EP0352533B1 - Vorrichtung für den Transport von Blechband, insbesondere Edelstahlband, in Durchhängeöfen von Glüh- und Beizlinien - Google Patents
Vorrichtung für den Transport von Blechband, insbesondere Edelstahlband, in Durchhängeöfen von Glüh- und Beizlinien Download PDFInfo
- Publication number
- EP0352533B1 EP0352533B1 EP89112561A EP89112561A EP0352533B1 EP 0352533 B1 EP0352533 B1 EP 0352533B1 EP 89112561 A EP89112561 A EP 89112561A EP 89112561 A EP89112561 A EP 89112561A EP 0352533 B1 EP0352533 B1 EP 0352533B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- transport roller
- transport
- support rollers
- rollers
- chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000002184 metal Substances 0.000 title claims abstract description 14
- 238000000137 annealing Methods 0.000 title claims abstract description 6
- 238000005554 pickling Methods 0.000 title claims abstract description 5
- 239000003779 heat-resistant material Substances 0.000 claims abstract description 6
- 238000001816 cooling Methods 0.000 claims description 4
- 229910001220 stainless steel Inorganic materials 0.000 claims description 3
- 239000010935 stainless steel Substances 0.000 claims description 3
- 239000007788 liquid Substances 0.000 claims description 2
- 239000000725 suspension Substances 0.000 claims 2
- 238000007665 sagging Methods 0.000 description 5
- 238000000034 method Methods 0.000 description 3
- 239000002557 mineral fiber Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/02—Skids or tracks for heavy objects
- F27D3/026—Skids or tracks for heavy objects transport or conveyor rolls for furnaces; roller rails
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/562—Details
- C21D9/563—Rolls; Drums; Roll arrangements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/28—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity for treating continuous lengths of work
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D9/00—Cooling of furnaces or of charges therein
Definitions
- the invention relates to a device for transporting sheet metal strip, in particular stainless steel strip, in sagging furnaces of annealing and pickling lines, with at least one driven and possibly cooled transport roller arranged in the sagging furnace, which has a jacket made of a heat-resistant material.
- the strip is drawn through one or more successive annealing furnaces.
- the conveyor rollers for the belt are usually arranged outside the furnaces to protect them thermally.
- driven and water-cooled special steel rollers are also used inside a furnace in order to reduce losses through the furnace openings.
- the object of the invention is to reduce the belt downtime for changing the transport rollers, a second spare roller installed in the oven being saved.
- the changing device usually has two roller support beds arranged one behind the other so that the new transport roller can be placed on the changed device before the old roller is removed. This significantly speeds up the changing process.
- the new transport roller is brought up and brought into such a position that the supporting rollers can again assume their supporting function. Centering the transport roller relative to the support rollers can in a simple manner, for. B. with centering discs or the like.
- the transport roller can possibly be cooled using a gaseous or liquid medium.
- the support rollers must be water-cooled.
- the support rollers can be moved along a guideway with the aid of actuators, the roller ends being guided in scenes.
- the greatest mutual distance between the support rollers should be greater than the diameter of the transport roller, so that the transport roller can be passed through when changing between the support rollers.
- the cooling of the support rollers and the transport roller is improved if the chamber is provided with cooling boxes on the inside.
- the bottom of the chamber can also be cooled and, for this purpose, can be formed by movable, in particular pivotably mounted, insulated or water-cooled base plates.
- the base plates are swung open so that there is free access to the chamber for the changing device.
- the changing device preferably has two up and down movable beds for the transport rollers to be replaced.
- the support rollers with the transport roller must be automatically lowered into the waiting position, the rollers being driven further in order to avoid deformation of the transport roller due to local overheating and damage due to friction between the belt and roller.
- the sheet metal strip lies on the top of the chamber casing.
- a sheet metal strip 1 is guided through a sagging furnace 2 and lies on at least one driven transport roller 3.
- the transport roller 3 usually consists of a hollow core 4, which can be cooled, and a jacket 5 made of heat-resistant material.
- the transport roller 3 is bearing-free on two driven supported by water-cooled support rollers 6, 7 and is thereby driven indirectly.
- the support rollers 6, 7 on the one hand and the transport roller on the other hand have centering disks 8 and 9 for axial centering.
- the support rollers 6, 7 can be moved along a guide path, which is shown in FIG. 2, with actuators (not shown). The ends of the support rollers 6, 7 are guided in scenes 10, which have a circular arc shape in the embodiment shown. With the help of the actuators, the support rollers 6, 7 can be brought into different positions, namely in a working position, which is shown in Fig. 1 with solid lines, further in a waiting position, which is shown in Fig. 1 with dash-dotted lines, and finally in a changing position, which is shown in FIG. 1 again with solid lines and in which the mutual distance of the support rollers 6, 7 is greater than the diameter of the transport roller 3rd
- the transport roller 3 and the support rollers 6, 7 are accommodated in a chamber 11 which has a passage gap 12 for the transport roller 3 on its upper side.
- the inside of the chamber 11 is provided with cooling boxes 13 through which cooling water flows in the usual way.
- the bottom of the chamber 11 is formed by two pivotably mounted and insulated or water-cooled bottom plates 14, 15 on the chamber sides.
- the pivot bearings 16 of the base plates 14, 15 are arranged so that the pivoted-open base plates 14, 15 shown in broken lines in FIG. 1 allow free access to the chamber 11.
- a transport path is located below the chamber 11 17 for a changing device 18 with two beds 19 that can be moved up and down for the transport rollers 3 to be replaced.
- the changing device 18 is first brought into the working position. Then the new transport roller is placed on the outer bed of the changing device with the help of the indoor crane. Then the sheet metal strip 1 is stopped. The support rollers 6, 7 with the transport roller 3 are brought from the working position to the waiting position. The sheet metal strip 1 lies on the upper side of the chamber jacket 20.
- the base plates 14, 15 are pivoted into the dashed position and the bed 19 of the changing device 18 is raised into the chamber 11 until it grips under the transport roller 3.
- the support rollers 6, 7 are moved into the lower changing position, in which their mutual distance is greater than the diameter of the transport roller 3.
- the changing device 18 is automatically moved forwards or backwards by the transport roller 3 lying on the bed 19 out of the chamber 11 to remove.
- the new transport roller is brought into its assembly position at the same time. The processes described above now take place in the reverse order.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Rollers For Roller Conveyors For Transfer (AREA)
Description
- Die Erfindung betrifft eine Vorrichtung zum Transport von Blechband, insbesondere Edelstahlband, in Durchhängeöfen von Glüh- und Beizlinien, mit wenigstens einer im Durchhängeofen angeordneten, angetriebenen und eventuell gekühlten Transportrolle, die einen Mantel aus einem hitzebeständigen Material aufweist.
- In direkt beheizten Durchhängeöfen von Glüh- und Beizlinien zur Behandlung von Blechbändern, insbesondere Edelstahlbändern, wird das Band durch einen oder mehrere aufeinander folgende Glühöfen gezogen. Die Transportrollen für das Band sind dabei meistens außerhalb der Öfen angeordnet, um sie thermisch zu schützen. Bei warmgewalztem Band werden aber auch innerhalb eines Ofens liegende, angetriebene und wassergekühlte Spezialstahlrollen eingesetzt, um Verluste durch die Ofenöffnungen zu reduzieren.
- Bei kaltgewalzten Bändern werden Rollen eingesetzt, die einen Mantel aus hitzebeständigen Werkstoffen, insbesondere aus Mineralfasern aufweisen, um die Bandoberfläche nicht zu beschädigen. In der Praxis setzt man wassergekühlte Transportrollen mit einem Mineralfasermantel ein. Das Auswechseln dieser Transportrollen ist aufwendig und erfordert verhältnismäßig lange Bandstillstandzeiten. Deshalb werden häufig auch zwei Transportrollen nebeneinander angeordnet, wobei eine Transportrolle vorgesehen ist, um den Rollenwechsel bei laufendem Blechband vorzunehmen. Das hat aber den Nachteil, daß beide Transportrollen fast gleichzeitig im Laufe der Zeit durch Hitzeeinfluß zerstört werden, sofern sie im Ofen angeordnet sind.
- Aufgabe der Erfindung ist es, die Bandstillstandzeit für einen Wechsel der Transportrollen zu verringern, wobei eine zweite, im Ofen eingebaute Reserverolle eingespart wird.
- Diese Aufgabe wird bei einer Vorrichtung der eingangs beschriebenen Gattung dadurch gelöst, daß die Transportrolle lagerfrei auf zwei angetriebenen Stützrollen abgestützt und dadurch indirekt angetrieben ist, daß die Transportrolle und die Stützrollen in einer unabhängigen gekühlten Kammer unterhalb des Ofens untergebracht sind, die an ihrer Oberseite einen Durchtrittsspalt für die Transportrolle aufweist, und daß die Stützrollen zum Transportrollenwechsel derart beweglich angeordnet sind, daß die auszuwechselnde Transportrolle von einer in die Kammer einbringbaren Wechseleinrichtung übernommen werden kann. Da die Transportrolle keine gesonderte Lagerung besitzt, genügt es zum Wechseln der Transportrolle, wenn die beiden Hilfsrollen so weit auseinander bewegt werden, daß die Transportrolle von der Wechseleinrichtung übernommen und mit dieser aus der Kammer herausgebracht werden kann. Die Wechselvorrichtung besitzt üblicherweise zwei hintereinander angeordnete Rollen-Auflagebetten, so daß die neue Transportrolle vor dem Ausbau der alten Rolle auf die in Stellung gebrachte Wechselvorrichtung gelegt werden kann. Dadurch wird der Wechselvorgang wesentlich beschleunigt. Die neue Transportrolle wird beim Ausfahren der alten Rolle heran- und in eine solche Stellung gebracht, daß die Stützrollen wieder ihre Stützfunktion übernehmen können. Das Zentrieren der Transportrolle relativ zu den Stützrollen kann auf einfache Weise z. B. mit Zentrierscheiben oder dergleichen erfolgen.
- Die Transportrolle kann eventuell mit Hilfe eines gasförmigen oder flüssigen Mediums gekühlt werden.
- Die Stützrollen müssen demgegenüber wassergekühlt sein. Die Stützrollen können mit Hilfe von Stellantrieben längs einer Führungsbahn verfahren werden, wobei die Rollenenden in Kulissen geführt werden. Auf jeden Fall sollte der größte gegenseitige Abstand der Stützrollen größer sein als der Durchmesser der Transportrolle, so daß die Transportrolle beim Wechsel zwischen den Stützrollen hindurchgeführt werden kann.
- Die Kühlung der Stützrollen und der Transportrolle wird verbessert, wenn die Kammer innenseitig mit Kühlkästen versehen ist. Auch der Boden der Kammer kann gekühlt sein und dazu von beweglichen, insbesondere schwenkbar gelagerten, isolierten oder wassergekühlten Bodenplatten gebildet sein. Zum Wechseln der Transportrolle werden die Bodenplatten aufgeschwenkt, so daß für die Wechseleinrichtung freier Zugang zur Kammer besteht. Vorzugsweise besitzt die Wechseleinrichtung zwei auf- und abbewegliche Betten für die auszuwechselnden Transportrollen.
- Bei jedem unvorhergesehenen Anlagenstillstand müssen die Stützrollen mit der Transportrolle automatisch in die Wartestellung abgesenkt werden, wobei die Rollen weiter angetrieben werden, um Verformungen der Transportrolle durch örtliche Überhitzung und Beschädigungen durch Reibung zwischen Band und Rolle zu vermeiden. Bei diesem Vorgang legt sich das Blechband auf die Oberseite des Kammermantels, wenn die Anlage wieder angefahren wird, wird zunächst der Rollenantrieb abgeschaltet. Dann werden die Stützrollen in ihre Arbeitsstellung zurückgebracht, wodurch das Blechband angehoben wird. Schließlich wird der Rollenantrieb gleichzeitig mit der Bandziehvorrichtung wieder eingeschaltet.
- Im folgenden wird ein in der Zeichnung dargestelltes Ausführungsbeispiel der Erfindung erläutert; es zeigen:
- Fig. 1
- in schematischer Darstellung und teilweise einen Längsschnitt durch einen Durchhängeofen mit einer Vorrichtung für den Transport von Blechband,
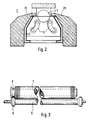
- Fig. 2
- den Gegenstand nach Fig. 1 in einer anderen Schnittebene,
- Fig. 3
- eine Draufsicht auf eine Transportrolle mit einer Stützrolle.
- Ein Blechband 1 wird durch einen Durchhängeofen 2 geführt und liegt dabei auf wenigstens einer angetriebenen Transportrolle 3 auf. Die Transportrolle 3 besteht üblicherweise aus einem Hohlkern 4, der gekühlt sein kann und einem Mantel 5 aus hitzebeständigem Material.
- Die Transportrolle 3 ist lagerfrei auf zwei angetriebenen wassergekühlten Stützrollen 6, 7 abgestützt und wird dadurch indirekt angetrieben. Wie man insbesondere aus Fig. 3 entnimmt, besitzen die Stützrollen 6, 7 einerseits und die Transportrolle andererseits Zentrierscheiben 8 bzw. 9 zur axialen Zentrierung.
- Die Stützrollen 6, 7 sind mit nicht dargestellten Stellantrieben längs einer Führungsbahn beweglich, die in Fig. 2 dargestellt ist. Die Enden der Stützrollen 6, 7 werden in Kulissen 10 geführt, die bei der dargestellten Ausführung Kreisbogenform besitzen. Mit Hilfe der Stellantriebe können die Stützrollen 6, 7 in verschiedene Stellungen gebracht werden, nämlich in eine Arbeitsstellung, die in Fig. 1 mit durchgezogenen Linien dargestellt ist, ferner in eine Wartestellung, die in Fig. 1 mit strichpunktierten Linien dargestellt ist, und schließlich in eine Wechselstellung, die in Fig. 1 wieder mit durchgezogenen Linien dargestellt ist und bei der der gegenseitige Abstand der Stützrollen 6, 7 größer ist als der Durchmesser der Transportrolle 3.
- Die Transportrolle 3 und die Stützrollen 6, 7 sind in einer Kammer 11 untergebracht, die an ihrer Oberseite einen Durchtrittsspalt 12 für die Transportrolle 3 aufweist. Die Kammer 11 ist innenseitig mit Kühlkästen 13 versehen, die in üblicher Weise von Kühlwasser durchströmt werden. Der Boden der Kammer 11 wird von zwei schwenkbar an den Kammerseiten gelagerten und isolierten oder wassergekühlten Bodenplatten 14, 15 gebildet. Die Schwenklager 16 der Bodenplatten 14, 15 sind so angeordnet, daß die in Fig. 1 gestrichelt dargestellten, aufgeschwenkten Bodenplatten 14, 15 freien Zugang zur Kammer 11 ermöglichen.
- Unterhalb der Kammer 11 befindet sich eine Transportbahn 17 für eine Wechseleinrichtung 18 mit zwei auf- und niederbewegbaren Betten 19 für die auszuwechselnden Transportrollen 3.
- Zum Wechseln einer Transportrolle 3 wird zuerst die Wechselvorrichtung 18 in Arbeitsstellung gebracht. Dann wird die neue Transportrolle mit Hilfe des Hallenkrans auf das außenliegende Bett der Wechselvorrichtung gelegt. Dann wird das Blechband 1 stillgesetzt. Die Stützrollen 6, 7 mit der Transportrolle 3 werden aus der Arbeitsstellung in die Wartestellung gebracht. Dabei legt sich das Blechband 1 auf die Oberseite des Kammermantels 20. Die Bodenplatten 14, 15 werden in die gestrichelte Stellung aufgeschwenkt und das Bett 19 der Wechseleinrichtung 18 wird in die Kammer 11 angehoben, bis es die Transportrolle 3 unterfaßt. Dann werden die Stützrollen 6, 7 in die untere Wechselstellung bewegt, bei der ihr gegenseitiger Abstand größer ist als der Durchmesser der Transportrolle 3. Nunmehr wird die Wechselvorrichtung 18 automatisch vor- oder zurückgefahren, um die auf dem Bett 19 liegende Transportrolle 3 aus der Kammer 11 zu entfernen. Dabei wird die neue Transportrolle gleichzeitig in ihre Montagestellung gebracht. Die oben beschriebenen Vorgänge laufen nun in umgekehrter Reihefolge ab.
Claims (9)
- Vorrichtung für den Transport von Blechband, insbesondere Edelstahlband, in Durchhängeöfen von Glüh- und Beizlinien, mit wenigstens einer im Durchhängeofen angeordneten, angetriebenen und eventuell gekühlten Transportrolle, die einen Mantel aus einem hitzebeständigen Material aufweist, dadurch gekennzeichnet, daß die Transportrolle (3) lagerfrei auf zwei angetriebenen Stützrollen (6, 7) abgestützt und dadurch indirekt angetrieben ist, daß die Transportrolle (3) und die Stützrollen (6, 7) in einer gekühlten Kammer (11) untergebracht sind, die an ihrer Oberseite einen Durchtrittsspalt (12) für die Transportrolle (3) aufweist, und daß die Stützrollen (6, 7) zum Transportrollenwechsel derart beweglich angeordnet sind, daß die auszuwechselnde Transportrolle (3) von einer in die Kammer (11) einbringbaren Wechseleinrichtung (18) übernommen werden kann.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die Transportrolle (3) aus einem eventuell mit einem gasförmigen oder flüssigen Medium gekühlten Hohlkern (4) mit einem Mantel aus hitzebeständigem Material (5) besteht.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die Stützrollen (6, 7) wassergekühlt sind.
- Vorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß die Stützrollen (6, 7) mit Stellantrieben längs einer Führungsbahn (10) beweglich sind.
- Vorrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß der größte gegenseitige Abstand der Stützrollen (6, 7) größer ist als der Durchmesser der Transportrolle (3).
- Vorrichtung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß die Kammer (11) innenseitig mit Kühlkästen (13) versehen ist.
- Vorrichtung nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß der Boden der Kammer (11) von beweglichen, isolierten oder wassergekühlten Bodenplatten (14, 15) gebildet ist.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, daß die Bodenplatten (14, 15) schwenkbar gelagert sind.
- Vorrichtung nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, daß die Wechseleinrichtung (18) zwei auf- und abbewegliche Betten (19) für die auszuwechselnden Transportrollen (3) aufweist.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT89112561T ATE104364T1 (de) | 1988-07-23 | 1989-07-10 | Vorrichtung fuer den transport von blechband, insbesondere edelstahlband, in durchhaengeoefen von glueh- und beizlinien. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE8809428U DE8809428U1 (de) | 1988-07-23 | 1988-07-23 | Vorrichtung für den Transport von Blechband, insbesondere Edelstahlband, in Durchhängeöfen von Glüh- und Beizlinien |
| DE8809428U | 1988-07-23 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0352533A2 EP0352533A2 (de) | 1990-01-31 |
| EP0352533A3 EP0352533A3 (de) | 1991-01-16 |
| EP0352533B1 true EP0352533B1 (de) | 1994-04-13 |
Family
ID=6826239
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89112561A Expired - Lifetime EP0352533B1 (de) | 1988-07-23 | 1989-07-10 | Vorrichtung für den Transport von Blechband, insbesondere Edelstahlband, in Durchhängeöfen von Glüh- und Beizlinien |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0352533B1 (de) |
| AT (1) | ATE104364T1 (de) |
| DE (2) | DE8809428U1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017004944A1 (de) | 2017-05-23 | 2018-11-29 | Vdeh-Betriebsforschungsinstitut Gmbh | Ofenrolle für einen Wärmebehandlungsprozess eines Werkstücks, Verfahren zum Herstellen derselben, Transporteinrichtung für einen Ofen, Thermoprozessanlage und Verwendung einer Ofenrolle in einer Thermoprozessanlage mit einem Ofen |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE544060C (de) * | 1927-04-26 | 1932-02-13 | Schloemann Akt Ges | Rollgang fuer Blechgluehoefen |
| US1927634A (en) * | 1929-02-19 | 1933-09-19 | Frank A Fahrenwald | Furnace |
| US3540705A (en) * | 1969-02-10 | 1970-11-17 | Bloom Eng Co Inc | Exteriorly cooled furnace roller assembly |
| US4013403A (en) * | 1975-12-08 | 1977-03-22 | Pullman Incorporated | Support means for a roller hearth in a kiln |
| US4049372A (en) * | 1976-05-04 | 1977-09-20 | Allegheny Ludlum Industries, Inc. | Apparatus for supporting and removing a work supporting roll |
| GB1559672A (en) * | 1976-10-13 | 1980-01-23 | Davy Loewy Ltd | Roller tables for furnaces |
| DE3004805C2 (de) * | 1980-02-09 | 1981-12-10 | Sundwiger Eisenhütte Maschinenfabrik Grah & Co, 5870 Hemer | Verfahren und Vorrichtung zum Auswechseln von Tragrollen in Rollenherd-Durchlaufglühöfen |
| DE3230115A1 (de) * | 1982-08-13 | 1984-02-16 | Ruhrgas Ag, 4300 Essen | Verfahren zum auswechseln der rollen eines durchlauf-rollenherdofens sowie ofen zum durchfuehren des verfahrens |
-
1988
- 1988-07-23 DE DE8809428U patent/DE8809428U1/de not_active Expired
-
1989
- 1989-07-10 AT AT89112561T patent/ATE104364T1/de not_active IP Right Cessation
- 1989-07-10 EP EP89112561A patent/EP0352533B1/de not_active Expired - Lifetime
- 1989-07-10 DE DE58907438T patent/DE58907438D1/de not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE8809428U1 (de) | 1988-09-08 |
| DE58907438D1 (de) | 1994-05-19 |
| ATE104364T1 (de) | 1994-04-15 |
| EP0352533A3 (de) | 1991-01-16 |
| EP0352533A2 (de) | 1990-01-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2660138B1 (de) | Gegengewichtsmechanismus bei Durchlaufoefen fuer Glasscheiben | |
| EP1909981A1 (de) | Verfahren und fertigungslinie zum herstellen von metallbändern aus kupfer oder kupferlegierungen | |
| DE3839954A1 (de) | Anlage zur herstellung von warmgewalztem stahlband | |
| DE1906788A1 (de) | Vorrichtung zur induktiven Erwaermung von sich bewegenden Metallbrammen | |
| EP0352533B1 (de) | Vorrichtung für den Transport von Blechband, insbesondere Edelstahlband, in Durchhängeöfen von Glüh- und Beizlinien | |
| DE69410916T2 (de) | Ofen zum Heizen oder Warmhalten von Bramen | |
| DE3401792C3 (de) | Vorrichtung zur Abstützung des in kontinuierlich arbeitenden Wärmebehandlungsöfen behandelten Materials | |
| DE69408332T2 (de) | Seitenführungen für Bandmaterial | |
| EP0101931A1 (de) | Verfahren zum Auswechseln der Rollen eines Durchlauf-Rollenherdofens sowie Ofen zum Durchführen des Verfahrens | |
| EP0319808B1 (de) | Stranggussanlage für Vorband | |
| DE69919423T2 (de) | Haspelofen | |
| DE69809312T2 (de) | Einrichtung zur Ersetzung einer Bandträgerrolle in einem Wärmebehandlungsofen | |
| EP0989364B1 (de) | Rostelement und Verfahren zum Kühlen desselben | |
| DE69906386T2 (de) | Vorrichtung zum führen eines bandes mit einer drehbaren konstruktion zum wechseln von stützrollen mit kühlungsvorrichtungen | |
| EP0432531A1 (de) | Kühleinrichtung für Walzdraht | |
| EP0919296B1 (de) | Nachrüstung von Warmwalzstrassen zum Walzen von dünnen Bändern | |
| DE3830027C2 (de) | ||
| DE20001001U1 (de) | Walzenwechselvorrichtung | |
| DE2005901B2 (de) | Fördervorrichtung für Industrieöfen | |
| DE102020206176A1 (de) | Vorrichtung und Verfahren zum flexiblen Beeinflussen der Prozessführung, insbesondere Temperaturführung, eines entlang einer einzelnen Durchlauflinie durchgeleiteten Metallproduktes mittels mindestens zweier benachbarter Segmente | |
| EP0575820A1 (de) | Anlage zur Herstellung von warmegewalztem Stahlband | |
| EP4348143B1 (de) | Vorrichtung und verfahren zur waermebehandlung eines metallbandes | |
| DE3222940C1 (de) | Vorrichtung zur Erwärmung von Stangen bzw. Knüppeln | |
| DE2053265A1 (de) | Matenalbehandlungsvorrichtung | |
| EP0062795A1 (de) | Anlage für die Behandlung von warmen und/oder zu erwärmenden Glasscheiben |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| RHK1 | Main classification (correction) |
Ipc: C21D 9/675 |
|
| 17P | Request for examination filed |
Effective date: 19910423 |
|
| 17Q | First examination report despatched |
Effective date: 19930621 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19940413 Ref country code: NL Effective date: 19940413 Ref country code: SE Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19940413 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19940413 Ref country code: FR Effective date: 19940413 Ref country code: GB Effective date: 19940413 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19940413 Ref country code: BE Effective date: 19940413 |
|
| REF | Corresponds to: |
Ref document number: 104364 Country of ref document: AT Date of ref document: 19940415 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 58907438 Country of ref document: DE Date of ref document: 19940519 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19940710 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Effective date: 19940731 Ref country code: LI Effective date: 19940731 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19940731 |
|
| EN | Fr: translation not filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19940413 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19990910 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010501 |