EP0403730A2 - Treibkäfig - Google Patents
Treibkäfig Download PDFInfo
- Publication number
- EP0403730A2 EP0403730A2 EP19900104244 EP90104244A EP0403730A2 EP 0403730 A2 EP0403730 A2 EP 0403730A2 EP 19900104244 EP19900104244 EP 19900104244 EP 90104244 A EP90104244 A EP 90104244A EP 0403730 A2 EP0403730 A2 EP 0403730A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- sabot
- cross
- segment
- area
- sectional
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F42—AMMUNITION; BLASTING
- F42B—EXPLOSIVE CHARGES, e.g. FOR BLASTING, FIREWORKS, AMMUNITION
- F42B14/00—Projectiles or missiles characterised by arrangements for guiding or sealing them inside barrels, or for lubricating or cleaning barrels
- F42B14/06—Sub-calibre projectiles having sabots; Sabots therefor
- F42B14/061—Sabots for long rod fin stabilised kinetic energy projectiles, i.e. multisegment sabots attached midway on the projectile
Definitions
- the invention relates to a segmented dropable sabot for a sub-caliber balancing projectile according to the features in the preamble of claim 1.
- FIG. 1 Such a conventional two-flange drive cage (push-pull drive cage) with a caliber-sized guide flange on the front and a caliber-sized pressure flange at the rear and over its entire length with a rotationally symmetrical cross section is shown in FIG.
- Two-flange sabot cages with at least one longitudinal rib on the back of a sabot segment between the front guide flange and the rear pressure flange are, for. B. from US-PS 4,326,464 or DE-A-37 04 027 known.
- common single-flange sabot pull sabot with front pressure and guide flange and rear gas-permeable guide webs z. B.
- the sabot segments have a longitudinal rib in the central circumferential area to increase the bending stiffness.
- the advantage of a longitudinal rib construction is that it is the caliber-reduced intermediate area of the sabot between the front guide flange and the rear are used incompletely for the transmission of axial force (introduction of thrust) and thus longitudinal ribs represent for the most part a "dead mass".
- the machining of a sabot with a longitudinal rib is very cost-intensive, especially if the longitudinal ribs also have a diagonal or helical course (e.g. B. DE-A 37 04 027).
- expensive, specially shaped special tools are required.
- Characteristic of a conventional two-flange drive cage with a rotationally symmetrical cross section as shown in FIG. 1 is a rotationally symmetrical conical or cylindrical cross-sectional reduction between the front flange and the rear pressure flange, following the front radius of the rear pressure flange.
- a significantly greater reduction in cross-section in the area behind the front guide flange would be possible, since here hardly any thrust forces are introduced from the sabot into the penetrator.
- the relatively large cross-sectional area is required in this area, however, in order to give the sabot segments the necessary bending stiffness during the detachment process after leaving the pipe mouth.
- Conventional two-flange drive cages therefore disadvantageously have an excessive weight, in particular in the area behind the front guide flange.
- the overall cross section of the sabot at least in a partial area of its length is a polygonal or has an almost triangular cross-sectional shape, in which a tangent that can be applied at any point on the circumference of the sabot does not pass through the cross-sectional area of the sabot.
- this enables cost-effective series production with simple processing steps.
- a correspondingly created tangent always runs through the cross-sectional area, so that machining is only possible with appropriately shaped special tools and requires a large number of machining steps.
- the radial distance Ri in the sabot cross-sectional area from the central longitudinal axis A to the outer circumference of the sabot at the outer segment separating surfaces is smallest and in the middle circumferential area of a sabot segment between the two outer segment separating surfaces, so that by mass distribution or Redistribution of area from the peripheral areas on the outer segment separating surfaces of a sabot segment in the direction of the central peripheral area (Tk-segment back) increases the bending stiffness and the bending resistance moment to a value that is at least as great as the bending stiffness of a comparison driving cage with a approx. 25% larger circular cross-sectional area.
- the bending stiffness of the sabot with a polygonal or almost triangular cross-sectional shape is greater by a factor of at least 1.3 than the bending stiffness of a theoretical sabot with an equally large circular cross-sectional area.
- the reference numeral 10 is a conventional two-flange sabot with front guide flange 12 and rear pressure flange 14 z. B. in caliber 120 mm for a sub-caliber wing-stabilized balancing projectile 30 made of tungsten heavy metal of high slenderness. Between the sabot 10 and the balancing projectile 30 there is a conventional positive-locking zone (not shown) (with thread or ring grooves).
- the front guide flange 12 has an air pocket 16 and a circumferential guide band 18 on the front; the rear pressure flange 14 is also provided with a guide band 20 and gas sealing band 22 in the caliber-sized circumferential region.
- the rotationally symmetrical sabot 10 consists of three sabot segments 26, 27, 28 with flat segment separating surfaces 31, 32, 33 in between (FIG. 1a). Between the front guide flange 12 and the rear pressure flange 14, the sabot 10 is designed with a reduced diameter or has a cylindrical / conical cross-section reduction following the rounding radius 34 of the pressure flange 14. In the non-caliber area 36 in the longitudinal extent of the sabot 10, a further or greater reduction in cross-sectional area down to the front guide flange 12 would be possible for reasons of the firing strength of the sabot when passing through the pipe, since for this area 36, with a conventional design, there is only a very low material utilization.
- the sabot 10 in this area 36 must have a still relatively large cross-sectional area.
- Shelling results have shown that rotationally symmetrical sabotages, in which the cross-sectional area in area 36 has been further reduced, have led to an uncontrolled breakage of the sabotage segments when detached in area 36 behind the front guide flange 12.
- the aim of the development of sabots of sub-caliber balancing bullets is to minimize the sabot mass in order to transfer a maximum of kinetic energy to the penetrator during pipe passage.
- the sabot is released, caused by the air flow forces acting on the air pocket 16 of the front guide flange 12.
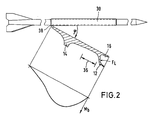
- Figure 2 shows the process of sabot removal in a slim balancing projectile after leaving the gun barrel muzzle.
- Phi ( ⁇ ) 20 ° to 30 °.
- This rotary movement is caused by the air flow forces acting on the sabot, in particular in the area of the front air pocket.
- Phi ( ⁇ ) only the dynamic pressure in the air pocket 16 acts, symbolically represented here by the resulting air force F L.
- This air force in conjunction with the inertial forces of a sabot segment result in the bending moment curve shown qualitatively in FIG. 2.
- Characteristic of this course is the very steep increase in the bending moment M b in the area 36 of the sabot directly behind the front guide flange 12. Therefore, the cross sections of the sabot segments are very vulnerable to breakage, as the results of bombardment have confirmed many times. For safe transmission of bending moments during detachment, a sabot segment in this area therefore requires a cross-sectional area that has a sufficiently large surface moment and bending resistance moment.
- FIGS. 3a, 3b and 3c exemplarily show different cross-sections of sabot segments 42, 44, 46.
- the focus is labeled S.
- the area torque I is a measure of the bending stiffness of the respective cross section of a sabot segment.
- the linear relationship applies: the larger the surface moment I, the less the deflection of the sabot segment when detached.
- the bending resistance moment W b is a measure for the maximum material stress of a cross section under bending load.
- a linear relationship also applies here: the greater the section modulus W b , the lower the maximum bending stress in cross section for a given bending moment.
- the bending stresses occur in the cross-sectional area above the center of gravity axis 40 in the form of axial compressive stresses, while in the lower cross-sectional area - viewed in the longitudinal direction of the sabot - axial tensile stresses occur.
- the maximum bending stresses occur in the edge fibers of the cross section at a maximum distance from the center of gravity axis 40.
- the superscript indices "o" and “u” relate the specified bending resistance moments W b to the upper and lower edge fibers of the respective sabot segment cross-section. Accordingly, the upper section modulus W b o is a measure of the maximum axial compressive stress in the shoulder of the sabot segment cross section, while the lower section modulus W b u represents a measure of the maximum tensile stress in the form-locking area of the sabot cross section at the two outer segment boundaries occurs. If the lower bending resistance torque is too small, a crack is initiated in the sabot cage detachment due to the bending tensile stress in the notch base of a thread.
- the cross section 1 represents the rotationally symmetrical sabot segment 42 according to FIG. 3a
- the cross section 2 the reduced rotationally symmetrical sabot segment 44 according to FIG. 3b
- the cross section 3 the first inventive sabot segment 46 according to FIG. 3c
- the cross section 4 shows a further sabot segment 47 according to the invention in a total area representation according to FIG. 4a
- the cross section 5 shows a modified sabot cage segment 48 according to the invention in a total area representation according to FIG. 4b.
- the cross section 1 in FIG. 3a shows the cross-sectional area of a sabot segment in the area 36 of the in FIG 1 known known sabot 10 of the latest design.
- This cross section 1 has sufficiently large section modulus to reliably absorb the bending moment in the sabot detachment.
- the circular cross-section 2 according to FIG. 3b with an approximately 25% smaller area would be required.
- Such a large reduction in area would result in an enormous weight saving on the sabot, but the bending resistance moments of the rotationally symmetrical cross section 2 (FIG. 3b) are much too small and lead to the uncontrolled rupture of the sabot segments 44 during the detachment process, as bombardment results have clearly confirmed.
- the principle of the solution according to the invention is now based on the use, preferably in the area 36 of a sabot segment 46 that is prone to bending or breaking, of novel cross-sections of a comparatively smaller area with a sufficiently large area torque and bending resistance moment.
- Cross sections 3, 4 and 5 in Figures 3c, 4a and 4b show sabot segments according to the present invention. They are no longer rotationally symmetrical and, in comparison to the conventional circular cross sections 1 and 2 in FIGS. 3a and 3b, are distinguished by a compact larger profile height and in each case two flat peripheral surfaces 64, 66. In this case, a tangent 54 that can be applied to any point of the sabot circumference 56 does not pass through the sabot cross-sectional area 50 (see FIG. 6). All of the sabot segments according to the invention listed here have a cross-sectional area that is approximately 25% smaller than the comparison cross-section 1 in FIG. 3a.
- Driving cages according to the invention according to FIG. 5, FIG. 6, FIG. 7, FIG. 9, FIGS. 10 and 11 have already been manufactured in the 120 mm caliber and have been successfully fired. Due to the triangular or polygonal cross-sectional design of the sabot segments according to the invention, such a sabot is about 100 g or about 6% lighter than a comparable modern sabot of conventional design with a rotationally symmetrical cross section.
- the driving cage segment according to FIG. 3c with cross section 3 is, for example, 7.4% more rigid than the comparative cross section 1 (FIG. 3a) and even has a 5.2% greater bending resistance moment in the tensile stress range of the thread, which is at risk of cracking.
- the sabot segments according to cross-section 4 (FIG. 4a) and cross-section 5 (FIG. 4b) are distinguished by the fact that the outer profile edges are inclined by 30 ° to the center line of the cross-section or, in other words, in cross-sectional view the flat peripheral surfaces of each sabot cage close -Segment 47 in the back area between the segment separating surfaces 61, 62 an angle of exactly 60 ° and are thus at right angles to the respectively adjacent segment separating surface 61, 62.
- the geometric peculiarity of the sabot segment profile shown in FIG. 4b according to cross section 5 is that the profile flanks or flat peripheral surfaces do not differ in comparison to cross section 3 and 4 (FIG. 3c, FIG. 4a) cut more in one point.
- the shoulder of this cross-sectional profile therefore no longer consists of just one point, but of an arc 58.
- the advantage of this sabot segment construction compared to cross-section 4 is above all the significantly improved upper bending moment. It is only 0.8% smaller than that of the comparison cross section 1 in FIG. 3a.
- FIG. 1 Another triangular or polygonal sabot cross section that is favorable in terms of production technology is shown in FIG.
- slightly outwardly curved or curved circumferential surfaces 68, 70 are provided, while a strongly curved or rounded circumferential region 58 is arranged in the back area between these circumferential surfaces.
- the advantage of this rounded design lies in the possibility of manufacturing technology to be able to manufacture this sabot as an inexpensive "turned part" on an eccentric lathe.
- the principle of the solution according to the invention is based on using non-rotationally symmetrical cross sections with a smaller area but a larger area torque and bending resistance moment in comparison to conventional rotationally symmetrical cross sections, in particular in the bendable sabot segment area behind the front guide flange of the sabot.
- the triangular cross-sectional surface design of the sabot according to the invention can be used in all non-caliber areas, in particular for sabots with a large length, such as.
- B. sabot cages for two tandem projectiles arranged one behind the other the non-rotationally symmetrical cross section can also be provided in the elongated tapered rear part behind the pressure flange in order to increase the bending stiffness there as well.
- the sabot configurations according to the invention shown in the drawings FIG. 5, 9, 10 and 11 have a constant cross-sectional area in the entire non-rotationally symmetrical sabot area. Since, during firing during the passage of the pipe, the axial forces to be transmitted from the sabot segment for increasing acceleration and support of the penetrator increase with increasing distance from the front guide flange 12 to the rear, it makes sense to design the area of the sabot at risk of bending with a profile according to the invention as in FIG is shown, the cross-sectional area of which increases continuously starting from the front guide flange 12 in the direction of the rear pressure flange 14.
- FIGS. 9, 10 and 11 show in perspective or side view in partial section the sabot 60 according to the invention with the sabot segment cross-sectional area shown in FIG. 3c (cross section 3).
- a further sabot 60 according to the invention is shown in FIG.
- the triangular cross-sectional area is formed not only in the front length region 36 between the front guide flange 12 and the rear pressure flange 14, but also in the rear rear part 24 behind the pressure flange 14.
- the arrangement of a polygonal cross-sectional shape 72 on the rear part 24 of the sabot 60 also results in an increase in bending stiffness in this area without an additional increase in mass.
- the curvature of the outer surface 70 of the polygonal cross-sectional shape 72 is curved slightly convexly outwards.
- the reference numeral 80 denotes the original circular circumferential surface, 82 indicating the maximum distance a between the curved outer surface 70 of the cross-sectional shape 72, and 74 the maximum distance b of the curved outer surface 70 to a straight line 76 connecting the corner points 78.
- the principle of the smallest possible curvature of the outer surface 70 is expressed geometrically in that b ⁇ a.
- FIG. 14 shows the cross section of the sabot 60 shown in FIG. 12. While the cross-sectional shape according to the invention shown in FIG. 13 characterizes the area in the rear part 24 behind the pressure flange 14, FIG. 14 shows the cross section in the middle back area 36 between the front guide flange 12 and the rear one Pressure flange 14.
- cross section as shown in FIG. 13, can thus also be applied to the central back region 36 of the sabot 60, and the cross section shown in FIG. 14 can accordingly also be arranged on the rear part 24 behind the pressure flange 14. Furthermore, there is the possibility that both cross-sectional shapes 72, 72 'shown in Figures 13 and 14' merge.
- the reference numeral 72 ' denotes the polygonal cross-sectional shape, which is modified here so that the adjacent slightly curved outer surfaces 70 do not directly adjoin each other, but are each separated by a narrow piece of the circular outer surface 58.
- the center of this circular arc-shaped outer surface 58 with the radius R pol lies in the center A of the total cross-sectional area 72 'of the sabot 60, the corresponds to the intersection of the three segment separating surfaces 31, 32, 33.
- the reference character c in FIG. 14 denotes the length 86 of the segment separating surfaces 31, 32, 33.
- the circumferential length 84 of the arc-shaped outer surface 58 is smaller than the length c, 86 of the segment separating surfaces 31, 32, 33.
- the outer surface 70 is as small as possible.
- the straight line 76 in this illustration connects the corner points 78 '.
- Each curved peripheral surface 70 has two corner points 78 'with the adjacent circular arc segments 58. These are connected to each other by straight line 76.
- the maximum distance from this straight line 76 to the curved outer surface 70 is characterized by b, 74 '.
- the lowest possible curvature is determined geometrically here too, as in FIG. 13, by the fact that b ⁇ a.
- FIG. 15 shows the cross section of a sabot 88, which is divided into four sabot segments 90.
- the essentially square cross-sectional shape can also be applied to a partial area of the length extension of a four-part sabot 88 using simple turning techniques.
- the four outer surfaces 70 'of this square cross-sectional shape are slightly convexly curved outwards.
- the curvature of the curved outer surfaces 70 ' is also as small as possible and again geometrically determined by the fact that the maximum distance b between the straight line connecting the corner points 78 in 76 to the curved outer surface 70 is less than or equal to the maximum distance a of the curved outer surface 70 'to the original circular circumferential surface 80.
- the four segment separating surfaces of the sabot segments 90 are arranged so that the radial distance from the central longitudinal axis A to the curved outer surface 70 'at the segment separating surfaces is smallest.
- FIG. 16 modifies FIG. 15 in such a way that each sabot segment 90 in cross-sectional view between the two adjacent slightly curved outer surfaces 70 'has a narrow piece of arcuate outer surface 58'.
- the center of this circular arc-shaped outer surface 58 'with the radius R qua lies in the center A of the total cross-sectional area of the sabot 88. This center in turn corresponds to the intersection of the segment separating surfaces.
- this embodiment has a very slight curvature of the outer surface 70 '.
- FIGS. 15 and 16 can be converted into one another.
- the distance b in Figure 15 is specified by the lathe used.
- the curvature of the outer surfaces 70 ' can be varied by the eccentricity of the lathe.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Investigating Strength Of Materials By Application Of Mechanical Stress (AREA)
Abstract
Description
- Die Erfindung betrifft einen segmentierten abwerfbaren Treibkäfig für ein unterkalibriges Wuchtgeschoß gemäß den Merkmalen im Oberbegriff des Patentanspruches 1.
- Ein derartiger herkömmlicher Zweiflansch-Treibkäfig (Push-Pull-Treibkäfig) mit vorderseitigem kalibergroßen Führungsflansch und rückwärtigem kalibergroßen Druckflansch und über seine gesamte Länge mit rotationssymmetrischem Querschnitt ist in Figur 1 dargestellt. Zweiflansch-Treibkäfige mit wenigstens einer Längsrippe auf dem Rücken eines Treibkäfigsegmentes zwischen vorderem Führungsflansch und hinterem Druckflansch sind z. B. aus der US-PS 4,326,464 oder der DE-A-37 04 027 bekannt.
Weiterhin sind übliche Einflansch-Treibkäfige (Pull-Treibkäfig) mit vorderseitigem Druck- und Führungsflansch und rückwärtigen gasdurchlässigen Führungsstegen z. B. aus der DE-A-28 36 963 (korrespondierend dazu US-PS 4,542,696) bekannt. Auch hierbei weisen die Treibkäfigsegmente im mittleren Umfangsbereich eine Längsrippe zur Erhöhung der Biegesteifigkeit auf.
Der Vorteil einer Längsrippenkonstruktion besteht darin, daß sie dem kaliberverkleinerten Zwischenbereich des Treibkäfigs zwischen vorderem Führungsflansch und hinterem unvollständig zur Axialkraftübertragung (Schubkrafteinleitung) herangezogen werden und somit stellen Längsrippen hierbei zum größten Teil eine "tote Masse" dar. Außerdem ist die spanende Fertigung eines Treibkäfigs mit Längsrippe sehr kostenintensiv, insbesondere wenn die Längsrippen auch noch einen diagonalen bzw. schraubenförmigen Verlauf aufweisen (z. B. DE-A 37 04 027). Zur Herstellung der Längsrippen bzw. zur Ausarbeitung des Zwischenmaterials sind teure, besonders geformte Spezialwerkzeuge erforderlich. - Charakteristisch für einen herkömmlichen Zweiflansch-Treibkäfig mit rotationssymmetrischem Querschnitt gemäß Darstellung in Figur 1 ist eine zwischen Vorderflansch und rückwärtigem Druckflansch verlaufende rotationssymmetrische kegelförmige bzw. zylindrische Querschnittsreduzierung im Anschluß an den vorderseitigen Ausrundungsradius des hinteren Druckflansches. Aus Gründen der Abschußfestigkeit beim Rohrdurchgang wäre eine wesentlich stärkere Querschnittsreduzierung im Bereich hinter dem vorderen Führungsflansch möglich, da hier kaum noch Schubkräfte vom Treibkäfig in den Penetrator eingeleitet werden. Die relativ große Querschnittsfläche ist in diesem Bereich jedoch erforderlich, um den Treibkäfigsegmenten die notwendige Biegesteifigkeit beim Ablösevorgang nach Verlassen der Rohrmündung zu verleihen. Herkömmliche Zweiflansch-Treibkäfige weisen demnach in nachteiliger Weise ein überhöhtes Gewicht insbesondere im Bereich hinter dem vorderen Führungsflansch auf.
- Es ist Aufgabe der Erfindung, einen gattungsmäßigen Treibkäfig anzugeben, bei dem eine Erhöhung der Biegesteifigkeit bei gleichzeitiger Massereduzierung sowie eine kostengünstige Serienfertigung des Treibkäfigs ermöglicht wird.
- Diese Aufgabe wird erfindungsgemäß dadurch gelöst, daß der Gesamtquerschnitt des Treibkäfigs wenigstens in einem Teilbereich seiner Längenerstreckung eine polygonartige oder nahezu dreieckartige Querschnittsform aufweist, bei der eine an jedem Punkt des Treibkäfigumfanges anlegbare Tangente die Treibkäfig-Querschnittsfläche nicht durchläuft. Insbesondere hierdurch wird eine kostengünstige Serienfertigung mit einfachen Bearbeitungsschritten möglich. Bei herkömmlichen Treibkäfigen mit Längsrippe läuft eine entsprechend angelegte Tangente immer durch die Querschnittsfläche, so daß eine spanende Bearbeitung nur mit entsprechend geformten Spezialwerkzeugen möglich ist und eine Vielzahl von Bearbeitungsschritten erforderlich macht. Bei dem erfindungsgemäßen dreiecksförmigen Treibkäfig ist der radiale Abstand Ri in der Treibkäfig-Querschnittsfläche von der zentralen Längsachse A bis zum Außenumfang des Treibkäfigs an den äußeren Segmenttrennflächen am kleinsten und im mittleren Umfangsbereich eines Treibkäfigsegmentes zwischen den beiden äußeren Segmenttrennflächen am größten, so daß durch Masseverteilung bzw. Flächenumverteilung aus den Umfangsbereichen an den äußeren Segmenttrennflächen eines Treibkäfigsegmentes in Richtung auf den mittleren Umfangsbereich (Tk-Segment-Rücken) eine Erhöhung der Biegesteifigkeit sowie des Biegewiderstandsmomentes auf einen Wert gegeben ist, der wenigstens so groß ist wie die Biegesteifigkeit eines Vergleichstreibkäfigs mit einer um ca. 25 % größeren Kreisquerschnittsfläche.
Dadurch wird vorteilhafterweise erreicht, daß die Biegesteifigkeit des Treibkäfigs mit polygonartiger bzw. nahezu dreieckartiger Querschnittsform um einen Faktor von wenigstens 1,3 größer ist als die Biegesteifigkeit eines theoretischen Treibkäfigs mit gleichgroßer kreisrunder Querschnittsfläche. Mit der Erfindung wird eine Massereduzierung des Treibkäfigs und eine Verminderung der Treibkäfig-Querschnittsfläche auf das beim Abschuß im Rohr not wendige Maß bei gleichzeitig größerem Biegewiderstandsmoment ermöglicht. Ein derartiger Treibkäfig ist fertigungstechnisch sehr kostengünstig, insbesondere bei Serienfertigung herzustellen. - Die Erfindung wird nachfolgend anhand von in den Zeichnungen dargestellten Ausführungsbeispielen näher erläutert und beschrieben.
- Es zeigen:
- Figur 1 und Figur 1a: einen herkömmlichen Zweiflansch-Treibkäfig mit rotationssymmetrischem Querschnitt,
- Figur 2: den qualitativen Biegemomentenverlauf in einem Treibkäfigsegment während des Ablösevorganges,
- Figur 3a, 3b und 3c: verschiedene Querschnittsflächen von Treibkäfigsegmenten zur Veranschaulichung der Erfindung in Fig. 3c,
- Figur 4a und Figur 4b: weitere Querschnittsformen von erfindungsgemäßen Treibkäfigen,
- Figur 5 und Figur 5a: einen Längsschnitt durch einen erfindungsgemäßen Treibkäfig,
- Figur 6 und Figur 7: Querschnitte durch den erfindungsgemäßen Treibkäfig aus Figur 5 gemäß Schnittlinie VI/VI und VII/VII,
- Figur 8: ein weiteres Ausführungsbeispiel eines erfindungsgemäßen Treibkäfig-Querschnittes,
- Figur 9: eine perspektivische Ansicht eines erfindungsgemäßen Treibkäfigs,
- Figur 10 und Figur 11: Seitenansichten eines erfindungsgemäßen Treibkäfigs in Teildarstellung,
- Figur 12: ein weiteres Ausführungsbeispiel eines erfindungsgemäßen Treibkäfigs in Längsschnittdarstellung,
- Figur 13 und Figur 14: weitere Ausführungsbeispiele von erfindungsgemäßen Querschnittsformen gemäß Schnittlinien XIII/XIII und XIV/XIV in Fig. 12,
- Figur 15 und Figur 16: weitere erfindungsgemäße Ausführungsbeispiele von vierteiligen Treibkäfigen in Querschnittsdarstellung.
- In Figur 1 ist mit der Bezugsziffer 10 ein herkömmlicher Zweiflansch-Treibkäfig mit vorderem Führungsflansch 12 und hinterem Druckflansch 14 z. B. im Kaliber 120 mm für ein unterkalibriges flügelstabilisiertes Wuchtgeschoß 30 aus Wolframschwermetall von hohem Schlankheitsgrad dargestellt. Zwischen Treibkäfig 10 und Wuchtgeschoß 30 ist eine nicht näher dargestellte übliche Formschlußzone (mit Gewinde- oder Ringrillen) vorgesehen. Der vordere Führungsflansch 12 weist vorderseitig eine Lufttasche 16 und ein umlaufendes Führungsband 18 auf; der hintere Druckflansch 14 ist im kalibergroßen Umfangsbereich gleichfalls mit einem Führungsband 20 und Gasabdichtungsband 22 versehen. Nach hinten weisend schließt sich ein konisch zulaufendes Heckteil 24 an den Druckflansch 14 an.
Üblicherweise besteht der rotationssymmetrische Treibkäfig 10 aus drei Treibkäfig-Segmenten 26, 27, 28 mit dazwischenliegenden ebenen Segmenttrennflächen 31, 32, 33 (Figur 1a). Zwischen dem vorderen Führungsflansch 12 und hinteren Druckflansch 14 ist der Treibkäfig 10 im Durchmesser verringert ausgebildet bzw. weist eine zylinderförmige/konusförmige Querschnittsreduzierung im Anschluß an den Ausrundungsradius 34 des Druckflansches 14 auf. Im nicht kalibergroßen Bereich 36 in Längserstreckung des Treibkäfigs 10 wäre aus Gründen der Abschußfestigkeit des Treibkäfigs beim Rohrdurchgang eine weitere bzw. stärkere Querschnittsflächenreduzierung bis hin zum vorderen Führungsflansch 12 möglich, da für diesen Bereich 36 bei konventioneller Ausgestaltung nur eine recht geringe Werkstoffauslastung gegeben ist. Aus Gründen einer ausreichenden Biegesteifigkeit bei der Treibkäfigablösung und damit zur Vermeidung von ungleichmäßigen und unkontrollierbaren Störeinflüssen auf den Penetrator muß der Treibkäfig 10 in diesem Bereich 36 jedoch eine noch relativ große Querschnittsfläche aufweisen. Beschußergebnisse haben gezeigt, daß rotationssymmetrische Treibkäfige, bei denen die Querschnittsfläche im Bereich 36 weiter verkleinert wurde, zu einem unkontrolliertem Bruch der Treibkäfig-Segmente bei der Ablösung im Bereich 36 hinter dem vorderen Führungsflansch 12 geführt haben. - Ziel der Entwicklung von Treibkäfigen unterkalibriger Wuchtgeschosse ist die Minimierung der Treibkäfigmasse, um beim Rohrdurchgang eine maximale kinetische Energie auf den Penetrator zu übertragen. Nach dem Verlassen des Rohres erfolgt die Treibkäfigablösung, hervorgerufen durch die an der Lufttasche 16 des vorderen Führungsflansches 12 angreifenden Luftströmungskräfte. Je geringer die Treibkäfigmasse und vor allem je geringer das Massenträgheitsmoment der Treibkäfig-Segmente um ihre hintere Abrollkante ist, desto schneller erfolgt der Ablösevorgang und desto geringer ist der kinetische Energieverlust des Penetrators. Dies gilt insbesondere, wenn im vorderen Teil des Treibkäfigs Masse eingespart werden kann. Denn diese Masse hat den längsten Hebelarm und besitzt damit den größten Anteil am Massenträgheitsmoment bezogen auf die hintere Abrollkante (Schwenkpunkt der Treibkäfig-Segmente).
- Figur 2 zeigt den Vorgang der Treibkäfigablösung bei einem schlanken Wuchtgeschoß nach dem Verlassen der Waffenrohrmündung. In einem angelegten Koordinatensystem mit Auftragung des Biegemomentes Mb über der Länge des Treibkäfigs führt der Treibkäfig bis zu einem Öffnungswinkel von Phi (φ) = 20° bis 30° eine reine Drehbewegung um seine hintere Abrollkante 38 aus. Diese Drehbewegung wird durch die am Treibkäfig, insbesondere im Bereich der vorderen Lufttasche angreifenden Luftströmungskräfte hervorgerufen. Für kleine Öffnungswinkel Phi (φ) wirkt nur der Staudruck in der Lufttasche 16, hier symbolisch dargestellt durch die resultierende Luftkraft FL. Diese Luftkraft in Verbindung mit den Massenträgheitskräften eines Treibkäfig-Segmentes haben den in Figur 2 qualitativ eingezeichneten Biegemomentenverlauf zur Folge. Charakteristisch für diesen Verlauf ist der sehr steile Anstieg des Biegemomentes Mb im Bereich 36 des Treibkäfigs direkt hinter dem vorderen Führungsflansch 12. Deshalb sind dort die Querschnitte der Treibkäfig-Segmente sehr stark bruchgefährdet, wie Beschußergebnisse vielfach bestätigt haben. Zur sicheren Biegemomentenübertragung bei der Ablösung benötigt ein Treibkäfig-Segment in diesem Bereich daher eine Querschnittsfläche, die ein genügend großes Flächenmoment und Biegewiderstandsmoment aufweist.
- In den Figuren 3a, 3b und 3c sind exemplarisch verschiedenartige Querschnitte von Treibkäfig-Segmenten 42, 44, 46 angeführt. Für jeden dieser Querschnitte sind nachfolgend das entsprechende Flächenmoment I und das Biegewiderstandsmoment Wb um die gestrichelt eingezeichnete Schwerpunktachse 40 angegeben bzw. tabellarisch gegenübergestellt. Der Schwerpunkt ist jeweils mit S bezeichnet. Das Flächenmoment I ist ein Maß für die Biegesteifigkeit des jeweiligen Querschnittes eines Treibkäfig-Segmentes. Es gilt der lineare Zusammenhang: je größer das Flächenmoment I, desto geringer die Durchbiegung des Treibkäfig-Segmentes bei der Ablösung. Das Biegewiderstandsmoment Wb ist ein Maß für die maximale Werkstoffbeanspruchung eines Querschnittes unter Biegebelastung. Auch hier gilt ein linearer Zusammenhang: je größer das Widerstandsmoment Wb, desto geringer ist bei gegebenem Biegemoment die maximale Biegespannung im Querschnitt. Hervorgerufen durch die Biegebelastung eines Treibkäfig-Segmentes bei der Ablösung treten die Biegespannungen im Querschnittsbereich oberhalb der Schwerpunktachse 40 in Form von axialen Druckspannungen auf, während sich im unteren Querschnittsbereich - in Treibkäfiglängsrichtung betrachtet - axiale Zugspannungen einstellen. Die maximalen Biegespannungen treten in den Randfasern des Querschnittes mit maximalem Abstand zur Schwerpunktachse 40 auf. Die hochgestellten Indizes "o" und "u" beziehen die angegebenen Biegewiderstandsmomente Wb also auf die obere und untere Randfaser des jeweiligen Treibkäfigsegment-Querschnittes. Demzufolge ist das obere Widerstandsmoment Wb o ein Maß für die maximale axiale Druckspannung in der Schulter des Treibkäfigsegment-Querschnittes, während das untere Widerstandsmoment Wb u ein Maß für die maximale Zugspannung darstellt, die im Formschlußbereich des Treibkäfig-Querschnittes an den beiden äußeren Segmentgrenzen auftritt. Ist das untere Biegewiderstandsmoment zu klein, wird bei der Treibkäfigablösung durch die Biegezugspannung im Kerbgrund eines Gewindes ein Riß eingeleitet, der zum Bruch des Treibkäfig-Segmentes im Bereich 36 hinter dem vorderen Führungsflansch 12 führt. Ist demgegenüber aber das obere Biegewiderstandsmoment zu klein, tritt durch Plastifizierung lediglich eine Umlagerung der Druckspannungsspitzen in der Schulter des jeweiligen Treibkäfigsegment-Querschnittes auf; es kann dadurch aber kein Bruch erfolgen.
- In den als Anlage beigefügten Berechnungsbeispielen stellt der Querschnitt 1 das rotationssymmetrische Treibkäfig-Segment 42 gemäß Figur 3a, der Querschnitt 2 das verkleinerte rotationssymmetrische Treibkäfig-Segment 44 gemäß Figur 3b, der Querschnitt 3 das erste erfindungsgemäße Treibkäfig-Segment 46 gemäß Figur 3c, der Querschnitt 4 ein weiteres erfindungsgemäßes Treibkäfig-Segment 47 in Gesamtflächendarstellung gemäß Figur 4a und der Querschnitt 5 ein abgeändertes erfindungsgemäßes Treibkäfig-Segment 48 in Gesamtflächendarstellung gemäß Figur 4b dar. Der Querschnitt 1 in Figur 3a zeigt die Querschnittsfläche eines Treibkäfig-Segmentes im Bereich 36 des in Figur 1 dargestellten bekannten Treibkäfigs 10 modernster Bauart. Dieser Querschnitt 1 besitzt ausreichend große Widerstandsmomente, um das Biegemoment bei der Treibkäfigablösung sicher aufzunehmen. Um beim Abschuß die während des Rohrdurchgangs auftretenden Axialkräfte zur Penetratorbeschleunigung zu übertragen, wäre lediglich der kreisringförmige Querschnitt 2 gemäß Figur 3b mit einer um ca. 25 % geringeren Fläche erforderlich. Eine derart große Flächenreduzierung hätte zwar eine enorme Gewichtseinsparung am Treibkäfig zur Folge, aber die Biegewiderstandsmomente des rotationssymmetrischen Querschnittes 2 (Figur 3b) sind viel zu klein und führen zum unkontrollierten Bruch der Treibkäfig-Segmente 44 beim Ablösevorgang, wie Beschußergebnisse eindeutig bestätigt haben.
- Das erfindungsgemäße Lösungsprinzip beruht nun darauf, vorzugsweise im biege- bzw. bruchgefährdeten Bereich 36 eines Treibkäfig-Segmentes 46 neuartige Querschnitte vergleichsweise kleinerer Fläche mit ausreichend großem Flächenmoment und Biegewiderstandsmoment zu verwenden.
- Die Querschnitte 3, 4 und 5 in Figur 3c, 4a und 4b zeigen Treibkäfig-Segmente gemäß der vorliegenden Erfindung. Sie sind nicht mehr rotationssymmetrisch und zeichnen sich im Vergleich zu den herkömmlichen kreisförmigen Querschnitten 1 und 2 in Figur 3a und 3b durch eine kompakte größere Profilhöhe und jeweils zwei ebene Umfangsflächen 64, 66 aus. Hierbei durchläuft eine an jeden Punkt des Treibkäfigumfanges 56 anlegbare Tangente 54 nicht die Treibkäfig-Querschnittsfläche 50 (siehe Fig. 6). Alle hier aufgeführten erfindungsgemässen Treibkäfig-Segmente weisen eine um ca. 25 % geringere Querschnittsfläche als der Vergleichsquerschnitt 1 in Figur 3a auf.
- Erfindungsgemäße Treibkäfige gemäß Figur 5, Figur 6, Figur 7, Figur 9, Figur 10 und 11 wurden im Kaliber 120 mm bereits gefertigt und mit Erfolg verschossen. Aufgrund der erfindungsgemäßen dreieckförmigen bzw. polygonförmigen Querschnittsgestaltung der Treibkäfig-Segmente ist ein derartiger Treibkäfig um ca. 100 g bzw. ca. 6 % leichter als ein vergleichbarer moderner Treibkäfig herkömmlicher Bauart mit rotationssymmetrischem Querschnitt.
Das Treibkäfig-Segment gemäß Figur 3c mit Querschnitt 3 ist gegenüber dem Vergleichsquerschnitt 1 (Figur 3a) beispielsweise um 7,4 % biegesteifer und hat sogar im rißgefährdeten Zugspannungsbereich des Gewindes ein um 5,2 % größeres Biegewiderstandsmoment.
Noch günstiger stellen sich die Verhältnisse bei dem in Querschnitt 4 (Figur 4a) dargestellten Treibkäfigsegment-Querschnitt dar. Dieses Profil ist um 65,2 % deutlich biegesteifer als der Vergleichsquerschnitt 1 (Figur 3a). Der ursprünglich rißgefährdete Gewindebereich ist bei diesem Profil wegen des um 37,7 % größeren unteren Biegewiderstandsmomentes völlig unkritisch geworden. - Fertigungstechnisch zeichnen sich die Treibkäfig-Segmente gemäß Querschnitt 4 (Figur 4a) und Querschnitt 5 (Figur 4b) dadurch aus, daß die äußeren Profilkanten um 30° zur Mittellinie des Querschnittes geneigt sind oder anders ausgedrückt, in Querschnittsbetrachtung schließen die ebenen Umfangsflächen eines jeden Treibkäfig-Segmentes 47 im Rükkenbereich zwischen den Segmenttrennflächen 61, 62 einen Winkel von genau 60° ein und stehen damit rechtwinklig zur jeweils angrenzenden Segmenttrennfläche 61, 62. Für die Fertigung bedeutet dies, daß der gesamte Treibkäfig im Bereich der erfindungsgemäßen Querschnittsform in nur drei Fräsebenen spanend bearbeitet werden muß sofern zwei benachbarte ebene Umfangsflächen 56 von zwei benachbarten Treibkäfig-Segmenten 47 entlang der dazwischenliegenden Segmenttrennlinie 62 in Umfangsrichtung gerade bzw. eben ineinander übergehen (Fig. 4a). Beim Querschnitt 3 (Figur 3c) wären es sechs Fräsebenen für den Fall, daß zwei benachbarte ebene Umfangsflächen von zwei benachbarten Treibkäfig-Segmenten entlang der dazwischenliegenden Segmenttrennlinie 32 in Umfangsrichtung unter einem Winkel von kleiner 30° ineinander übergehen bzw. aneinandergrenzen (Fig. 6). Für diese Fräsvorgänge der ebenen Umfangsflächen können einfache billige zylindrische Walzenfräser verwendet werden.
- Die geometrische Besonderheit des in Figur 4b gezeigten Treibkäfigsegment-Profiles gemäß Querschnitt 5 ist, daß sich die Profilflanken bzw. ebenen Umfangsflächen im Vergleich zum Querschnitt 3 und 4 (Figur 3c, Figur 4a) nicht mehr in einem Punkt schneiden. Die Schulter dieses Querschnittsprofiles besteht also nicht mehr aus nur einem Punkt, sondern aus einem Kreisbogen 58. Der Vorteil dieser Treibkäfigsegment-Konstruktion gegenüber Querschnitt 4 (Figur 4a) ist vor allem das deutlich verbesserte obere Biegewiderstandsmoment. Es ist hierbei lediglich um 0,8 % kleiner als das des Vergleichsquerschnittes 1 in Figur 3a.
- Ein weiterer fertigungstechnisch günstiger dreieckförmiger bzw. polygonförmiger Treibkäfig-Querschnitt ist in Figur 8 dargestellt. Hierbei sind anstelle der ebenen Umfangsflächen leicht nach außen gewölbte bzw. gekrümmte Umfangsflächen 68, 70 vorgesehen während im Rückenbereich zwischen diesen Umfangsflächen ein stark gekrümmter bzw. abgerundeter Umfangsbereich 58 angeordnet ist. Der Vorteil dieser gerundeten Ausgestaltungsform liegt in der fertigungstechnischen Möglichkeit, diesen Treibkäfig als kostengünstiges "Drehteil" auf einer Exzenter-Drehbank herstellen zu können.
- Wie bereits beschrieben, beruht das erfindungsgemäße Lösungsprinzip darauf, insbesondere in dem biegegefährdeten Treibkäfigsegmentbereich hinter dem vorderen Führungsflansch des Treibkäfigs nichtrotationssymmetrische Querschnitte mit kleinerer Fläche jedoch größerem Flächenmoment und Biegewiderstandsmoment im Vergleich zu herkömmlichen rotationssymmetrischen Querschnitten zu verwenden.
- Prinzipiell kann die erfindungsgemäße dreiecksförmige Querschnittsflächengestaltung des Treibkäfigs in allen nichtkalibergroßen Bereichen angewendet werden, dies insbesondere bei Treibkäfigen mit großer Längenerstreckung, wie z. B. Treibkäfige für zwei hintereinander angeordnete Tandem-Geschosse, wobei der nicht rotationssymmetrische Querschnitt auch im langgestreckten konisch zulaufenden Heckteil hinter dem Druckflansch vorgesehen sein kann um auch dort die Biegesteifigkeit zu erhöhen.
- Bei dem in Figur 5 dargestellten erfindungsgemäßen Treibkäfig ist es jedoch aus Gründen der Abschußfestigkeit beim Rohrdurchgang nicht sinnvoll, die erfindungsgemäßen Stegprofile im gesamten Längenbereich des Treibkäfigs zwischen vorderem Führungsflansch 12 und hinterem Druckflansch 14 anzuordnen. Die Rotationssymmetrie im Bereich des Ausrundungsradius 34 vor dem Druckflansch 14 sollte in jedem Fall erhalten bleiben. Für die in Figur 5 definierte Länge L als der Abstand zwischen Druckflansch 14 und Beginn des nichtrotationssymmetrischen Querschnittsprofils im Sinne dieser Erfindung soll gelten: L größer gleich D/5 (mit D gleich Kaliberdurchmesser) L ≧ D/5. Der Pfeil 52 gibt die Schußrichtung der Treibkäfiganordnung an.
- Die in den Zeichnungen Figur 5, Figur 9, Figur 10 und Figur 11 dargestellten erfindungsgemäße Treibkäfigkonfigurationen haben im gesamten nichtrotationssymmetrischen Treibkäfigbereich eine konstante Querschnittsfläche. Da beim Abschuß während des Rohrdurchganges mit zunehmendem Abstand vom vorderen Führungsflansch 12 nach hinten die vom Treibkäfig-Segment zu übertragenden Axialkräfte zur Beschleunigung und Stützung des Penetrators stetig anwachsen, ist es durchaus sinnvoll, den biegegefährdeten Bereich des Treibkäfigs mit einem erfindungsgemäßen Profil wie in Figur 5a dargestellt ist auszubilden, dessen Querschnittsfläche von dem vorderen Führungsflansch 12 ausgehend in Richtung auf den hinteren Druckflansch 14 stetig zunimmt. Dabei können die ebenen Umfangsflächen 64, 66 der Treibkäfig-Segmente leicht schräg zur Längsachse A verlaufen und der abgerundete Zwischenbereich 58 zwischen zwei ebenen Umfangsflächen - sofern er vorgesehen ist - würde sich dementsprechend von vorne nach hinten verbreitern. Die Figuren 9, 10 und 11 zeigen zur Veranschaulichung in perspektivischer bzw. Seitenansicht im Teilschnitt den gebauten erfindungsgemäßen Treibkäfig 60 mit der in Fig. 3c (Querschnitt 3) dargestellten Treibkäfigsegment-Querschnittsfläche.
- Mit der Erfindung läßt sich also wie geschildert eine erhebliche Massereduzierung (Totlastanteil) eines Treibkäfigs bei gleichzeitiger wesentlicher Erhöhung seiner Biegesteifigkeit erzielen. Eine einfache und kostengünstige Serienfertigung wird ermöglicht. Die Anwendung der Erfindung ist für alle möglichen Waffen mit Klein- oder Großkaliber sowie mit gezogenen oder glatten Rohren denkbar, aus denen Treibkäfiggeschosse verschossen werden können. Die erfindungsgemäßen Profile können nicht nur bei Zwei-Flansch-Treibkäfigen, sondern auch bei Ein-Flansch- Treibkäfigen verwendet werden.
- In Figur 12 ist ein weiterer erfindungsgemäßer Treibkäfig 60 dargestellt. Hierbei ist die dreieckförmige Querschnittsfläche nicht nur in dem vorderen Längenbereich 36 zwischen dem vorderen Führungsflansch 12 und dem hinteren Druckflansch 14, sondern auch noch im hinteren Heckteil 24 hinter dem Druckflansch 14 ausgebildet. Die Anordnung einer polygonalen Querschnittsform 72 auf dem Heckteil 24 des Treibkäfigs 60 bewirkt auch in diesem Bereich eine Biegesteifigkeitserhöhung ohne zusätzliche Massenerhöhung.
- Bei der in der Figur 13 dargestellten Querschnittsform des Treibkäfigs 60 ist die Krümmung der Außenfläche 70 der polygonförmigen Querschnittsform 72 geringfügig konvex nach außen gewölbt.
- Die Bezugsziffer 80 kennzeichnet die ursprüngliche Kreisumfangsfläche, wobei 82 die maximale Entfernung a zwischen der gewölbten Außenfläche 70 der Querschnittsform 72 angibt, und 74 den maximalen Abstand b der gewölbten Außenfläche 70 zu einer die Eckpunkte 78 verbindenden Gerade 76 kennzeichnet. Das Prinzip einer möglichst geringen Wölbung der Außenfläche 70 äußerst sich geometrisch darin, daß b ≦ a ist.
- Figur 14 zeigt den Querschnitt des in Figur 12 dargestellten Treibkäfigs 60. Während die in der Figur 13 dargestellte erfindungsgemäße Querschnittsform den Bereich im Heckteil 24 hinter dem Druckflansch 14 charakterisiert, zeigt Figur 14 den Querschnitt im mittleren Rückenbereich 36 zwischen dem vorderen Führungsflansch 12 und dem hinteren Druckflansch 14.
- Diese beiden Ausführungsbeispiele sind darüber hinaus auch gegeneinander austauschbar. Der Querschnitt, wie in der Figur 13 dargestellt, kann somit auch auf den mittleren Rückenbereich 36 des Treibkäfigs 60 aufgebracht werden, und der in der Figur 14 dargestellte Querschnitt kann dementsprechend auch auf dem Heckteil 24 hinter dem Druckflansch 14 angeordnet sein. Des weiteren ist die Möglichkeit gegeben, daß beide in den Figuren 13 und 14 dargestellten Querschnittsformen 72, 72′ ineinander übergehen.
- Die Bezugsziffer 72′ kennzeichnet die polygonförmige Querschnittsform, die hier dahingehend modifiziert ist, daß die benachbarten leicht gekrümmten Außenflächen 70 nicht direkt aneinandergrenzen, sondern jeweils durch ein schmales Stück der kreisbogenförmigen Außenfläche 58 voneinander getrennt sind. Der Mittelpunkt dieser kreisbogenförmigen Außenfläche 58 mit dem Radius Rpol liegt im Zentrum A der Gesamtquerschnittsfläche 72′ des Treibkäfigs 60, der dem Schnittpunkt der drei Segment-Trennflächen 31, 32, 33 entspricht. Das Bezugszeichen c kennzeichnet in der Figur 14 die Länge 86 der Segment-Trennflächen 31, 32, 33. Die Umfangslänge 84 der kreisbogenförmigen Außenfläche 58 ist dabei kleiner als die Länge c, 86 der Segment-Trennflächen 31, 32, 33. Die Krümmung einer Außenfläche 70 ist wie bereits in der Figur 13 dargestellt möglichst gering. Dabei stellen a, 82′ wiederum den maximalen Abstand zwischen der gekrümmten Außenfläche 70 der Querschnittsform 72′ und dem Kreisumfang 80 dar. Die Gerade 76 verbindet in dieser Darstellung die Eckpunkte 78′. Gegenüber der Figur 13, in der drei Eckpunkte 78 vorliegen, erhält man bei diesem Querschnitt sechs Eckpunkte 78′ dadurch, daß die gewölbten Außenflächen 70 nicht direkt aneinandergrenzen, sondern durch Kreisbogensegmente 58 voneinander getrennt sind. Jede gekrümmte Umfangsfläche 70 weist jeweils zwei Eckpunkte 78′ mit den benachbarten Kreisbogensegmenten 58 auf. Diese werden durch die Gerade 76 miteinander verbunden. Der maximale Abstand von dieser Geraden 76 zur gekrümmten Außenfläche 70 wird durch b, 74′ gekennzeichnet. Eine möglichst geringe Krümmung wird auch hier - wie in Figur 13 - geometrisch dadurch bestimmt, daß b ≦ a ist.
- Die Figur 15 zeigt den Querschnitt eines Treibkäfigs 88, der eine Teilung in vier Treibkäfig-Segmente 90 aufweist. Die im wesentlichen quadratische Querschnittsform läßt sich ebenfalls mit Hilfe einfacher drehtechnischer Verfahren auf einen Teilbereich der Längenerstreckung eines viergeteilten Treibkäfigs 88 aufbringen.
Die vier Außenflächen 70′ dieser quadratischen Querschnittsform sind leicht konvex nach außen gewölbt. Wie anhand der Figuren 13 und 14 beschrieben, ist auch hier die Wölbung der gekrümmten Außenflächen 70′ möglichst gering und wiederum geometrisch dadurch bestimmt, daß der maximale Abstand b zwischen der die Eckpunkte 78˝ verbindenden Gerade 76 zu der gekrümmten Außenfläche 70 kleiner gleich ist dem maximalen Abstand a der gekrümmten Außenfläche 70′ zur ursprünglichen Kreisumfangsfläche 80. Die vier Segment-Trennflächen der Treibkäfig-Segmente 90 sind so angeordnet, daß der radiale Abstand von der zentralen Längsachse A bis zur gekrümmten Außenfläche 70′ an den Segment-Trennflächen am kleinsten ist. - Die Figur 16 modifiziert die Figur 15 dahingehend, daß jedes Treibkäfig-Segment 90 in Querschnittsbetrachtung zwischen den beiden benachbarten leicht gewölbten Außenflächen 70′ ein schmales Stück kreisbogenförmiger Außenfläche 58′ aufweist. Der Mittelpunkt dieser kreisbogenförmigen Außenfläche 58′ mit dem Radius Rqua liegt im Zentrum A der Gesamtquerschnittsfläche des Treibkäfigs 88. Dieser Mittelpunkt entspricht wiederum dem Schnittpunkt der Segment-Trennflächen. Insbesondere diese Ausführungsform weist eine sehr geringe Krümmung der Außenfläche 70′ auf.
- Die in den Figuren 15 und 16 dargestellten Querschnitte sind ineinander überführbar. Der Abstand b in Figur 15 wird durch die verwendete Drehmaschine vorgegeben. Die Krümmung der Außenflächen 70′ kann durch die Exzentrizität der Drehmaschine variiert werden.
-

- Querschnitt 1
(Fig. 3a)
A₁ = 616 mm²
I₁ = 13 500 mm⁴
Wo b,1 = 1 352 mm³
Wu b,1 = 1 227 mm³ - Querschnitt 2
(Fig. 3b)
A₂ = 462 mm²; f₂ = - 25,0 %
I₂ = 7 600 mm⁴; t₂ = - 43,7 %
Wo b,2 = 891 mm³; qo₂ = - 34,1 %
Wu b,2 = 790 mm³; qu₂ = - 35,6 % - Querschnitt 3
(Fig. 3c)
A₃ = 462 mm²; f₃ = - 25,0 %
I₃ = 14 500 mm⁴; t₃ = + 7,4 %
Wo b,3 = 950 mm³; qo₃ = - 29,7 %
Wu b,3 = 1 291 mm³; qu₃ = + 5,2 % - Querschnitt 4
(Fig. 4a)
A₄ = 462 mm²; f₄ = - 25,0 %
I₄ = 22 300 mm⁴; t₄ = + 65,2 %
Wo b,4 = 1 170 mm³; qo₄ = - 13,5 %
Wu b,4 = 1 689 mm³; qu₄ = + 37,7 % - Querschnitt 5
(Fig. 4b)
A₅ = 462 mm²; f₅ = - 25,0 %
I₅ = 18 600 mm⁴; t₅ = + 37,8 %
Wo b,5 = 1 341 mm³; qo₅ = - 0,8 %
Wu b,5 = 1 473 mm³; qu₅ = + 20,0 % -
- 10 Zweiflansch-Treibkäfig
- 12 vorderer Führungsflansch
- 14 hinterer Druckflansch
- 16 Lufttasche
- 18 vorderes Führungsband
- 20 hinteres Führungsband
- 22 Gasabdichtungsband
- 24 Heckteil 10
- 26 Tk-Segment
- 27 Tk-Segment
- 28 Tk-Segment
- 30 Wuchtgeschoß
- 31 Segment-Trennfläche
- 32 Segment-Trennfläche
- 33 Segment-Trennfläche
- 34 Ausrundungsradius
- 36 Tk-Bereich
- 38 Abrollkante
- 40 Schwerpunktachse
- 42 Tk-Segment
- 44 Tk-Segment
- 46 Tk-Segment
- 47 Tk-Segment
- 48 Tk-Segment
- 50 erf.-Tk-Gesamtquerschnitt
- 52 Pfeil Schußrichtung
- 54 Tangente
- 56 Tk-Umfang
- 58 abgerundeter Umfangsbereich
- 60 erf. Tk
- 61 Segment-Trennfläche
- 62 Segment-Trennfläche
- 63 Segment-Trennfläche
- 64 ebene Umfangsfläche
- 66 ebene Umfangsfläche
- 68 gekrümmte Umfangsfläche
- 70 gekrümmte Außenfläche
- A Längsachse
- L Länge
- S Schwerpunkt
- Ra Abstand außen
- Ri Abstand innen
- Mb Biegemoment
- Fl Luftkraft
- Rpol Radius Polygon
- Rqua Radius Quadrat
- 72 polygonförmige Querschnittsform
- 74 max. Abstand b
- 76 Gerade
- 78 Eckpunkte
- 80 Kreisumfang
- 82 max. Abstand a
- 84 mittl. Rückenbereich
- 86 Länge 31
- 88 erf. Tk
- 90 Tk-Segment
Claims (19)
dadurch gekennzeichnet, daß der Gesamtquerschnitt (50) des Treibkäfigs (60) wenigstens in einem Teilbereich seiner Längenerstreckung eine im wesentlichen dreieckartige Querschnittsform aufweist, bei der eine an jeden Punkt des Treibkäfigumfanges (56) anlegbare Tangente (54) nicht die Treibkäfig-Querschnittsfläche (50) durchläuft. (Fig. 3c, 4a, 4b, 6, 7, 8)
dadurch gekennzeichnet, daß bei der dreieckartigen Querschnittsform der radiale Abstand (Ri) von der zentralen Längsachse (A) bis zum Außenumfang (56) des Treibkäfigs (60) an den äußeren Segmenttrennflächen (61, 62, 63) am kleinsten und der radiale Abstand (Ra) im mittleren Umfangsbereich eines Treibkäfig-Segmentes (46, 47, 48) zwischen den beiden äußeren Segmenttrennflächen (61, 62, 63) am größten ist, wobei durch Masseverteilung bzw. Querschnittsflächenumverteilung aus den Umfangsbereichen der äusseren Segmenttrennflächen (61, 62, 63) eines Treibkäfig-Segmentes(46) mit gleichgroßer Kreisquerschnittsfläche in Richtung auf den mittleren Umfangsbereich (Treibkäfigsegmentrücken) eine Erhöhung der Biegesteifigkeit sowie des Biegewiderstandsmomentes auf einen Wert gegeben ist, der wenigstens so groß ist wie die Biegesteifigkeit eines Vergleichs-Treibkäfigs mit einer um ca. 25 % größeren Kreisquerschnittfläche. (Fig. 3a, 3b, 3c, 4a, 4b)
dadurch gekennzeichnet, daß die Biegesteifigkeit des Treibkäfigs mit polygonartiger oder nahezu dreieckartiger Querschnittsform um einen Faktor von wenigstens 1,3 größer ist als die Biegesteifigkeit des theoretischen Treibkäfigs mit gleichgroßer kreisrunder Querschnittsfläche. (Fig. 3b und 3c)
dadurch gekennzeichnet, daß jedes Treibkäfig-Segment (46) wenigstens zwei ebene Umfangsflächen (64, 66) aufweist. (Fig. 3c, 4b)
dadurch gekennzeichnet, daß zwei benachbarte ebene Umfangsflächen von zwei benachbarten Treibkäfig-Segmenten entlang der Segmenttrennlinie (32) in Umfangsrichtung unter einem Winkel von kleiner 30° ineinander übergehen bzw. aneinandergrenzen. (Fig. 6)
dadurch gekennzeichnet, daß zwei benachbarte ebene Umfangsflächen (56) von zwei benachbarten Treibkäfig-Segmenten (47) entlang der Segmenttrennlinie (62) in Umfangsrichtung gerade bzw. eben ineinander übergehen. (Fig. 4a)
dadurch gekennzeichnet, daß in Querschnittsbetrachtung die ebenen Umfangsflächen (56) eines jeden Treibkäfig-Segmentes (47) im Rückenbereich zwischen den Segmenttrennflächen (61, 62) einen Winkel von 60° einschließen und rechtwinklig zur angrenzenden Segmenttrennfläche (61, 62) stehen. (Fig. 4a)
dadurch gekennzeichnet, daß zwischen den ebenen Umfangsflächen (64, 66) eines jeden Treibkäfig-Segmentes (48) im Rückenbereich ein abgeschrägter bzw. abgerundeter Umfangsbereich (58) vorgesehen ist. (Fig. 4b)
dadurch gekennzeichnet, daß anstelle der ebenen Umfangsflächen leicht nach außen gekrümmte Umfangsflächen (68, 70) vorgesehen sind und im Rückenbereich zwischen den leicht gekrümmten Umfangsflächen (68, 70) ein stark gekrümmter bzw. abgerundeter Umfangsbereich (58) vorgesehen ist. (Fig. 8)
dadurch gekennzeichnet, daß die dreieckartige Querschnittsform nur in einem begrenzten Längenerstreckungsbereich (36) des Treibkäfigs (60) zwischen vorderem Führungsflansch (12) und hinterem Druckflansch (14) vorgesehen ist, wobei sich dieser Längenerstreckungsbereich (36) direkt an den vorderen Führungsflansch (12) anschließt und der restliche kaliberdurchmesserverkleinerte Bereich vor dem Druckflansch (14) rotationssymmetrisch ausgebildet ist. (Fig. 5)
dadurch gekennzeichnet, daß der Längenerstreckungsbereich (36) mit der dreiecksförmigen Querschnittsfläche kleiner als 80 %, vorzugsweise etwa 60 %, des Abstandes zwischen vorderem Führungsflansch (12) und hinterem Druckflansch (14) beträgt. (Fig. 5)
dadurch gekennzeichnet, daß die ebenen Umfangsflächen (64) eines Treibkäfig-Segmentes (46) leicht schräg zur Längsachse (A) verlaufen. (Fig. 5a)
dadurch gekennzeichnet, daß die drei Außenflächen (70) der dreieckartigen Querschnittsform des Treibkäfigs leicht konvex nach außen gewölbt ausgebildet sind, wodurch sich eine polygonförmige Gesamtquerschnittsform ergibt.
dadurch gekennzeichnet, daß die Wölbung bzw. Krümmung einer Außenfläche (70) der polygonförmigen Querschnittsform (72) möglichst klein ausgebildet ist und der geometrischen Bedingung b kleiner gleich a (b ≦ a) genügt, mit b gleich dem maximalen Abstand (74) der gewölbten Außenfläche (70) von einer Geraden (76) zwischen den beiden äußeren Eckpunkten (78) der gewölbten Außenfläche (70) und a gleich dem maximalen Abstand (82) zwischen der gewölbten Aussenfläche (70) und der ursprünglichen Kreisumfangsfläche (80).
dadurch gekennzeichnet, daß jedes Treibkäfig-Segment (42, 44, 46) in Querschnittsbetrachtung im mittleren Rückenbereich (84) zwischen den beiden benachbarten leicht gewölbten Außenflächen (70) ein schmales Stück kreisbogenförmige Außenfläche (58) aufweist, deren Radius (Rpol) im Zentrum (A) der Gesamtquerschnittsfläche des Treibkäfigs (60, 72) (gleich Schnittpunkt der Segment-Trennflächen) seinen Ursprung hat.
dadurch gekennzeichnet, daß für einen beliebigen Treibkäfigquerschnitt die Länge des Stückes kreisbogenförmiger Außenfläche (58) in Umfangsrichtung betrachtet kleiner gleich der Länge C (86) der Segment-Trennfläche (31, 32, 33) ist.
dadurch gekennzeichnet, daß der Gesamtquerschnitt des Treibkäfigs (72) bei einer Teilung in vier Treibkäfig-Segmente (90) wenigstens in einem Teilbereich seiner Längenerstreckung eine im wesentlichen quadratische Querschnittsform (88) aufweist.
dadurch gekennzeichnet, daß die vier Außenflächen (70) der quadratischen Querschnittsform (88) leicht konvex nach außen gewölbt ausgebildet sind.
dadurch gekennzeichnet, daß jedes Treibkäfig-Segment (90) in Querschnittsbetrachtung im mittleren Rückenbereich zwischen den beiden benachbarten leicht gewölbten Außenflächen (70′) ein schmales Stück kreisbogenförmige Außenfläche (58) aufweist, deren Radius (Rqua) im Zentrum (A) der Gesamtquerschnittsfläche des Treibkäfigs (88) seinen Ursprung hat.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3920254 | 1989-06-21 | ||
| DE19893920254 DE3920254A1 (de) | 1989-06-21 | 1989-06-21 | Treibkaefig |
| DE4005127 | 1990-02-17 | ||
| DE4005127A DE4005127A1 (de) | 1989-06-21 | 1990-02-17 | Treibkaefig |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0403730A2 true EP0403730A2 (de) | 1990-12-27 |
| EP0403730A3 EP0403730A3 (de) | 1991-04-17 |
| EP0403730B1 EP0403730B1 (de) | 1993-07-28 |
Family
ID=25882164
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90104244A Expired - Lifetime EP0403730B1 (de) | 1989-06-21 | 1990-03-06 | Treibkäfig |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US5025731A (de) |
| EP (1) | EP0403730B1 (de) |
| DE (2) | DE4005127A1 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2740213A1 (fr) * | 1995-10-19 | 1997-04-25 | France Etat | Projectile a energie cinetique du type fleche |
| EP1384971A1 (de) * | 2002-07-24 | 2004-01-28 | Giat Industries | Treibkäfig für unterkalibriges Geschoss und mit einem solchen Treibkäfig versehenes Geschoss |
| US6805058B2 (en) * | 2002-02-04 | 2004-10-19 | Giat Industries | Sabot for fin-stabilized ammunition |
| WO2021254778A1 (de) * | 2020-06-15 | 2021-12-23 | Rheinmetall Waffe Munition Gmbh | Treibkäfig |
| US20240310155A1 (en) * | 2021-07-01 | 2024-09-19 | Bae Systems Bofors Ab | Projectile |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4206217C2 (de) * | 1992-02-28 | 1997-08-14 | Rheinmetall Ind Ag | Unterkalibriges Wuchtgeschoß |
| USH1999H1 (en) * | 1999-03-03 | 2001-11-06 | The United States Of America As Represented By The Secretary Of The Army | Tuning saboted projectile performance through bourrelet modification |
| DE10157668B4 (de) * | 2001-11-24 | 2014-05-22 | Rheinmetall Waffe Munition Gmbh | Geschoss |
| DE102005055503A1 (de) | 2005-11-18 | 2007-05-24 | Rheinmetall Waffe Munition Gmbh | Segmentierter Zweiflansch-Treibkäfig |
| RU2360211C2 (ru) * | 2007-01-31 | 2009-06-27 | Пензенский артиллерийский инженерный институт им. Главного маршала артиллерии Н.Н. Воронова | Ведущее устройство пластинчатого типа |
| DE102013000180B3 (de) * | 2013-01-07 | 2014-04-03 | Diehl Bgt Defence Gmbh & Co. Kg | Sicherungsvorrichtung für einen Zünder eines Unterkalibergeschosses und Entsicherungsverfahren hierfür |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3038382A (en) * | 1958-09-26 | 1962-06-12 | William R Noyes | Bore riders for launching of projectiles |
| NL137889C (de) * | 1967-07-28 | |||
| US3601061A (en) * | 1967-08-31 | 1971-08-24 | Trw Inc | Ammunition for high firing rate, light gas hypervelocity gun |
| US3847082A (en) * | 1969-08-29 | 1974-11-12 | Pacific Technica Corp | Spin stabilized, discarding sabot projectile |
| DE2836963A1 (de) * | 1978-08-24 | 1984-03-08 | Rheinmetall GmbH, 4000 Düsseldorf | Munition-einheit fuer rohrwaffen |
| US4326464A (en) * | 1979-12-10 | 1982-04-27 | The United States Of America As Represented By The Secretary Of The Army | Gusset discarding sabot munition |
| DE3704027A1 (de) * | 1987-02-10 | 1988-08-18 | Diehl Gmbh & Co | Treibkaefig |
-
1990
- 1990-02-17 DE DE4005127A patent/DE4005127A1/de not_active Withdrawn
- 1990-03-06 EP EP90104244A patent/EP0403730B1/de not_active Expired - Lifetime
- 1990-03-06 DE DE9090104244T patent/DE59002077D1/de not_active Expired - Fee Related
- 1990-06-18 US US07/539,826 patent/US5025731A/en not_active Expired - Lifetime
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2740213A1 (fr) * | 1995-10-19 | 1997-04-25 | France Etat | Projectile a energie cinetique du type fleche |
| US6805058B2 (en) * | 2002-02-04 | 2004-10-19 | Giat Industries | Sabot for fin-stabilized ammunition |
| EP1384971A1 (de) * | 2002-07-24 | 2004-01-28 | Giat Industries | Treibkäfig für unterkalibriges Geschoss und mit einem solchen Treibkäfig versehenes Geschoss |
| FR2842898A1 (fr) * | 2002-07-24 | 2004-01-30 | Giat Ind Sa | Sabot pour projectile sous calibre et projectile equipe d'un tel sabot |
| WO2021254778A1 (de) * | 2020-06-15 | 2021-12-23 | Rheinmetall Waffe Munition Gmbh | Treibkäfig |
| US12339108B2 (en) | 2020-06-15 | 2025-06-24 | Rheinmetall Waffe Munition Gmbh | Sabot |
| US20240310155A1 (en) * | 2021-07-01 | 2024-09-19 | Bae Systems Bofors Ab | Projectile |
| US12578174B2 (en) * | 2021-07-01 | 2026-03-17 | Bae Systems Bofors Ab | Curve of constant width projectile system |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0403730A3 (de) | 1991-04-17 |
| US5025731A (en) | 1991-06-25 |
| DE59002077D1 (de) | 1993-09-02 |
| EP0403730B1 (de) | 1993-07-28 |
| DE4005127A1 (de) | 1991-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3991343C1 (de) | Deformationsgeschoß, damit ausgerüstete Munition, sowie Verfahren zur Herstellung des Geschosses | |
| EP0403730B1 (de) | Treibkäfig | |
| WO1990011458A1 (de) | Loch- und gewindeformende schraube | |
| EP0088999B1 (de) | Panzerbrechende Wuchtgeschossanordnung, insbesondere zum Bekämpfen von Mehrplattenzielen | |
| WO2016020047A1 (de) | Fräswerkzeug | |
| DE102005014422A1 (de) | Bohrgewindefräser | |
| DE3424597C1 (de) | Anordnung zum Abbremsen eines Treibspiegels | |
| EP3690260A1 (de) | Halbhohlstanzniet, eine stanznietverbindung aus mindestens zwei bauteilen mithilfe des halbhohlstanzniets sowie ein verfahren zum verbinden der bauteile mit dem halbhohlstanzniet | |
| EP0895573B1 (de) | Expansionsgeschoss | |
| EP0243578A1 (de) | Verfahren zum Herstellen eines an wenigstens einer Stelle seines Umfanges eine durchgehende Sprengfuge aufweisenden Wälzlagerlaufringes | |
| WO1982002579A1 (en) | Housable nut | |
| DE3932952A1 (de) | Wuchtgeschoss | |
| DE4206217C2 (de) | Unterkalibriges Wuchtgeschoß | |
| EP1222436B1 (de) | Deformationsgeschoss mit penetrator im geschossbug | |
| EP0483660A2 (de) | Passniet für hochbeanspruchte Nietverbindungen | |
| WO2017020051A1 (de) | Auswechselbarer schneidkopf, werkzeugschaft und schaftwerkzeug | |
| EP3983749B1 (de) | Projektil, insbesondere deformations- und/oder teilzerlegungsgeschoss. | |
| EP0209099A1 (de) | Stator für Exzenterschneckenpumpen | |
| DE3920254C2 (de) | ||
| EP0626558A1 (de) | Treibspiegel für ein Unterkalibergeschoss | |
| EP0989381B1 (de) | Unterkalibergeschoss | |
| DE69914272T2 (de) | Satz, bestehend aus Segmenten zur Herstellung eines Geschosstreibkäfigs | |
| DE1019869B (de) | Schiessbolzen zum Eintreiben in Eisen oder Stahl | |
| EP0999426B1 (de) | Treibspiegel für Unterkalibergeschoss | |
| DE102015116444A1 (de) | Nuterzeugungswerkzeug |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE FR GB LI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE FR GB LI |
|
| 17P | Request for examination filed |
Effective date: 19910306 |
|
| 17Q | First examination report despatched |
Effective date: 19921022 |
|
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: RHEINMETALL GMBH |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB LI |
|
| REF | Corresponds to: |
Ref document number: 59002077 Country of ref document: DE Date of ref document: 19930902 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19930810 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20040302 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20040303 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20040305 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20040310 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050306 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051001 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20050306 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20051130 |