EP0408268A2 - Procédé et appareil pour la fabrication d'un anneau d'une fermeture pour un récipient - Google Patents
Procédé et appareil pour la fabrication d'un anneau d'une fermeture pour un récipient Download PDFInfo
- Publication number
- EP0408268A2 EP0408268A2 EP90307427A EP90307427A EP0408268A2 EP 0408268 A2 EP0408268 A2 EP 0408268A2 EP 90307427 A EP90307427 A EP 90307427A EP 90307427 A EP90307427 A EP 90307427A EP 0408268 A2 EP0408268 A2 EP 0408268A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- ring
- annular
- diaphragm
- blank
- closure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D17/00—Rigid or semi-rigid containers specially constructed to be opened by cutting or piercing, or by tearing of frangible members or portions
- B65D17/50—Non-integral frangible members applied to, or inserted in, preformed openings, e.g. tearable strips or plastic plugs
- B65D17/501—Flexible tape or foil-like material
- B65D17/502—Flexible tape or foil-like material applied to the external part of the container wall only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/38—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2517/00—Containers specially constructed to be opened by cutting, piercing or tearing of wall portions, e.g. preserving cans or tins
- B65D2517/0001—Details
- B65D2517/001—Action for opening container
- B65D2517/0013—Action for opening container pull-out tear panel, e.g. by means of a tear-tab
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2517/00—Containers specially constructed to be opened by cutting, piercing or tearing of wall portions, e.g. preserving cans or tins
- B65D2517/0001—Details
- B65D2517/0058—Other details of container end panel
- B65D2517/0059—General cross-sectional shape of container end panel
- B65D2517/0061—U-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2517/00—Containers specially constructed to be opened by cutting, piercing or tearing of wall portions, e.g. preserving cans or tins
- B65D2517/0001—Details
- B65D2517/0058—Other details of container end panel
- B65D2517/008—Materials of container end panel
- B65D2517/0082—Coated or laminated metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2517/00—Containers specially constructed to be opened by cutting, piercing or tearing of wall portions, e.g. preserving cans or tins
- B65D2517/0001—Details
- B65D2517/0058—Other details of container end panel
- B65D2517/008—Materials of container end panel
- B65D2517/0085—Foil-like, e.g. paper or cardboard
- B65D2517/0086—Foil-like, e.g. paper or cardboard laminated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2517/00—Containers specially constructed to be opened by cutting, piercing or tearing of wall portions, e.g. preserving cans or tins
- B65D2517/50—Non-integral frangible members applied to, or inserted in, a preformed opening
- B65D2517/5002—Details of flexible tape or foil-like material
- B65D2517/5013—Details of flexible tape or foil-like material the tape covering almost the whole of the container end panel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2517/00—Containers specially constructed to be opened by cutting, piercing or tearing of wall portions, e.g. preserving cans or tins
- B65D2517/50—Non-integral frangible members applied to, or inserted in, a preformed opening
- B65D2517/5002—Details of flexible tape or foil-like material
- B65D2517/5024—Material
- B65D2517/5027—Single layer
- B65D2517/5029—Single layer and connected to container by local areas of adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2517/00—Containers specially constructed to be opened by cutting, piercing or tearing of wall portions, e.g. preserving cans or tins
- B65D2517/50—Non-integral frangible members applied to, or inserted in, a preformed opening
- B65D2517/504—Details of preformed openings
- B65D2517/5043—Details of preformed openings provided with a flange
- B65D2517/5051—Up-turned flange, i.e. extending away from container
- B65D2517/5054—Up-turned flange, i.e. extending away from container rolled or folded back, e.g. to avoid sharp edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2517/00—Containers specially constructed to be opened by cutting, piercing or tearing of wall portions, e.g. preserving cans or tins
- B65D2517/50—Non-integral frangible members applied to, or inserted in, a preformed opening
- B65D2517/5072—Details of hand grip, tear- or lift-tab
- B65D2517/5083—Details of hand grip, tear- or lift-tab with means facilitating initial lifting of tape, e.g. lift or pull-tabs
Definitions
- This invention relates to closures for cans or like containers, and more particularly to closures of a kind comprising a ring portion adapted for attachment to a container body and having a diaphragm sealingly fixed to the ring to complete the closure.
- British Patent No. 1274542 (Sandherr) describes containers having closures comprising a ring and a diaphragm adhered to the ring by an adhesive that permits peeling of the diaphragm from the ring to give access to the contents of the container.
- Sandherr provides a ring having a peripheral portion adapted for attachment to a container body, an annular plug portion extending from the peripheral portion to enter the container body, a flat annulus extending radially inwards from the plug portion and a frustoconical annulus depending from the interior of the flat annulus to terminate at the container body.
- the diaphragm is peripherally adhered to the flat annulus and spans the ring to serve as a closure removable by a peeling action. Whilst the frustoconical annulus serves to guide powder products out of the container, its terminal edge is inside the container and therefore at risk of corrosion by any aggressive substance packed in the container.
- Sandherr describes a ring having a peripheral portion, an annular plug, portion depending from the peripheral portion, a frustoconical annulus extending upwardly and inwardly from the annular plug portion and a flat annulus extending radially outwards from the frustoconical annulus.
- the diaphragm is adhered to the flat annulus, the free edge of which is at risk of atmospheric corrosion.
- British Patent No. 2022474B describes a process for making peripheral rings for the end of cans. These rings are cut from a lacquered sheet and formed with an inwardly extending portion whose inner part is turned back on itself away from the interior of the can to form an annular level flange overlying the outer part of the inwardly extending portion. A diaphragm with a tearback tab is bonded to this flange. In this case too, the cut edge of the ring is open to the atmosphere and thus at risk from atmospheric corrosion.
- EPA-A-090957 describes a closure in which the cut edge is folded back against a step in an annular portion of the ring.
- the folded back portion provides a bonding zone for the diaphragm, in addition to the bonding zone provided by the annular portion. The cut edge is thus sealed from the atmosphere.
- a method of manufacturing a supporting ring comprising:- supporting sheet metal on ah outer support of a lower die, said outer support providing a cutting edge; bringing a cooperating cutting edge into contact with the sheet metal to cut a blank from the metal and to hold the cut edge of the blank; punching a central aperture in the blank while urging the periphery of the blank into contact with stamping surfaces of the lower die thereby to commence formation of a stepped annular ledge terminating in an annular trough and an upstanding annular wall; and on completion of said formation, folding the upstanding annular wall so as to cause the free edge thereof to overlie the inner part of the stepped annular ledge.
- This method which involves the step of punching a central aperture while commencing formation of the periphery of the blank, enables a ring to be made in a simple procedure requiring only two forming operations.
- the central aperture is punched after wholly or partially forming the periphery of the blank
- the central aperture is punched while the periphery is being formed which provides the central upstanding wall without the need for further steps.
- metal can be drawn not only from the outer cut edge of the blank but also from the central cut edge. This reduces wastage of metal from the sheet from which the blank is cut.
- a method of manufacturing a closure comprises the additional step of bonding a diaphragm to the ring at concentric bonding zones presented by the outer part of the stepped annular ledge and the portion of the upstanding annular wall which has been folded to overlie the inner part of the stepped annular ledge.
- the diaphragm has a pull lug extending from its periphery and the bond at the bonding zones between the diaphragm and the ring permits removal of the diaphragm by a peeling action.
- the diaphragm may be bonded to the ring by adhesive.
- the diaphragm may be cut from a laminate of common metal and a polymeric film bonded by application of heat and pressure to the diaphragm to seal the diaphragm to the ring at the bonding zone.
- the ring may be stamped from a laminate of common metal and a polymeric film, or prelacquered common metal, and the diaphragm is bonded to said film or lacquered surfaces at the bonding zones.
- the diaphragm is cut from a laminate of aluminium and a polymeric film that will adhere to a receptive surface coating on a ring stamped from precoated tinplate or electrochrome coated steel (called TFS).
- the invention provides in another aspect apparatus for manufacturing a supporting ring for a container closure the apparatus comprising circular upper and lower dies having two sets of cooperating cutting edges, the sets being spaced apart radially so as to cut an annular blank from sheet metal supported by the lower die, and between said sets of cutting edges a set of cooperating stamping surfaces for stamping the annular blank to form a stepped annular ledge terminating in an upstanding annular wall and the lower die having a draw portion over which can be drawn the annular blank to form a peripheral formation.
- the invention also provides a closure for a can or like container comprising a ring for attachment to a container body, the ring comprising a peripheral formation adapted for engagement with a container body, and an annular flange portion extending radially inwardly from the peripheral formation to support a diaphragm bonded to the ring, wherein the annular flange portion comprises a level annular region and an annular curl extending inwardly from the level annular region and turned back on itself to define the opening of the ring and to overlie the level annular region and to present a bonding zone for the disphragm, the said level annular region being spaced radially from the peripheral formation by a second, outer annular region which is axially spaced from the inner annular region by a step portion so as to present an outer bonding zone for the diaphragm concentric with the first-mentioned, inner, bonding zone.
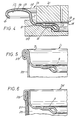
- a closure 1 comprises a ring 2 and a diaphragm 3 secured to the ring 2.
- the ring 2 is stamped from a common sheet metal such as tin plate or electrochrome coated steel (called TFS in the trade), typically of about 0.26mm thickness, or aluminium alloy sheet.
- TFS electrochrome coated steel
- the ring surfaces to which the diaphragm is adhered are coated with a protective coating such as an epoxy phenolic lacquer or other polymeric film.
- the diaphragm 3 has been cut from a thin sheet material such as an aluminium foil or laminate of aluminium foil/polymeric film or a laminate of polymeric films having suitable barrier properties.
- a printed paper layer may be included in the laminates to permit presentation of useful indicia.
- the rings may be made from prelacquered sheet metal or a laminate of sheet metal and a polymeric film. Particularly suitable laminates are those manufactured by CMB Foodcan plc under the Trade Mark METPOLAM.
- Figure 2 serves to show that the diaphragm 3 spans the ring 2 to which it is peripherally attached.
- the diaphragm has a pull tab 4 joining the periphery of the diaphragm at a fold line 4a.
- the pull tab is used to apply a peeling mode of force to remove the diaphragm 3 from the ring 2.
- FIG. 3 shows the ring 2 and its connection with the diaphragm 3 in more detail.
- the ring 2 comprises a peripheral formation adapted for engagement with a container body and including a flange 6, sometimes called a "cover hook", adapted for double seaming to a can body, an annular wall 7 depending from the inner periphery of the peripheral flange 6, and an annular flange portion extending radially inwards from the wall 7 to support the diaphragm 3.
- the annular flange portion comprises a first flat annulus 8 extending inwards from the chuck wall 7 and providing an outer annular region, a second flat annulus 9 surrounded by the first flat annulus 8 to provide an inner annular region and offset from said first flat annulus 8 by a step portion 10, and an annular curl 11 extending inwardly from the inner periphery of the second flat annulus 9 to turn back on itself to define the mouth of the ring and thereafter terminating as a third flat annulus 12 which lies over the second flat annulus 9.
- the diaphragm 3 is sealingly bonded by adhesive at an outer bond zone 5A to the upper surface of the first annulus 8 and by adhesive at an inner bond zone 5B to the upper surface of the third annulus 12 so that the free edge 112 of the third annulus 12 is totally enclosed from atmospheric or product attack.
- step portion 10 holds the second annulus 12 at a distance, measured at the central axis of the ring, of about one metal thickness so that the top surfaces of the first annulus 8 and third annulus 12 are substantially flush. Therefore, no bending of the diaphragm material is required to achieve a seal with both annulii.
- Various adhesives may be used at the bond zones 5A and 5B.
- a maleic anhydride modified polypropylene adhesive may be used.
- an adhesive such as polymers of acrylic resin could be used.
- the outer bond zone 5A is typically 1mm wide and the inner bond zone 5B is typically 2mm wide but these dimensions are not critical relative to each other.
- Figure 4 shows a second embodiment of the closure 13 in which a ring 14 has been stamped from a laminate of common sheet metal and a polymeric film on both major surfaces of the sheet metal.
- a laminate comprising an outer layer 15 of polypropylene a middle layer 16 of electrochrome coated steel and an inner layer 17 of polypropylene may be used.
- the diaphragm 3 could then be made of a laminate of polypropylene 18 and aluminium foil 19 which may be decorated or printed on the outside.
- Heat sealing of the layer 18 of the diaphragm and to the layer 15 of the ring is achieved by supporting the ring in a lower tool 20 and applying a heated tool 21 to the top surface of the diaphragm.
- the metal of the flat annulii 8, 9 and 12 is firmly supported to prevent any distortion of the diaphragm material.
- Alternative laminates include for example metal sheet and a film of polybutylene or polyethylene terephthalate.
- Figure 5 shows the closure 1 of Figures 1, 2 and 3 after attachment to a can body 22 by means of a double seam 23.
- the second embodiment of the closure, denoted 13 in Figure 4 can also be attached to a can body in like manner.
- the closure may be modified by provision of a modified peripheral flange to permit attachment to a container body 25, having a fibrous wall 27 made of spirally wound paperboard.
- Figure 6 shows such a modified closure 24 having a peripheral flange 26 crimped onto the fibrous wall 27.
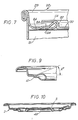
- closures comprising a ring closed by a lever plug lid spanned by a diaphragm inside the container - usually held in place by the double seam.
- another embodiment of the invention provides, as shown in Figure 7, a closure 28 having a ring 29, a diaphragm 30 inside the container 31, and a plug lid 32 to serve as a useful reclosure after the diaphragm 30 has been cut open.
- the ring comprises a first flat annulus 8A, a second flat annulus 9A which is held outwardly offset from the first flat annulus 8A, and a third flat annulus 12A produced by an annular curl 11A as described above.
- the first annulus 8A is offset from the second annulus 9A so that the third flat annulus 12A and first flat annulus present flush surfaces to the diaphragm 30 for adhesion or fusion as discussed above.
- This embodiment differs from those described above in that the annular curl 11A is upstanding above the diaphragm 30 which is then secured to the underside of the annuli 8A, 12A.
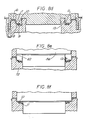
- Figure 8a shows a tool set 40 comprising upper and lower dies 42, 44 for manufacturing a ring as described above.
- the upper die 42 comprises a component providing an annular cutting punch 60, a stamping punch 64 and a central cutting punch 66.
- a holding ring 62 is moveable relative to this component and is located between the cutting punch 60 and stamping punch 64.
- the lower die 44 comprises an outer cutting ring 68, an annular trough 70, a draw die 72, a stamping die 74 and an inner cutting ring 76.
- the tool also comprises a spring loaded support 61 against which bears the cutting punch 60.
- Figure 8a shows the first tool set 40 comprising upper and lower dies 42, 44.
- the lower die supports on its outer and inner cutting rings 68, 76 a metal sheet 46 which is to form the ring of the closure.
- the annular cutting punch 60 bears against the spring loaded support member 61 and cooperates with the outer cutting ring 68 to cut the outer edge of the blank which is to form the ring.
- the cut edge is held between the punch 60 and the support member 61 and is drawn over the draw die 72 to form the peripheral flange 6.
- the stamping punch 64 has an inner annular portion 65 which bears against the metal sheet 46 as the inner cutting ring 76 cooperates with the central punch 66 to cut an annular blank from the metal sheet ( Figure 8b). In this way, formation of the blank periphery commences.
- the central part 48 is discarded.
- the upper die 42 is lowered further as shown in Figure 8c so that the sheet metal is in contact with salient surfaces of the stamping punch 64 and stamping die 74.
- the annular cutting punch 60 and stamping punch 66 are lowered still further so that the stamping punch forms with the stamping die 74 by stamping from the annular blank a component having a peripheral channel (which will form the peripheral flange 6 of the ring), an annular wall 7 depending from the peripheral flange 6, a stepped annular ledge providing the first and second annuli 8, 9 and the step portion 10 and a trough portion 11 which supports an upstanding central annular wall 12.
- Peripheral restraint arises at the bend radii of the peripheral face of the draw die 72 and of the cutting ring 76 which cuts the blank.
- the blank is cut prior to any shape forming steps.
- the holding ring 62 is then sprung downwardly to release the shaped annular blank from the upper tool 42.
- the shaped annular blank is then transferred to a second tool set as shown in Figure 8e.
- the lower tool takes the same form as the lower tool of the first tool set but the upper tool comprises a central punch 56 and a holding ring 62.
- the peripheral flange portion 6 is held between the holding ring 62 and the draw die 72.
- a central punch 56 enters the annular wall 12 to fold that wall to form an outwardly directed curl 11 of which the raw edge terminates at the step portion 10.
- a diaphragm is bonded to the annular blank by heat sealing.
- Figure 9 illustrates how the curl 11 may terminate in a portion at a slight angle A to the surface of the step portion 10.
- the material for the diaphragm is chosen to tolerate stretch to drape over the angled portion of the curl.
- Figure 10 shows how the diaphragm 3 may be reinforced against abuse by bonding thereto the central part 48 cut during manufacture of the ring 2 with its periphery having been curled.
- the curl is continuous, thus minimising the strain within the metal as it is formed.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Closures For Containers (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT90307427T ATE100405T1 (de) | 1989-07-10 | 1990-07-06 | Verfahren und vorrichtung zur herstellung eines ringes fuer einen behaelterverschluss. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB8915787A GB2237259B (en) | 1989-07-10 | 1989-07-10 | Container closure |
| GB8915787 | 1989-07-10 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0408268A2 true EP0408268A2 (fr) | 1991-01-16 |
| EP0408268A3 EP0408268A3 (en) | 1991-03-20 |
| EP0408268B1 EP0408268B1 (fr) | 1994-01-19 |
Family
ID=10659815
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90307427A Revoked EP0408268B1 (fr) | 1989-07-10 | 1990-07-06 | Procédé et appareil pour la fabrication d'un anneau d'une fermeture pour un récipient |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP0408268B1 (fr) |
| AP (1) | AP168A (fr) |
| AT (1) | ATE100405T1 (fr) |
| DE (1) | DE69006124T2 (fr) |
| GB (1) | GB2237259B (fr) |
| ZA (1) | ZA905378B (fr) |
Cited By (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4106110A1 (de) * | 1990-05-23 | 1991-11-28 | Zuechner Blechwaren | Metallverpackung mit siegelbarem profilrand |
| FR2673911A1 (fr) * | 1991-03-12 | 1992-09-18 | Cmb Packaging Sa | Emballage avec opercule. |
| AU650788B2 (en) * | 1992-09-29 | 1994-06-30 | Tenryu Chemical Industry Co., Ltd. | Lid device for wide-mouthed container and method for making the same |
| AU652665B2 (en) * | 1991-10-02 | 1994-09-01 | Hokkai Can Co. Ltd. | Openable container lid |
| EP0683110A1 (fr) * | 1994-05-21 | 1995-11-22 | CarnaudMetalbox plc | Ensemble récipient-fermeture |
| WO1997004896A1 (fr) * | 1995-07-26 | 1997-02-13 | Vaw Aluminium Ag | Procede de fabrication de recipients pour conserves |
| EP0775074A4 (fr) * | 1994-08-24 | 1997-12-29 | Polystar Packaging Inc | Recipient et boite a jonction pliee vers l'interieur |
| WO1997049510A1 (fr) * | 1996-06-24 | 1997-12-31 | Impress Metal Packaging Gmbh & Co. Ohg | Realisation de bords annulaires de couvercles sans production de dechets ronds |
| WO1998045067A1 (fr) * | 1997-04-10 | 1998-10-15 | Alcan Rorschach Ag | Procede de fabrication d'un anneau de fermeture et anneau ainsi fabrique |
| WO2001007330A1 (fr) * | 1999-07-22 | 2001-02-01 | Alcan Rorschach Ag | Bague de fermeture comportant une membrane de fermeture, et son procede de production |
| WO2002079041A1 (fr) * | 2001-03-29 | 2002-10-10 | Industrias Alimentarias De Navarra, S.A. | Fermeture pour boîtes, notamment des boîtes de conserve |
| EP1419972A3 (fr) * | 2002-11-12 | 2004-07-07 | Sonoco Development, Inc. | Fermeture à ouverture facile pour un conteneur stérilisable |
| DE10338445A1 (de) * | 2003-08-19 | 2005-03-31 | Impress Group B.V. | Deckelring mit geneigtem Flachsteg |
| ES2237325A1 (es) * | 2001-03-29 | 2005-07-16 | Industrias Alimentarias De Navarra, S.A. | Cierre para latas, en especial de conserva. |
| WO2006053457A3 (fr) * | 2004-11-19 | 2006-08-10 | Elpatronic Ag | Machine a sceller |
| EP1747826A1 (fr) * | 2005-07-27 | 2007-01-31 | Alcan Technology & Management Ltd. | Collerette pour un couvercle de boîte et procédé de fabrication de ladite collerette |
| EP1878666A1 (fr) * | 2006-07-13 | 2008-01-16 | Impress Metal Packaging SA | Couvercle de récipient avec membrane pelable. |
| EP2184237A1 (fr) * | 2008-11-10 | 2010-05-12 | Crown Packaging Technology, Inc | Fermeture pour conteneur et méthode pour sa fabrication |
| WO2010094780A1 (fr) * | 2009-02-20 | 2010-08-26 | Crown Packaging Technology, Inc. | Panneau d'extrémité métallique muni d'un orifice |
| CH705595A1 (de) * | 2011-10-05 | 2013-04-15 | Soudronic Ag | Verfahren und Vorrichtung zur Herstellung von Aufreissdeckeln. |
| US20150158655A1 (en) * | 2013-12-10 | 2015-06-11 | P.T. Toba Surimi Industries | Packaged Crabmeat Product |
| EP1802462B2 (fr) † | 2004-10-19 | 2018-05-30 | Amcor Flexibles Sélestat SAS | Film d emballage multicouche metalloplastique |
| WO2019077004A1 (fr) * | 2017-10-20 | 2019-04-25 | Ardagh Mp Group Netherlands B.V. | Couvercle pour boîte de conserve métallique, comprenant un anneau métallique et membrane pelable thermoscellée |
| CN110900675A (zh) * | 2019-12-20 | 2020-03-24 | 昆山派胜智能科技有限公司 | 一种铝箔裁切装置及方法 |
| US20200346831A1 (en) * | 2017-12-07 | 2020-11-05 | Nippon Steel Corporation | Heat sealed lid and can |
| US20220033136A1 (en) * | 2019-02-07 | 2022-02-03 | Nippon Steel Corporation | Can lid made of resin laminate steel sheet for resin-metal composite container, can bottom made of resin laminate steel sheet for resin-metal composite container, and resin-metal composite container |
| CN116238801A (zh) * | 2023-01-13 | 2023-06-09 | 常州宝农新材料科技有限公司 | 一种易撕垫片 |
| CN116586530A (zh) * | 2023-07-11 | 2023-08-15 | 廊坊军兴溢美包装制品有限公司 | 一种易撕盖制作方法 |
| CN116969030A (zh) * | 2023-07-27 | 2023-10-31 | 东莞市新唛标签制品有限公司 | 一种易拉封口结构及其生产方法 |
| TWI873229B (zh) * | 2019-11-22 | 2025-02-21 | 瑞士商蘇德羅尼克股份有限公司 | 用於製造易開蓋的方法及裝置 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5752614A (en) * | 1996-11-19 | 1998-05-19 | Sonoco Products Company | Easy-opening closure for hermetic sealing a retortable container |
| EP1858767B1 (fr) * | 2005-03-17 | 2018-05-02 | Soudronic AG | Couvercle a ouverture facile et son procede de production |
| DE102006005058A1 (de) | 2006-02-03 | 2007-08-16 | IMPRESS Metal Packaging S.A., Crosmières | Expansionsfähiger Deckel für eine Nahrungsmittel-Dose |
| EP2248731A1 (fr) | 2009-05-07 | 2010-11-10 | Crown Packaging Technology, Inc | Conteneur avec couvercle serti |
| CN107253560A (zh) * | 2017-04-28 | 2017-10-17 | 浙江青莲食品股份有限公司 | 食品罐盖体及食品罐 |
| CN111301853B (zh) * | 2020-04-09 | 2021-12-24 | 广东中瑞制罐有限公司 | 用于倒出颗粒物料的盖体、包装物和颗粒物料容器 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2821326A (en) * | 1955-05-12 | 1958-01-28 | Fried Louis | Receptacles and opening means therefor |
| DE1145949B (de) * | 1957-03-28 | 1963-03-21 | Louis Fried | Behaelter, insbesondere Dose fuer Getraenke, und Verfahren zu seiner Herstellung |
| CH475136A (de) * | 1968-07-11 | 1969-07-15 | Albis Pack Ag | Dose mit einer abtrennbaren Verschlussmembrane |
| US3547305A (en) * | 1968-11-15 | 1970-12-15 | Continental Can Co | Easy opening container |
| US3868919A (en) * | 1973-12-06 | 1975-03-04 | Aluminum Co Of America | Method and apparatus for forming easy opening container walls |
| GB1536543A (en) * | 1975-01-13 | 1978-12-20 | Metal Box Co Ltd | Containers |
| CH629983A5 (de) * | 1978-06-06 | 1982-05-28 | Alusuisse | Verfahren zur herstellung von deckelringen fuer konservendosen. |
| CH654542A5 (de) * | 1982-04-05 | 1986-02-28 | Sandherr Packungen Ag | Verschlussdeckel fuer sterilisierbare dosen. |
| US4547305A (en) * | 1982-07-22 | 1985-10-15 | Lever Brothers Company | Low temperature bleaching detergent compositions comprising peracids and persalt activator |
| SE453822B (sv) * | 1985-08-16 | 1988-03-07 | Plm Ab | Behallare med tva lock |
-
1989
- 1989-07-10 GB GB8915787A patent/GB2237259B/en not_active Expired - Fee Related
-
1990
- 1990-07-06 AT AT90307427T patent/ATE100405T1/de not_active IP Right Cessation
- 1990-07-06 DE DE69006124T patent/DE69006124T2/de not_active Revoked
- 1990-07-06 EP EP90307427A patent/EP0408268B1/fr not_active Revoked
- 1990-07-09 AP APAP/P/1990/000191A patent/AP168A/en active
- 1990-07-09 ZA ZA905378A patent/ZA905378B/xx unknown
Cited By (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4106110A1 (de) * | 1990-05-23 | 1991-11-28 | Zuechner Blechwaren | Metallverpackung mit siegelbarem profilrand |
| FR2673911A1 (fr) * | 1991-03-12 | 1992-09-18 | Cmb Packaging Sa | Emballage avec opercule. |
| AU652665B2 (en) * | 1991-10-02 | 1994-09-01 | Hokkai Can Co. Ltd. | Openable container lid |
| AU650788B2 (en) * | 1992-09-29 | 1994-06-30 | Tenryu Chemical Industry Co., Ltd. | Lid device for wide-mouthed container and method for making the same |
| EP0683110A1 (fr) * | 1994-05-21 | 1995-11-22 | CarnaudMetalbox plc | Ensemble récipient-fermeture |
| US5725120A (en) * | 1994-05-21 | 1998-03-10 | Carnaudmetalbox (Holdings) Usa, Inc. | Containers |
| EP0775074A4 (fr) * | 1994-08-24 | 1997-12-29 | Polystar Packaging Inc | Recipient et boite a jonction pliee vers l'interieur |
| WO1997004896A1 (fr) * | 1995-07-26 | 1997-02-13 | Vaw Aluminium Ag | Procede de fabrication de recipients pour conserves |
| WO1997049510A1 (fr) * | 1996-06-24 | 1997-12-31 | Impress Metal Packaging Gmbh & Co. Ohg | Realisation de bords annulaires de couvercles sans production de dechets ronds |
| EP1029613A1 (fr) * | 1996-06-24 | 2000-08-23 | Impress GmbH & Co. oHG | Fabrication de collerettes a partir d'ebauches sans perte de materiel |
| WO1998045067A1 (fr) * | 1997-04-10 | 1998-10-15 | Alcan Rorschach Ag | Procede de fabrication d'un anneau de fermeture et anneau ainsi fabrique |
| WO2001007330A1 (fr) * | 1999-07-22 | 2001-02-01 | Alcan Rorschach Ag | Bague de fermeture comportant une membrane de fermeture, et son procede de production |
| WO2002079041A1 (fr) * | 2001-03-29 | 2002-10-10 | Industrias Alimentarias De Navarra, S.A. | Fermeture pour boîtes, notamment des boîtes de conserve |
| ES2237325A1 (es) * | 2001-03-29 | 2005-07-16 | Industrias Alimentarias De Navarra, S.A. | Cierre para latas, en especial de conserva. |
| ES2237325B1 (es) * | 2001-03-29 | 2006-06-01 | Industrias Alimentarias De Navarra, S.A. | Cierre para latas, en especial de conserva. |
| EP1419972A3 (fr) * | 2002-11-12 | 2004-07-07 | Sonoco Development, Inc. | Fermeture à ouverture facile pour un conteneur stérilisable |
| US7055713B2 (en) | 2002-11-12 | 2006-06-06 | Sonoco Development, Inc. | Easy-opening closure for retortable container |
| DE10338445A1 (de) * | 2003-08-19 | 2005-03-31 | Impress Group B.V. | Deckelring mit geneigtem Flachsteg |
| DE10338445B4 (de) * | 2003-08-19 | 2007-02-08 | IMPRESS Metal Packaging S.A., Crosmières | Deckelring mit geneigtem Flachsteg |
| EP2332849A1 (fr) | 2003-08-19 | 2011-06-15 | Impress Metal Packaging S.A. | Bague de couvercle comprenant une partie jointive plate inclinée et procédé de fabrication |
| EP1802462B2 (fr) † | 2004-10-19 | 2018-05-30 | Amcor Flexibles Sélestat SAS | Film d emballage multicouche metalloplastique |
| WO2006053457A3 (fr) * | 2004-11-19 | 2006-08-10 | Elpatronic Ag | Machine a sceller |
| EP1747826A1 (fr) * | 2005-07-27 | 2007-01-31 | Alcan Technology & Management Ltd. | Collerette pour un couvercle de boîte et procédé de fabrication de ladite collerette |
| EP1878666A1 (fr) * | 2006-07-13 | 2008-01-16 | Impress Metal Packaging SA | Couvercle de récipient avec membrane pelable. |
| EP2184237A1 (fr) * | 2008-11-10 | 2010-05-12 | Crown Packaging Technology, Inc | Fermeture pour conteneur et méthode pour sa fabrication |
| WO2010052249A3 (fr) * | 2008-11-10 | 2010-09-23 | Crown Packaging Technology, Inc. | Atténuation de la corrosion galvanique |
| US8807374B2 (en) | 2008-11-10 | 2014-08-19 | Crown Packaging Technology, Inc. | Bimetallic corrosion mitigation |
| WO2010094780A1 (fr) * | 2009-02-20 | 2010-08-26 | Crown Packaging Technology, Inc. | Panneau d'extrémité métallique muni d'un orifice |
| CH705595A1 (de) * | 2011-10-05 | 2013-04-15 | Soudronic Ag | Verfahren und Vorrichtung zur Herstellung von Aufreissdeckeln. |
| US20150158655A1 (en) * | 2013-12-10 | 2015-06-11 | P.T. Toba Surimi Industries | Packaged Crabmeat Product |
| JP2020537615A (ja) * | 2017-10-20 | 2020-12-24 | トリビウム パッケイジング グループ ネザーランズ べー.ヴィー | 金属リングと剥離可能なヒートシールされた膜とを備える、金属缶のための蓋 |
| KR20200100616A (ko) * | 2017-10-20 | 2020-08-26 | 트리비엄 패키징 그룹 네덜란드 비.브이. | 금속 링 및 박리성 가열-밀봉 멤브레인을 포함하는 금속 캔용 뚜껑 |
| WO2019077004A1 (fr) * | 2017-10-20 | 2019-04-25 | Ardagh Mp Group Netherlands B.V. | Couvercle pour boîte de conserve métallique, comprenant un anneau métallique et membrane pelable thermoscellée |
| US11478839B2 (en) | 2017-10-20 | 2022-10-25 | Trivium Packaging Group Netherlands B.V. | Lid for a metal can, comprising a metal ring and a peelable, heat-sealed membrane |
| FR3072660A1 (fr) * | 2017-10-20 | 2019-04-26 | Ardagh Mp Group Netherlands B.V. | Couvercle pour boite de conserve metallique, comprenant un anneau metallique et membrane pelable thermoscellee |
| US20200346831A1 (en) * | 2017-12-07 | 2020-11-05 | Nippon Steel Corporation | Heat sealed lid and can |
| EP3722226A4 (fr) * | 2017-12-07 | 2021-08-11 | Nippon Steel Corporation | Couvercle et boîte de thermoscellage |
| US11697539B2 (en) * | 2017-12-07 | 2023-07-11 | Nippon Steel Corporation | Heat sealed lid and can |
| US12030702B2 (en) * | 2019-02-07 | 2024-07-09 | Nippon Steel Corporation | Can lid made of resin laminate steel sheet for resin-metal composite container, can bottom made of resin laminate steel sheet for resin-metal composite container, and resin-metal composite container |
| US20220033136A1 (en) * | 2019-02-07 | 2022-02-03 | Nippon Steel Corporation | Can lid made of resin laminate steel sheet for resin-metal composite container, can bottom made of resin laminate steel sheet for resin-metal composite container, and resin-metal composite container |
| TWI873229B (zh) * | 2019-11-22 | 2025-02-21 | 瑞士商蘇德羅尼克股份有限公司 | 用於製造易開蓋的方法及裝置 |
| CN110900675A (zh) * | 2019-12-20 | 2020-03-24 | 昆山派胜智能科技有限公司 | 一种铝箔裁切装置及方法 |
| CN110900675B (zh) * | 2019-12-20 | 2023-06-20 | 昆山派胜智能科技有限公司 | 一种铝箔裁切装置及方法 |
| CN116238801A (zh) * | 2023-01-13 | 2023-06-09 | 常州宝农新材料科技有限公司 | 一种易撕垫片 |
| CN116586530A (zh) * | 2023-07-11 | 2023-08-15 | 廊坊军兴溢美包装制品有限公司 | 一种易撕盖制作方法 |
| CN116969030A (zh) * | 2023-07-27 | 2023-10-31 | 东莞市新唛标签制品有限公司 | 一种易拉封口结构及其生产方法 |
| CN116969030B (zh) * | 2023-07-27 | 2026-01-16 | 东莞市新唛标签制品有限公司 | 一种易拉封口结构及其生产方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0408268B1 (fr) | 1994-01-19 |
| DE69006124T2 (de) | 1994-05-26 |
| ATE100405T1 (de) | 1994-02-15 |
| ZA905378B (en) | 1991-04-24 |
| EP0408268A3 (en) | 1991-03-20 |
| GB2237259B (en) | 1993-12-08 |
| GB8915787D0 (en) | 1989-08-31 |
| AP168A (en) | 1992-01-23 |
| DE69006124D1 (de) | 1994-03-03 |
| AP9000191A0 (en) | 1990-07-31 |
| GB2237259A (en) | 1991-05-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0408268B1 (fr) | Procédé et appareil pour la fabrication d'un anneau d'une fermeture pour un récipient | |
| EP1855822B1 (fr) | Boite d'emballage | |
| US5566529A (en) | Process for manufacturing a tubular package, and package obtained by the implementation of the process | |
| EP0683110B1 (fr) | Ensemble récipient-fermeture | |
| US5049019A (en) | Methods of making containers | |
| GB2072131A (en) | Metal cans with membrane closures | |
| EP2427384B1 (fr) | Réceptacle à fermeture sertie, procédé et appareil de fabrication | |
| US8413834B2 (en) | Container with a tear-off lid and method for its production | |
| US5131556A (en) | Easy-open lid | |
| US20090032535A1 (en) | Container | |
| US4915254A (en) | Closure unit made of sheet metal or plating, method of manufacturing such a closure unit and container having a closure unit obtained thereby | |
| EP0775074B9 (fr) | Recipient et boite a jonction pliee vers l'interieur | |
| EP0001690B1 (fr) | Récipients | |
| US3977340A (en) | Diaphragm closed cans | |
| WO1996007593A1 (fr) | Recipients a ouverture facile | |
| JPH03187843A (ja) | 金属蓋付容器 | |
| JPH0329664B2 (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19900713 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19920824 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: CARNAUDMETALBOX PLC |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19940119 Ref country code: AT Effective date: 19940119 Ref country code: LI Effective date: 19940119 Ref country code: CH Effective date: 19940119 Ref country code: DK Effective date: 19940119 Ref country code: NL Effective date: 19940119 Ref country code: SE Effective date: 19940119 Ref country code: BE Effective date: 19940119 |
|
| REF | Corresponds to: |
Ref document number: 100405 Country of ref document: AT Date of ref document: 19940215 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 69006124 Country of ref document: DE Date of ref document: 19940303 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19940420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19940422 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19940731 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: SCHMALBACH - LUBECA AG Effective date: 19941019 |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAE | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOS REFNO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19980611 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19980629 Year of fee payment: 9 |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| 27W | Patent revoked |
Effective date: 19980709 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |