EP0366798A1 - Vorrichtung zum einspeisen von schiesspulver in den zylinder einer detonationsanlage - Google Patents
Vorrichtung zum einspeisen von schiesspulver in den zylinder einer detonationsanlage Download PDFInfo
- Publication number
- EP0366798A1 EP0366798A1 EP89901758A EP89901758A EP0366798A1 EP 0366798 A1 EP0366798 A1 EP 0366798A1 EP 89901758 A EP89901758 A EP 89901758A EP 89901758 A EP89901758 A EP 89901758A EP 0366798 A1 EP0366798 A1 EP 0366798A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- housing
- slide
- powder
- tube
- channel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/0006—Spraying by means of explosions
Definitions
- the invention relates to devices for powder coating workpieces and, in particular, to a device for feeding powder into the tube of a detonation system.
- the present invention can be used particularly effectively to produce heat, corrosion and wear-resistant coatings in the detonation process for protecting the components and parts of mechanisms and machines which are subject to severe abrasive wear and are operated in aggressive media .
- the pipe open on one side is filled with an explosive gas mixture, the powder intended to produce the coating is introduced and then the explosive mixture is initiated at the closed pipe end. Due to the flow of detonation products, which has a high temperature (approx. 4000 ° C) and a high speed (approx. 1500m / s), the powder particles are heated and accelerated when they interact with the workpiece to be treated, which is in front of the open pipe end, form a coating.
- the detonation spray systems usually have an automatic mode of operation, the process is repeated with a cyclicality of approximately 10 shots / s.
- the device serves to introduce a predetermined powder dose into the predetermined tube cross section at a predetermined time. How exactly these conditions are met by the construction of the device depends on the quality of the coatings to be produced, e.g. B. the stability of the properties of the coatings to be produced, the adhesive strength of the coating on the surface of the workpiece to be treated, the porosity, the coating thickness that is produced per shot.
- the peculiarities that complicate the operation of the device in the detonation spraying systems include the possibility that the detonation products from the pipe penetrate into the housing of the dosing device (kickback) and the possibility that the housing of the device with the explosive gas mixture during the pipe filling is filled with the mixture. These two peculiarities lead to the destruction of the facility.
- the construction of the device for the powder feed should ensure an additional operating time, a stable cyclical (with a frequency of 1--10 cycles / s) the powder with a particle size of 5--50 ⁇ m, a precisely specified powder dose per cycle Protection of the device against setbacks, an even distribution of the powder particles in the flow of detonation products, free flow of the powder when filling the measuring volume of the device, automatic remote control of the powder and carrier gas quantity, minimal penetration of the powder carrier gas into the pipe.
- the powder dose is localized in a small volume in the area of the powder introduction into the tube, which means that there is little scatter in the speeds and temperatures of the powder particles both at the tube outlet and is ensured on the surface to be treated.
- the application of the coatings can be controlled with the pulsed powder feed into the tube.
- the powder dose to be introduced into the tube is set in various ways, for example by the size, the opening in the powder transport line (SU, A, 935712) or by the immersion depth of a rod with a measurement recess in the powder hopper (SU, A, 764735).
- a disadvantage of this dosing method is a significant fluctuation (by dozens of the percent) of the amount of powder to be introduced into the tube from dose to dose due to poor fluidity of the powder or due to a change in the measuring volume of the dosing element due to the abrasive wear of the recess, which ultimately leads to unstable characteristics of coatings.
- the powder transport lines are lengthened, whereby the duration of the powder supply, i. H. the inertia of such a device is increased.
- volume metering device (SU, A, 3797709).
- SU volume metering device
- SU volume metering device
- this device contains a hermetically sealed cylindrical housing in which a piston valve is accommodated, which: with Compressed gas is occupied.
- the housing contains a Pulve.'bunker, which communicates with the housing space, a slide with measuring chamber and drive, whereby through-channels for the powder supply from the bunker into the measuring chamber, for the compressed gas supply and for the powder supply from the measuring chamber into the pipe are provided .
- the measuring chamber is designed in the slide in such a way that it communicates with the loading bunker in one of the end positions of the slide, where it is being loaded, and in the other end position with the openings for the powder feed into the tube and for the compressed gas which is in connection with the powder transported from the measuring room into the pipe.
- the dose of powder to be introduced into the tube is dictated by the volume of the measuring chamber, and the piston valve protects the metering device against the effects of setbacks because the opening through which the powder is fed into the tube is closed during the explosion by the piston valve.
- the contact surfaces are quickly worn out by the penetration of the abrasive powder into the gap between the slide and the housing and the powder dose to be introduced into the tube is reduced.
- the powder losses caused thereby can amount to 30-40% of the volume of the measuring recess, which causes a substantial instability of the coating thickness which is generated per shot.
- the present invention has for its object to provide such a device for the powder supply in the pipe of a detonation system, the construction of the clamping and wear of the slide when penetrating would prevent the powder from entering the gap between the contact surfaces of the slide and the housing and would ensure precise metering and stable powder feed into the tube.
- the device which contains a housing, a powder hopper, which communicates with the housing space, and a slide, which is housed in the housing space and is provided with a measuring space and a drive, wherein channels for the Pressurized gas supply, for the powder supply from the bunker into the measuring chamber and from the measuring chamber into the pipe, the slide according to the invention is arranged in the upper part of the housing and is elastically pressed onto the latter in the region of the outlet openings of the channels, the measuring chamber being in the form of a recess on the is carried out with the housing contacting slide surface, and there is a closing unit connected to the slide, which blocks the outlet opening of the channel for the powder supply from the measuring chamber into the tube in one of the movement sections of the slide, in the other end position of the measuring chamber with the outlet opening of the channel f r is the powder feed into the tube in connection.
- the dosing device has a longer operating time, is reliably protected against the effects of setbacks, enables the powder dose to be introduced into the small tube volume in the area of the powder introduction and, in the end, ensures the production of high-quality coatings with stable properties.
- the slide moves on the normal against the contact surface and the powder leaves the gap and falls on the bottom of the case.
- the design of the measuring space in the form of a recess makes it possible to achieve precise powder metering and to prevent the powder from flowing out of the metering chamber.
- the dosing device is protected against kickbacks by the locking device, which is connected to the slide and the drive.
- the locking device moves simultaneously with the slide and reliably blocks the outlet opening of the channel for the powder feed from the measuring space into the tube.
- an additional recess is made on the surface of the slide contacting the housing and a channel is provided in the housing, which forbids the channel for the compressed gas supply via the additional recess to the bunker space in one of the end positions of the slide.
- the powder in the lower part of the bunker is pneumatically stirred with a portion of compressed gas, which prevents the powder from caking.
- the locking unit is designed in the form of a wedge connection.
- Such a design of the clamping unit reliably protects the metering unit from kickbacks and improves the fixing of the metering recess under the outlet opening of the bunker.
- the slide is designed in the form of a prism.
- the slide of this construction is particularly easy to manufacture.
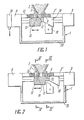
- the device contains a hermetically sealed housing 1 (FIGS. 1, 2), on which a bunker 2 is arranged, which communicates with the cavity of the housing 1 via a channel 3 in the cover 3 'of the housing 1.
- a channel 4 (Fig. 3, 4) for the compressed gas supply with outlet openings 5 and 6, which are on the inner surface of the cover 3 'of the housing 1, and a through channel 7 with an outlet opening 8, which is also carried out on the Inner surface of the lid of the housing 1 is located.
- a compressed air drive 9 (FIGS. 1, 2) is connected to the housing 1 and has a pressure chamber 10 which communicates with the channel 7 (FIGS. 1, 3).
- a slide 11 is arranged such that its upper surface is in constant contact with the inner surface of the cover 3 'of the housing 1, on which the outlet openings 3, 5, 6 and 5 lie, and only one side surface with the Wall of the housing 1 contacted.
- the slide 11 is connected to the drive 9, by means of which it is set in a reciprocating movement along the housing 1.
- the slider 11 is pressed elastically onto the housing 1 by means of a cylindrical helical spring 14.
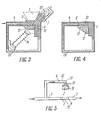
- a through-channel 15 (FIG. 2) with an opening 16, which runs into the channel 3 for the powder supply from the bunker 2, and with an opening 17 (FIGS. 4, 5), which runs on the inner surface of the Cover 3 'of the housing 1 is.
- the channel 15 connects the channel 4 for the compressed gas supply via the additional recess 13 to the cavity of the bunker 2 in one of the end positions of the slide 11.
- the slide 11 is connected to a closing unit 18 (FIG. 1) on the side of the outlet opening 8 of the channel 7 and a wedge-shaped shoulder 19 is attached to the housing 1.
- the closing unit 16 moves together with the slide 11 in such a way that in the left end position (FIG. 1) it is supported with its beveled lower surface against the shoulder 19, a wedge connection being formed, and the opening d (FIG. 3) for the powder supply in the pipe 19 'tightly shut off.
- the slider 11 can be of any construction in this device, but in the preferred embodiment it is particularly simple and reliable in the form of a prism, because the contact with the surface of the housing 1 via the upper and the lateral prism surface with the possibility of movement along the common edge of the surfaces mentioned.
- Part of the housing 1 forms a removable base 20.
- the channel 9 runs into the pipe 19 'of the detonation system (Fig. 2, 3).
- the setup works as follows.
- the bunker 2 is filled with powder.
- the slide 11 is brought into the end position (left in FIG. 1) by means of the drive 9.
- the slider 11 is pressed firmly against the housing 1 by the spring 14 with the upper and the lateral surface, the upper surface of the slider 11 closing off the openings 6 and 17, while the measuring recess 12 is filled with powder via the opening 3.
- the clamping unit 18 is supported on the shoulder 19 and closes off the openings 5 and 8.
- the powder dose becomes ejected from the recess 12 through the opening 8 through the channel 7 into the tube 19 'with compressed gas which enters through the opening 5 of the channel 4 (FIG. 3).
- the compressed gas flows out of the channel 4 via the opening 16 and the additional recess 13 into the channels 15, breaks at a high speed via the openings 16 into the cavity of the bunker 2 at its base and the powder vaults formed in the bunker 2 fall onto the upper surface of the slide 11 .
- the drive 9 brings the slide 11 into the starting position, which is predetermined by the wedge-shaped shoulder 19, which limits the movement of the closing unit 18 and consequently the slide 11, and by the wedge shape of the unit 18 and the corresponding inclination of the contact surface of the wedge-shaped shoulder 19 the force of the drive 9 is converted into the closing force, thanks to which the closing unit 18 reliably blocks the opening 8, the break-in of the detonation products via the channel 7 from the working area of the tube 19 'into the housing 1 being prevented at the moment of the shot.
- the spring 14 presses the slide 11 reliably during its movement and allows the slide 11 to come off the housing 1 when individual powder particles penetrate therebetween without the slide 11 being clamped during its movement.
- the force of the spring 14 should be kept to a minimum in order to reduce the wear of the slide 11. On the other hand, this force should be sufficient to ensure that the slide 11 is reliably pressed against the housing 1 during the entire movement phase of the slide 11.
- the invention can be used in detonation systems for the production of heat, corrosion and wear-resistant coatings on workpieces which are subject to heavy wear and are used in aggressive media.
Landscapes
- Nozzles (AREA)
- Furnace Details (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
- Filling Or Emptying Of Bunkers, Hoppers, And Tanks (AREA)
Abstract
Die Einrichtung enthält ein Gehäuse (1), einen Pulverbunker (2), der mit dem Hohlraum des Gehäuses (1) kommuniziert, und einen mit einem Antrieb (9) versehenen Schieber (11), der im Hohlraum des Gehäuses (1) untergebracht und mit einem Meßraum in Form einer Aussparung (12) versehen ist.
Im Gehäuse (1) sind Durchgangskanäle für die Druckgaszuführung, für die Pulverzuführung aus dem Bunker (2) in die Aussparung (12) und aus dieser ins Rohr vorgesehen. Der Schieber (11) ist im Oberteil des Gehäuses (1) angeordnet und an das Gehäuse (1) im Bereich der Austrittsöffnungen der Kanäle elastisch angedrückt. In der Einrichtung ist eine mit dem Schieber (11) verbundene Schließeinheit (18) vorhanden, welche die Austrittsöffnung (8) des Kanals für die Pulverzuführung aus der Ausspa-rung (12) ins Rohr in einer der Endstellungen des Schiebers (11) absperrt, in dessen anderer Endstellung der Meßraum (12) mit der Austrittsöffnung (8) des Kanals für die Pulverzuführung ins Rohr in Verbindung steht.
Description
- Die Erfindung bezieht sich auf Einrichtungen zum Pulverbeschichten von Werkstücken und insbesondere auf eine Einrichtung für die Pulverzuführung ins Rohr einer Detonationsanlage.
- Besnnders wirksam kann die vorliegende Erfindung zur Erzeugung von hitze-, korrosions- und verschleißfesten Überzügen im Detonationsverfahren zum Schutz der Baugrup- .pen und -teile von Mechanismen und Maschinen zur Anwendung kommen, die unter einem starken abrasiven Verschleiß stehen und in aggressiven Medien betrieben werden.
- Das Wesen des Detonationsspritzverfahrens besteht im folgenden.
- Das auf einer Seite offene Rohr wird mit einem explosiven Gasgemisch gefüllt, das zur Erzeugung des Überzugs vorgesehene Pulver wird eingeführt und dann wird das explosive Gemisch am geschlossenen Rohrende initiiert. Durch den Strom der Detonationsprodukte, der eine hohe Temperatur (ca. 4000°C) und eine hohe Geschwindigkeit (ca. 1500m/s)aufweist werden die Pulverteilchen erhitzt und beschleunigt, die bei der Zusammenwirkung mit dem zu behandelnden Werkstück, das sich vor dem offenen Rohrende befindet, einen Überzug bilden. Die Detonationsspritzanlagen haben gewöhnlich automatische Betriebsweise, der Vorgang wird mit einer Zyklizität von ca. 10 Schüsse/s wiederholt .
- Eine der wichtigsten Baugruppen einer Detonationsspritzanlage ist die Einrichtung für die Pulverzuführung ins Rohr. Die Einrichtung dient, um eine vorgegebene Pulverdosis in den vorgegebenen Rohrquerschnitt zu einem vorgegebenen Zeitpunkt einzuführen. Davon, wie genau diese Bedingungen durch die Konstruktion der Einrichtung erfüllt werden, hängt die Qualität der zu erzeugenden Uberzüge ab, z. B. die Stabilität der Eigenschaften der zu erzeugenden Überzüge, die Haftfestigkeit des Uberzugs an der Oberfläche des zu behandelnden Werkstücks, die Porösität, die Uberzugsdicke, die pro Schuß erzeugt wird.
- Zu den Besonderheiten, die den Betrieb der Einrichtung in den Detonationsspritzanlagen kompliziert machen, gehören die Möglichkeit, daß die Detonationsprodukte aus dem Rohr ins Gehäuse des Dosierers eindringen (Rückschlag), und die Möglichkeit, daß das Gehäuse der Einrichtung mit dem explosiven Gasgemisch während der Rohrbefüllung mit dem Gemisch gefüllt wird. Diese beiden Besonderheiten führen zur Zerstörung der Einrichtung.
- Die Konstruktion der Einrichtung für die Pulverzuführung soll eine zusätzliche Betriebszeit, eine stabile zyklische (mit einer Frequenz von 1--10 Zyklen/s) Zuführung des Pulvers mit einer Teilchengröße von 5--50 µm, eine genau vorgegebene Pulverdosis pro Zyklus, einen sicheren Schutz der Einrichtung gegen Rückschläge, eine gleichmäßige Verteilung der Pulverteilchen im Strom der Detonationsprodukte, ein freies Fließen des Pulvers beim Füllen des Meßvolumens der Einrichtung, eine automatische Fernsteuerung der Pulver- und der Trägergasmenge, ein minimales Eindringen der Pulverträgergases ins Rohr gewährleisten.
- Zur Zeit werden in den Detonationsspritzanlagen zwei Typen Einrichtungen für die Pulverzuführung, die sich durch das Verfahren der Pulverzuführung ins Rohr unterscheiden, u. zw. die pneumatischen und die mechänischen, eingesetzt. Bei den pneumatischen Einrichtungen wird das Pulver ins Rohr mit Druckgas kontinuierlich bzw. impulsartig zugeführt. Bei der kontinuierlichen Zuführung des Pulvers ins Rohr ist die Pulverdosis im Rohr in Form einer ausgedehnten Wolke verteilt. In diesem Fall führt die unterschiedliche Ausgangslage der Pulverteilchen entlang der Rohrachse zu unterschiedlichen Geschwindigkeiten und Erhitzungstemperaturen, die die Teilchen während der Beschleunigung und ihrer Erhitzung durch die Detonationsprodukte im Rohr der Detonationsanlage annehmen. Wie die Untersuchungen zeigen, ist es zur Erzeugung von hochqualitativen Überzügen aus dem ausgewählten Pulverstoff erforderlich, daß die Geschwindigkeiten und die Temperaturen sämtlicher Teilchen der ins Rohr zugeführten Pulverdosis beim Verlassen des Rohres ungefähr gleichgroß sind bzw. eine geringe Streuung haben. Bei der kontinuierlichen Pulverzuführung ins Rohr kann diese Bedingung unmöglich erfüllt werden und deswegen weisen die Überzüge bei der kontinuierlichen Pulverzuführung ins Rohr unstabile Charakteristiken und eine niedriger Qualität auf.
- Bei der Pulverzuführung ins Rohr mit Druckgas im Impulsbetrieb, der auf den Arbeitszylkus der Anlage abgestimmt ist, ist die Pulverdosis in einem kleinen Volumen im Bereich der Pulvereinführung ins Rohr lokalisiert, wodurch eine geringe Streuung der Geschwindigkeiten und der Temperaturen der Pulverteilchen sowohl am Rohraustritt als auch an der zu behandelnden Oberfläche sichergestellt wird. Bei der impulsartigen Pulverzuführung ins Rohr kann das Auftragen der Überzüge gesteuert werden.
- Die ins Rohr einzuführende Pulverdosis wird in verschiedener Weise, beispielsweise durch die Größe, der Öffnung in der Pulvertransportleitung (SU, A, 935712) bzw. durch die Eintauchtiefe einer Stange mit Meßaussparung in den Pulverbunker (SU, A, 764735) eingestellt. Ein Nachteil dieses Dosierverfahrens besteht in einer bedeutenden Schwankung (um Dutzende der Prozente) der ins Rohr einzuführenden Pulvermenge von Dosis zu Dosis infolge eines schlechten Fließvermögens des Pulvers oder infolge einer Anderung des Meßvolumens des Dosierelements beim abrasiven Verschleiß der Aussparung, was letzten Endes zu unstabilen Charakteristiken der Überzüge führt.
- In den bekannten Einrichtungen für die Pulverzuführung fehlt der Schutz gegen den Rückschlag, der über die Trägergasleitungen eindringt. Um die Einwirkung der Rückschläge zu verhindern, werden die Pulvertransportleitungen verlängert, wodurch die Dauer der Pulverzuführung, d. h. die Trägheit einer derartigen Einrichtung vergrößert wird.
- Am nächsten kommt der vorliegende Erfindung ihrem Wesen nach eine Volumen-Dosiereinrichtung (SU, A, 3797709). In einer der Ausführungsvarianten dieser Einrichtung enthält sie ein hermetisch dichtes zylinderförmiges Gehäuse, in dem ein Kolbenschieber untergebracht ist, der: mit Druckgas in Belegung versetzt wird.
- Das Gehäuse enthält einen Pulve.'bunker, der mit dem Gehäuseraum kommuniziert, einen Schieber mit Meßraum und Antrieb, wobei im Gehäuse Durchgangskanäle für die Pulverzufuhrung aus dem Bunker in den Meßraum, für die Druckgaszuführung und für die Pulverzuführung aus dem Meßraum ins Rohr vorgesehen sind. Der Meßraum ist im Schieber derart ausgeführt, daß er in einer der Endstellungen des Schiebers mit dem Beschickungsbunker kommunisiert, wo er beschickt wird, und in der anderen Endstellung mit den Öffnungen für die Pulverzuführung ins Rohr und für das Druckgas in Verbindung steht, welches das Pulver aus dem Meßraum ins Rohr transportiert. In dieser Konstruktion wird die Dosis des ins Rohr einzuführenden Pulvers durch das Meßraumvolumen vorgegeben, und der Kolbenschieber schützt den Dosierer gegen die Einwirkung der Rückschläge, weil die Öffnung, über die das Pulver ins Rohr zugeführt wird, während der Explosion durch den Kolbenschieber geschlossen ist.
- Bei dieser Konstruktion der Dosiereinrichtung dringt jedoch das ins Rohr einzuführende Pulver immer in den Spalt zwischen den Berührungsflächen des Kolbenschiebers und des Gehäuses ein, was zum Festklemmen des Schiebers und zum Ausfall der Dosiereinrichtung führt.
- Außerdem werden durch das Eindringen des abrasiven Pulvers in den Spalt zwischen dem Schieber und dem Gehäuse die Berührungsflächen schnell verschlissen und die ins Rohr einzuführende Pulverdosis wird verringert. Die dadurch verursachten Pulververluste können 30 - 40% des Volumens der Meßaussparung betragen, wodurch eine wesentliche Instabilität der Uberzugsdicke herbeigeführt wird, die pro Schuß erzeugt wird.
- Der vorliegenden Erfindung liegt die Aufgabe zugrunde, eine solche Einrichtung für die Pulverzuführung ins Rohr einer Detonationsanlage zu schaffen, deren Konstruktion das Festklemmen und den Verschleiß des Schiebers beim Eindringen des Pulvers in den Spalt zwischen den Kontaktflächen des Schiebers und des Gehäuses verhindern und eine genaue Dosierung und eine stabile Pulverzuführung ins Rohr gewährleisten würde.
- Die gestellte Aufgabe wird dadurch gelöst, daß in der Einrichtung, die ein Gehäuse, einen Pulverbunker, der mit dem Gehäuseraum kommuniziert, und einen Schieber enthält, der im Gehäuseraum untergebracht und mit einem Meßraum und einem Antrieb versehen ist, wobei im Gehäuse Kanäle für die Druckgaszuführung, für die Pulverzuführung aus dem Bunker in den Meßraum und aus dem Meßraum ins Rohr vorgesehen sind, erfindungsgemäß der Schieber im Oberteil des Gehäuses angeordnet und im Bereich der Austrittsöffnungen der Kanäle an dieses elastisch angedrückt ist, wobei der Meßraum in Form einer Aussparung auf der mit dem Gehäuse kontaktierenden Schieberoberfläche ausgeführt ist, und eine mit dem Schieber verbundene Schließeinheit vorhanden ist, welche die Austrittsöffnung des Kanals für die Pulverzuführung aus dem Meßraum ins Rohr in einem der Bewegungsabschnitte des Schiebers absperrt, in dessen anderer Endstellung der Meßraum mit der Austrittsöffnung des Kanals für die Pulverzuführung ins Rohr in Verbindung steht.
- Die erfindungsgemäße Konstruktion des Dosierers hat eine verlängerte Betriebszeit, ist gegen die Einwirkung der Rückschläge zuverlässig geschützt, ermöglicht die Einführung der Pulverdosis in das kleine Rohrvolumen im Bereich der Pulvereinführung und sichert im Endergebnis die Erzeugung von hochqualitativen Uberzügen mit stabilen Eigenschaften. Dies wird dadurch erreicht, daß der Schieber im Oberteil des Dosiergehäuses angeordnet wird, wobei ein bedeutender Teil der Schieberöberfläche keinen Kontakt mit dem Gehäuse hat und durch das Andrücken des Schiebers von der Seite der freien Oberfläche her sein Festklemmen im Gehäuse verhindert und folglich die Funktionstüchtigkeit und eine beträchtliche Betriebszeit der Einrichtung gewährleistet wird. Beim Eindringen des Pulvers in den Spalt zwischen den Kontaktflächen des Gehäuses und des Schiebers verlagert sich der Schieber auf der Normale gegen die Kontaktfläche und das Pulver verläßt den Spalt und fällt auf den Gehäuseboden. Die Ausführung des Meßraums in Form einer Aussparung erlaubt es, eine genaue Pulverdosierung zu erzielen und das Ausströmen des Pulvers aus dem Dosierraum zu verhindern.
- Der Dosierer wird vor Rückschlägen durch die Schließeinrichtung geschützt, die mit dem Schieber und dem Antrieb verbunden ist. Die Schließeinrichtung verlagert sich simultan mit dem Schieber und sperrt die Austrittsöffnung des Kanals für die Pulverzuführung aus dem Meßraum ins Rohr zuverlässig ab.
- In der bevorzugten Ausführungsvariante der Erfindung wird auf der mit dem Gehäuse kontaktierenden Oberfläche des Schiebers eine zusätzliche Aussparung ausgeführt und im Gehäuse ein Kanal vorgesehen, welcher den Kanal für die Druckgaszuführung über die zusätzliche Aussparung mit dem Bunkerraum in einer der Endstellungen des Schiebers verbiniet. Dabei wird der Pulverstoff im Bunkerunterteil mit einer Druckgasportion pneumatisch gerührt, wodurch das Verbacken des Pulvers verhindert wird.
- In einer der Ausführungsvarianten der Einrichtung ist die Schließeinheit in Form einer Keilverbindung ausgestaltet.
- Durch eine derartige Ausführung der Schließeinheit wird die Dosiereinheit vor Rückschlägen zuverlässig geschützt sowie die Fixierung der Dosieraussparung unter der Austrittsöffnung des Bunkers verbessert.
- Es ist besonders vorteilhaft, daß der Schieber in Prismenform ausgeführt wird.
- Der Schieber dieser Konstruktion ist besonders einfach in der Herstellung.
- Weitere Ziele und Vorteile der vorliegenden Erfindung werden aus dem nachstehenden Ausführungsbeispiel und den beiliegenden Zeichnungen verständlich, in denen es zeigt:
- Fig. 1 die Gesamtansicht der Einrichtung bei der linken Endstellung des Schiebers (Längsschnitt);
- Fig. 2 - ditto, bei der rechten Endstellung des Schiebers;
- Fig. 3 - einen Schnitt nach Linie III-III der Fig. 2;
- Fig. 4 - einen Schnitt nach Linie IV-IV der Fig. 2;
- Fig. 5 das Schema der Gasleitungen der Einrichtung.
- Die Einrichtung enthält ein hermetisch dichtes Gehäuse 1 (Fig. 1, 2), auf dem ein Bunker 2 angeordnet ist, der mit dem Hohlraum des Gehäuses 1 über einen Kanal 3 im Deckel 3' des Gehäuses 1 kommuniziert.
- Im Gehäuse 1 ist ein Kanal 4 (Fig. 3, 4) für die Druckgaszuführung mit Austrittsöffnungen 5 und 6, die auf der Innenfläche des Deckels 3' des Gehäuses 1 liegen, und ein Durchgangskanal 7 mit einer Austrittsöffnung 8 ausgeführt, die ebenfalls auf der Innenfläche des Deckels des Gehäuses 1 liegt. An das Gehäuse 1 ist ein Druckluftantrieb 9 (Fig. 1, 2) angeschlossen, der einen Druckraum 10 besitzt, welcher mit dem Kanal 7 (Fig. 1, 3) kommuniziert.
- Im Hohlraum des Gehäuses 1 ist ein Schieber 11 derart angeordnet, daß dessen obere Fläche mit der Innenfläche des Deckels 3' des Gehäuses 1 ständig kontaktiert, auf der die Austrittsöffnungen 3, 5, 6 und 5 liegen, und nur die eine seitliche Fläche mit der Wand des Gehäuses 1 kontaktiert. Der Schieber 11 ist mit dem Antrieb 9 verbunden, durch den er in hin- und hergehende Bewegung entlang dem Gehäuse 1 gesetzt wird. Auf der oberen Fläche des Schiebers 11 ist ein Meßraum mit kalibriertem Volumen in Farm einer Aussparung 12 und eine zusätzliche Aussparung 13 ausgeführt. Der Schieber 11 ist an das Gehäuse 1 mittels einer zylindrischen Schraubenfeder 14 elastisch angedrückt.
- Im Gehäuse 1 ist ein Durchgangskanal 15 (Fig. 2) mit einer Öffnung 16, die in den Kanal 3 für die Pulverzuführung aus dem Bunker 2 ausläuft, und mit einer Öffnung 17 (Fig. 4, 5) ausgeführt, die auf der Innenfläche des Deckels 3' des Gehäuses 1 liegt. Der Kanal 15 verbindet den Kanal 4 für die Druckgaszuführung über die zusätzliche Aussparung 13 mit dem Hohlraum des Bunkers 2 in einer der Endstellungen des Schiebers 11.
- Der Schieber 11 ist auf der Seite der Austrittsöffnung 8 des Kanals 7 mit einer Schließeinheit 18 (Fig. 1) verbunden und am Gehäuse 1 ist ein keilförmiger Absatz 19 angebracht. Die Schließeinheit 16 bewegt sich zusammen mit dem Schieber 11 derart, daß sie sich in der linken Endstellung (Fig. 1) mit ihrer abgeschrägten unteren Fläche gegen den Absatz 19 abstützt, wobei eine Keilverbindung gebildet wird, und die Öffnung d (Fig. 3) für die Pulverzuführung in das Rohr 19' dicht absperrt.
- Der Schieber 11 kann in dieser Einrichtung eine beliebige Konstruktion haben, jedoch wird er in der bevorzugten Ausführungsvarianteals besonders einfach und zuverlässig in Form eines Prismas ausgeführt, weil der Kontakt mit der Oberfläche des Gehäuses 1 über die Obere und die seitliche Prismafläche mit Möglichkeit der Bewegung entlang der gemeinsamen Kante der genannten Flächen zustandekommt.
- Einen Teil des Gehäuses 1 bildet einen abnehmbaren Untersatz 20. Der Kanal 9 läuft in das Rohr 19' der Detonationsanlage (Fig. 2, 3) aus.
- Die Einrichtung funktioniert folgenderweise.
- Vor dem Beginn des Betriebs der Einrichtung wird der Bunker 2 mit Pulver gefüllt. In der Ausgangsstellung wird der Schieber 11 mittels des Antriebs 9 in die (in Fig. 1 linke) Endstellung gebracht. Durch die Feder 14 wird der Schieber 11 mit der oberen und der seitlichen Fläche an das Gehäuses 1 fest angedrückt, wobei die obere Fläche des Schiebers 11 die Öffnungen 6 und 17 absperrt, während die Meßaussparung 12 über die Öffnung 3 mit Pulver gefüllt wird. In dieser Stellung stützt sich die Schließeinheit 18 am Absatz 19 ab und sperrt die Öffnungen 5 und 8 ab. Bei der Zuführung des Druckgases in den Druckraum 10 und den Kanal 9 wird der Schieber 11 mit der Pulverdosis durch den Antrieb 9 (in Fig. 2 von links nach rechts) verlagert, und wenn der Schieber 11 die zeichnungsgemäß rechte Endstellung erreicht, wird die Pulverdosis aus der Aussparung 12 über die Öffnung 8 durch den Kanal 7 ins Rohr 19' mit Druckgas ausgestoßen, das über die Öffnung 5 des Kanals 4 (Fig. 3) eintritt. Gleichzeitig strömt das Druckgas aus dem Kanal 4 über die Öffnung 16 und die zusätzliche Aussparung 13 in die Kanäle 15, bricht mit einer großen Geschwindigkeit über die Öffnungen 16 in den Hohlraum des Bunkers 2 an seiner Grundfläche ein und die im Bunker 2 entstandenen Pulvergewölbe stürzen auf die obere Fläche des Schiebers 11 ab. Dann bringt der Antrieb 9 den Schieber 11 in die Ausgangsstellung, die durch den keilförmigen Absatz 19 vorgegeben wird, der die Bewegung der Schließeinheit 18 und folglich des Schiebers 11 begrenzt, und durch die Keilform der Einheit 18 und die entsprechende Neigung der Kontaktfläche des keilförmigen Absatzes 19 wird die Kraft des Antriebs 9 in die Schließkraft umgewandelt, dank welcher die Schließeinheit 18 zuverlässig die Öffnung 8 absperrt, wobei der Einbruch der Detonationsprodukte über den Kanal 7 aus dem Arbeitsbereich des Rohrs 19' ins Gehäuse 1 im Augenblick des Schusses verhindert wird. Die Feder 14 drückt den Schieber 11 bei seiner Bewegung zuverlässig an und läßt den Schieber 11 vom Gehäuse 1 beim Eindringen einzelner Pulverteilchen dazwischen abgehen, ohne daß der Schieber 11 während seiner Bewegung festgeklemmt wird.
- Zur Verlängerung der Betriebszeit der Einrichtung soll die Kraft der Feder 14 minimal gehalten werden, um den Verschleiß des Schiebers 11 herabzusetzen. Andererseits soll diese Kraft ausreichen, um ein zuverlässiges Andrücken des Schiebers 11 an das Gehäuse 1 während der gesamten Bewegungsphase des Schiebers 11 sicherzustellen.
- Die Erfindung kann in Detonationsanlagen zur Erzeugung von hitze-, korrosions- und verschleißfesten uberzügen an Werkstücken Anwendung finden, die unter einem starken Verschleiß stehen und in aggressiven Medien eingesetzt werden.
Claims (6)
1. Einrichtung für die Pulverzuführung ins Rohr einer Detonationsanlage, die ein Gehäuse (1), einen Pulverbunker (2), der mit dem Hohlraum des Gehäuses (1) kommuniziert, und einen Schieber (11) enthält, der im Hohlraum des Gehäuses (1) untergebracht und mit einem Meßraum (12) und einem Antrieb (9) versehen ist, wobei im Gehäuse (1) Kanäle (4, 3, 7) für die Druckgaszuführung, für die Pulverzuführung aus dem Bunker (2) in den Meßraum (12) und aus dem Meßraum (12) ins Rohr (19') vorgesehen sind, dadurch gekennzeichnet , daß der Schieber (11) im Oberteil des Gehäuses (11) angeordnet und im Bereich der Austrittsöffnungen (5, 6, 8) der Kanäle (3, 4, 7) an dieses elastisch angedrückt ist, wobei der Meßraum (12) in Form einer Aussparung auf der mit dem Gehäuse (1) kontaktierenden Oberfläche des Schiebers (11) ausgeführt ist, und eine mit dem Schieber (11) verbundene Schließeinheit (18) vorhanden ist, welche die Austrittsöffnung (d) des Kanals (7) für die Pulverzuführung aus dem weßraum (12) ins Rohr (19') in einer der Endstellungen des Schiebers (11) absperrt, in dessen anderer Endstellung der Meßraum (12) mit der Austrittsöffnung (8) des Kanals (7) für die Pulverzuführung ins Rohr (19') in Verbindung steht.
2. Einrichtung nach Anspruch 1, dadurch g e - kennzeichnet , daß auf der mit dem Gehäuse (1) kontaktierenden Oberfläche des Schiebers (11) eine zusätzliche Aussparung (13) ausgeführt und im Gehäuse (1) ein Kanal (15) vorgesehen ist, welcher den Kanal (4) für die Druckgaszuführung über die zusätzliche Aussparung (13) mit dem Hohlraum des Bunkers ( 2) in einer der Endstellungen des Schiebers (11) verbindet.
3. Einrichtung nach Anspruch 2, dadurch gekenn-zeichnet , daß der Schieber (11) in Prismenform ausgeführt ist.
Abgeänderte Patentansprüche für die
internationale Anmeldung PCT/SU 89/00008
Abgeänderte Patentansprüche für die
internationale Anmeldung PCT/SU 89/00008
1 (abgeändert).Einrichtung für die Pulverzuführung ins Rohr einer Detonationsanlage, die ein Gehäuse (1), einen Pulverbunker (2), der mit dem Hohlraum des Gehäuses (1) kommuniziert, und einen Schieber (11) enthält, der im Hohlraum des Gehäuses (1) untergebracht und mit einem weßraum (12) und einem Antrieb (9) versehen ist, wobei im Gehäuse (1) Kanäle (4, 3, 7) für die Druckgaszuführung, für die Pulverzuführung aus dem Bunker (2) in den Meßraum (12) und aus dem Meßraum (12) ins Rohr (19' ) vorgesehen sind, dadurch gekennzeichnet, daß der Schieber (11) im Oberteil des Gehäuses (1) angeordnet und im Bereich der Austrittsöffnungen (5, 6, 3) der Kanäle (3, 4, 7) an dieses elastisch angedrückt ist, wobei der Meßraum (12) in Form einer Aussparung auf der mit dem Gehäuse (1) kontaktierenden Oberfläche des Schiebers (11) ausgeführt ist, und eine mit dem Schieber (11) verbundene Schließeinheit (18) vorhanden ist, welche die Austrittsöffnung (8) des Kanals (7) für die Pulverzuführungaus dem Meßraum (12) ins Rohr (19') in einer der Endstellungen des Schiebers (11) absperrt, in dessen anderer Endstellung der Meßraum (12) mit der Austrittsöffnung (3) des Kanals (7) für die Pulverzuführung ins Rohr (19') in Verbindung steht.
2. Einrichtung nach Anspruch 1, dadurch g e - kennzeichnet , daß auf der mit dem Gehäuse (1 ) kontaktierenden Oberfläche des Schiebers (11) eine zusätzliche Aussparung (13) ausgeführt und im Gehäuse (1) ein Kanal (15) vorgesehen ist, welcher den Kanal (4) für die Druckgaszuführung über die zusätzliche Aussparung (13) mit dem Hchlraum des Bunkers ( 2) in einer der Endstellungen des Schiebers (11) verbindet.
3. Einrichtung nach Anspruch 2, dadurch geken n-zeichnet , daß der Schieber (11) in Prismenform ausgeführt ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU884409712A SU1720734A1 (ru) | 1988-01-19 | 1988-01-19 | Устройство дл подачи порошка в ствол детонационной установки |
| SU4409712 | 1988-01-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0366798A1 true EP0366798A1 (de) | 1990-05-09 |
| EP0366798A4 EP0366798A4 (en) | 1990-12-05 |
Family
ID=21368516
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19890901758 Withdrawn EP0366798A4 (en) | 1988-01-19 | 1989-01-18 | Device for feeding gun powder to the barrel of a detonation installation |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5004021A (de) |
| EP (1) | EP0366798A4 (de) |
| JP (1) | JPH02503166A (de) |
| CN (1) | CN1044238A (de) |
| HU (1) | HUT53828A (de) |
| SU (1) | SU1720734A1 (de) |
| WO (1) | WO1989006570A1 (de) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2667509B1 (fr) * | 1990-10-04 | 1995-08-25 | Valois | Inhalateur a poudre, dispositif de conditionnement de microdoses de poudre sous forme de bandes adaptees a etre utilisees dans un inhalateur a poudre, et procede de fabrication de ces bandes. |
| JP3292296B2 (ja) | 1997-03-25 | 2002-06-17 | ティーディーケイ株式会社 | スライダ、ヘッド、ヘッド装置及び記録再生装置 |
| ATE296654T1 (de) * | 1999-12-07 | 2005-06-15 | Orion Corp | Mehrfachpulverinhalator |
| US7258118B2 (en) * | 2002-01-24 | 2007-08-21 | Sofotec Gmbh & Co, Kg | Pharmaceutical powder cartridge, and inhaler equipped with same |
| RU2371681C1 (ru) * | 2008-04-15 | 2009-10-27 | Российская Федерация, от имени которой выступает государственный заказчик - Государственная корпорация по атомной энергии "Росатом" | Дозатор порошковых материалов для нанесения детонационных покрытий |
| RU2400310C1 (ru) * | 2009-02-17 | 2010-09-27 | Общество с ограниченной ответственностью "Сибирские технологии защитных покрытий" | Импульсный дозатор порошка |
| RU2463563C1 (ru) * | 2011-05-20 | 2012-10-10 | Учреждение Российской академии наук Институт теоретической и прикладной механики им. С.А. Христиановича Сибирского отделения РАН (ИТПМ СО РАН) | Дозатор порошковых материалов |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1528022A (en) * | 1920-01-02 | 1925-03-03 | Bircher Co Inc | Liquid-dispensing apparatus |
| US2587215A (en) * | 1949-04-27 | 1952-02-26 | Frank P Priestly | Inhalator |
| IT961343B (it) * | 1971-07-12 | 1973-12-10 | N Proizv Objedinenie Kievarmat | Perfezionamento nei dispositivi per la lavorazione a detonazione di materiali |
| IT1041579B (it) * | 1974-09-03 | 1980-01-10 | Cockerill | Dispositivo di distribuzione di una polvere metallica in una fiamma per l applicazione di un rivestimento metallico |
| US4184258A (en) * | 1978-01-30 | 1980-01-22 | The United States Of America As Represented By The Department Of Health, Education And Welfare | Powder blower device |
| SU764735A1 (ru) * | 1978-07-28 | 1980-09-23 | Калининский Ордена Трудового Красного Знамени Политехнический Институт | Импульсный порошковый питатель |
| SU952360A1 (ru) * | 1979-03-19 | 1982-08-23 | Предприятие П/Я Р-6707 | Распылитель жидкости |
| SU985712A1 (ru) * | 1981-01-26 | 1982-12-30 | Предприятие П/Я М-5671 | Устройство дл импульсного дозировани порошкообразных материалов |
| SU1068537A1 (ru) * | 1982-01-07 | 1984-01-23 | Предприятие П/Я А-1575 | Питатель дл дозировки порошкообразных материалов |
| PL144534B1 (en) * | 1985-06-07 | 1988-06-30 | Inst Energii Atomowej | Powder dispenser |
| DE3544014A1 (de) * | 1985-08-16 | 1987-02-19 | Avt Anlagen Verfahrenstech | Vorrichtung zum dosierten auftragen von schuettgut |
| US4751948A (en) * | 1985-10-30 | 1988-06-21 | Kendall Mcgaw Laboratories, Inc. | Method and apparatus for the accurate delivery of powders |
-
1988
- 1988-01-19 SU SU884409712A patent/SU1720734A1/ru active
-
1989
- 1989-01-18 JP JP1501556A patent/JPH02503166A/ja active Pending
- 1989-01-18 HU HU89974A patent/HUT53828A/hu unknown
- 1989-01-18 EP EP19890901758 patent/EP0366798A4/ru not_active Withdrawn
- 1989-01-18 WO PCT/SU1989/000008 patent/WO1989006570A1/ru not_active Ceased
- 1989-01-21 CN CN89100342.8A patent/CN1044238A/zh active Pending
- 1989-09-18 US US07/415,369 patent/US5004021A/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| HU890974D0 (en) | 1990-12-28 |
| SU1720734A1 (ru) | 1992-03-23 |
| JPH02503166A (ja) | 1990-10-04 |
| HUT53828A (en) | 1990-12-28 |
| CN1044238A (zh) | 1990-08-01 |
| US5004021A (en) | 1991-04-02 |
| EP0366798A4 (en) | 1990-12-05 |
| WO1989006570A1 (fr) | 1989-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2622396C3 (de) | Sprühkopf | |
| CH675216A5 (de) | ||
| EP0055691B1 (de) | Automatische gasdruckbetätigte Handfeuerwaffe | |
| DE102017122034A1 (de) | Dosiersystem mit Aktoreinheit und lösbar koppelbarer Fluidikeinheit | |
| DE2432012A1 (de) | System zur steuerung und verteilung eines kuehlmittels fuer ein walzwerk | |
| DE3117897A1 (de) | Hydraulische schneidvorrichtung | |
| EP0366798A1 (de) | Vorrichtung zum einspeisen von schiesspulver in den zylinder einer detonationsanlage | |
| DE3337895A1 (de) | Verfahren und vorrichtung zum zufuehren eines dosierten gemisches aus spleissluft und fluessigkeit in die spleisskammer einer druckluft-fadenspleissvorrichtung | |
| DE10129868A1 (de) | Thermisches Spritzverfahren mit Mischpulver | |
| LU88400A1 (de) | Einspritzaggregat fuer Spritzgiessmaschinen | |
| EP0176605B1 (de) | Druckgiessverfahren zur Herstellung von Gussstücken mit einer horizontalen Kaltkammer-Druckgiessmaschine sowie Kaltkammer-Druckgiessmaschine zur Durchführung des Verfahrens | |
| DE2505061C3 (de) | Sprüheinrichtung zum Aufbringen eines Trennmittels auf die Fläche einer Gießform | |
| EP3345720B1 (de) | Trennungseinheit | |
| DE1653605A1 (de) | Kolbenpumpe zum Foerdern von aus kleinen Feststoffteilchen bestehendem Gut | |
| DE3644184A1 (de) | Spruehkopf, insbesondere zum auftragen und verteilen von spruehmittel auf druckgiess- und gesenkschmiedeformen | |
| DE4013432A1 (de) | Vorrichtung zur zufuhr einer drahtelektrode bei einer elektroerosiv-bearbeitungseinheit | |
| DE102014015057B4 (de) | Vorrichtung zum Auftragen eines viskosen Materials | |
| DE3427327A1 (de) | Mischkopf zum erzeugen eines vorzugsweise chemisch reaktionsfaehigen gemisches aus mindestens zwei kunststoffkomponenten | |
| EP0401371A1 (de) | Vorrichtung zur zuführung von pulver in das rohr einer anlagezum explosivaufdampfen | |
| DE3026788C2 (de) | Dichtungsanordnung | |
| DE3744097A1 (de) | Anlage zur behandlung von werkstuecken mit einem explosiven gasgemisch, insbesondere thermische entgratungsanlage | |
| EP1312488A2 (de) | Streuanlage für ein Streugut | |
| DE1477863A1 (de) | Bohrkopf fuer Tieflochbohrwerkzeuge | |
| DE3447877C1 (de) | Vorrichtung zum Detonationsauftragen von Überzügen auf Werkstücke | |
| DE20006807U1 (de) | Vorrichtung zum Beschichten von Werkstücken |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19890918 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR GB SE |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 19901018 |
|
| AK | Designated contracting states |
Kind code of ref document: A4 Designated state(s): DE FR GB SE |
|
| GBC | Gb: translation of claims filed (gb section 78(7)/1977) | ||
| EL | Fr: translation of claims filed | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19920109 |