird eine obere und untere Schicht aus einem Faservlies gelegt, die zusammen mit der Kernschicht die Füllung des Polsterteils erzeugen und über welche dann ober- und unterseitig eine Lage des Bezugstoffs angeordnet wird. Die beiden Bezugstoff-Lagen werden längs des Umrisses der Füllung miteinander durch Nähen verbunden. Um ein Verrutschen des umhüllenden Bezugstoffs auf seiner Füllung zu vermeiden, werden die beiden Bezugstoff-Lagen punktweise durch die Füllung hindurch vernäht und die Nähpunkte durch Knöpfe verstärkt. In ähnlicher Weise wird bei Polsterteilen verfahren, die mit dem Sitz- bzw. Liegemöbel integriert sind, nur daß man dann schauseitig mit einer Bezugstoff-Lage auskommt, die randseitig um die Füllung herum mit dem Möbel durch Kleben, Heften oder Nageln verbunden wird. Die Herstellung, Lagerung und Verarbeitung der verschiedenen Schichten der Füllung und die Umhüllung mit dem Bezugstoff sind umständlich und erfordern eine schwierige Logistik. Die Polster-Physiologie des bekannten Produkts ist unbefriedigend, weil beim bestimmungsgemäßen Gebrauch des Polsterteils aufgrund des Körpergewichts sich die Poren im Schaumstoff schließen und zu einer schlechten Belüftung führen. Ferner weichen die Schichten der Füllung im Benutzungsfall zu leicht aus und geben dem Körper keine ausreichende seitliche Stütze. Die Nachgiebigkeit des Formteils wirkt sich nur in einer entsprechenden elastischen Volumenänderung der Füllung aus, während der darüberliegende Bezugstoff davon nicht betroffen ist und daher fältelt. Die nach längerem Gebrauch nötige Reinigung des Polsterteils ist problematisch und läßt in der Regel einen einfachen Waschvorgang nicht zu. Infolge Alterung der Füllung ergibt sich schließlich auch eine bleibende Volumenänderung, die zu einem unerwünschten sogenannten Flattern des Bezugstoffs führt. Der Schaumwerkstoff neigt zur Bröselung und die Vliese zerfasern und erfahren nach längerem Gebrauch ein bleibendes Zusammendrücken der Vliesstärke.
- Der Erfindung liegt die Aufgabe zugrunde, einen einfach und preiswert herzustellenden Formteil der im Oberbegriff des Anspruches 1 genannten Art zu entwickeln, der auch nach längerem Gebrauch formstabil bleibt, eine gute Stütze des Körpers begründet, sich leicht reinigen läßt und sich durch einen fältungsfreien, prallen Verlauf des Bezugstoffs auszeichnet. Dies wird erfindungsgemäß durch den im Kennzeichen des Anspruches 1 angeführten besonderen Aufbau erreicht, der in folgendem begründet ist:
- Die Erfindung verwendet eine einheitliche Füllung aus einem besonderen voluminösen Vliesstoff, der aus thermofusionsfähigen Bindefasern besteht. Solche Bindefasern sind als sogenannte Kernmantelfasern bekannt, deren Mantelwerkstoff unter Einwirkung von Wärme einerseits zu einer wechselseitigen Verbindung der Fasern in der Füllung führt und daher ein als "Vliesstoff" bezeichnetes, formelastisches Produkt liefert. Dieser besondere Vliesstoff ist aber gleichzeitig mit dem Bezugstoff zu einem Relief preßgeformt, welches die gewünschte, körpergerechte Sitz- bzw. Liegefläche erzeugt. Die Bindefasern erzeugen daher andererseits wegen ihrer Thermofusionsfähigkeit zugleich eine feste Verbindung des Bezugstoffs mit dieser besonderen Füllung und frieren das Relief nach Verfestigen der diversen Berührungsstellen ein. Man erhält dadurch erfindungsgemäß einen baueinheitlichen Polsterformteil, der eine feste Verbindung sowohl zwischen den gemäß dem Reliefprofil deformierten Fasern im Vliesstoff, als auch mit dem darübergelegten Bezugstoff eingeht. Der Polsterformteil ist daher körpergerecht in sich versteift, besitzt aber an den voluminösen Bereichen seines Reliefs eine ideale formelastische Nachgiebigkeit.
- Für die Herstellung des erfindungsgemäßen Polsterformteils sind also nur zwei Werkstoffe erforderlich, nämlich außer dem Bezugstoff ein damit integrierter voluminöser Vliesstoff einheitlichen Aufbaus. Die Formstabilität ergibt sich durch eine Vielzahl von Bindepunkten innerhalb des Vliesstoffs und zwischen dem Vliesstoff und dem Bezugstoff. Beide Werkstoffe sind vertikal und horizontal entsprechend dem Reliefprofil aneinander festgelegt. Die sonst bei dem bekannten Polsterteil erforderliche Konfektionierung entfällt. Es ergibt sich eine leichte Reinigung des verschmutzten erfindungsgemäßen Polsterformteils, weil der Wasserfüllgehalt eines solchen Produkts gering ist. Die Fasern im Vliesstoff sind nur an den Berührungsstellen miteinander verbunden und bestehen vorzugsweise aus biegesteifen Fasern, gemäß Anspruch 4, die gemäß der jeweiligen Reliefkontur gertenartig verbogen sind und daher die bereits erwähnte ideale Formelastizität begründen, die auch eine seitliche Stützung des Körpers begründet. Dieser luftige Aufbau der Füllung ist polster-physiologisch günstig, da ein guter Wärme- und Feuchteaustausch stattfindet. Eine Fältelung oder Verschiebung des Bezugstoffs auf der Füllung ist wegen der wechselseitigen Anbindung des Reliefs an den Bindefasern ausgeschlossen.
- Dabei genügt es, gemäß Anspruch 2, den Vliesstoff nur teilweise aus Bindefasern zu bilden, die zu einem homogenen Gemisch mit Normalfasern vereinigt sind, weil die Thermofusionsfähigkeit der Bindefasern gleichzeitig eine entsprechende Festlegung der dazwischen liegenden Normalfasern begründet. In der Praxis hat sich dabei, entsprechend Anspruch 3, ein Anteil der Bindefasern am Gemisch zwischen 15 bis 40 % bewährt.
- Durch eine besonders feste Zusammenpressung, entsprechend Anspruch 5, läßt sich eine versteifende Zone im erfindungsgemäßen Polsterformteil erzeugen, die aus arteigenem Werkstoff besteht. Diese kann punktuell ausgebildet sein, ohne daß dabei weitere Befestigungsmittel, wie Nähte, Knöpfe, Niete od. dgl. verwendet werden müssen. Solche versteifenden Zonen dienen nicht nur als Zierde, sondern tragen maßgeblich zur Verfestigung des Reliefs im Polsterformkörper nach der Erfindung bei. Dies gilt vor allem für linienförmig ausgebildete Zonen dieser Art, weil diese, wie Anspruch 6 vorschlägt, versteifende Stege bilden. Diese können, gemäß Anspruch 7, die Umrißkante des Polsterformteils verstärken und dadurch für die Formstabilität des erfindungsgemäßen Produkts unter Einbeziehung des Bezugstoffs sorgen. Solche versteifenden Stege können auch, wie sich aus Anspruch 8 ergibt, Knickkanten im Polsterformteil bestimmen, welche dort die beiden Zonen zwischen der Sitzfläche einerseits und der Rückenlehne andererseits voneinander scheiden. Sofern dabei auch der erwähnte versteifende Umfangsrahmen im Polsterformteil verwendet wird, sollte man, wie sich aus Anspruch 9 ergibt, an den Übergangsstellen Ausschnitte im Randbereich des erfindungsgemäßen Produkts vorsehen. Zur Zierde und als Funktionsmittel für eine Befestigung des Polsterformteils können auch Durchbrüche gemäß Anspruch 10 dienen.
- In der Regel reichen die erwähnten versteifenden Zonen völlig aus, um die gewünschte Formstabilität im erfindungsgemäßen Produkt zu erzeugen. Alternativ oder zusätzlich können aber auch, gemäß Anspruch 11, Einlagen aus artfremdem Werkstoff, wie metallische Stützgerüste, in den besonderen Bindefaser-Vliesstoff des erfindungsgemäßen Polsterformteils integriert sein. Zur Verbesserung der Haftung des Bezugsstoffs mit den Bindefasern kann man schließlich auch, wie sich aus Anspruch 12 ergibt, unter diesen thermoplastische Bindemittel anordnen, wie ein aufgestreutes Pulver aus thermoplastischem Material.
- Die Erfindung richtet sich auch auf ein Verfahren zur Herstellung eines solchen Polsterformteils, dessen diverse Verfahrensschritte aus dem Kennzeichen des Anspruches 13 sich ergeben. Geht man dann von biegsamen Fasern aus einem Gemisch von Bindefasern und Normalfasern aus, wofür sich die Werkstoff-Kombination Polyester-Copolyester empiehlt, so ist eine gute Durchmischung dieser Faserkomponenten bedeutsam, um ein wirklich homogenes Faservlies zu gewinnen, das dann erst durch Heißluft, wie bereits erwähnt wurde, an den diversen Berührungsstellen innerhalb des Faservlieses feste Verbindungen schafft, die zu dem voluminösen Vliesstoff führen. Dieser Vliesstoff wird dann zusammen mit dem Bezugstoff kombiniert und in einer luftdurchlässigen Form zu dem gewünschten Relief zusammengepreßt, wonach Heißluft für eine Erweichung der bisherigen Verbindungen der Fasern führt, aber zugleich eine Benetzung des erweichten Werkstoffs mit den dann reliefbedingten weiteren Berührungspunkten zwischen den Fasern einerseits und dem Bezugstoff andererseits führt. In der geschlossenen Form wird dann diese Stoffkombination gekühlt, wodurch das Relief im Polstermaterial eingefroren wird. Danach wird man das Polsterformteil entlang seines Umrisses zweckmäßigerweise beschneiden, wodurch das Produkt bereits fertiggestellt ist.
- Das erwähnte Einfrieren des Reliefs läßt sich besonders günstig durch Kühlluft gemäß Anspruch 14 erzeugen. Thermoplastische Bindemittel nach Anspruch 15 sollten vor Aufbringen des Bezugstoffs auf die Außenflächen des Vliesstoffs aufgestreut werden, wenn das erforderlich sein sollte.
- Verfahrensmäßig gibt es zwei Möglichkeiten der Formpressung in der luftdurchlässigen, das gewünschte Sitz- oder Liegerelief aufweisenden Formen. Man kann nämlich die erstellte kombinierte Bahn aus Vliesstoff und Bezugstoff zunächst, gemäß Anspruch 16, zerschneiden und dann abschnittweise in einer Form verarbeiten. Alternativ ist es auch möglich, gemäß dem in Anspruch 17 angeführten Verfahren, kontinuierlich zu arbeiten, wo auch die Formgebung durch einen Satz von Formhälften an einer solchenkombinierten Bahn aus Vliesstoff und Bezugstoff ausgeführt wird, die dann, nach Einfrieren des Reliefs in die einzelnen Polsterformteile zergliedert wird.
- Weitere Maßnahmen und Vorteile der Erfindung ergeben sich aus der nachfolgenden Beschreibung und den Zeichnungen, wobei sich die Erfindung auf alle daraus sich ergebenden neuen Merkmale richtet, auch wenn diese in den Ansprüchen nicht ausdrücklich erwähnt sind. Es zeigen:
- Fig. 1 die Draufsicht auf einen erfindungsgemäßen Polsterformteil,
- Fig. 2 schematisch einen versprungenen Längsschnitt durch den Polsterformteil von Fig. 1 längs der dortigen Schnittlinie II-II,
- Fig. 3 bis 6 schematisch anhand eines Abschnitts die verschiedenen Arbeitsphasen zur Herstellung des erfindungsgemäßen Polsterformteils,
- Fig. 4 a und 6 a Details, welche die Verhältnisse in den Arbeitsphasen von Fig. 4 und 6 näher veranschaulichen,
- Fig. 7 schematisch die verschiedenen Stufen bei einem Verfahren zur Herstellung des erfindungsgemäßen Polsterformteils,
- Fig. 8 eine alternative Vorrichtung zur Herstellung der Polsterformteile nach der Erfindung in der Endphase des sich aus Fig. 7 ergebenden Verfahrens und
- Fig. 9 in starker Vergrößerung einen Querschnitt durch eine im erfindungsgemäßen Polsterformteil verwendete Bindefaser.
- Ausweislich der Fig. 1 und 2 besteht der erfindungsgemäße Polsterformteil 10 aus einer profilierten Füllung 11, die hier sowohl auf ihrer Schauseite 12 als auch auf ihrer Rückseite 13 mit einem Bezugstoff 20 versehen ist. Es liegt eine einheitliche Füllung 11 von besonderer Art vor, deren Aussehen und Eigenschaften am besten aus Fig. 3 und 4 zu erkennen sind.
- Gemäß Fig. 3 liegt zunächst ein Faservlies 14 vor, das aus einem homogenen Gemisch von zweierlei Fasern 15, 15′ gebildet ist, die zwar beide aus biegeelastischem Werkstoff bestehen, aber einen in sich unterschiedlichen Aufbau aufweisen. Die eine Fasersorte sind Bindefasern 15, die aus einem Polyester-Kern 17 sowie aus einem Mantel 18 von Copolyestern erzeugt sind. Die andere Sorte besteht aus Normalfasern 15′, deren Werkstoff Polyester ist. Sehr bewährt hat sich eine Mischung von 30 % Bindefasern 15 und 70 % Normalfasern 15′. Der Anteil der Bindefasern 15 kann aber auch im Bereich zwischen 15 bis 40 % variieren. Beide Fasern 15, 15′ sollen aber systemgleich sein, wofür im vorliegenden Fall Polyester gewählt worden ist. Das so erzeugte Faservlies 14, gemäß Fig. 3, hat ein Flächengewicht von ca. 1500 g je m², das sich aus der ersichtlichen Vlieshöhe 16 ergibt. Der vorge nannte Aufbau der Bindefaser 15 ist in Fig. 9 mit seinem den Faserkern 17 umhüllenden Fasermantel 18 verdeutlicht. Im Faservlies 14 liegt eine so homogene Mischung vor, daß die Fasern 15, 15′ in jeder Richtung in ihrem anteiligen Verhältnis von ca 1 : 2 miteinander wechseln und damit eine Bindefaser 15 stets Normalfasern 15′ tangiert oder kreuzt. Solche Berührungsstellen sind in der schematischen Darstellung von Fig. 3 mit 19 bezeichnet.
- In einer vorbereitenden Arbeitsstufe wird nun dieses Faservlies 14 von Heißluft durchsetzt, die hinsichtlich Temperatur, Luftstromstärke und Strömungsdauer so bemessen ist, daß das erwähnte Mantelmaterial 18 der Bindefasern 15 erweicht und sich die erwähnten Berührungsstellen 19 benetzen und klebend aneinander hängen. Dies wird noch dadurch verstärkt, daß, wie aus Fig. 4 zu ersehen ist, die Stärke des Vlieses auf das Maß 26 reduziert wird und dadurch die Berührungsstellen 19 zwischen den Fasern 15, 15′ sich deutlicher ausprägen bzw. neu entstehen. In diesem zusammengedrückten Zustand 26 wird nun das Faservlies abgekühlt, wodurch die an den erwähnten Berührungsstellen tropfenförmig ineinander geflossenen Werkstoffe des Fasermantels 18 sich verfestigen und die in Fig. 4 verdeutlichten Verbindungen 29 zwischen den Fasern 15, 15′ erzeugen. Damit entsteht der besondere Charakter des aus Fig. 4 ersichtlichen Produkts, dessen Fasern miteinander vernetzt sind und einen zusammengesinterten luftdurchlässigen Faserblock bilden, der in der Fachsprache als voluminöser "Vliesstoff" 24 bezeichnet wird. Das prinzipielle Aussehen ist anhand der Fig. 4 a näher verdeutlicht. Dort sind zwei Paare von durch den Kernmantelwerkstoff miteinander verbundenen Fasern 15, 15′ jeweils gezeigt. Die Verbindungen 29 zwischen den Fasern 15, 15′ halten diese gegeneinander gespannt fest und erzeugen die bei diesem besonderen Vliesstoff 24 feststellbare Formelastizität, die sich bei eintretenden Belastungen bemerkbar macht.
- Dieser Vliesstoff 24 wird nun auf seiner Ober- und Unterseite, wie Fig. 5 verdeutlicht, mit einem Bezugsstoff 20 versehen. Es ist ohne weiteres möglich, nur auf einer Seite des Vliesstoffs 24 einen solchen Bezugstoff 20 vorzusehen. Bedarfsweise kann man zusätzlich auf die Oberfläche des Vliesstoffs in Puderform ein thermoplastisches Bindemittel 21 aufstreuen. Diese Stoffkombination 22 aus den außenseitigen Bezugstoff-Lagen 20, 20 und dem als mittige Lage vorliegenden Vliesstoff 24 wird nun zwischen die beiden Hälften 31, 32 einer aus einem siebförmigen Material bestehenden Form 30 gebracht und diese Formhälften 31, 32, wie aus Fig. 5 hervorgeht, fest im Sinne der angedeuteten Druckpfeile 33 gegeneinandergepreßt. Die als Siebwand ausgebildeten Formhälften 31, 32 haben einen Flächenverlauf, der eine bestimmte Reliefkontur 34 bestimmt, die sich aus dem bestimmungsgemäßen Gebrauch des fertigen Polsterformteils 10 als Sitz- oder Liegeauflage ergibt. Beim Zusammendrücken 33 bildet sich also das entsprechende Relief nicht nur in dem Bezugstoff 20, sondern in der ganzen Stoffkombination 22 von Fig. 5 aus. Auch die im Vliesstoff 24 befindlichen Fasern werden dementsprechend deformiert, wobei diese Deformation zunächst elastisch nachgiebig ist und daher die beiden Formhälften 31, 32 fest aneinander gehalten werden, um das Relief 34 in der Stoffkombination 22 auszuprägen. Die beteiligten Fasern 15, 15′ werden gertenartig verbogen und dringen ineinander entsprechend dem durch die Profilkontur bestimmten Zusammendrückung an der jeweiligen Stelle. Dies ist anhand der vorausgehend in Fig. 4 a erläuterten beiden Faser-Paare 15, 15′ in Fig. 6 a verdeutlicht, wo sich weitere Berührungspunkte 28 zwischen den Faser-Paaren 15, 15′ und natürlich auch Berührungsstellen 27 zwischen dem Vliesstoff 24 und dem Bezugstoff 20 ergeben.
- Dann wird, wie auch aus Fig. 5 zu ersehen ist, Heißluft 23 durch die in der Form 30 eingespannte Stoffkombination 22 hindurchgeschickt, und zwar,quer zu den Stofflagen,durch die Sieblöcher der Formhälften 31, 32. Diese Heißluft 23 ist hinsichtlich Temperaturhöhe, Stromstärke und Strömungsdauer so bemessen, daß die vorstehend anhand der Fig. 4 erläuterten Verbindungen 29 zwischen den Fasern 15, 15′ wieder erweichen, aber zusätzlich auch an den erwähnten weiteren Berührungsstellen 27, 28 von Fig. 6 a der Mantelwerkstoff der Bindefasern 15 erweicht und es zu einer entsprechenden Benetzung kommt. Dies gilt auch für die oberflächig aufgestreuten thermoplastischen Bindemittel 21 von Fig. 5. Ist das erfolgt, so bleibt die Form 30 nach wie vor zusammengepreßt und wird einem anhand der späteren Fig. 7 noch näher zu erläuternden Kaltluftstrom 25 ausgesetzt, der dazu führt, daß die an den Berührungsstellen 27 bis 29 ineinander geflossenen Tröpfchen sich verfestigen und schließlich punktuelle feste Verbindungen 27, 28, 29 gemäß Fig. 6 a erzeugen. Das aufgeprägte Relief 34 wird auf diese Weise im Polsterformteil 10 eingefroren, weshalb diese Formgebung erhalten bleibt, wenn, wie aus Fig. 6 ersichtlich, danach die beiden Formhälften 31, 32 entfernt werden. Der Bezugstoff 20 ist prall über die reliefartig verlaufende Oberfläche des Vliesstoffs 24 gespannt und unlösbar damit verbunden. Die Reliefstruktur 34 der Oberfläche setzt sich aber, wie eine Maserung, ins Innere des Vlies stoffs 24 fort und ist dort durch eine entsprechende wechselseitige Verankerung der Fasern 15, 15′ fixiert. Dadurch ist das Relief allen Schichten der Stoffkombination 22 eingeprägt. Bei bestimmungsgemäßem Gebrauch des Polsterformteils 10, wird auf diesen, wie durch den Druckpfeil 35 verdeutlicht, eine stellenweise unterschiedliche Belastung 35 ausgeübt, bei welcher die Baueinheit aus Vliesstoff 24 und Bezugstoff 20 sich gemeinsam deformiert aufgrund der durch ihre Verbindungen 27, 28, 29 miteinander vernetzten Fasern 15, 15′. Die Faserstrecken zwischen diesen Verbindungen verformen sich und drücken sich, wenn die Belastung 35 aufhört, von selbst in ihre ursprüngliche Reliefform 34 wieder zurück.
- Wie ein solches Relief 34 gemäß Fig. 6 in einem fertigen Polsterformteil aussehen kann, ergibt sich aus Fig. 1 und 2. Der Polsterformteil 10 besitzt hier drei unterschiedliche, stark zusammengepreßte Stellen 36, 37, 38, deren Aussehen und Funktion unterschiedlich ist. Die eine Preßstelle 37 spielt sich praktisch nur auf der Schauseite 12 des Polsterformteils 10 ab, ist linear ausgebildet, durchzieht die ganze Polsterbreite und gliedert den Formteil 10 in zwei Bereiche, nämlich einen Sitzflächenbereich 40 und einen Rückenlehnenbereich 41. Dadurch entsteht an der Stelle 37 eine Knickkante, welche die beiden Bereiche 40, 41 schenkelartig gegeneinander verschwenkbar macht.
- Im Rücklehnenbereich 41 sind zusammengepreßte Stellen bei 36 punktuell ausgebildet, und zwar sowohl schau- als auch rückseitig 12, 13 unter Einbeziehung des jeweiligen Bezugstoffs 20, weshalb dort jeweils ein kraterförmiges Relief entsteht. Es ergeben sich knopfförmige Eindrücke 36, die wie eingenähte Knöpfe wirken, obwohl diese Stellen aus arteigenem Werkstoff der Stoffkombination 22 durch extremes Zusammenpressen und Zusammenbacken bei der Durchführung der Heißluft 23 zustande kommen. Schließlich sind längs des in Fig. 1 und 2 angedeuteten Umfangs 42 des Polsterformteils 10 randseitig versteifende Stege 38 entstanden, die einen Umfangsrahmen aus arteigenem Werkstoff hier erzeugen. Diese Stege 38 bilden also einen randseitig umlaufenden Rahmen, der zwar elastisch knickfähig bleibt, aber versteifend die Umrißform des Produkts 10 dauerhaft festlegt. Um durch die Rahmenstege 38 die Knickfähigkeit an der Knickkante nicht zu beeinträchtigen, ist dieser in den Endbereichen mit einem keilförmigen Einschnitt 39 versehen, der an dieser Stelle den Umfangsrahmen unterbricht.
- Der Sitzflächenbereich 40 besitzt eine der Körperform im Benutzungsfall angepaßte Profilierung seines Reliefs. Und zwar entsteht auf der Schauseite 20 des Polsterformteils 10 ein die Rahmenstege 38 begleitender breiter Wulstrand 43, der einen im wesentlichen ebenen Mittenbezirk 44 umgrenzt, der bei bestimmungsgemäßem Gebrauch für die Gesäßfläche des Körpers dient. Der Wulstrand 43 schafft gegenüber diesem Mittenbezirk 44 eine abfallende Böschung, die zu einer formstabilen seitlichen Abstützung des menschlichen Körpers führt. Es versteht sich, daß auch jede andere körpergerechte Profilierung im Polsterformteil 10 ein- oder beidseitig 12, 13 vorgesehen sein könnte. Auch Durchbrüche, die z.B. für die Montage des Polsterformteils an einem nicht näher gezeigten Sitzmöbel nützlich sind, können durch Ausstanzungen erzeugt sein, die randseitig durch ähnliche Eindrücke 36 verfestigt sein können. Bedarfsweise können im Inneren des Vliesstoffs 24 auch Gerüststangen integriert sein, die bereits in der aus Fig. 3 ersichtlichen Arbeitsphase zwischen zwei Schichten des Faservlieses 14 eingelegt werden, die gemeinsam zur dort beschriebenen Vlieshöhe 16 beitragen. Diese Gerüststangen werden bei der erwähnten Behandlung in den Polsterformteil 10 mit eingebacken. Solche Einlagen können aus Kunststoff und/oder Metall bestehen.
- Die Herstellungsweise des Produkts 10 ist, wie bereits erwähnt wurde, anhand der Fig. 7 leicht zu verdeutlichen. Man geht von zwei sogenannten Kastenspeisern 45, 45′ aus, die über ein Nadeltuch 46, 46′ jeweils eine der beiden vorerwähnten Faserkomponenten 15, 15′ dem Wägebehälter 47, 47′zuführen. Zur Unterscheidung sind die Bindefasern 15 durch dicke Linien in Fig. 7 verdeutlicht, während die Normalfasern 15′ durch dünne Linien veranschaulicht werden, obwohl dies, jedenfalls in diesem Ausmaß, nicht den tatsächlichen Verhältnissen entspricht. Die beiden Wägebehälter 47, 47′ entleeren sich gleichzeitig auf ein dementsprechend intermittierend bewegliches Transportband 48, wobei das auslösende Fasergewicht entsprechend den beidseitigen Anteilen der Fasern 15, 15′ festgelegt ist. Dadurch fallen, wie in Fig. 7 angedeutet, diese Anteile gruppenweise übereinander und werden vom Transportband 48 zu einem Öffner 50 gebracht, wo eine erste Durchmischung der beiden Fasern 15, 15′ erfolgt, worauf sich ein weiterer Kastenspeiser 51 anschließt, in den bereits die gemischten Fasern 15, 15′ gemeinsam von einem Nadeltuch 52 in dessen Wägebehälter 53 überführt werden. Von hier aus gelangen sie zu einem ebenfalls intermittierend im Takt der Wägebehälter-Entleerung beweglichen Transportband 54, wo eine durchmischte Faserschüttung 55 anfällt.
- Die Faserschüttung 55 gelangt nun zu einer ersten Krempel 56, wo die Fasern 15, 15′ geordnet und vor allem weiter durchmischt werden. Das dabei entstehende Vorvlies 57 wird durch einen Absauger 58 einem weiteren Durchmischungsprozeß zugeführt und gelangt über ein Transportband 59 zu einer Vibrationsschütte, die im Fachjargon als "Vibrachute" bezeichnet wird. Dort werden die durchmischten Fasern über ein Nadeltuch 61 in einen Füllschacht 62 eingebracht, worin die Fasern 15, 15′ einem Ultraschall ausgesetzt werden, der zu einer definierten Verdichtung der Fasern 15, 15′ im Schachtinneren führt. Über Lichtschranken, deren Höhen durch die angedeuteten Marken 63 bestimmt ist, wird die Transportgeschwindigkeit des Nadeltuchs 61 intermittierend gesteuert, während das Fasergemisch 64 kontinuierlich über im Schachtboden vorgesehene Walzen 65 auf ein Transportband 66 befördert wird, wo eine Faserbahn 67 anfällt. Diese wird dann einer zweiten Krempel 68 zugeleitet, wo eine Vororientierung der Fasern erfolgt. Hinter der Krempel fallen Florbahnen 69 an, die in mehreren Lagen zick-zack-förmig übereinandergelegt und quer dazu, also senkrecht zur Zeichenebene von Fig. 7, abgezogen werden, wobei ein Faservlies 14 entsteht, dessen Aussehen vorausgehend in Fig. 3 eingehend beschrieben worden ist. Jetzt schließt sich ein besonders gestalteter Thermofusionskanal 70 an. Dieser umfaßt ein durchlaufendes unteres und ein kürzeres oberes Siebband 71, 72, das kontinuierlich bewegt wird und das Faservlies 14 in seiner Stärke bemißt. Das Faservlies 14 hat dabei, wie bereits erwähnt wurde, ein Flächengewicht von ca. 15000 g je m². Durch die Siebbänder 71, 72 wird nun Heißluft 75 geblasen, die zu der im Zusammenhang mit Fig. 3 und 4 bereits beschriebenen wechselseitigen Benetzung der beiden Fasersorten 15, 15′ aufgrund einer Erweichung des Mantel materials der Bindefasern 15 führt. Am Ausgang des Thermofusionskanals 70 ist ein Kühlband 73 angeordnet, welches ausweislich der Pfeile 74 höheneinstellbar ist und zu einer definierten Kalibrierung des dort entstehenden voluminösen Vliesstoffs 24 mit der aus Fig. 4 ersichtlichen kalibrierten Vlieshöhe 26 führt. Dieser Vliesstoff 24 kann bereits dort, entsprechend dem späteren Gebrauch in der bereits erwähnten, in Fig. 7 angedeuteten Form 30, in Abschnitte 76 der gewünschten Dimension zerschnitten werden. Im Verfahren von Fig. 7 ist nämlich eine diskontinuierliche Verarbeitung des Vliesstoffs 24 in der Form 30 vorgesehen.
- Wie schon im Zusammenhang mit Fig. 5 beschrieben wurde, werden solche Abschnitte 76 des Vliesstoffs 24 mit ober- und/oder unterseitigen Abschnitten entsprechender Stoffbahnen 20 eines Gewebes oder Gewirkes zu einer Stoffkombination 22 übereinandergelegt und zwischen die beiden Formhälften 31, 32 mit siebförmiger Struktur gelegt, die dann gegeneinandergepreßt werden, wie schon durch die in Fig. 5 verdeutlichten Pfeile 33 beschrieben worden ist. Dann schließt sich, wie schon aus Fig. 5 hervorgeht, die Behandlung mit Heißluft 23 an, die zu den beschriebenen Fusionen an den diversen Berührungsstellen 27,28,29 in der Stoffkombination 22 führt, die vorausgehend in Fig. 6 behandelt worden sind. Dann wird, wie aus Fig. 7 hervorgeht, Kühlluft 25 durch die immer noch geschlossene Form 30 geblasen, die zu einer Verfestigung der bereits beschriebenen Verbindungen 27, 28, 29 in der Stoffkombination 22 von Fig. 6 führt.
- Dadurch entsteht der am Ende des Verfahrens in Fig. 7 ersichtliche Polsterformteil 10 mit dem bereits beschriebenen individuellen Relief 34, das von der Formgebung der beiden Formhälften 31, 32 diesem Produkt aufgeprägt worden ist. Die Umrißkanten 42, wo die beidseitigen Bezugstoffe 20 eng gegeneinandergeführt worden sind, können dann, wie aus der letzten Station in Fig. 7 ersichtlich ist, beschnitten werden, wofür Stanzmesser 77 am geeignetsten sind, die den Kantenabfall 78 abtrennen. Dann ist das aus Fig. 6 ersichtliche Polsterformteil 10 fertiggestellt.
- In dem Verfahren kann anstelle der zweiten Krempel 68 auch ein aerodynamisches Verfahren zur Herstellung des Faservlieses 14 verwendet werden, wo die durchmischten Fasern 15, 15′ dachziegelartig übereinandergelegt werden. Geeigneter ist aber eine Krempel, weil dort die in Fig. 3 beschriebenen Berührungsstellen 19 besser ausgebildet werden.
- Im Vliesstoff 24 liegt eine Rohfaserdichte von ca. 100 kg pro m³ vor. Im fertigen Formteil 10 ergibt sich natürlich aufgrund der unterschiedlichen Reliefkontur stellenweise eine unterschiedliche Faserdichte, die sich in entsprechenden weichen und härteren, stützwirksamen Bezirken bemerkbar macht. Die durchschnittliche Formteildichte beträgt ca. 200 kg pro m³. Wie bereits erwähnt wurde, kann die in Fig. 1 und 2 dargestellte Reliefausbildung des Formteils 10 natürlich auch anders gestaltet sein, wobei zusammengepreßte stegartige oder punktuelle Versteifungen Zierfunktionen neben ihren Nutzfunktionen zur Körperabstützung übernehmen können. Dies ist in Abhängigkeit von dem Verwnedungs- und Funktionszweck des Formteils variierbar. Ein solcher Formteil 10 kann nicht nur für Sitze und Liegen, sondern auch für andere Möbelstücke oder andere Anwendungszwecke genutzt werden. So sind damit Stützelemente für den menschlichen Körper in analoger Weise herstellbar.
- In Fig. 8 ist ein alternatives Verfahren zur kontinuierlichen Herstellung der erfindungsgemäßen Polsterformkörper 10 näher erläutert, das sich vorrichtungsmäßig dem beschriebenen Thermofusionskanal 70 anschließen kann. Ausgegangen wird dabei von der bereits mehrfach beschriebenen besonderen Stoffkombination 22, die in einer Bahn anfällt und fortlaufend in den Profilformkanal 80 der Fig. 8 eingespeist wird.
- Der Profilformkanal 80 umfaßt zwei konform bewegliche endlose Siebbänder 81, 82, die jeweils mit einer fortlaufenden Schar von oberen bzw. unteren Formhälften 31, 32 versehen sind. Die Siebbänder sind dabei so geführt, daß die Formen 31, 32, paarweise fluchtend, von gegenüberliegenden Seiten gegen die Bahn 79 der Stoffkombination gepreßt werden, wofür fortlaufende Andruckwalzen 83 sorgen. Es findet dabei das statt, was diskontinuierlich anhand der Fig. 5 erläutert wurde. Die Andruckwalzen 83 bewirken die dort durch die Druckpfeile 33 beschriebene Zusammenpressung der beiden Formhälften 31, 32. In diesem formmäßig einander ausgerichteten Bereich der beiden Siebbänder 81, 82 sind nun zwei Zonen 84, 85 vorgesehen, in denen durch nicht näher gezeigte Gebläse einerseits Heißluft 23 und andererseits Kühlluft 25 durch die Siebbänder 81, 82 sowie die Formhälften 31, 32 geblasen wird. Es laufen dabei die Vorgänge ab, die vorausgehend in Fig. 5 und 6 sowie in den letzten Bildern des diskontinuierlichen Verfahrens von Fig. 7 erläutert worden sind.
- Im Zuge der Transportbewegung 86 der beiden Siebbänder 81, 82 und deren Umlenkung über Transportwalzen 87 werden die beiden Formhälften 31, 32 automatisch von der am Ausgang anfallenden reliefartig profilierten Bahn 89 abgehoben. In der Bahn 89 hängen die erzeugten Produkte noch zusammen und werden dann von einem taktweise arbeitenden Stanzmesser 88 voneinander getrennt, womit eine Vereinzelung der Polsterformteile 10 gemäß Fig. 8 sich ergibt.
-
- 10 Polsterformteil
- 11 Füllung
- 12 Schauseite
- 13 Rückseite
- 14 Faservlies
- 15 Bindefaser, Kernmantelfaser
- 15′ Normalfaser
- 16 Vlieshöhe von 14
- 17 Kern von 15
- 18 Mantel von 15
- 19 Berührungsstelle von 15, 15′
- 20 Bezugstoff
- 21 zusätzliches thermoplastisches Bindemittel
- 22 Stoffkombination aus 20, 24
- 23 Heißluftstrom
- 24 voluminöser Vliesstoff
- 25 Kaltluftstrom
- 26 kalibrierte Vlieshöhe von 24
- 27 Berührungsstelle von 24 mit 20
- 28 neue Berührungsstelle von 15, 15′
- 29 Verbindungen von 15, 15′
- 30 luftdurchlässige Form
- 31 erste Formhälfte von 30
- 32 zweite Formhälfte von 30
- 33 Druckbewegungspfeil
- 34 Relief von 31 bzw. 32
- 35 Belastung bei Gebrauch
- 36 Preßstelle, knopfförmiger Eindruck
- 37 Preßstelle, Knickkante
- 38 Preßstelle, versteifender Steg
- 39 Einschnitt von 37
- 40 Sitzflächenbereich von 10
- 41 Rückenlehnenbereich von 10
- 42 Umfangskante von 10
- 43 Wulstrand in 40
- 44 ebener Mittenbezirk in 43
- 45 Kastenspeicher für 15
- 45′ Kastenspeicher für 15′
- 46 Nadeltuch für 15
- 46′ Nadeltuch für 15′
- 47 Wägebehälter für 15
- 47′ Wägebehälter für 15′
- 48 Transportband
- 49 Fasergruppe
- 50 Öffner
- 51 Kastenspeiser
- 52 Nadeltuch von 51
- 53 Wägebehälter von 51
- 54 Transportband
- 55 Faserschüttung
- 56 erster Krempel
- 57 Vorvlies
- 58 Absauger
- 59 Transportband
- 60 Vibrationsschütte, Vibrashute
- 61 Nadeltuch von 60
- 62 Füllschacht
- 63 Marke in 62
- 64 Fasergemisch in 60
- 65 Abzugswalzen
- 66 Transportband von 60
- 67 Faserbahn
- 68 zweite Krempel
- 69 dünne Florbahn
- 70 Thermofusionskanal
- 71 Siebband
- 72 Siebband von 70
- 73 Kühlband von 70
- 74 Höhenverstellungs-Pfeil von 73
- 75 Heißluftstrom in 70
- 76 Abschnitte von 24
- 77 Stanzmesser
- 78 Kantenabfall
- 79 fortlaufende Bahn von 22
- 80 Profilformungskanal
- 81 Siebband von 80
- 82 Siebband von 80
- 83 Andruckwalze
- 84 Zone für Heißluft
- 85 Zone für Kühlluft
- 86 Transportbewegungspfeil von 81, 82
- 87 Transportwalzen von 81, 82
- 88 Stanzmesser
- 89 profilierte Bahn
Claims (17)
mit einer ein Vlies beinhaltenden Füllung und mit einem wenigstens die Schauseite des Polsterteils überdeckenden Bezugstoff,
dadurch gekennzeichnet,
daß die ausschließlich aus einem voluminösen Vliesstoff (24) bestehende Füllung (11) Bindefasern (15) aus thermofusionsfähigem Werkstoff (18) aufweist, insbesondere sogenannte Kernmantelfasern,
und der Bezugstoff (20) gemeinsam mit dem Bindefaser-Vliesstoff (24) zu einem baueinheitlichen Polsterformteil (10) preßgeformt ist mit einem Relief (24) wenigstens bereichsweise auf seiner Schauseite (12),
wobei die gemäß dem Reliefprofil (34) im Inneren des Vliesstoffs (24) deformierten Bindefasern (15) sowohl untereinander als auch mit dem Bezugstoff (20) thermofusionierte Berührungsstellen (27,28,29) bilden und das Relief (34) im Polsterformteil (10) bleibend fixieren.
daß ein vorgegebener Anteil (45,45′) von elastisch biegsamen Bindefasern (15), wie Polyester-Copolyester in Kernmantelfasern, sowie biegsamen Normalfasern (15′), wie Polyester, durchmischt (50 bis 68) und zu einem homogenen Faservlies (14) geformt werden,
dann das Faservlies (14) von Heißluft (75) durchsetzt wird, bis der Mantel (18) seiner Bindefasern (15) adhäsive wird und benachbarte Fasern an ihren Berührungsstellen (29) einander benetzen, wonach das Faservlies (14) in seiner Vliesdicke kalibriert (26) und dabei gekühlt wird, bis sich die Fasern (15,15′) an ihren Berührungsstellen (29) verbinden und einen formelastischen voluminösen Vliesstoff (24) erzeugen,
daß danach über sowie ggf. unter den Vliesstoff (24) ein Bezugstoff (20) gelegt wird, dann die Stoffkombination (22) in eine luftdurchlässige Form (30) gebracht wird, die wenigstens in ihrer einen Formhälfte (31,32) ein definiertes Relief (34) aufweist, und darin zusammengedrückt (33) und deformiert wird, um die verbundenen Fasern (15,15′) gemäß der jeweiligen Reliefkontur gertenartig zu verbiegen,
und daß dann Heißluft (23) durch die gefüllte Form (30) geblasen wird, bis die vorherigen Verbindungen (29) zwischen den Fasern (15,15′) des Vliesstoffs (24) sich erweichen und auch die zwischen den reliefgemäß verbogenen Fasern (15,15′) sowie dem Bezugstoff (20) entstandenen neuen Berührungsstellen (27,28) einander benetzen,
und daß danach die deformierte Stoffkombination (22) in der geschlossenen Form (30) gekühlt wird, bis die reliefbedingt verbliebenen alten (29) sowie entstandenen neuen Berührungsstellen (27,28) feste Verbindungen bilden und das Relief (34) im Polsterformteil (10) und im Bezugstoff (20) einfrieren,
und daß schließlich das Polsterformteil (10) entlang seines Umrisses (42) beschnitten, insbesondere ausgestanzt (77) wird.
daß der Vliesstoff (24) und der Bezugstoff (20) zu einer kombinierten Bahn (79) übereinandergelegt werden und auf diese, ober- und unterseitig, fortlaufend jeweils die beiden komplementären Hälften (31,32) eines Satzes von Formen (30) gelegt und paarweise gegeneinanderbewegt werden
und daß dann die mit den aufgedrückten Formhälften (31,32) versehene kombinierte Bahn (79) nacheinander einer Heißluft- und Kühlluftbehandlung (23,25) zugeführt wird
und schließlich die Formhälften (31,32) entfernt und die in der behandelten Bahn (89) die mit den eingefrorenen Reliefs (34) versehenen einzelnen Polsterformteile (10) ausgestanzt werden.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT88121092T ATE79000T1 (de) | 1988-05-28 | 1988-12-16 | Polsterteil fuer sitz-, liegemoebel od.dgl. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3818252A DE3818252A1 (de) | 1988-05-28 | 1988-05-28 | Polsterteil fuer sitz-, liegemoebel od. dgl. |
| DE3818252 | 1988-05-28 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0344365A2 true EP0344365A2 (de) | 1989-12-06 |
| EP0344365A3 EP0344365A3 (en) | 1990-12-19 |
| EP0344365B1 EP0344365B1 (de) | 1992-08-05 |
Family
ID=6355384
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88121092A Expired - Lifetime EP0344365B1 (de) | 1988-05-28 | 1988-12-16 | Polsterteil für Sitz-, Liegemöbel od.dgl. |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0344365B1 (de) |
| AT (1) | ATE79000T1 (de) |
| DE (1) | DE3818252A1 (de) |
| ES (1) | ES2034141T3 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0469309A1 (de) * | 1990-07-06 | 1992-02-05 | KIHA-TEXTILIEN GmbH | Faserstruktur und daraus erhaltenes Formteil sowie Verfahren zu dessen Herstellung |
| EP0511025A1 (de) * | 1991-04-26 | 1992-10-28 | Nippon Filcon Co., Ltd. | Verbesserungen in Zusammenhang mit der Vliesstoffherstellung |
| WO1999041439A1 (de) * | 1998-02-16 | 1999-08-19 | Rolf Hesch | Vorrichtung und verfahren zur herstellung eines faserverbundes |
| EP1199392A1 (de) * | 2000-10-11 | 2002-04-24 | Nila i Nässjö AB | Vorrichtung und Mittel zur Hertsellung von geformten Polstern und Polsterauflagen |
| EP1665957A4 (de) * | 2003-08-26 | 2007-03-14 | Ein Co Ltd Technical Ct | Aus federndem, harzgeformtem produkt gebildetes polstermaterial, herstellungsverfahren für das polstermaterial und für das herstellungsverfahren verwendete form |
| CN117783127A (zh) * | 2023-12-26 | 2024-03-29 | 广州宇龙汽车零部件有限公司 | 一种通用型防漏焊自动化视觉检测工作站 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4203539A1 (de) * | 1992-02-07 | 1993-08-12 | Hartmann Paul Ag | Matratze |
| US6500292B1 (en) | 1999-07-29 | 2002-12-31 | L&P Property Management Company | Convoluted surface fiber pad |
| US6372076B1 (en) | 1999-09-28 | 2002-04-16 | L&P Property Management Company | Convoluted multi-layer pad and process |
| DE102004060328A1 (de) * | 2004-12-15 | 2006-06-22 | Bayerische Motoren Werke Ag | Verfahren zum Herstellen eines Bezuges für einen Fahrzeugsitz |
| DE102010062707A1 (de) | 2010-08-11 | 2012-02-16 | Johnson Controls Gmbh | Verfahren zum Herstellen von Polsterteilen, insbesondere für Fahrzeugsitze, Polsterteil und Werkzeug |
| DE102011003547A1 (de) * | 2011-02-03 | 2012-08-09 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Herstellung eines Sitzformteils |
| DE102015211973B4 (de) * | 2015-06-26 | 2021-08-19 | Bayerische Motoren Werke Aktiengesellschaft | Kraftfahrzeugsitz |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2430868A (en) * | 1942-08-03 | 1947-11-18 | American Viscose Corp | Process for treating fibrous materials |
| GB662644A (en) * | 1948-06-19 | 1951-12-12 | Slumberland Ltd | Improvements in or relating to padding for mattresses and for other purposes |
| US2537126A (en) * | 1948-08-14 | 1951-01-09 | American Viscose Corp | Coated sheet material and process for making the same |
| DE1763815U (de) * | 1958-01-25 | 1958-03-27 | Rohdiaceta A G Deutsche | Mit bedekkungsfolien verschweisste faserfliese. |
| DE1843082U (de) * | 1960-07-22 | 1961-12-07 | Hilmar Graefendort | Aus kunststoff bestehende zierpolster, pelsterflaechen fuellflaechen od. dgl. |
| DE6751797U (de) * | 1968-06-14 | 1969-02-20 | Johann Borgers K G | Hochfrequenz-verschweissbare verbundmaterialbahn. |
| DE3007343A1 (de) * | 1980-02-27 | 1981-09-10 | Johann Borgers Gmbh & Co Kg, 4290 Bocholt | Verfahren zur herstellung von formteilen aus faservlies |
-
1988
- 1988-05-28 DE DE3818252A patent/DE3818252A1/de active Granted
- 1988-12-16 AT AT88121092T patent/ATE79000T1/de not_active IP Right Cessation
- 1988-12-16 EP EP88121092A patent/EP0344365B1/de not_active Expired - Lifetime
- 1988-12-16 ES ES198888121092T patent/ES2034141T3/es not_active Expired - Lifetime
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0469309A1 (de) * | 1990-07-06 | 1992-02-05 | KIHA-TEXTILIEN GmbH | Faserstruktur und daraus erhaltenes Formteil sowie Verfahren zu dessen Herstellung |
| EP0511025A1 (de) * | 1991-04-26 | 1992-10-28 | Nippon Filcon Co., Ltd. | Verbesserungen in Zusammenhang mit der Vliesstoffherstellung |
| US5274893A (en) * | 1991-04-26 | 1994-01-04 | Nippon Filcon Co., Ltd. | Belt for fabricating a non-woven fabric with projections and method for fabricating a non-woven fabric with patterns |
| WO1999041439A1 (de) * | 1998-02-16 | 1999-08-19 | Rolf Hesch | Vorrichtung und verfahren zur herstellung eines faserverbundes |
| US6460224B1 (en) | 1998-02-16 | 2002-10-08 | Rolf Hesch | Device and method for producing a fiber composite |
| EP1199392A1 (de) * | 2000-10-11 | 2002-04-24 | Nila i Nässjö AB | Vorrichtung und Mittel zur Hertsellung von geformten Polstern und Polsterauflagen |
| EP1665957A4 (de) * | 2003-08-26 | 2007-03-14 | Ein Co Ltd Technical Ct | Aus federndem, harzgeformtem produkt gebildetes polstermaterial, herstellungsverfahren für das polstermaterial und für das herstellungsverfahren verwendete form |
| CN117783127A (zh) * | 2023-12-26 | 2024-03-29 | 广州宇龙汽车零部件有限公司 | 一种通用型防漏焊自动化视觉检测工作站 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2034141T3 (es) | 1993-04-01 |
| ATE79000T1 (de) | 1992-08-15 |
| EP0344365B1 (de) | 1992-08-05 |
| EP0344365A3 (en) | 1990-12-19 |
| DE3818252C2 (de) | 1990-07-12 |
| DE3818252A1 (de) | 1989-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3101804C2 (de) | Polstermaterial und Verfahren zu dessen Herstellung | |
| DE69405487T2 (de) | Polster für Kraftfahrzeugsitze | |
| EP0120225B1 (de) | Polsterstanzteil in der Art einer Einlegesohle oder eines Einbauteiles für Schuhe | |
| EP0611342B1 (de) | Folienartiges kunststoffmaterial | |
| DE3042845C2 (de) | Sitzkissen | |
| EP0344365B1 (de) | Polsterteil für Sitz-, Liegemöbel od.dgl. | |
| DE69912765T2 (de) | Fahrzeugsitzaufbau mit warmumgeformter faseriger sitzaufhängungsplatte | |
| DE3784516T2 (de) | Verfahren zum herstellen von formteilen. | |
| DE3623728C2 (de) | ||
| DE4341168C1 (de) | Tuftingteppich und Verfahren zu seiner Herstellung | |
| DE2503434A1 (de) | Geformte polstergegenstaende und verfahren zu ihrer herstellung | |
| EP0259795B1 (de) | Matte, insbesondere Fussmatte für Kraftfahrzeuge, aus Textilgewebe | |
| DE2908064A1 (de) | Verfahren zur herstellung trocken gelegter faserprodukte | |
| DE69110127T2 (de) | Verfahren zur herstellung eines gepolsterten elementes. | |
| DE8807017U1 (de) | Polsterteil für Sitz-, Liegemöbel od.dgl. | |
| EP0206061B1 (de) | Polsterung für Federkernsitze und Verfahren zur Herstellung derselben | |
| AT404546B (de) | Aus schaumstoff bestehender innenkern einer polsterung | |
| DE1704921A1 (de) | Verfahren zur Herstellung von Polsterteilen aus elastischen Polyurethanschaumstoffen sowie nach dem Verfahren hergestellte Polsterteile | |
| EP0598314B1 (de) | Polster- und/oder Isolierkörper | |
| DE1635650A1 (de) | Mehrschichtige,durch Waerme verschweisste Gegenstaende | |
| DE19608947A1 (de) | Verrottbares Formteil und Verfahren zur Herstellung eines derartigen Formteils | |
| EP3847929A1 (de) | Polstermöbel | |
| EP1679022B1 (de) | Kunststoff-Flächengebilde mit verdichteter Unterseite | |
| DE1929346C (de) | Füllung für Decken, Kissen und dergleichen in der Form von Flocken sowie Verfahren zu deren Herstellung | |
| DE3704570A1 (de) | Verfahren zum herstellen von schulterformstuecken und nach dem verfahren hergestellte schulterformstuecke |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19901219 |
|
| 17Q | First examination report despatched |
Effective date: 19911219 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE CH ES FR GB IT LI NL SE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH ES FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 79000 Country of ref document: AT Date of ref document: 19920815 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2034141 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 88121092.6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19951025 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19951030 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19951113 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19951201 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19951214 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19951215 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19951228 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19951230 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19961216 Ref country code: AT Effective date: 19961216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19961217 Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 19961217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19961231 Ref country code: CH Effective date: 19961231 Ref country code: BE Effective date: 19961231 |
|
| BERE | Be: lapsed |
Owner name: JOHANN BORGERS G.M.B.H. & CO. K.G. Effective date: 19961231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19970701 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19961216 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19970829 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19970701 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 88121092.6 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20010301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051216 |