EP0350417A1 - Installation d'ennoblissement de la matière textile - Google Patents
Installation d'ennoblissement de la matière textile Download PDFInfo
- Publication number
- EP0350417A1 EP0350417A1 EP89440005A EP89440005A EP0350417A1 EP 0350417 A1 EP0350417 A1 EP 0350417A1 EP 89440005 A EP89440005 A EP 89440005A EP 89440005 A EP89440005 A EP 89440005A EP 0350417 A1 EP0350417 A1 EP 0350417A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- beams
- textile material
- winding
- installation
- autoclave
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000004753 textile Substances 0.000 title claims abstract description 87
- 239000000463 material Substances 0.000 title claims abstract description 81
- 238000004804 winding Methods 0.000 claims abstract description 46
- 239000004744 fabric Substances 0.000 claims abstract description 31
- 238000009434 installation Methods 0.000 claims description 68
- 238000010026 decatizing Methods 0.000 claims description 22
- 238000001035 drying Methods 0.000 claims description 9
- 238000006073 displacement reaction Methods 0.000 claims 1
- 238000000034 method Methods 0.000 description 10
- 238000003860 storage Methods 0.000 description 7
- 230000008569 process Effects 0.000 description 5
- 238000002360 preparation method Methods 0.000 description 4
- 238000009940 knitting Methods 0.000 description 3
- 238000011084 recovery Methods 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 238000009420 retrofitting Methods 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- FGRBYDKOBBBPOI-UHFFFAOYSA-N 10,10-dioxo-2-[4-(N-phenylanilino)phenyl]thioxanthen-9-one Chemical compound O=C1c2ccccc2S(=O)(=O)c2ccc(cc12)-c1ccc(cc1)N(c1ccccc1)c1ccccc1 FGRBYDKOBBBPOI-UHFFFAOYSA-N 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000005465 channeling Effects 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000004043 dyeing Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
Images






Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06C—FINISHING, DRESSING, TENTERING OR STRETCHING TEXTILE FABRICS
- D06C7/00—Heating or cooling textile fabrics
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06C—FINISHING, DRESSING, TENTERING OR STRETCHING TEXTILE FABRICS
- D06C2700/00—Finishing or decoration of textile materials, except for bleaching, dyeing, printing, mercerising, washing or fulling
- D06C2700/13—Steaming or decatising of fabrics or yarns
Definitions
- the invention relates to an installation for finishing the textile material in which the decatising thereof is carried out, as well as to a decatification autoclave and a beam handling beam designed for said installation.
- the raw materials are, either by spinning or by chemical treatment, transformed into yarn which is then used for weaving or knitting in plies or the like.
- finishing phase various stages called “finishing phase” are provided such as in particular dyeing, printing, finishing.
- This decatizing phase consists in passing the woven or knitted material through with steam, from the outside to the inside.
- a doublier which consists of a very compact cotton fabric capable of channeling the movement of the vapor.
- the textile material to be decatified and the doubler are wound simultaneously on the beam. Then, the beam thus equipped is placed in the autoclave to undergo the treatment.
- the beam equipped with the doubler and the decatified textile material is extracted from the autoclave then unwound, that is to say that the beam equipped with the doubler and the textile material decayed to separate the two layers.
- we know of such types of installations which give results which are acceptable from a qualitative point of view but which are penalized by the cost price of the finished product due to the long processing times and the numerous manual handling operations.
- the installations known to date generally include an autoclave which allows the treatment of a single beam equipped, which allows a good yield only for large series taking into account the machine stops for winding operations and of unfolding.
- the object of the present invention is to provide an installation for finishing the textile material in which a vacuum decatification is carried out of at least one woven or knitted textile piece wound on a beam with a doublier which makes it possible to overcome the drawbacks of the known installations and allows a higher quality yield as well as a reduction in the cost price of the finished product.
- the installation for finishing the textile material will allow the decatising of woven or knitted textile pieces simultaneously arranged on at least two beams.
- the simultaneity of handling, of the preparation of the material, as well as the simultaneity of decatizing in the autoclave will be carried out.
- the finishing installation will make it possible to work with three beams simultaneously and will allow the decatification in the autoclave of three beams simultaneously.
- One of the aims of the present invention is to propose an installation for finishing the textile material which is flexible to use, that is to say in particular capable of treating small textile parts, or even textile parts of different natures. simultaneously.
- Another object of the present invention is to provide an installation for finishing the textile material which allows decatification practically without dead time, the preparation of "decatifying" beams and the disequipping of "decated” beams being carried out in an autoclave. masked time.
- Another object of the present invention is to provide an installation for finishing the textile material in which the delamination is carried out efficiently whatever the nature of the textile pieces treated or their length.
- the structure of the installation of the present invention makes it possible to work, while keeping an efficiency at least equal, with several beams equipped with reduced diameters, which in particular promotes the effect of steam, allows a homogeneous action of this allows work with parts of short lengths and / or of different types.
- Another object of the present invention is to provide an installation for finishing the textile material which, thanks to an adequate handling system makes it possible to reduce dead time and allows the operation of the autoclave to a very great extent.
- Another object of the present invention is to provide a decatizing autoclave, designed for the finishing installation of the present invention, which, in order to overcome the drawbacks of known systems, allows the treatment of at least two separate beams simultaneously.
- the present invention provides a decatizing autoclave which allows the simultaneous treatment of three separate beams, which allows the interior volume of the autoclave to be used in a rational and economical manner.
- Another object of the present invention is to propose a beam handling barrel, designed for the installation of finishing of the textile material of the present invention, which facilitates the handling and the implementation of an effective decatification while reducing the cost of this phase which affects the finished product.
- the said beam handling barrel of the present invention will authorize, during the different stages of the decatizing process, in particular the preparation of beams in masked time, the recovery of the decayed material in masked time, the transhipment of beams, as well as the decatising of several beams simultaneously in the autoclave.
- the beam handling barrels are designed to support at least two beams and advantageously three.
- the installation for finishing the textile material in which a vacuum decatification is carried out of at least one woven or knitted textile piece wound on a beam with a doubler
- the said installation comprising at least one autoclave closed, capable of withstanding the pressure and treating at least one equipped beam
- it comprises means for winding and / or unwinding beams capable, on the one hand, of unequipping a beam having undergone the treatment by winding the decayed textile material of the said beam and the doubler, the latter being separated from the said decayed textile material in order to recover it, and on the other hand simultaneously equipping a new beam to be treated by winding up the textile material to be decatified with the said doublier recovered.
- said finishing installation of the present invention comprises a ferry capable of handling the beams to be fitted and / or beams equipped to decat and / or decat, at least between said autoclave and said means of winding and / or unwinding of beams.
- the decatizing autoclave designed for the installation of finishing of textile materials according to the present invention comprises means for supporting the textile material to be decatified allowing the simultaneous treatment of at least two beams equipped. More particularly, the said decatizing autoclave will advantageously treat three beams arranged relative to one another at 120 °.
- the present invention proposes a beam handling beam designed for the said installation making it possible to support three beams by means of mandrels arranged on either side on spaced circular plates which are movable in rotation to define at least three positions at 120 °.
- the present invention relates to an installation for finishing the textile material in which a vacuum decatification of at least one woven or knitted textile piece is carried out.
- the invention also relates to means designed to allow proper operation of said finishing installation, and in particular a decatizing autoclave as well as a beam handling beam.
- the present installation will allow a decatising of all woven or knitted textile pieces whatever their shape and length. However, they will advantageously be wound on a beam.
- the installation of the present invention will allow the treatment of fabric and / or knitting, dyed, ecru, or even printed.
- the principle of the treatment therefore consists of winding textile material with in parallel doubling on a beam, then placing this beam equipped in the tank of the autoclave to subject it to steam.
- the decayed textile material is recovered, outside an autoclave, by separating it from the liner.
- the installation 1 for finishing the textile material of the present invention comprises at least one autoclave 2, designed to be able to carry out decatification, comprising a tank 3 closed by a removable cover 4 able to withstand the pressure and to treat at least two beams equipped.
- this autoclave is built according to traditional techniques in this field apart from the means 41; 52 specific supports for the textile material as well as the accessories attached thereto, which will be described later.
- the installation 1 comprises means 5 for winding and / or unwinding beams. These means are notably illustrated in detail in figure 3.
- the beams can be equipped with either the doubler alone, or the fabric or decat knit alone, or the fabric or knit decatrix alone, or the doubler and the fabric or knit decat, or the doubler and fabric or decadent knitting.
- FIG. 3 illustrates some of these possibilities and, for example, an empty beam has been identified at 6, 7 a beam on which the fabric to be decatified is wound, 8 a beam on which the doublier and decatated fabric are wound, 9 a beam carrying the decayed recovered tissue.
- the means 5 for winding and / or unwinding the beams 6 to 9 allow on the one hand to unequip a beam 8 having undergone the treatment and on the other hand simultaneously allow the equipment of a new beam 6 for processing.
- the beam 8 equipped with the fabric and the doubler which has undergone the treatment is unwound to recover on the one hand the decayed textile material 10 and on the other hand the doubler 11.
- the new beam 6, which must be equipped for the treatment is set in motion to wind thereon textile material 12 to be decatified with said doublier 11 recovered and separated from beam 8 .
- These means 5 for winding and unwinding beams 6 to 9 are constituted, for example in one embodiment, by a frame 13 on which are arranged, in the case where the textile material to be decatified and the decatified textile material are stored on beams, at least: - two motorized axes 14, 15, the first axis, marked 14, being capable of receiving a beam equipped with doubler 11 and decatated fabric 10, the second axis, marked 15, being capable of receiving an empty beam 6 to be fitted with doublier 11 recovered and fabric to be decatified 12, - two other axes 16, 17 cooperating with the two said first and second axes 14, 15, the third axis 16 being able to receive a beam 7 equipped with said fabric to decatiate 12, and to deliver it to the second axis 15, the fourth axis 17 being, as for him, able to receive a beam 9 on which will wind said said decatated fabric 10 recovered from said first beam 8 positioned on the axis 14.
- the complementary axes 16, 17 are only required if the material to be decatured or decatured is stored on beams. Indeed, one could dispense with axis 16 if the fabric was delivered in a sheet at the outlet of a machine. Similarly, we could dispense with axis 17 if the decayed fabric recovered was for example by folding it into an accordion.
- said means 5 for winding and / or unwinding beams 6 to 9 in particular comprise means 18 for drying the recovered doubler and / or means 19 for keeping the doubler 11 and the fabric 12 in tension. to decompose during their winding on said beam to be treated 6.
- the means 18 for drying the recovered duplicator are, for example, as illustrated in FIG. 3, constituted by cylinders 20-22 which make it possible to impose a routing on the recovered doubler 11 leaving the hot and hot state of the autoclave.
- the doublier 11 when unwound from the decayed beam 8, it passes between the two drying cylinders 20, 21, equipped for example with heating resistors, then on a guide cylinder 22.
- This arrangement makes it possible to tension the doubler in order to have the best possible yield in terms of drying.
- drying takes place on both sides of the doubler 11, which causes more regular drying and slower longevity of the doubler.
- the doubler 11 is then directed towards the means 19 to keep the doubler in tension.
- these means 19 is a sort of arm presser consisting of a presser cylinder 23, actuated for example by a jack not shown, and of an idler cylinder 24 placed in the axis of rotation of the arm, the latter making it possible to act as a detour cylinder for the doublier 11.
- the winding and / or unwinding means 5 have a fifth motorized axis 31 similar to said first and second axes 14, 15 whose role will be described later.
- the three axes 14, 15, 31 are arranged at 120 ° and the barrel 25 will be able to perform rotations of 120 °.
- Figures 4 and 5 show some details of embodiment of said barrel 25. It essentially consists of two circular plates 26, 27 spaced apart and mounted movable in rotation about the axis 81 in order to allow the three positions at 120 ° .
- FIG. 4 to simplify and facilitate understanding, a single set of mandrels 28, 29 has been shown, for example defining the axis 14 carrying the equipped beam 8.
- Each set of mandrels 28, 29 allows in particular the tightening of the beam, its positioning and its rotation.
- each mandrel 28 or 29 is conical and is subject to a jack 37 placed axially to authorize the positioning of the beam between the mandrels and then the tightening.
- the drive in rotation of the beam is effected by one of the two mandrels, marked 28 in the case of FIG. 4, which is moreover subject to a motor member 30.
- the positioning of the barrel in these three positions is carried out, for example, by a mechanism as shown diagrammatically in FIG. 5.
- the rotation is carried out in particular by means of a jack 32 provided with a retractable positioning finger 33, this jack being mounted on an idler arm 34 actuated by a rotary jack shown diagrammatically at 35 in FIG. 5.
- the rotational drive will therefore be carried out using the positioning finger 33 acting for example on one of the plates 26 or 27 of the barrel which will advantageously be drilled with three holes 36 at 120 °.
- the winding and unwinding means 5 make it possible in particular to position the beams on the three axes at 120 °, to engage in rotation as appropriate the axes carrying the beams, an axis used for winding the parts to be decatified while the other unrolls a decayed piece, to dry the doublier and to control the tension of the sheets during winding.
- a pressure vacuum is ensured in the axis of the assembly, leaving the decatizing, simultaneously cooling and drying the fabric. and the doubler.
- a suction device controlled by the vacuum pump not shown in the figures but shown diagrammatically by the arrow marked 38 is placed at the level of the non-driven mandrel 29.
- a guide system ensures the regularity of the selvedge of the doubler and of the fabric in order to allow correct winding.
- the finishing installation 1 of the textile material comprises a transporter 39 capable of automatically handling the beams to be fitted 6, and / or beams equipped to decat and / or decat 8 at least between said autoclave 2 and said means 5 for winding and / or unwinding beams.
- this ferry 39 it will be possible advantageously work simultaneously with several beams in order to, for example, decatate three beams simultaneously in the autoclave, prepare three other beams during the decatizing, and recover the decatified material also during the decatizing.
- This transporter 39 is illustrated generally in FIGS. 1 as well as in more detail in FIGS. 6 to 9.
- said ferry 39 includes at least: - A first motorized carriage 40 able on the one hand to move from the autoclave 2 to the winding and / or unwinding means 5, and / or vice versa, and on the other hand to receive said means 41 for supporting the textile material to be decatified, lifting means 42 able at least to take the beams 6 to 9 one at a time, in particular provided for removing them from said support means 41 in order to deposit them at the level of said winding and / or unwinding means, and /Or vice versa.
- the said transporter comprises a second motorized carriage 43 of structure similar to the first carriage 40, this in order to create a screw buffer stock -with respect to the means 5 for winding and / or unwinding while the first carriage 40, and more precisely while the means for supporting the textile material 41 which it carries, are in the autoclave.
- the various elements of the transporter 39 namely the motorized carriages 40 and 43, the washing means 42, as well as the accessories necessary for their operation, such as for example the running rails, are of traditional construction known to those skilled in the art. 'Art.
- the lifting means 42 are constituted by an overhead crane equipped with a double hook hoist allowing the lifting of the beams, and / or their translation over the entire installation.
- FIG. 7 shows for example eight stopping axes of the traveling crane 42, two above the winding means 5, three above each carriage 40, 43.
- motorized carriages 40, 43 they are constituted by carriages mounted on wheels, movable in two directions, of a system of rails with motor, ensuring the rolling of these in two directions shown diagrammatically by the arrows 44 , 45, respectively on the rails of the bearing 46, 47.
- FIGS 8 and 9 show an embodiment of such carts.
- the entire carriage and rail system is controlled by motor members and in particular by a first motor for moving the carriages 40, 43 in the direction 44, a second disengageable motor making it possible to control the carriages 40, 43 in the direction 45 when 'They are in front of the autoclave until it, and a third disengageable motor allowing the translation of the carriage and the material it carries in the autoclave.
- each carriage 40; 43 comprises an upper chassis 48 mounted on a rolling roller which allows the translation of the means 41; 52 beam support which it carries from the outside of the autoclave towards the inside and vice versa.
- said autoclave 2 comprises means 41; 52 support for the textile material to be decatified allowing the simultaneous treatment of at least two beams equipped and preferably three beams arranged at 120 °.
- said support means 41 comprise three axes 49, 50, 51, non-motorized, capable of receiving three beams equipped with the doubler and of the textile material, and to allow the simultaneous processing of said three beams.
- these three axes are arranged on a barrel system 56; 57, able to receive three beams equipped and to allow the 120 ° rotation of these.
- the one or more motorized carriages 40, 43 of the ferry each have a motorized built frame capable of guiding the said carriage to be housed in the autoclave, as illustrated in FIGS. 8 and 9.
- these barrels 56, 57 substantially constitute the support means 41, 52 of the textile material to be decatified in the decatification autoclave, capable on the one hand of circulating through said textile material and doubling the vapor of the inside towards the outside, or vice versa, and on the other hand to maintain in place in the tank of the autoclave three beams equipped arranged one with respect to the other at approximately 120 °
- FIGS 10a to 10k show by way of example the succession of different working phases implemented in the installation 1 of the present invention which has been described above.
- Such an installation will in particular allow the simultaneous decatising of three beams in the autoclave and all the necessary handling of the beams to carry out the preparation and the de-equipment in masked time.
- the autoclave 2 is shown diagrammatically by its tank and the two carriages 42 and 43 are shown diagrammatically by their respective barrels 56 and 57.
- the barrel 56 equipped with three beams, is being treated in the autoclave 2
- the barrel 57 serves as buffer stock for preparing the material to be treated during the treatment of the barrel 56 in the autoclave.
- Phase 10a constitutes the start of the cycle and the start-up of the installation.
- a beam 60 equipped with the doublier alone.
- On the axis of the barrel 25 is disposed an empty beam 61.
- On the axis 16 is provided a beam 62 on which is wound textile material to be decat.
- On the axis 17 is provided an empty beam 63.
- the beam 60 is deposited on the upper axis of the barrel 25 as shown by arrow 70.
- This beam 60 fitted with the doubler, being placed on the barrel 25, the barrel is rotated by 120 ° as shown in FIG. 10b and arrow 71.
- the beams 60 and 61 are in position to allow winding on the empty beam 61 of the doubler coming from the beam 60 and the decatising fabric coming from the beam 62, according to the principle illustrated in FIG. 3.
- the next phase illustrated in FIG. 10c consists in placing on the upper axis of the barrel 25 the beam 64 equipped with a doubler and a decayed fabric then the beam 64 is placed in the unwinding position by rotation of the barrel 25 according to arrow 72.
- the beam 61 which is equipped with fabric to decatify + doubler, can be taken up by the overhead crane to be put in the storage position on the axis 58 according to arrow 73.
- the coil 64 is to be unequipped and the beam 60, which was emptied of its duplicator in the phase of FIG. 10b, is therefore empty, and can then be equipped by recovering the doubler of beam 64 and by winding textile material to be decatified from a spool 74 according to the unwinding process illustrated in FIG. 3, the material decacy then being recovered on the empty beam 63.
- the cycle continues as shown in Figure 10d.
- the beam 65 is then put in place on the barrel 25 to unequip it.
- the beam 60 equipped to be treated comes in the high position on the barrel 25.
- this beam 60 it is possible to place on the barrel 57 this beam 60 to be treated.
- the beam 64 was unequipped and is therefore empty. We have now spotted it in 74 so as not to confuse it. Then, we can therefore re-equip the beam 74 with the doublier and the new fabric to be decatified.
- the treated beam 66 is put in place, coming from the barrel 57, on the barrel 25.
- the latter is made to rotate by 120 °, which places the beam 74 in the upper position on the barrel 25.
- the beam 74 is placed on the barrel 57 using the traveling crane and the empty beam 65 is re-equipped with the doublier and the fabric to be decatified for treatment. This equipped beam now bears the reference 75.
- FIG. 10f illustrates the end of the equipment of the barrel 57 by positioning the equipped beam 61 which from phase 10c is in the storage position via the traveling crane. Thus, the barrel 57 is ready to be processed.
- FIG. 10g illustrates this phase.
- FIGS. 10h to 10k show, in a similar manner to what has been described previously, the recovery of the decayed material and the re-equipment of the barrel and 56 for use in further processing.
- Figure 10h shows: - the installation of the equipped beam beam decates 67 on the barrel 25 which, after rotation of 120 °, is in position equipment.
- the beam 67 is unwound in order to recover the decayed fabric at 79 and to recover the doubler to rewind a new beam 76 with of the material to be decatified 80; for this, it should be noted that the beam 66 remains empty which was empty during the previous phase, - winding of beam 76, - storage of the equipped beam 75 during the previous phase on the storage axis 58.
- Figure 10i illustrates the following phases: - positioning of beam 68 on barrel 25, - rotation of barrel 25 by 120 °, - recovery of the empty beam 67, - placement of beam 76 to decompose on barrel 56, - winding of a new warping beam 77 on the recovered empty beam 67.
- Figure 10j shows the following cycle: - placement of the decoupage beam 77 on the barrel 56, - 120 ° rotation of barrel 25, - the beam 68 empty comes in retrofitting position, - placement of the beam equipped with decatrix 77 on the barrel 56.
- Figure 10k illustrates the end of the cycle, namely: - placement of the decoupage beam 75 on the barrel 56, - beam which was in the storage position on the storage axis 58 from the 10h phase, - the trolley fitted with the barrel 56 is ready to be processed, - When the treatment of the carriage 57 is finished, exit from it and replacement with the new barrel 56.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Treatment Of Fiber Materials (AREA)
Abstract
L'invention est relative à une installation d'ennoblissement de la matière textile dans laquelle on réalise le décatissage de celle-ci, ainsi qu'à un autoclave de décatissage et un barillet de manutention d'ensouples conçu pour la dite installation. Selon l'invention, l'installation comporte des moyens (5) d'enroulement et/ou de déroulement des ensouples (6, 9) aptes d'une part à déséquiper une ensouple (8) ayant subi le traitement en déroulant la matière textile décatie (10) de la dite ensouple (8) ainsi que le doublier (11), ce dernier (11) étant séparé de la dite matière textile décatie (10) pour le récupérer, et d'autre part à équiper simultanément une nouvelle ensouple (6) à traiter en enroulant de la matière textile (12) à décatir avec le dit doublier récupéré (11).
Description
- L'invention est relative à une installation d'ennoblissement de la matière textile dans laquelle on réalise le décatissage de celle-ci, ainsi qu'à un autoclave de décatissage et un barillet de manutention d'ensouples conçu pour la dite installation.
- Dans le domaine du textile, les matières premières subissent de nombreuses opérations avant qu'elles ne soient utilisables pour réaliser un produit fini textile.
- Plus précisément, les matières premières sont, soit par filature, soit par traitement chimique, transformées en fil qui sert alors au tissage ou au tricotage en nappes ou similaires.
- Après ce stade, différentes étapes dites "phase d'ennoblissement" sont prévues telles que notamment la teinture, l'impression, le finissage.
- Une autre étape importante réside dans la décatissage, phase pendant laquelle on redonne à la matière textile ses caractéristiques de toucher, de couleur, de gonflant ainsi que sa stabilité dimensionnelle, indispensable pour le triatement ultérieur en confection par exemple. Cette phase de décatissage consiste à faire traverser la matière tissée ou tricotée par de la vapeur, de l'extérieur vers l'intérieur.
- A cet égard, il est courant d'effectuer cette étape de décatissage dans un autoclave fermé en plaçant la matière textile sur une ensouple et en faisant circuler à l'intérieur de l'ensouple et de la matière textile la vapeur de l'intérieur vers l'extérieur, ou inversement.
- Par ailleurs, pour faciliter la diffusion de la vapeur dans la matière textile, on utilise un doublier qui consiste en un tissu très compact de coton apte à canaliser le mouvement de la vapeur.
- Aussi, préalablement au traitement dans l'autoclave, on enroule sur l'ensouple simultanément la matière textile à décatir et le doublier. Ensuite, l'ensouple ainsi équipée est placée dans l'autoclave pour subir le traitement.
- A l'issue de la phase de décatissage, l'ensouple équipée du doublier et de la matière textile décatie est extraite de l'autoclave puis désenroulée c'est-à-dire que l'on déroule l'ensouple équipée du doublier et de la matière textile décatie pour séparer les deux nappes. A cet égard, on connait de tels types d'installations qui donnent des résultats acceptables sur la plan qualitatif mais qui sont pénalisés par le coût de revient produit fini du fait des longs temps de traitement et des nombreuses opérations de manutention bien souvent manuelles.
- En effet, les installations connues à ce jour comprennent généralement un autoclave qui autorise le traitement d'une seule ensouple équipée, ce qui ne permet un bon rendement que pour de grandes séries compte tenu des arrêts de la machine pour les opérations d'enroulement et de déroulement.
- Cependant, pour rendre plus économique les procédés connus, on est tenté d'enrouler sur l'ensouple une très grande quantité de matière textile pour travailler au plein rendement de l'autoclave. Une telle façon de faire n'est pas sans présenter des inconvénients qui viennent d'une part du fait de l'enroulement de la matière textile en tant que tel et d'autre part du fait de la grande longueur imposée.
- Etant donné les grandes longueurs enroulées sur une seule ensouple dont le diamètre va croissant de l'intérieur vers l'extérieur, un problème à résoudre réside dans la tension à donner à la matière textile lors de l'enroulement pour éviter les plis et les tensions internes dans la matière textile.
- Par ailleurs, lorsqu'on ne dispose pas de grandes longueurs, on enroule successivement plusieurs petites longueurs sur la même ensouple; cependant, pour avoir un traitement uniforme, il faut d'une part disposer de matières textiles de même qualité et de même couleur.
- D'autres inconvénients sont inhérents au doublier utilisé qui, rappelons-le, doit avoir au moins la même longueur que la matière textile à traiter. En effet, lorsque l'on traite des petites longueurs mises bout à bout et enroulées sur l'ensouple avec un doublier, qui lui est continu, il est nécessaire d'enrouler et de dérouler la longueur totale du doublier d'où diminution des rendements de la machine.
- Par ailleurs, étant donnée la dimension du doublier, son coût entre pour une part importante dans le prix de revient du produit fini. De plus, lorsqu'il est détérioré sur une partie, il est nécessaire de changer toute la longueur du doublier.
- Enfin, toutes les installations connues à ce jour ne permettent pas un rendement maximum d'exploitation car les cycles de traitement sont largement entrecoupés d'arrêts obligatoires de la machine pour les opérations d'enroulement et de déroulement, soit avant le décatissage, soit le décatissage.
- Le but de la présente invention est de proposer une installation d'ennoblissement de la matière textile dans laquelle on réalise un décatissage sous vide d'au moins une pièce textile tissée ou tricotée enroulée sur une ensouple avec un doublier qui permette de pallier les inconvénients des installations connues et autorise un rendement qualitatif supérieur ainsi qu'une diminution des coûts de revient du produit fini.
- Plus précisément, grâce à la présente invention, l'installation d'ennoblissement de la matière textile permettra le décatissage de pièces textiles tissées ou tricotées simultanément disposées sur au moins deux ensouples. A cet égard, selon la présente invention, on réalisera la simultanéité des manutentions, de la préparation de la matière, ainsi que la simultanéité de décatissage dans l'autoclave.
- Cela étant, dans un mode de réalisation avantageux, l'installation d'ennoblissement permettra de travailler avec trois ensouples simultanément et autorisera le décatissage dans l'autoclave de trois ensouples simultanément.
- Un des buts de la présente invention est de proposer une installation d'ennoblissement de la matière textile qui soit souple d'utilisation, c'est-à-dire notamment apte à traiter des petites pièces textiles, voire même des pièces textiles de natures différentes simultanément.
- Un autre but de la présente invention est de proposer une installation d'ennoblissement de la matière textile qui permet un décatissage pratiquement sans temps mort, la préparation des ensouples "à décatir" et le déséquipement des ensouples "décati" s'effectuant hors autoclave en temps masqué.
- Un autre but de la présente invention est de proposer une installation d'ennoblissement de la matière textile dans laquelle le décatissage est réalisé avec efficacité quelle que soit la nature des pièces textiles traitées ou leur longueur.
- En particulier, de par la structure de l'installation de la présente invention, on autorisera le décatissage en autoclave avec effet permanent à l'aide de pression de vapeur supérieure à un atmosphère.
- De plus, la structure de l'installation de la présente invention permet de travailler, tout en gardant un rendement au moins égal, avec plusieurs ensouples équipées de diamètres réduits, ce qui notamment favorise l'effet de la vapeur, autorise une action homogène de celle-ci, permet le travail avec des pièces de petites longueurs et/ou de nature différente.
- En outre, on minimise également les risques de plissage des pièces textiles lors des enroulements, déroulements de la matière et le traitement est parfaitement uniforme.
- Un autre but de la présente invention est de proposer une installation d'ennoblissement de la matière textile qui, grâce à un système de manutention adéquat permet de réduire les temps morts et autorise le fonctionnement de l'autoclave dans une très forte mesure.
- Un autre but de la présente invention est de proposer un autoclave de décatissage, conçu pour l'installation d'ennoblissement de la présente invention, qui, pour permettre de pallier les inconvénients des systèmes connus, autorise le traitement d'au moins deux ensouples séparées simultanément.
- En particulier, la présente invention propose un autoclave de décatissage qui autorise le traitement simultané de trois ensouples séparées, ce qui permet d'utiliser le volume intérieur de l'autoclave d'une manière rationnelle et économique.
- Un autre but de la présente invention est de proposer un barillet de manutention d'ensouple, conçu pour l'installation d'ennoblissement de la matière textile de la présente invention, qui facilite la manutention et la mise en oeuvre d'un décatissage efficace tout en réduisant le coût de cette phase qui se répercute sur le produit fini.
- Plus précisément, le dit barillet de manutention d'ensouple de la présente invention autorisera lors des différentes étapes du procédé de décatissage notamment la préparation des ensouples en temps masqué, la récupération de la matière décatie en temps masqué, le transbordement des ensouples, ainsi que le décatissage de plusieurs ensouples simultanément dans l'autoclave.
- Dans un mode de réalisation avantageux, les barillets de manutention d'ensouples sont conçus pour supporter au moins deux ensouples et avantageusement trois.
- D'autres buts et avantages de la présente invention apparaitront au cours de la description qui va suivre qui n'est donnée qu'à titre indicatif et qui n'a pas pour but de la limiter.
- Selon la présente invention, l'installation d'ennoblissement de la matière textile, dans laquelle on réalise un décatissage sous vide d'au moins une pièce textile tissée ou tricotée enroulée sur une ensouple avec un doublier, la dite installation comprenant au moins un autoclave fermé, apte à supporter la pression et à traiter au moins une ensouple équipée, est caractérisée par le fait qu'elle comporte des moyens d'enroulement et/ou de déroulement des ensouples aptes d'une part à déséquiper une ensouple ayant subi le traitement en enroulant la matière textile décatie de la dite ensouple ainsi que le doublier, ce dernier étant séparé de la dite matière textile décatie pour le récupérer, et d'autre part à équiper simultanément une nouvelle ensouple à traiter en enroulant de la matière textile à décatir avec le dit doublier récupéré.
- Par ailleurs, la dite installation d'ennoblissement de la présente invention comporte un transbordeur apte à assurer la manutention des ensouples à équiper et/ou des ensouples équipées à décatir et/ou décaties, au moins entre le dit autoclave et les dits moyens d'enroulement et/ou de déroulement des ensouples.
- En outre, l'autoclave de décatissage conçu pour l'installation d'ennoblissement de matières textiles selon la présente invention comporte des moyens support de la matière textile à décatir permettant le traitement simultané d'au moins deux ensouples équipées. Plus particulièrement, le dit autoclave de décatissage traitera avantageusement trois ensouples disposées l'une par rapport à l'autre selon 120 °.
- Enfin, la présente invention propose un barillet de manutention d'ensouples conçues pour la dite installation permettant de supporter trois ensouples par l'intermédiaire de mandrins disposés de part et d'autre sur des plateaux circulaires espacés et mobiles en rotation pour définir au moins trois positions à 120 °.
- La présente invention sera mieux comprise à la lecture de la description suivante accompagnée des dessins qui en font partie intégrante.
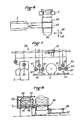
- La figure 1 représente une vue schématique de dessus d'une installation d'ennoblissement de la matière textile dans laquelle on réalise un décatissage sous vide.
- La figure 2 montre une vue de face selon la flèche II de l'installation représentée à la figure 1.
- La figure 3 montre une vue de profil d'un détail de l'installation de décatissage des figures 1 et 2 et particulièrement illustre les moyens d'enroulement et/ou de déroulement des ensouples.
- La figure 4 montre une vue schématique du barillet de manutention d'ensouples conçues pour l'installation de la figure 1 qui illustre particulièrement la disposition d'une ensouple sur ce barillet.
- La figure 5 montre schématiquement le principe des moyens qui permettent la rotation du barillet de la figure 4.
- La figure 6 montre une vue schématique de l'installation d'ennoblissement de la présente invention vu de dessus pour illustrer le transbordeur.
- La figure 7 montre une vue schématique de profil de l'installation de la présente invention illustrant les différentes phases de manutention et le transbordeur.
- La figure 8 montre une vue plus détaillée du transbordeur illustré aux figures 6 et 7 et particulièrement des moyens support de la matière textile placée dans l'autoclave.
- La figure 8 montre une vue de dessus des éléments représentés à la figure 8.
- Les figures 10a à 10k montrent successivement les différentes phases de travail d'un procédé de décatissage mis en oeuvre dans l'installation d'ennoblissement de la matière textile de la présente invention.
- La présente invention vise une installation d'ennoblissement de la matière textile dans laquelle on réalise un décatissage sous vide d'au moins une pièce textile tissée ou tricotée.
- L'invention concerne également des moyens conçus pour autoriser un bon fonctionnement de la dite installation d'ennoblissement, et particulièrement un autoclave de décatissage ainsi qu'un barillet de manutention d'ensouples.
- On a rappelé dans le préambule de la présente description le positionnement du décatissage dans son environnement de fabrication textile. Il s'agit d'une phase d'ennoblissement et de finissage de la matière textile, indispensable pour le traitement ultérieur notamment en confection.
- La présente installation permettra un décatissage de toute pièces textiles tissées ou tricotées quelles que soient leur forme et leur longueur. Toutefois, elles seront avantageusement enroulées sur une ensouple.
- De même, comme dans la technique traditionnelle du décatissage, phase pendant laquelle on fait traverser la pièce textile par de la vapeur, on utilise un doublier qui permet une meilleure répartition de la vapeur et une meilleure efficacité du traitement.
- Par ailleurs, l'installation de la présente invention permettra le traitement de tissu et/ou tricot, teint, écru, voire même imprimé.
- Cela étant, dans l'installation de la présente invention, on mettra en oeuvre un procédé de décatissage discontinu en autoclave qui a l'avantage de présenter une meilleure qualité du traitement par rapport au décatissage en continu et au décatissage en vapeur libre.
- Le principe du traitement consiste donc à enrouler de la matière textile avec en parallèle en doublier sur une ensouple, puis à placer cette ensouple équipée dans la cuve de l'autoclave pour l'assujettir à la vapeur.
- A l'issue de cette phase, on récupère, hors autoclave, la matière textile décatie en la séparant du doublier.
- A cet égard, l'installation 1 d'ennoblissement de la matière textile de la présente invention comporte au moins un autoclave 2, conçu pour pouvoir mettre en oeuvre un décatissage, comportant une cuve 3 fermée par un couvercle amovible 4 apte à supporter la pression et à traiter au moins deux ensouples équipées.
- D'une manière générale, cet autoclave est construit selon des techniques traditionnelles dans ce domaine hormis les moyens 41 ; 52 spécifiques de support de la matière textile ainsi que les accessoires qui s'y attachent, qui seront décrits ultérieurement.
- Selon une caractéristique importante de la présente invention, l'installation 1 comporte des moyens 5 d'enroulement et/ou de déroulement des ensouples. Ces moyens sont notamment illustrés en détail à la figure 3.
- Dans une telle installation, on peut être en présence, soit d'ensouples vides, soit d'ensouples équipées. Dans ce dernier cas, les ensouples peuvent être équipées, soit du doublier seul, soit du tissu ou tricot décati seul, soit du tissu ou tricot à décatir seul, soit du doublier et du tissu ou tricot à décatir, soit du doublier et du tissu ou tricot décati.
- La figure 3 illustre certaines de ces possibilités et, par exemple, on a repéré en 6 une ensouple vide, 7 une ensouple sur laquelle est enroulé du tissu à décatir, 8 une ensouple sur laquelle sont enroulés le doublier et du tissu décati, 9 une ensouple portant le tissu récupéré décati.
- Cela étant, les moyens 5 d'enroulement et/ou de déroulement des ensouples 6 à 9 permettent d'une part de déséquiper une ensouple 8 ayant subi le traitement et d'autre part permettent, simultanément, l'équipement d'une nouvelle ensouple 6 pour le traitement.
- Plus précisément, à l'issue du traitement de décatissage, l'ensouple 8 équipée du tissu et du doublier qui a subi le traitement est déroulée pour récupérer d'une part la matière textile décatie 10 et d'autre part le doublier 11.
- En outre, et simultanément, la nouvelle ensouple 6, qui doit être équipée en vue du traitement, est mise en mouvement pour enrouler sur celle-ci de la matière textile 12 à décatir avec le dit doublier 11 récupéré et séparé de l'ensouple 8.
- Ces moyens 5 d'enroulement et de déroulement des ensouples 6 à 9 sont constitués, par exemple dans un mode de réalisation, par un bâti 13 sur lequel sont disposés, dans le cas où la matière textile à décatir et la matière textile décatie sont stockées sur ensouples, au moins :
- deux axes motorisés 14, 15, le premier axe, repéré 14, étant apte à recevoir une ensouple équipée 8 du doublier 11 et du tissu décati 10, le second axe, repéré 15, étant apte à recevoir une ensouple vide 6 à équiper du doublier 11 récupéré et du tissu à décatir 12,
- deux autres axes 16, 17 coopérant avec les deux dits premier et second axes 14, 15, le troisième axe 16 étant apte à recevoir une ensouple 7 équipée du dit tissu à décatir 12, et à la délivrer vers le second axe 15, le quatrième axe 17 étant, quant à lui, apte à recevoir une ensouple 9 sur laquelle va s'enrouler le dit tissu décati 10 récupéré de la dite première ensouple 8 positionnée sur l'axe 14. - Cela étant, il est à remarquer que les axes 16, 17 complémentaires ne sont requis que si la matière à décatir ou décatie est stockée sur ensouples. En effet, on pourrait se dispenser de l'axe 16 si le tissu était délivré en nappe à la sortie d'une machine. De même, on pourrait se dispenser de l'axe 17 si le tissu décati récupéré l'était par exemple en le repliant en accordéon.
- Il est à noter également que le mode de réalisation qui est prescrit ci-dessus n'est en aucun cas limitatif et que d'autres modes de réalisation utilisant des moyens structurels équivalents, à la portée de l'Homme de l'Art, pourraient être envisagés.
- Au titre de moyens complémentaires, les dits moyens 5 d'enroulement et/ou de déroulement des ensouples 6 à 9 comportent notamment des moyens 18 de séchage du doublier récupéré et/ou des moyens 19 pour maintenir en tension le doublier 11 et le tissu 12 à décatir lors de leur enroulement sur la dite ensouple à traiter 6.
- Les moyens 18 de séchage du doublier récupéré sont, par exemple, comme illustrés à la figure 3, constitués par des cylindres 20-22 qui permettent d'imposer un cheminement au doublier 11 récupéré sortant humide et chaud de l'autoclave.
- Ainsi, lorsqu'on déroule le doublier 11 de l'ensouple décatie 8, celui-ci passe entre les deux cylindres sécheurs 20, 21, équipés par exemple de résistances chauffantes, puis sur un cylindre guide 22. Cette disposition permet de mettre en tension le doublier afin d'avoir le meilleur rendement possible au niveau du séchage. De plus, le séchage s'effectue sur les deux faces du doublier 11, ce qui provoque un séchage plus régulier et une longévité plus lente du doublier.
- En sortie de ces moyens 18 de séchage, le doublier 11 est ensuite dirigé vers les moyens 19 pour maintenir en tension le doublier. Ces moyens permettent, lors de l'enroulement d'une ensouple à décatir 6, d'éliminer tous les plis qui pourraient se former et d'éviter d'avoir des couches de matières textiles non uniformes engendrant des défauts lors du traitement.
- Dans un mode de réalisation de ces moyens 19, tels que représentés sur la figure 3, il s'agit en quelque sorte d'un bras presseur constitué d'un cylindre presseur 23, actionné par exemple par un vérin non représenté, et d'un cylindre fou 24 placé dans l'axe de rotation du bras, ce dernier permettant de faire office de cylindre de détour pour le doublier 11.
- Il s'agit d'une technique traditionnelle et connue dans le domaine; toutefois, une attention particulière sera apportée quant à la force de pression afin que celle-ci soit progressive lors de l'augmentation de diamètre de la bobine qui s'enroule.
- Pour maintenir les ensouples équipées 8 à dérouler et ensouples à équiper 6 à enrouler, celles-ci sont placées sur les dits premier et second axes motorisés 14, 15, ces derniers étant quant à eux disposés sur un barillet 25 apte à être mû en rotation.
- Dans un mode de réalisation avatageux, les moyens 5 d'enroulement et/ou de déroulement présentent un cinquième axe motorisé 31 semblable aux dits premier et second axes 14, 15 dont le rôle sera décrit ultérieurement. Ainsi, les trois axes 14, 15, 31 sont disposés à 120 ° et le barillet 25 sera apte à effectuer des rotations de 120 °.
- Les figures 4 et 5 montrent certains détails de réalisation du dit barillet 25. Il est essentiellement constitué de deux plateaux circulaires 26, 27 espacés entre eux et montés mobiles en rotation autour de l'axe 81 afin d'autoriser les trois positions à 120 °.
- Au niveau de ces plateaux circulaires 26, 27, sont disposés trois ensembles de mandrins 28, 29, disposés sensiblement à 120 ° et aptes à autoriser le chargement et/ou le déchargement des ensouples équipées ou non.
- A la figure 4, on a représenté pour simplifier et faciliter la compréhension, un seul ensemble de mandrins 28, 29 définissant par exemple l'axe 14 portant l'ensouple équipée 8.
- Chaque ensemble de mandrins 28, 29 permet notamment le serrage de l'ensouple, son positionnement et sa mise en rotation.
- Dans un mode de réalisation particulier, chaque mandrin 28 ou 29 est conique et est assujetti à un vérin 37 placé axialement pour autoriser la mise en place de l'ensouple entre les mandrins puis le serrage.
- Par ailleurs, l'entrainement en rotation de l'ensouple s'effectue par un des deux mandrins, repéré 28 dans le cas de la figure 4, qui est de plus assujetti à un organe moteur 30.
- La mise en position du barillet selon ces trois positions s'effectue par exemple par un mécanisme tel que schématiquement représenté à la figure 5.
- La rotation s'effectue notamment à l'aide d'un vérin 32 muni d'un doigt de positionnement rétractable 33, ce vérin étant monté sur un bras fou 34 actionné par un vérin rotatif schématisé en 35 sur la figure 5.
- Ainsi, l'entrainement en rotation s'effectuera donc à l'aide du doigt 33 de positionnement agissant par exemple sur un des plateaux 26 ou 27 du barillet qui sera percé avantageusement de trois trous 36 à 120 °.
- Il est à noter que cet exemple n'est en aucun cas limitatif et on pourrait envisager tout autre système de positionnement par des dispositifs connus permettant une rotation pas à pas de 120 °.
- Ainsi, les moyens 5 d'enroulement et de déroulement permettent notamment de positionner les ensouples sur les trois axes à 120 °, d'embrayer en rotation selon les cas les axes portant les ensouples, un axe servant à l'enroulage des pièces à décatir alors que l'autre déroulant une pièce décatie, de sécher le doublier et de contrôler la tension des nappes en cours d'enroulement.
- Par ailleurs, pour compléter l'efficacité du système décrit, pendant l'opération de déroulage de l'ensouple décatie 8, un vide de pression est assuré dans l'axe de l'ensemble en sortant du décatissage, refroissant et séchant simultanément le tissu et le doublier. Pour ce, on dispose au niveau du mandrin non entrainé 29 un dispositif d'aspiration commandé par une pompe à vide non représentée sur les figures mais schématisée par la flèche repérée 38.
- En outre, pendant l'opération d'enroulement de la pièce textile à décatir avec le doublier, un système de guidage, non représenté sur les figures, assure la régularité de la lisière du doublier et du tissu afin d'autoriser un enroulement correct.
- Selon une autre caractéristique importante de la présente invention, l'installation d'ennoblissement 1 de la matière textile comporte un transbordeur 39 apte à assurer automatiquement la manutention des ensouples à équiper 6, et/ou des ensouples équipées à décatir et/ou décaties 8 au moins entre le dit autoclave 2 et les dits moyens 5 d'enroulement et/ou de déroulement des ensouples.
- Grâce à ce transbordeur 39, on pourra avantageusement travailler simultanément avec plusieurs ensouples afin de, par exemple, décatir simultanément trois ensouples dans l'autoclave, préparer trois autres ensouples pendant le décatissage, et récupérer la matière décatie également pendant le décatissage.
- Ce transbordeur 39 est illustré d'une manière générale sur les figures 1 ainsi que d'une façon plus détaillée sur les figures 6 à 9.
- Particulièrement, le dit transbordeur 39 comporte au moins:
- un premier chariot motorisé 40 apte d'une part à se déplacer de l'autoclave 2 vers les moyens 5 d'enroulement et/ou de déroulement, et/ou inversement, et d'autre part à recevoir les dits moyens 41 support de la matière textile à décatir,
- des moyens de levage 42 aptes au moins à prélever les ensouples 6 à 9 une à la fois, notamment prévues pour les enlever des dits moyens supports 41 pour les déposer au niveau des dits moyens 5 d'enroulement et/ou de déroulement, et/ou inversement. - Cela étant, pour augmenter l'efficacité de l'installation 1 de la présente invention, et pour diminuer les temps morts, le dit transbordeur comporte un deuxième chariot motorisé 43 de structure similaire au premier chariot 40, ce afin de créer un stock tampon vis-à-vis des moyens 5 d'enroulement et/ou de déroulement pendant que le premier chariot 40, et plus précisément pendant que les moyens support de la matière textile 41 qu'il porte, sont dans l'autoclave.
- Les différents éléments du transbordeur 39, à savoir les chariots motorisés 40 et 43, les moyens de lavage 42, ainsi que les accessoires nécessaires à leur fonctionnement tels que par exemple les rails de roulement, sont de construction traditionnelle connue de l'Homme de l'Art.
- Par exemple, les moyens de levage 42 sont constitués par un pont roulant équipé d'un palan à double crochet permettant le levage des ensouples, et/ou leur translation au-dessus de toute l'installation. A cet égard, la figure 7 montre par exemple huit axes d'arrêt du pont roulant 42, deux au-dessus des moyens d'enroulement 5, trois au-dessus de chaque chariot 40, 43.
- En ce qui concerne ces chariots motorisés 40, 43, ils sont constitués par des chariots montés sur roues, mobiles dans deux directions, d'un système de rails avec moteur, assurant le roulement de ceux-ci dans deux directions schématisées par les flèches 44, 45, respectivement sur les rails du roulement 46, 47.
- Les figures 8 et 9 montrent un schéma de réalisation de tels chariots.
- L'ensemble du système chariot et rail est commandé par des organes moteur et notamment par un premier moteur pour le déplacement des chariots 40, 43 dans le sens 44, un deuxième moteur débrayable permettant de commander les chariots 40, 43 dans le sens 45 lorsqu'ils sont devant l'autoclave jusqu'à celui-ci, et un troisième moteur débrayable permettant la translation du chariot et de la matière qu'il porte dans l'autoclave.
- A cet égard, comme le montrent particulièrement les figures 8 et 9, chaque chariot 40; 43 comporte un châssis supérieur 48 monté sur galet de roulement qui autorise la translation des moyens 41; 52 support d'ensouples qu'il porte de l'extérieur de l'autoclave vers l'intérieur et inversement.
- Enfin, dans le cas où l'installation comporte deux chariots 40 et 43, ceux-ci seront avantageusement liés entre eux par un système fixe qui autorise leur translation simultanée dans le sens 44 mais qui, par contre, permet de les libérer l'un de l'autre dans le sens de déplacement 45. Néanmoins, cette liaison n'est en aucun cas obligatoire.
- Comme il a été précisé auparavant, une autre originalité de l'installation de la présente invention réside dans le fait que le dit autoclave 2 comporte des moyens 41; 52 support de la matière textile à décatir permettant la traitement simultané d'au moins deux ensouples équipées et préférentiellement de trois ensouples disposées à 120 °.
- A ce sujet, les dits moyens support 41 comportent trois axes 49, 50, 51, non motorisés, aptes à recevoir trois ensouples équipées du doublier et de la matière textile, et à autoriser le traitement simultané des dits trois ensouples.
- Il est à noter que lorsque l'installation est équipée d'un duexième chariot 43, celui-ci d'une manière similaire est équipé de moyens support de la matière textile 52 eux-mêmes équipés de trois axes non motorisés respectivement 53 à 55.
- Cela étant, dans le même principe que ce qui a été décrit précédemment, ces trois axes sont disposés sur un système barillet 56; 57, apte à recevoir trois ensouples équipées et à permettre la rotation de 120 ° de ceux-ci.
- Pour la constitution du barillet 56 ou 57, on se reportera à la description qui a été faite en regard du barillet 25 équipant les moyens 5 à enrouler, toutefois, les axes ne sont, dans ce cas, pas entrainés en rotation. Pour ce qui est de l'entrainement pour mettre les axes dans les trois positions à 120 °, on se reportera à la description qui a été faite avec la figure 5.
- Pour supporter le barillet 56 et/ou 57, le ou les dits chariots motorisés 40, 43 du transbordeur présentent chacun un cadre bâti motorisé apte à guider le dit chariot pour se loger dans l'autoclave, tel que cela est illustré aux figures 8 et 9.
- Cela étant, ces barillets 56, 57 constituent substantiellement les moyens support 41, 52 de la matière textile à décatir dans l'autoclave de décatissage, aptes d'une part à faire circuler à travers la dite matière textile et le doublier la vapeur de l'intérieur vers l'extérieur, ou inversement, et d'autre part à maintenir en place dans la cuve de l'autoclave trois ensouples équipées disposées l'une par rapport à l'autre à environ 120 °
- Les figures 10a à 10k montrent à titre d'exemple la succession de différentes phases de travail mises en oeuvre dans l'installation 1 de la présente invention qui a été décrite ci-dessus. Une telle installation permettra notamment le décatissage simultané de trois ensouples dans l'autoclave et toutes les manutentions nécessaires des ensouples pour effectuer la préparation et le déséquipement en temps masqué.
- Pour faciliter la compréhension, les différents éléments sont représentés schématiquement et on retrouve les moyens 5 d'enroulement et/ou de déroulement des ensouples schématisées par son barillet à trois axes 25, son axe 16 pour la matière à décatir, son axe 17 pour la matière décatie et enfin un axe complémentaire autorisant le stockage 58.
- L'autoclave 2 est schématisée par sa cuve et les deux chariots 42 et 43 sont schématisés par leurs barillets respectifs 56 et 57.
- Par ailleurs, pendant les phases 10a à 10f, le barillet 56, équipé de trois ensouples, est en traitement dans l'autoclave 2, tandis que le barillet 57 sert de stock tampon pour préparer la matière à traiter pendant le traitement du barillet 56 dans l'autoclave.
- Inversement, pendant les phases 10g à 10k, c'est le barillet 57 qui est en traitement alors que le barillet 56 sert de stock tampon pour nouveau rééquipement.
- La phase 10a constitue le départ du cycle et la mise en route de l'installation. Sur l'axe 58 est disposée une ensouple 60 équipée du doublier seul. Sur l'axe du barillet 25 est disposée une ensouple vide 61. Sur l'axe 16 est prévue une ensouple 62 sur laquelle est enroulée de la matière textile à décatir. Sur l'axe 17 est prévue une ensouple 63 vide.
- Par ailleurs, on considère que l'installation, dans un cycle postérieur, avait permis le décatissage des ensouples 64, 65, 66 disposées sur le barillet 57 du chariot 43.
- De même, dans une phase postérieure, les trois axes du barillet 56 du chariot 42 ont été équipés d'ensouples 67, 68, 69 à décatir.
- A l'aide du pont roulant 42, on dépose l'ensouple 60 sur l'axe supérieur du barillet 25 comme le montre la flèche 70.
- Cette ensouple 60, équipée du doublier, étant placée sur le barillet 25, on effectue une rotation de 120 ° du barillet comme le montre la figure 10b et la flèche 71. Ainsi, les ensouples 60 et 61 sont en position pour autoriser l'enroulement sur l'ensouple vide 61 du doublier venant de l'ensouple 60 et du tissu à décatir venant de l'ensouple 62, selon le principe illustré à la figure 3.
- La phase suivante illustrée à la figure 10c consiste à placer sur l'axe supérieur du barillet 25 l'ensouple 64 équipée d'un doublier et d'un tissu décati puis l'ensouple 64 est mise en position déroulement par rotation du barillet 25 selon la flèche 72.
- Dans ce cas, automatiquement, l'ensouple 61, qui est équipée tissu à décatir + doublier, peut être reprise par le pont roulant pour être mis en position stockage sur l'axe 58 selon la flèche 73.
- Ensuite, on se retrouve dans la situation suivante, la bobine 64 est à déséquiper et l'ensouple 60, qui a été vidée de son doublier dans la phase de la figure 10b, est donc vide, et peut alors être équipée en récupérant le doublier de l'ensouple 64 et en enroulant de la matière textile à décatir provenant d'une bobine 74 selon le procédé de déroulement illustré à la figure 3, la matière décatie étant alors récupérée sur l'ensouple vide 63.
- A l'issue de l'équipement de l'ensouple 60, le cycle se poursuit tel que le montre la figure 10d. Comme décrit précédemment pour l'ensouple 64, on met alors en place l'ensouple 65 sur le barillet 25 pour le déséquiper.
- Lors de la rotation du barillet de 120 °, l'ensouple 60 équipée à traiter vient en position haute sur le barillet 25. Ainsi, on peut mettre en place sur le barillet 57 cette ensouple 60 à traiter.
- Lors de la phase précédente, l'ensouple 64 a été déséquipée et se trouve donc vide. Nous l'avons maintenant repérée en 74 pour ne plus la confondre. Ensuite, on peut donc rééquiper l'ensouple 74 du doublier et du nouveau tissu à décatir.
- Le procédé se continue de manière similaire tel que cela est illustré aux figures 10e à 10k.
- A la figure 10e, on met en place l'ensouple 66 traitée, venant du barillet 57, sur le barillet 25. On fait effectuer une rotation de 120 ° de ce dernier, ce qui place l'ensouple 74 en position supérieure sur le barillet 25.
- L'ensouple 74 est disposée sur le barillet 57 à l'aide du pont roulant et l'ensouple vide 65 est rééquipée du doublier et du tissu à décatir en vue du traitement. Cette ensouple équipée porte maintenant le repère 75.
- La figure 10f illustre la fin de l'équipement du barillet 57 en positionnant l'ensouple équipée 61 qui depuis la phase 10c est en position stockage par l'intermédiaire du pont roulant. Ainsi, le barillet 57 est prêt à être traité.
- A l'issue du traitement du barillet 56 dans l'autoclave, on va sortir celui-ci de l'autoclave et le remplacer par le barillet 57 équipé des ensouples à traiter 60, 61, 74. La figure 10g illustre cette phase.
- Les phases décrites aux figures 10h à 10k montrent de manière similaire à ce qui a été décrit précédemment la récupération de la matière décatie et le rééquipement du barilleet 56 pour une utilisation de traitement ultérieure.
- La figure 10h montre :
- la mise en place de l'ensouple équipée décatie 67 sur le barillet 25 qui, après rotation de 120 °, se trouve en position déséquipement. Dans cette position déséquipement, on fonctionne selon le principe illustré à la figure 3, c'est-à-dire que l'ensouple 67 est déroulée afin de récupérer le tissu décati en 79 et de récupérer le doublier pour réenrouler une nouvelle ensouple 76 avec de la matière à décatir 80; pour ce, il est à noter qu'on récupère l'ensouple 66 restée vide lors de la phase précédente,
- enroulement de l'ensouple 76,
- mise en stockage de l'ensouple équipée 75 lors de la phase précédente sur l'axe de stockage 58. - La figure 10i illustre les phases suivantes :
- mise en place de l'ensouple 68 sur le barillet 25,
- rotation du barillet 25 de 120 °,
- récupération de l'ensouple vide 67,
- mise en place de l'ensouple 76 à décatir sur le barillet 56,
- enroulement d'une nouvelle ensouple à décatir 77 sur l'ensouple vide récupérée 67. - La figure 10j montre le cycle suivant :
- mise en place de l'ensouple à décatir 77 sur le barillet 56,
- rotation de 120 ° du barillet 25,
- l'ensouple 68 vide vient en position rééquipement,
- mise en place de l'ensouple équipée à décatir 77 sur le barillet 56. - La figure 10k illustre la fin du cycle à savoir :
- mise en place de l'ensouple à décatir 75 sur le barillet 56,
- ensouple qui était en position stockage sur l'axe 58 de stockage depuis la phase 10h,
- le chariot équipé du barillet 56 est prêt à être traité,
- lorsque le traitement du chariot 57 est terminé, sortie de celui-ci et remplacement par le nouveau barillet 56. - Le cycle continue ensuite par l'enroulement d'une nouvelle ensouple selon phase 10b et suivantes.
- Naturellement, d'autres mises en oeuvre de la présente invention, auraient pu être envisagées sans pour autant sortir du cadre de la présente invention.
Claims (13)
1. Installation (1) d'ennoblissement de la matière textile dans laquelle on réalise le décatissage sous vide d'au moins une pièce textile tissée ou tricotée enroulée sur une ensouple avec un doublier, la dite installation comprenant au moins un autoclave (2) fermé apte à supporter la pression et à traiter au moins une ensouple équipée, caractérisée par le fait qu'elle comporte des moyens (5) d'enroulement et/ou de déroulement des ensouples (6, 9) aptes d'une part à déséquiper une ensouple (8) ayant subi le traitement en déroulant la matière textile décatie (10) de la dite ensouple (8) ainsi que le doublier (11), ce dernier (11) étant séparé de la dite matière textile décatie (10) pour le récupérer, et d'autre part à équiper simultanément une nouvelle ensouple (6) à traiter en enroulant de la matière textile (12) à décatir avec le dit doublier récupéré (11).
2. Installation d'ennoblissement de la matière textile selon la revendication 1, caractérisée par le fait qu'elle comporte un transbordeur (39, 40, 42, 43) apte à assurer la manutention des ensouples à équiper et/ou des ensouples équipées à décatir et/ou décaties au moins entre le dit autoclave (2) et les dits moyens (5) d'enroulement et/ou de déroulement des ensouples.
3. Installation d'ennoblissement de la matière textile selon la revendication 1, caractérisée par le fait que le dit autoclave (2) comporte des moyens (41; 52) support de la matière textile à décatir permettant le traitement simultané d'au moins deux ensouples équipées.
4. Installation selon la revendication 1, caractérisée par le fait que les moyens (5) d'enroulement et/ou de déroulement des ensouples sont constitués par un bâti (13) sur lequel sont disposés au moins :
- deux axes motorisés (14, 15), le premier axe (14) étant apte à recevoir une ensouple équipée (8) du doublier (11) et du tissu décati (10), le second axe (15) étant apte à recevoir une ensouple vide (6) à équiper du doublier (11) récupéré et du tissu à décatir (12),
- deux autres axes (16, 17) coopérant avec les dits premier et second axes (14, 15), les troisième axe (16) étant apte à recevoir une ensouple (7) équipée du dit tissu à décatir (12) et à le redélivrer vers le second axe (15), le quatrième axe (17) étant apte à recevoir une ensouple (9) sur laquelle va s'enrouler le dit tissu décati (10) récupéré de la dite première ensouple (8).
- deux axes motorisés (14, 15), le premier axe (14) étant apte à recevoir une ensouple équipée (8) du doublier (11) et du tissu décati (10), le second axe (15) étant apte à recevoir une ensouple vide (6) à équiper du doublier (11) récupéré et du tissu à décatir (12),
- deux autres axes (16, 17) coopérant avec les dits premier et second axes (14, 15), les troisième axe (16) étant apte à recevoir une ensouple (7) équipée du dit tissu à décatir (12) et à le redélivrer vers le second axe (15), le quatrième axe (17) étant apte à recevoir une ensouple (9) sur laquelle va s'enrouler le dit tissu décati (10) récupéré de la dite première ensouple (8).
5. Installation selon la revendication 4, caractérisée par le fait que les moyens (5) d'enroulement et/ou de déroulement des ensouples comportent des moyens (18) de séchage du doublier récupéré (11) et/ou des moyens (19) pour maintenir en tension le doublier et le tissu à décatir lors de leur enroulement sur la dite nouvelle ensouple (6) à traiter.
6. Installation selon la revendication 4, caractérisée par le fait que les dits premier et seconds axes (14, 15) sont disposés sur un barillet (25) apte à effectuer des rotations de 120 °, et les moyens (5) d'enroulement et/ou de déroulement présentent un cinquième axe motorisé (31) semblable aux dits premier et second axes (14, 15).
7. Installation selon les revendications 2 et 3, caractérisée par le fait que le dit transbordeur (39) comporte au moins :
- un premier chariot (40) motorisé apte d'une part à se déplacer de l'autoclave (2) vers les moyens (5) d'enroulement et/ou de déroulement, et/ou inversement, et d'autre part à recevoir les dits moyens (41) support de la matière textile à décatir,
- des moyens de levage (42) aptes au moins à prélever les ensouples (6, 9), séparément, des dits moyens support (41) pour les déposer au niveau des dits moyens (5) d'enroulement et/ou de déroulement, et/ou inversement.
- un premier chariot (40) motorisé apte d'une part à se déplacer de l'autoclave (2) vers les moyens (5) d'enroulement et/ou de déroulement, et/ou inversement, et d'autre part à recevoir les dits moyens (41) support de la matière textile à décatir,
- des moyens de levage (42) aptes au moins à prélever les ensouples (6, 9), séparément, des dits moyens support (41) pour les déposer au niveau des dits moyens (5) d'enroulement et/ou de déroulement, et/ou inversement.
8. Installation selon la revendication 7, caractérisée par le fait que le dit transbordeur (39) comporte un deuxième chariot (43) motorisé, de structure similaire au premier chariot (40), afin de créer un stock tampon vis-à-vis des moyens (5) d'enroulement et/ou de déroulement pendant que le dit premier chariot (40) est dans l'autoclave en traitement.
9. Installation selon la revendication 3, caractérisée par le fait que les dits moyens support (41; 52) comportent trois axes non motorisés (49, 50, 51 ; 53, 54, 55) aptes à recevoir trois ensouples équipées d'un doublier de la matière textile et à autoriser le traitement simultané des dites trois ensouples.
10. Installation selon les revendications 7 et 9, caractérisée par le fait que le ou les dits chariots (40, 43) motorisés de transbordeur présentent un cadre bâti motorisé apte à guider le dit chariot (40, 43) pour se loger dans l'autoclave (2), le dit cadre bâti comportant un barillet (56 ; 57) à trois axes (49 à 51 ; 53 à 55) apte à recevoir trois ensouples équipées et à permettre la rotation de 120 ° de celles-ci.
11. Autoclave de décatissage (2) conçu pour l'installation d'ennoblissement de la matière textile selon la revendication 1, caractérisé par le fait qu'il comporte des moyens support (41 ; 52) de la matière textile à décatir, apte d'une part à faire circuler à travers la dite matière textile et le doublier de la vapeur de l'extérieur vers l'intérieur, et d'autre part à maintenir en place dans la cuve trois ensouples équipées et disposées l'une par rapport à l'autre selon environ 120 ° d'angle.
12. Barillet (25 ; 56 ; 57) de manutention d'ensouples, conçu pour l'installation d'ennoblissement de la matière textile selon l'une quelconque des revendications 1 à 11, caractérisé par le fait qu'il comporte :
- deux plateaux circulaires (26, 27) espacés et mobiles en rotation pour définir au trois positions à 120 °,
- trois ensembles de mandrins (28, 29) disposés sensiblement à 120 ° au niveau des plateaux circulaires, définissant trois axes (14, 15, 31 ; 49, 50, 51 ; 53, 54, 55) support d'ensouples, aptes à autoriser le chargement et/ou le déchargement des ensouples équipées ou non.
- deux plateaux circulaires (26, 27) espacés et mobiles en rotation pour définir au trois positions à 120 °,
- trois ensembles de mandrins (28, 29) disposés sensiblement à 120 ° au niveau des plateaux circulaires, définissant trois axes (14, 15, 31 ; 49, 50, 51 ; 53, 54, 55) support d'ensouples, aptes à autoriser le chargement et/ou le déchargement des ensouples équipées ou non.
13. Barillet de manutention d'ensouples selon la revendication 12, caractérisé par le fait que les ensembles de mandrins (28, 29) comportent des moyens moteur (30) aptes à entrainer en rotation l'ensouple assujettie, et des moyens de déplacement axial (37) aptes à écarter les mandrins entre eux pour autoriser le positionnement d'une ensouple.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8809621A FR2633950A1 (fr) | 1988-07-07 | 1988-07-07 | Installation d'ennoblissement de la matiere textile |
| FR8809621 | 1988-07-07 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0350417A1 true EP0350417A1 (fr) | 1990-01-10 |
Family
ID=9368465
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89440005A Withdrawn EP0350417A1 (fr) | 1988-07-07 | 1989-01-23 | Installation d'ennoblissement de la matière textile |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0350417A1 (fr) |
| FR (1) | FR2633950A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMI20081363A1 (it) * | 2008-07-24 | 2010-01-25 | Biella Shrunk Process S A S Di Pie Tro Alberto & | Dispositivo di asciugatura del telo di supporto del tessuto da trattare in impianti di decatissaggio discontinuo |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1446146A (fr) * | 1964-08-21 | 1966-07-15 | Wendler Gmbh Geb | Dispositif pour l'exécution en continu d'un traitement des tissus au large |
| FR2071572A5 (fr) * | 1969-11-10 | 1971-09-17 | Drabert Soehne | |
| FR2142917A1 (fr) * | 1971-06-21 | 1973-02-02 | Drabert Soehne | |
| FR2154244A5 (fr) * | 1971-09-22 | 1973-05-04 | Wira & Mather | |
| US3885262A (en) * | 1972-03-20 | 1975-05-27 | Drabert Soehne | Method for the continuous decatizing of fabrics |
| EP0003319A1 (fr) * | 1978-01-20 | 1979-08-08 | Maschinenfabrik L. Ph. Hemmer GmbH & Co. KG | Dispositif pour le bobinage de rouleaux de décatissage |
| DE3003205A1 (de) * | 1980-01-30 | 1981-08-06 | Drabert Söhne Minden (Westf.), 4950 Minden | Dekatierseinrichtung fuer gewebe, gewirke o.dgl. |
-
1988
- 1988-07-07 FR FR8809621A patent/FR2633950A1/fr active Pending
-
1989
- 1989-01-23 EP EP89440005A patent/EP0350417A1/fr not_active Withdrawn
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1446146A (fr) * | 1964-08-21 | 1966-07-15 | Wendler Gmbh Geb | Dispositif pour l'exécution en continu d'un traitement des tissus au large |
| FR2071572A5 (fr) * | 1969-11-10 | 1971-09-17 | Drabert Soehne | |
| FR2142917A1 (fr) * | 1971-06-21 | 1973-02-02 | Drabert Soehne | |
| FR2154244A5 (fr) * | 1971-09-22 | 1973-05-04 | Wira & Mather | |
| US3885262A (en) * | 1972-03-20 | 1975-05-27 | Drabert Soehne | Method for the continuous decatizing of fabrics |
| EP0003319A1 (fr) * | 1978-01-20 | 1979-08-08 | Maschinenfabrik L. Ph. Hemmer GmbH & Co. KG | Dispositif pour le bobinage de rouleaux de décatissage |
| DE3003205A1 (de) * | 1980-01-30 | 1981-08-06 | Drabert Söhne Minden (Westf.), 4950 Minden | Dekatierseinrichtung fuer gewebe, gewirke o.dgl. |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMI20081363A1 (it) * | 2008-07-24 | 2010-01-25 | Biella Shrunk Process S A S Di Pie Tro Alberto & | Dispositivo di asciugatura del telo di supporto del tessuto da trattare in impianti di decatissaggio discontinuo |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2633950A1 (fr) | 1990-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0340102B1 (fr) | Dispositif pour appliquer un enroulement filamentaire sur un support de forme quelconque et machine à bobiner universelle en comportant application | |
| EP2339055B1 (fr) | Machine d'aiguilletage circulaire à alimentation en nappe fibreuse par un convoyeur et une goulotte verticale | |
| FR2524839A1 (fr) | Machine a decouper des matieres en feuille munie d'un chariot d'etancheite | |
| EP1601601A2 (fr) | Devidoir de materiau en bande a accumulateur temporaire du materiau deroule dans une etape de substitution de bobine, et procede associe | |
| EP0011526B1 (fr) | Perfectionnements apportés aux machines de traitement aqueux des tissus en pièces | |
| FR2696165A1 (fr) | Dispositif pour l'enroulement en continu de bandes de matière. | |
| JP2607907B2 (ja) | 粗糸ボビンの残粗糸除去装置 | |
| EP0350417A1 (fr) | Installation d'ennoblissement de la matière textile | |
| EP1036026B1 (fr) | Machine d'enroulement de produit continu sous forme de feuille, pour former des bobines | |
| EP1506086B1 (fr) | Dispositif de stockage et de transfert de produits en bande en vue de leur utilisation pour la fabrication d'une enveloppe de pneumatique | |
| WO2019008480A1 (fr) | Dispositif de support simultané de plusieurs rouleaux de matière imprimable | |
| CN210525632U (zh) | 一种热熔胶膜加工装置 | |
| CH661910A5 (fr) | Procede et dispositif pour la separation et le transport de pieces de tissu. | |
| FR2663916A1 (fr) | Dispositif de dechargement automatique de bobines textiles. | |
| BE896028A (fr) | Procede et appareil pour envider des fibres de verre | |
| CH541502A (fr) | Procédé pour teindre un fil en paquet | |
| EP3551437B1 (fr) | Cassette, tete de depose comportant une telle cassette, installation, procede de drapage, procede de rechargement et procede de preparation | |
| EP0325498B1 (fr) | Dispositif pour charger et décharger une bobine de traitement en couches d'un matériau en vrac | |
| FR2540473A1 (fr) | Machine destinee a traiter et preparer les bandes, et en particulier les bandes a pansement, apres leur fabrication | |
| FR3091863A1 (fr) | Installation et procédé automatiques de trancannage de bandelettes à partir d’une nappe présentée en bobine | |
| WO1998004487A1 (fr) | Installation permettant de reconditionner sous la forme d'un enroulement une matiere en bande, telle qu'une etoffe | |
| FR2909688A1 (fr) | Appareil pour le tri ou la selection d'un ruban de fibres textiles, specialement pour le peignage, ayant un dispositif d'alimentation. | |
| FR3023303A1 (fr) | Procede de fabrication de grille textile et installation et materiels y relatifs | |
| FR2467674A1 (fr) | Procede de fabrication en continu de tubes thermoretractabl es flockes, machine de mise en oeuvre de ce procede et application du tube obtenu | |
| CH673998A5 (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES GB GR IT LI LU NL SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19900711 |