EP0367614A2 - Jointing of fabric ends - Google Patents
Jointing of fabric ends Download PDFInfo
- Publication number
- EP0367614A2 EP0367614A2 EP89311379A EP89311379A EP0367614A2 EP 0367614 A2 EP0367614 A2 EP 0367614A2 EP 89311379 A EP89311379 A EP 89311379A EP 89311379 A EP89311379 A EP 89311379A EP 0367614 A2 EP0367614 A2 EP 0367614A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- fabric
- layers
- yarns
- industrial
- seam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000004744 fabric Substances 0.000 title claims abstract description 75
- 208000019300 CLIPPERS Diseases 0.000 claims abstract description 23
- 208000021930 chronic lymphocytic inflammation with pontine perivascular enhancement responsive to steroids Diseases 0.000 claims abstract description 23
- 238000000034 method Methods 0.000 claims abstract description 6
- 239000011347 resin Substances 0.000 claims description 2
- 229920005989 resin Polymers 0.000 claims description 2
- 239000010410 layer Substances 0.000 claims 9
- 239000002344 surface layer Substances 0.000 claims 2
- 239000011230 binding agent Substances 0.000 abstract description 10
- 230000000295 complement effect Effects 0.000 abstract description 2
- 230000001427 coherent effect Effects 0.000 description 2
- 229920000742 Cotton Polymers 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D13/00—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/0027—Screen-cloths
- D21F1/0054—Seams thereof
Definitions
- Corrugator belts comprise heavy, multi-layer fabrics which are flat woven and hence require that the ends be joined to produce an endless belt for application to the papermachine.
- a typical belt would have a weight of, say, 4kg/sq. metre.
- the object of the present invention is to provide an improved form of jointing.
- a flat woven papermakers or like industrial fabric comprising plural layers of interwoven warp and weft yarns and additional yarns extending in either or both of the warp and weft directions and interconnecting adjacent said layers, the fabric further including cooperable jointing means at the respective fabric ends, the jointing means including a clipper seam engaged with and connecting some only of the said plural layers and a butt join overlying said clipper seam and in offset disposition relative thereto.
- the respective fabric ends of a complementarily stepped configuration in correspondence with a space between successive fabric layers and the fabric is slitted beyond the line of the clipper seam parallel to the plane of the fabric and into the body of the fabric.
- the invention also includes the method of joining, by means of a clipper seam, the ends of a papermakers or like industrial fabric comprising plural layers of interwoven warp and weft yarns and additional yarns interconnecting adjacent such layers, the method comprising the steps of forming the respective fabric ends into complementarily-shaped stepped configuration by cutting, including cutting in a plane parallel to a face of the fabric, along a line intermediate two adjacent fabric layers, the cut parallel to the fabric face being extended into the fabric at one fabric end to define a tongue for arrangement in opposed disposition relative to a corresponding part of the other fabric end, and providing a clipper seam between the tongue and the said corresponding part of the other fabric end.
- a corrugator belt comprises a flat woven multi-layer structure 11, in which the respective ends 12, 13 only are shown, the structure being made endless by means of a clipper seam 14 engaged with some only of the layers.
- the respective ends 12, 13 are cut to complementary stepped form, those cuts 15, 16 at the respective fabric ends 12, 13 which extend parallel to the general plane of the fabric being on a line between two adjacent fabric layers 17, 18 and thus severing only yarns which connect the adjacent layers without prejudice to the integrity of the individual layers.
- Cut 15 at fabric end 12 is extended into the fabric as at 21, the clipper seam 14 being applied between the tongue 19 formed by the extension 21 to the cut 15 and the corresponding part 22 of the opposed fabric end 13.
- the fabric ends Prior to shaping, the fabric ends will be treated with a resin to facilitate the effecting of the cut, whilst glue is applied to those layers of the fabric which receive the clipper seam 14 prior to insertion of the hooks 23 of such seam.
- the upper layer 17 of fabric end 12 extends across the clipper seam 14 and overlies layers 18, 24 at opposing fabric end 13.
- a sensibly continuous support surface accordingly exists. in the region of the seam, in contradistinction to the discontinuous surface inherent in the seam region of prior art structures.
- Fig. 1 The principle illustrated by Fig. 1, namely the formation of complementarily stepped ends, the provision of a clipper seam joining some only of the fabric layers and the utilisation of a further fabric layer to overlie the region of the clipper seam, a tongue being formed to facilitate application of one of the sets of clipper hooks by appropriately slitting the fabric, is of application in the respective contexts of the weave structures shown in Figs. 2 to 4, although other weave structures will, of course, be of application.
- Fig. 2 which is a double harness satin
- respective ones of face layers 26 and 27 are connected to an intermediate layer 28 by warp binder yarns 29, 31, the individual layers each comprising warp and weft yarns woven together to provide a coherent structure.
- the line of cut for the respective fabric ends is as indicated by arrow 32, and it will readily be appreciated that, in forming the cut, only warp binder yarns 29 are severed, the integrity of the layers between which the cut exists being maintained.
- Fig. 3 shows an alternative structure wherein plural intermediate layers are provided, severence of what, by analogy, can conveniently be called binder warps 33, 34 at a position between any two adjacent fabric layers 35, 36 leaving a coherent woven structure at either side thereof.
- the cut 37 is made between the second and third of the six layers of weft yarns in the fabric.
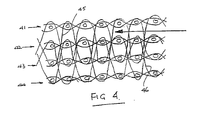
- a further alternative weave structure is illustated in Fig. 4, four individual fabric layers 41 to 44 being provided, the upper three woven layers 41 to 43 being joined together by binder yarns 45, and the lower three layers 42 to 44 by binder yarns 46.
- the line of cut is between the uppermost layers 41, 42, binder yarns 45 thus being severed, coherence of the upper fabric layer 41 being maintained by the weave structure thereof and the remaining three layers 42 to 44 being held together by binder yarns 46.
- the plain weave form of the upper layer is thought to be advantageous in forming the tongue to receive the clipper seam hooks.
- the invention is of particular application to the context of corrugator belts, that is to say of fabrics having a thickness typically of 0.9 cm, where the gap to receive the clipper seam is, say, 1 cm wide.
- the belt/fabric will comprise textile materials of the kind commonly used in the art and may comprise, for example, cotton yarns or a polyester mixture.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Paper (AREA)
- Treatment Of Fiber Materials (AREA)
- Woven Fabrics (AREA)
- Slide Fasteners, Snap Fasteners, And Hook Fasteners (AREA)
Abstract
A method of jointing the ends of a papermakers or like industrial fabric, typically a corrugator belt, is proposed wherein the ends (12, 13) of a multilayer fabric, of which adjacent layers (17, 18, 24) are joined by binder yarns, are cut back into complementary stepped configuration, the step being in a plane between two successive fabric layers (17, 18) and a clipper seam (14) is provided between the fabric layers of the respective opposing fabric ends existing below the level of the step, the fabric being slitted (at 21) beyond the line of the clipper seam and into the body of the fabric to provide a tongue (19) to receive clipper seam hooks.
Description
- The invention concerns papermakers and like fabrics, and has particular, though not exclusive reference to corrugator belts. Corrugator belts comprise heavy, multi-layer fabrics which are flat woven and hence require that the ends be joined to produce an endless belt for application to the papermachine. A typical belt would have a weight of, say, 4kg/sq. metre.
- Traditionally the belts are of substantial thickness, and difficulty has been experienced in satisfactorily bringing the belt into endless form. In particular, jointing usually involves the use of a clipper seam the hooks of which encompass the full fabric thickness, and the seam itself defines a break in the support surface of the belt of significant proportions.
- The object of the present invention is to provide an improved form of jointing.
- According to the invention there is proposed a flat woven papermakers or like industrial fabric comprising plural layers of interwoven warp and weft yarns and additional yarns extending in either or both of the warp and weft directions and interconnecting adjacent said layers, the fabric further including cooperable jointing means at the respective fabric ends, the jointing means including a clipper seam engaged with and connecting some only of the said plural layers and a butt join overlying said clipper seam and in offset disposition relative thereto.
- According to a preferred feature, the respective fabric ends of a complementarily stepped configuration in correspondence with a space between successive fabric layers and the fabric is slitted beyond the line of the clipper seam parallel to the plane of the fabric and into the body of the fabric.
- The invention also includes the method of joining, by means of a clipper seam, the ends of a papermakers or like industrial fabric comprising plural layers of interwoven warp and weft yarns and additional yarns interconnecting adjacent such layers, the method comprising the steps of forming the respective fabric ends into complementarily-shaped stepped configuration by cutting, including cutting in a plane parallel to a face of the fabric, along a line intermediate two adjacent fabric layers, the cut parallel to the fabric face being extended into the fabric at one fabric end to define a tongue for arrangement in opposed disposition relative to a corresponding part of the other fabric end, and providing a clipper seam between the tongue and the said corresponding part of the other fabric end.
- The invention will now be described further, by way of example only, with reference to the accompanying drawings illustrating several embodiments thereof and in which:-
- Fig. 1 is a diagrammatic illustration of a connection between fabric ends produced in accordance with the invention and
- Figs. 2 to 4 illustrate typical weave structures of application to the context of corrugator belts and susceptible to the application of the invention.
- Referring now to the drawings, and particularly to Fig. 1 thereof, a corrugator belt comprises a flat woven multi-layer structure 11, in which the
respective ends - In forming the joins between the fabric ends, the
respective ends cuts respective fabric ends adjacent fabric layers fabric end 12 is extended into the fabric as at 21, the clipper seam 14 being applied between thetongue 19 formed by theextension 21 to thecut 15 and the corresponding part 22 of theopposed fabric end 13. - Prior to shaping, the fabric ends will be treated with a resin to facilitate the effecting of the cut, whilst glue is applied to those layers of the fabric which receive the clipper seam 14 prior to insertion of the hooks 23 of such seam.
- As is apparent from the drawing, the
upper layer 17 offabric end 12 extends across the clipper seam 14 and overlieslayers fabric end 13. A sensibly continuous support surface accordingly exists. in the region of the seam, in contradistinction to the discontinuous surface inherent in the seam region of prior art structures. - The principle illustrated by Fig. 1, namely the formation of complementarily stepped ends, the provision of a clipper seam joining some only of the fabric layers and the utilisation of a further fabric layer to overlie the region of the clipper seam, a tongue being formed to facilitate application of one of the sets of clipper hooks by appropriately slitting the fabric, is of application in the respective contexts of the weave structures shown in Figs. 2 to 4, although other weave structures will, of course, be of application.
- In the case of the weave structure shown in Fig. 2, which is a double harness satin, respective ones of
face layers warp binder yarns arrow 32, and it will readily be appreciated that, in forming the cut, onlywarp binder yarns 29 are severed, the integrity of the layers between which the cut exists being maintained. - Fig. 3 shows an alternative structure wherein plural intermediate layers are provided, severence of what, by analogy, can conveniently be called
binder warps adjacent fabric layers cut 37 is made between the second and third of the six layers of weft yarns in the fabric. - A further alternative weave structure is illustated in Fig. 4, four
individual fabric layers 41 to 44 being provided, the upper threewoven layers 41 to 43 being joined together bybinder yarns 45, and the lower threelayers 42 to 44 bybinder yarns 46. In this instance, the line of cut is between theuppermost layers binder yarns 45 thus being severed, coherence of theupper fabric layer 41 being maintained by the weave structure thereof and the remaining threelayers 42 to 44 being held together bybinder yarns 46. The plain weave form of the upper layer is thought to be advantageous in forming the tongue to receive the clipper seam hooks. - It is to be appreciated that, whilst in the arrangements illustrated the respective weave structures include binder yarns extending in the warp direction, an analogous effect is attainable if weft binder yarns are used to form the fabric layers.
- The invention is of particular application to the context of corrugator belts, that is to say of fabrics having a thickness typically of 0.9 cm, where the gap to receive the clipper seam is, say, 1 cm wide. The belt/fabric will comprise textile materials of the kind commonly used in the art and may comprise, for example, cotton yarns or a polyester mixture.
Claims (8)
1. A flat woven papermakers or like industrial fabric comprising plural layers of interwoven warp and weft yarns and additional yarns extending in either or both of the warp and weft directions and interconnecting adjacent said layers, the fabric further including cooperable jointing means at the respective fabric ends, the jointing means including a clipper seam engaged with and connecting some only of the said plural layers and a butt join overlying said clipper seam and in offset disposition relative thereto.
2. A flat woven papermakers or like industrial fabric as claimed in claim 1, wherein the said additional yarns interconnecting adjacent fabric layers comprise warp yarns.
3. A flat woven papermakers or like industrial fabric as claimed in claim 1 or 2, wherein the said additional yarns interconnect three adjacent layers.
4. A flat woven papermakers or like industrial fabric as claimed in any one of the preceding claims, wherein the respective fabric ends are of complementarily stepped configuration in correspondence with a space between successive fabric layers and the fabric is slitted beyond the line of the clipper seam parallel to the plane of the fabric and into the body of the fabric.
5. A flat woven papermakers or like industrial fabric as claimed in any one of the preceding claims, wherein the butt join is provided in respect of the surface layer of interwoven warp and weft yarns.
6. A flat woven papermakers or like industrial fabric as claimed in claim 5, wherein the surface layer comprises a plain weave.
7. The method of joining, by means of a clipper seam, the ends of a papermakers or like industrial fabric comprising plural layers of interwoven warp and weft yarns and additional yarns interconnecting adjacent such layers, the method comprising the steps of forming the respective fabric ends into complementarily-shaped stepped configuration by cutting, including cutting in a plane parallel to a face of the fabric, along a line intermediate two adjacent fabric layers, the cut parallel to the fabric face being extended into the fabric at one fabric end to define a tongue for arrangement in opposed disposition relative to a corresponding part of the other fabric end, and providing a clipper seam between the tongue and the said corresponding part of the other fabric end.
8. The method as claimed in claim 7, including the step of resin treating the fabric in the region of the intended seam prior to cutting thereof.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB8825870 | 1988-11-04 | ||
| GB888825870A GB8825870D0 (en) | 1988-11-04 | 1988-11-04 | Jointing of fabric ends |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0367614A2 true EP0367614A2 (en) | 1990-05-09 |
| EP0367614A3 EP0367614A3 (en) | 1991-06-12 |
Family
ID=10646330
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19890311379 Withdrawn EP0367614A3 (en) | 1988-11-04 | 1989-11-02 | Jointing of fabric ends |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP0367614A3 (en) |
| JP (1) | JPH02242990A (en) |
| KR (1) | KR900008086A (en) |
| CN (1) | CN1043916A (en) |
| CA (1) | CA2001994A1 (en) |
| DK (1) | DK549689A (en) |
| GB (2) | GB8825870D0 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002053833A1 (en) * | 2000-12-18 | 2002-07-11 | Tamfelt Oyj Abp | Press felt structure and method of manufacturing press felt |
| WO2002053834A1 (en) * | 2000-12-18 | 2002-07-11 | Tamfelt Oyj Abp | Method of making press felt, and press felt |
| US7086128B2 (en) * | 2002-12-27 | 2006-08-08 | Albany International Corp. | Seam assist attachment device |
| CN105438718A (en) * | 2015-11-06 | 2016-03-30 | 常勇 | Fabric core conveying belt joint |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4127164C2 (en) * | 1991-08-16 | 1994-02-03 | Muehlen Sohn Gmbh & Co | Woven special belt for corrugated cardboard machines |
| CN106381747B (en) * | 2016-11-03 | 2018-12-21 | 芜湖航达网业有限公司 | Supporting network is used in a kind of drying of combination-type papermaking |
| CN110820119B (en) * | 2019-08-23 | 2021-03-16 | 江苏工程职业技术学院 | Stepped combined-layer fabric and production method thereof |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB335376A (en) * | 1929-09-30 | 1930-09-25 | Eduard Von Asten | Improvements in and relating to drier felt seam constructions |
| US2893007A (en) * | 1955-08-17 | 1959-07-07 | Ton Tex Corp | Covered hinge joint for conveyor belts |
| GB847646A (en) * | 1956-01-09 | 1960-09-14 | Scapa Dryers Ltd | Improvements in or relating to woven fabrics for belt fasteners |
| GB989976A (en) * | 1962-11-30 | 1965-04-22 | Fenner Co Ltd J H | Improvements in conveyor belting |
| GB1056351A (en) * | 1963-07-03 | 1967-01-25 | Drytex Ltd | Jointing of endless bands |
| BE718497A (en) * | 1967-08-10 | 1968-12-31 | ||
| US4344209A (en) * | 1979-10-22 | 1982-08-17 | Scapa Dryers, Inc. | In-line clipper seam |
| GB8630243D0 (en) * | 1986-12-18 | 1987-01-28 | Scapa Porritt Ltd | Dryer fabric seaming |
| GB8905005D0 (en) * | 1989-03-04 | 1989-04-19 | Scapa Group Plc | Improvements in or relating to papermakers and like fabrics |
-
1988
- 1988-11-04 GB GB888825870A patent/GB8825870D0/en active Pending
-
1989
- 1989-11-01 CA CA002001994A patent/CA2001994A1/en not_active Abandoned
- 1989-11-02 EP EP19890311379 patent/EP0367614A3/en not_active Withdrawn
- 1989-11-02 GB GB8924732A patent/GB2225746A/en not_active Withdrawn
- 1989-11-02 JP JP1285077A patent/JPH02242990A/en active Pending
- 1989-11-03 DK DK549689A patent/DK549689A/en not_active Application Discontinuation
- 1989-11-04 CN CN89109191A patent/CN1043916A/en active Pending
- 1989-11-04 KR KR1019890015981A patent/KR900008086A/en not_active Withdrawn
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002053833A1 (en) * | 2000-12-18 | 2002-07-11 | Tamfelt Oyj Abp | Press felt structure and method of manufacturing press felt |
| WO2002053834A1 (en) * | 2000-12-18 | 2002-07-11 | Tamfelt Oyj Abp | Method of making press felt, and press felt |
| US6773553B2 (en) | 2000-12-18 | 2004-08-10 | Tamfelt Oyj Abp | Method of making press felt, and press felt |
| US6797121B2 (en) | 2000-12-18 | 2004-09-28 | Tamfelt Oyj Abp | Press felt structure and method of manufacturing press felt |
| US7086128B2 (en) * | 2002-12-27 | 2006-08-08 | Albany International Corp. | Seam assist attachment device |
| CN105438718A (en) * | 2015-11-06 | 2016-03-30 | 常勇 | Fabric core conveying belt joint |
| CN105438718B (en) * | 2015-11-06 | 2017-09-05 | 常勇 | Fabric core conveyor belt joint |
Also Published As
| Publication number | Publication date |
|---|---|
| DK549689A (en) | 1990-05-05 |
| JPH02242990A (en) | 1990-09-27 |
| KR900008086A (en) | 1990-06-02 |
| GB8825870D0 (en) | 1988-12-07 |
| GB8924732D0 (en) | 1989-12-20 |
| DK549689D0 (en) | 1989-11-03 |
| EP0367614A3 (en) | 1991-06-12 |
| CA2001994A1 (en) | 1990-05-04 |
| GB2225746A (en) | 1990-06-13 |
| CN1043916A (en) | 1990-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4759976A (en) | Forming fabric structure to resist rewet of the paper sheet | |
| US5533693A (en) | Three dimensional woven fabric connector | |
| US4418726A (en) | Double loop seam for corrugator belts | |
| US5785818A (en) | Multiaxial pin seamed papermaker's press felt | |
| GB1565263A (en) | Woven fabric connector seam for connecting together two fabric ends | |
| EP0461146B1 (en) | Improvements in or relating to papermakers and like fabrics | |
| EP0425523A1 (en) | PAPER MAKING FABRIC. | |
| EP0402099A3 (en) | Reinforcing woven fabric and preformed material, fiber reinforced composite material and beam using it | |
| KR970070271A (en) | Multi-ply industrial fabric with integral connection | |
| EP1662039B1 (en) | Industrial two-layer fabric | |
| US4736549A (en) | Abrasive belt with a joint extending transversely to its longitudinal direction | |
| US4755260A (en) | Method for producing felt for paper making | |
| CA1119840A (en) | V-belt | |
| EP0367614A2 (en) | Jointing of fabric ends | |
| EP0044053B1 (en) | Double layer endless papermaking fabric | |
| WO2002053834A1 (en) | Method of making press felt, and press felt | |
| EP1109968A1 (en) | Papermaking fabric seam with additional threads in the seam area | |
| CA2247720A1 (en) | Laminated multi-layered seam product with formed loops | |
| EP0861940B1 (en) | Multi axial seamed papermaker's press felt | |
| GB2178766A (en) | Papermachine and like clothing | |
| EP0141791A1 (en) | An improved forming fabric | |
| WO1999019564A1 (en) | Multi-layer seamed felt with at least two offset seams | |
| JP2593380Y2 (en) | Anti-fray structure of tape-shaped fabric | |
| US2879580A (en) | Flexible hinges | |
| EP0950738B1 (en) | A fabric for welding |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE DE FR GB IT NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE DE FR GB IT NL SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19910626 |