EP0418529B1 - Vorrichtung für den dreiseitigen Beschnitt von Druckexemplaren - Google Patents
Vorrichtung für den dreiseitigen Beschnitt von Druckexemplaren Download PDFInfo
- Publication number
- EP0418529B1 EP0418529B1 EP19900115036 EP90115036A EP0418529B1 EP 0418529 B1 EP0418529 B1 EP 0418529B1 EP 19900115036 EP19900115036 EP 19900115036 EP 90115036 A EP90115036 A EP 90115036A EP 0418529 B1 EP0418529 B1 EP 0418529B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cutting
- printed copies
- cutting device
- trimmed
- printed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D11/00—Combinations of several similar cutting apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
- B26D7/0675—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form specially adapted for piles of sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D2007/0012—Details, accessories or auxiliary or special operations not otherwise provided for
- B26D2007/0081—Cutting on three sides, e.g. trilateral trimming
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S83/00—Cutting
- Y10S83/929—Particular nature of work or product
- Y10S83/934—Book, being made, e.g. trimming a signature
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/202—With product handling means
- Y10T83/2066—By fluid current
- Y10T83/207—By suction means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/647—With means to convey work relative to tool station
- Y10T83/6476—Including means to move work from one tool station to another
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/748—With work immobilizer
- Y10T83/7487—Means to clamp work
- Y10T83/7493—Combined with, peculiarly related to, other element
- Y10T83/7507—Guide for traveling cutter
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/748—With work immobilizer
- Y10T83/7487—Means to clamp work
- Y10T83/7547—Liquid pressure actuating means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/869—Means to drive or to guide tool
- Y10T83/8775—With tool tensioning means
Definitions
- the invention relates to a device for the three-sided trimming of, in particular, folded printed copies by means of first and second cutting elements, a transport means being present which transports the printed copies from the first to the second cutting elements.
- a three-knife cutting machine is known with which a three-sided trimming of books, brochures or magazines can be carried out.
- the specimens to be trimmed are fed to the interface via an upstream feed device which has a tongs station as a holder.
- the products which are fed one after the other and are to be trimmed are then again held in holders or in pliers stations during the trimming. Due to the cutting mechanisms used in the device, the required rotation of the specimens and the serial mode of operation, the working speed of this known three-knife cutting machine is relatively slow.
- a device for three-sided trimming of books in which initially two knives arranged parallel to one another cut two pages of a lying book. The book is then turned 90 ° and one of the two knives cuts the book again on a third page perpendicular to the first two pages.
- this device therefore, only a single book or printed copy can be processed, a rotational movement of the frame on which the book is located also being necessary between the two cutting processes.
- a generic device for cutting printed copies is known from US 3,732,766. There, too, only a single printed copy is fed to a first cutting knife, and after the first cut is transported via transport means to second cutting knives, which are arranged at right angles to the first cutting knife and trim the printed copy on two opposite sides.
- This device also has the disadvantage that only a single printed copy can be processed at a time.
- the object of the present invention is to provide a device for trilateral trimming of preferably folded printed copies, with which a large number of products, which may also have a different thickness, can be trimmed simultaneously in one operation.
- the devices according to the invention have the advantage that very little space is required for the large number of printed copies because their surfaces are arranged next to one another.
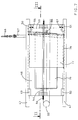
- the device for three-sided trimming according to the invention is preferably the print copies 2 to be trimmed simultaneously from a storage cassette 1, i.e. fed in parallel, as shown in FIGS. 1 and 2.
- the printed copies 2 are taken from a zigzag-shaped storage structure 3 by means of rotating drives.
- Such storage structures and the removal of products from them are described in detail, for example, in DE-OS 36 21 832, so that there is no need to go into them here.
- DE-OS 36 44 423 describes the discharge in detail, i.e. the expedient simultaneous removal of the print copies 2 to be trimmed from the storage structures 3 so that they can be inserted into the device according to the application.
- the printed copies 2 are individually captured by a transport device, which is described in detail below with reference to FIGS. 3 to 5.
- a carrier 5 with holders 6 and 7 can be seen, which are fastened to guides 8.
- Shafts 9 are supported in the carrier 5 and carry spur gears 10.
- the drive takes place from a chain 11 via a sprocket 12 with the aid of deflection pieces 13, the returning strand being supported by a guide 14.
- FIG. 5 which shows a top view of the transport device, the spur gears 10 mesh with each other in opposite directions and transmit a torque via shafts 9, elastic couplings 15 and shafts 16 to toothed belt wheels 17 which are mounted in carriers 18.
- Lower toothed belt wheels 19 only serve to deflect toothed belts 20.
- the toothed belts 20 lie opposite one another in pairs. They are carried over the carrier 18 by brackets 21 and 22, of which a bracket 21 is rigid and a bracket 22 is elastic. These are mounted on rails 23 and 24, which are held by guides 25 on the carrier 5. If the rails 23 and 24 are moved in opposite directions according to the arrows 26 and 27 by a tensioning device (not shown in detail), the toothed belts 20 are each guided in opposite directions to a printed copy 2 to be transported and this is thereby fixed or clamped. For this purpose, the entire transport device is raised with the help of the guides 8 and a drive, not shown here, in the direction of arrow 28, so that the toothed belt 20 occupy the position 20 'and capture the printed copies 2 (Fig. 1). The elastic design of the bracket 22 results in a resilient pressure on the toothed belt 20, which enables the printed copies 2 to be guided securely.
- the printed copies 2 can be reliably moved into the position 2 ', where they are aligned by adjustable stop rails 39 in the directions of arrows 36 and 37 and 38 depending on the sheet size. In this position 2 'of the printed copies 2, these are individually clamped in a method described below and trimmed at the upper edge.
- toothed belts 40 of another transport device similar to that described above and in brought the position 2 ", where they are individually clamped on both sides after alignment by tongues 41 and then trimmed on both sides in one operation, as will be described.
- the printed copies 2 After release by the tongues 41 by moving them over rails 43 in the direction of arrow 42 (FIG. 9), the printed copies 2, which are now trimmed on three sides, reach with the help of the transport belt 40 via guide tongues 44 to a lower-lying stacking device, as shown in FIG older DE-OS 38 11 289 has been described.
- FIGS. 9 to 11 A device for lateral trimming and with the help of FIGS. 9 to 11 the cutting geometry are described in detail with reference to FIGS. 6 to 8.
- FIG. 6 shows a front view of the complete lateral cutting unit, FIG. 7 in a view in the direction I of FIG. 6 and FIG. 8 in a section along the line II-III of FIG. 7 the knife carriage.
- a longitudinal support frame is formed which receives continuous slide rails 47.
- a plate 48 forms, together with sliding shoes 49 to 52, a sled which is pulled back and forth by a chain 54 via a support frame 53 by a drive 55.
- a cutting knife 59 is suspended from this slide 49 to 52 at two joints 56 and 57 and at a joint 58.
- the hinge 58 is supported by a compression spring 60, the force of which acts in the direction of the arrow 61, a pull rod 62 having a stop 63.
- a clamping unit which consists of a fixed part 64 with a counter knife 65, a movable clamping jaw 66, a wedge 67, an articulated rod 68, a pivoting lever 69 and a pneumatic cylinder 70.
- the clamping unit is completely connected to the plates 45 and 46 via the fixed part 64.
- the pneumatic cylinder 70 presses now in each case the wedge 67 in the direction of the arrow 71, the pivot lever 69 in the extreme case the position 69 'and the wedge 67 occupies its lowest position in the direction of the arrow 71.
- the movable clamping jaw 66 is thus pressed completely against the counter knife 65.
- the clamping devices are able to clamp completely different printed copies 2 at the same time, since each clamping unit has its own pneumatic cylinder 70.
- the wedge 67 also presses the clamping jaw 66 securely over its entire length against the printed copy 2, which thereby lies flat on the counter knife 65.
- a printed copy 2 with a maximum number of pages in which a single sheet directly adjacent to it can be securely clamped and cut by the function of a scissor cut, which is explained below with reference to FIGS. 9 to 11, can thus be cut in a clamping unit.
- the cutting knife 59 is movably suspended on the three joints 56, 57 and 58. If it is moved with the carriage in the cutting direction (arrow 72), it slides with its oblique cutting edge 73 first in its lower region onto a curvature 74 of the counter knife 65, whereby it is pressed in the direction of arrow 61 by the compression spring 60. In the position shown in FIG. 9, it has already left the curvature 74, so that it begins to cut the printed copy 2. The cutting of the printed copy 2 is complete when the cutting edge 73 has reached the line 75. Only now can it be realigned again by the curvature 74 of the next counter knife.
- the stop 63 prevents the knife from hanging too deep in the direction of the arrow 61.
- the cutting is also supported by the slight inclination of the knife 59, as shown in FIG. 10. As a result, a component of the cutting force acts in the direction of arrow 61 and supports the spring 60.
- the cutting waste is continuously transferred from a suction fan 76, which is fixedly mounted on the knife carriage Sucked container 77, which is disposed of in the end position of the cutting carriage in the direction of arrow 72.
- a slide 79 is opened by a stationary pneumatic cylinder 78 so that the waste can fall into a corresponding container.
- the suction fan 76 is supplied with power via a conductor line 80.
- the cutting knife 59 is also raised via the pull rod 62 against the force of the spring 60 by a further stationary pneumatic cylinder 81 in the direction of the arrow 82 (FIG. 6) and in this position by a bolt 83 under the pressure of a spring 84 locked.
- the knife carriage can now reach its starting position in a rapid return against the cutting direction (arrow 72), in which the pull rod 62 is unlocked by a further stationary pneumatic cylinder 85 by pulling on a pull rod 86 in the direction of arrow 87 and the cutting knife 59 returns to its oblique cutting position.
- the entire cutting unit according to FIG. 6 can be moved overall in the direction of arrow 61 or in the opposite direction in order to adapt to the width of the printed product 2.
- the cutting device for the upper trimming is described with reference to FIGS. 12 to 14, the mode of operation of which essentially corresponds to that of the lateral cutting device.
- a knife carriage consisting of the plate 90 and the slide shoes 91 to 94, runs on slide rails 95 and is also pulled in the cutting direction 72 by chains 96 via a lever 97.
- a cutting knife 98 is suspended from joints 99 to 102, a compression spring 103 presses a pull rod 104, which is fastened to a joint 102, on the stop 105.
- this pull rod 104 is raised by a stationary pneumatic cylinder 106 and locked by a bolt 107, so that the knife carriage can begin its rapid return movement.
- the bolt 107 is unlocked by a stationary pneumatic cylinder 109 with the aid of a rod 108 in order to bring the cutting knife 98 back into the cutting position.
- Pneumatic cylinders 110 actuate the clamping unit for each individual print copy 2. This consists of clamping wedges 111, a fixed clamping jaw 112, a movable clamping jaw 113 and tension springs 114.
- the fixed clamping jaws 112 in turn carry a counter knife 115 which is curved in the lower area.
- the cutting functions correspond to those of the lateral ones Cutting unit.
- the cutting waste is suctioned off by a suction blower 116 also mounted on the knife carriage, the container 117 of which in the end position is opened and closed on a slide 118 by a stationary pneumatic cylinder 119.
- the power supply for the suction fan 116 takes place via a conductor line 120.
- the upper cutting device is stationary, the format adaptation, as already mentioned, is carried out by the stop rails 39.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Details Of Cutting Devices (AREA)
- Discharge By Other Means (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Separation, Sorting, Adjustment, Or Bending Of Sheets To Be Conveyed (AREA)
- Handling Of Sheets (AREA)
Description
- Die Erfindung bezieht sich auf eine Vorrichtung für den dreiseitigen Beschnitt von insbesondere gefalzten Druckexemplaren durch erste und zweite Schneidelemente, wobei ein Transportmittel vorhanden ist, das die Druckexemplare von den ersten zu den zweiten Schneidelementen transportiert.
- Aus der DE-OS 36 13 493 ist eine Dreimesserschneidemaschine bekannt, mit der ein Dreiseitenbeschnitt von Büchern-, Broschüren- oder Zeitschriften durchgeführt werden kann. Die zu beschneidenden Exemplare werden über eine vorgelagerte Zuführungseinrichtung, die als Halterung eine Zangenstation aufweist, der Schnittstelle zugeführt. In der Schnittstelle bzw. in der Schneidestation werden dann die nacheinander zugeführten und zu beschneidenden Produkte ebenfalls wieder in Halterungen bzw. in Zangenstationen während des Beschnittes gehalten. Infolge der in der Vorrichtung verwendeten Schneidmechanismen, der erforderlichen Drehung der Exemplare und der seriellen Arbeitsweise ist die Arbeitsgeschwindigkeit dieser bekannten Dreimesserschneidmaschine relativ niedrig. Das gleiche gilt für die prinzipiell ähnlich arbeitenden Vorrichtungen gemäß den DE-OS 35 18 579 und 35 24 512.
- Aus der FR 1 219 826 ist eine Vorrichtung für den Dreiseitenbeschnitt von Büchern bekannt, bei der zunächst zwei parallel zueinander angeordnete Messer zwei Seiten eines liegenden Buches schneiden. Anschließend wird das Buch um 90° gedreht, und eines der beiden Messer schneidet noch einmal das Buch auf einer dritten zu den beiden ersten Seiten senkrechten Seite. Mit dieser Vorrichtung läßt sich also immer nur ein einziges Buch oder Druckexemplar verarbeiten, wobei zusätzlich noch zwischen den beiden Schneidvorgängen eine Drehbewegung des Gestells, auf dem sich das Buch befindet, notwendig ist.
- Eine gattungsgemäße Vorrichtung zum Schneiden von Druckexemplaren ist aus der US 3 732 766 bekannt. Dort wird ebenfalls nur ein einziges Druckexemplar liegend einem ersten Schneidmesser zugeführt und nach dem ersten Schnitt über Transportmittel zu zweiten Schneidmessern weitertransportiert, die im rechten Winkel zu dem ersten Schneidmesser angeordnet sind und das Druckexemplar auf zwei gegenüberliegenden Seiten beschneiden.
- Auch diese Vorrichtung hat den Nachteil, daß jeweils nur ein einziges Druckexemplar verarbeitet werden kann.
- Aufgabe der vorliegenden Erfindung ist die Schaffung einer Vorrichtung zum dreiseitigen Beschnitt von vorzugsweise gefalzten Druckexemplaren, mit der in einem Arbeitsgang eine Vielzahl von Produkten, die unter Umständen auch eine unterschiedliche Dicke haben, gleichzeitig beschnitten werden kann.
- Die wird, wie im Anspruch 1 angegeben, gelöst.
- Die erfindungsgemäßen Vorrichtungen haben den Vorteil, daß für die vielen Druckexemplare nur sehr wenig Platz benötigt wird, weil ihre Flächen nebeneinander angeordnet sind.
- Da die zu beschneidenden Druckexemplare jeweils einzeln in Halterungen während des Schneidvorganges fixiert sind, ergibt sich zum einen ein sauberer Schnitt, vergleichbar mit einem Scherenschnitt und zum anderen können in den Halterungen gleichzeitig unterschiedlich dicke Druckexemplare fixiert und gleichzeitig beschnitten werden. Dadurch ergibt sich, verglichen mit den bekannten Vorrichtungen sowohl eine erhebliche Erhöhung der Satz- bzw. Arbeitsgeschwindigkeit als auch eine qualitative Verbesserung des Schnitts insbesondere gegenüber bekannten, sogenannte Schneidstempel aufweisenden Schneidemaschinen. Ein besonderer Vorteil der erfindungsgemäßen Vorrichtung liegt darin, daß bei einer Formatänderung der zu beschneidenden Exemplare keine aufwendigen Einstellvorgänge erforderlich sind. Weitere Vorteile bevorzugter Ausführungen der Erfindung ergeben sich aus den Unteransprüchen und aus der Beschreibung in Verbindung mit den Zeichnungen. In diesen zeigen:
- Fig. 1
- eine Gesamtansicht der erfindungsgemäßen Vorrichtung;
- Fig. 2
- eine detailliertere Darstellung der Vorrichtung gemäß Fig. 1 in einer anderen Ansicht;
- Fig. 3 bis 5
- eine der Vorrichtung gemäß Fig. 1 und 2 verwendeten Transportvorrichtung für die zu beschneidenden Druckexemplare in drei Ansichten;
- Fig. 6
- eine in der erfindungsgemäßen Vorrichtung verwendete Einrichtung für den seitlichen Beschnitt der Druckexemplare;
- Fig. 7 und 8
- einen in der Einrichtung gemäß Fig. 6 verwendeten Messerschlitten für den seitlichen Beschnitt der Druckexemplare;
- Fig. 9 bis 11
- vergrößerte Ausschnitte aus der Darstellung des Messerschlittens gemäß den Fig. 7 und 8 in verschiedenen Ansichten und
- Fig.12 bis 14
- Darstellungen des in der Vorrichtung gemäß Fig. 1 und 2 verwendeten Messerschlittens für den dem Falzrücken gegenüberliegenden Beschnitt.
- Der erfindungsgemäßen Vorrichtung für den Dreiseitenbeschnitt werden vorzugsweise aus einer Speicherkassette 1 die zu beschneidenden Druckexemplare 2 gleichzeitig, d.h. parallel zugeführt, wie die Fig. 1 und 2 zeigen. Die Druckexemplare 2 werden einer zickzackförmigen Speicherstruktur 3 mittels umlaufender Antriebe entnommen. Derartige Speicherstrukturen und die Entnahme von Produkten aus diesen sind beispielsweise in der DE-OS 36 21 832 im einzelnen beschrieben, so daß hier nicht näher darauf eingegangen werden muß. Des weiteren ist aus der DE-OS 36 44 423 im einzelnen die Entladung beschrieben, d.h. die zweckmäßige gleichzeitige Entnahme der zu beschneidenden Druckexemplare 2 aus den Speicherstrukturen 3, so daß diese in die verwendungsgemäße Vorrichtung eingeführt werden können. Hierfür werden die Druckexemplare 2 einzeln von einer Transportvorrichtung erfaßt, die im nachfolgenden anhand der Fig. 3 bis 5 im einzelnen beschrieben wird.
- Aus den Fig. 3 bis 5 ist ein Träger 5 mit Haltern 6 und 7 zu entnehmen, die an Führungen 8 befestigt sind. In dem Träger 5 sind Wellen 9 gelagert, die Stirnräder 10 tragen. Der Antrieb erfolgt von einer Kette 11 über ein Kettenrad 12 mit Hilfe von Umlenkstücken 13, wobei das rücklaufende Trum von einer Führung 14 gestützt wird. Wie insbesondere aus Fig. 5 hervorgeht, die eine Draufsicht auf die Transportvorrichtung zeigt, kämmen die Stirnräder 10 gegenläufig miteinander und übertragen ein Drehmoment über Wellen 9, elastische Kupplungen 15 und Wellen 16 auf Zahnriemenrädern 17, die in Trägern 18 gelagert sind. Untere Zahnriemenräder 19 dienen lediglich zur Umlenkung von Zahnriemen 20.
- Wie Fig. 5 zeigt, liegen die Zahnriemen 20 sich paarweise gegenläufig gegenüber. Sie werden über die Träger 18 von Halterungen 21 bzw. 22 getragen, von denen eine Halterung 21 starr und eine Halterung 22 elastisch ist. Diese sind auf Schienen 23 und 24 montiert, welche von Führungen 25 am Träger 5 gehalten werden. Werden nun die Schienen 23 und 24 entsprechend den Pfeilen 26 und 27 gegenläufig durch eine nicht näher gezeigte Spannvorrichtung bewegt, so werden die Zahnriemen 20 gegenläufig jeweils an ein zu transportierendes Druckexemplar 2 geführt und dieses wird dadurch fixiert bzw. eingespannt. Dazu wird die gesamte Transportvorrichtung mit Hilfe der Führungen 8 und eines hier nicht näher gezeigten Antriebes in Richtung des Pfeiles 28 angehoben, so daß die Zahnriemen 20 die Stellung 20′ einnehmen und die Druckexemplare 2 erfassen (Fig. 1). Durch die elastische Ausbildung der Halterung 22 ergibt sich dabei eine federnde Anpressung der Zahnriemen 20, was eine sichere Führung der Druckexemplare 2 ermöglicht.
- Durch Betätigung von Antrieben 29 werden nun über Zahnstangen 30 Schienen 31 und damit die Strukturen 3 gegenläufig in die Richtungen der Pfeile 32 bzw. 33 bewegt, so daß diese die Stellungen 3′ einnehmen und somit die Druckexemplare 2 freigeben. Nach Einschaltung des Antriebes der Kette 11 werden die Bögen nun in Richtung des Pfeiles 34 bewegt. Währenddessen kann noch eine Einzeladressierung durch die Vorrichtung 35 erfolgen, wie sie in der älteren DE-OS 34 05 877 beschrieben ist. Zum Transport der Druckexemplare 2 in die Position 2′ wird außerdem die gesamte Transportvorrichtung entlang der Führungen 8 in Richtung des Pfeiles 34 abwärts bewegt, bis das untere Zahnriemenrad 19 die Stellung 19′ erreicht. Somit können die Druckexemplare 2 zuverlässig in die Stellung 2′ bewegt werden, wo sie durch in die Richtungen der Pfeile 36 bzw. 37 sowie 38 je nach Bogengröße verstellbare Anschlagschienen 39 ausgerichtet werden. In dieser Lage 2′ der Druckexemplare 2 werden diese in einem nachfolgend beschriebenen Verfahren einzeln festgespannt und an der oberen Kante beschnitten.
- Danach werden sie von Zahnriemen 40 einer weiteren Transporteinrichtung ähnlich der oben beschriebenen erfaßt und in die Stellung 2'' gebracht, wo sie nach Ausrichtung durch Zungen 41 beidseitig einzeln festgespannt und darauf in einem Arbeitsgang an beiden Seiten, wie noch beschrieben wird, beschnitten werden. Nach Freigabe durch die Zungen 41 durch deren Bewegung über Schienen 43 in Richtung des Pfeiles 42 (Fig. 9) gelangen die nun fertig an drei Seiten beschnittenen Druckexemplare 2 mit Hilfe der Transportriemen 40 über Führungszungen 44 zu einer tiefer gelegenen Stapeleinrichtung, wie sie in der älteren DE-OS 38 11 289 beschrieben wurde.
- Anhand der Figuren 6 bis 8 wird noch eine Einrichtung zum seitlichen Beschnitt und mit Hilfe der Figuren 9 bis 11 die Schneidgeometrie ausführlich beschrieben.
- Die Figur 6 zeigt in einer Vorderansicht die komplette seitliche Schneideinheit, die Figur 7 in einer Ansicht in Richtung I der Fig. 6 und die Fig. 8 in einem Schnitt entlang der Linie II-III der Fig. 7 den Messerschlitten.
- Mit Hilfe von Trägern 44 und Platten 45 und 46 wird ein in Längsrichtung durchgehender Tragrahmen gebildet, der durchgehende Gleitschienen 47 aufnimmt. Eine Platte 48 bildet zusammen mit Gleitschuhen 49 bis 52 einen Schlitten, der über einen Stützrahmen 53 von einer Kette 54 durch einen Antrieb 55 hin- und hergezogen wird. An diesem Schlitten 49 bis 52 ist an zwei Gelenken 56 bzw. 57 sowie an einem Gelenk 58 ein Schneidmesser 59 aufgehängt. Das Gelenk 58 ist über eine Druckfeder 60, deren Kraft in Richtung des Pfeiles 61 wirkt, federnd abgestützt, wobei eine Zugstange 62 einen Anschlag 63 aufweist. Jedes einzelne Druckexemplar 2 wird nun von jeweils einer Spanneinheit, die aus einem festen Teil 64 mit einem Gegenmesser 65, einem beweglichen Spannbacken 66, einem Keil 67, einer Gelenkstange 68, einem Schwenkhebel 69 sowie einem Pneumatikzylinder 70 besteht, fest eingespannt.
- Wie gezeigt, ist die Spanneinheit komplett über den festen Teil 64 mit den Platten 45 und 46 verbunden. Der Pneumatikzylinder 70 drückt nun jeweils den Keil 67 in Richtung des Pfeiles 71, wobei der Schwenkhebel 69 im Extremfall die Lage 69′ und der Keil 67 seine tiefste Lage in Richtung des Pfeiles 71 einnimmt. Damit ist der bewegliche Spannbacken 66 ganz gegen das Gegenmesser 65 gedrückt. Durch diese Anordnungen sind die Spanneinrichtungen in der Lage, völlig unterschiedliche Druckexemplare 2 gleichzeitig einzuspannen, da jede Spanneinheit ihren eigenen Pneumatikzylinder 70 besitzt. Durch den Keil 67 wird außerdem der Spannbacken 66 auf seine ganze Länge sicher gegen das Druckexemplar 2 gedrückt, das dadurch plan auf dem Gegenmesser 65 aufliegt. Im Extremfall kann somit in einer Spanneinheit ein Druckexemplar 2 mit maximaler Seitenzahl, in der unmittelbar benachbarten ein einzelner Bogen sicher eingespannt werden und durch die Funktion eines Scherenschnitts, der im folgenden anhand der Figuren 9 bis 11 erläutert wird, saüber geschnitten werden.
- Wie in Fig. 9 gezeigt und auch bereits vorangehend beschrieben wurde, ist das Schneidmesser 59 an den drei Gelenken 56, 57 und 58 beweglich aufgehängt. Wird es mit dem Schlitten in Schneidrichtung (Pfeil 72) bewegt, so gleitet es mit seiner schrägen Schneidkante 73 zuerst in seinem unteren Bereich auf eine Wölbung 74 des Gegenmessers 65 auf, wobei es durch die Druckfeder 60 in Richtung des Pfeiles 61 angedrückt wird. In der in Fig. 9 gezeigten Stellung hat es die Wölbung 74 bereits verlassen, so daß es mit dem Schneiden des Druckexemplars 2 beginnt. Das Schneiden des Druckexemplars 2 ist beendet, wenn die Schneidkante 73 die Linie 75 erreicht hat. Erst jetzt kann es erneut durch die Wölbung 74 des nächsten Gegenmessers ausgerichtet werden. Der Anschlag 63 verhindert dabei ein zu tiefes Herabhängen des Messers in Richtung des Pfeiles 61. Das Schneiden wird außerdem durch die leichte Schrägstellung des Messers 59 unterstützt, wie in Fig. 10 gezeigt. Dadurch wirkt eine Komponente der Schnittkraft in Richtung des Pfeiles 61 und unterstützt dabei die Feder 60.
- Während des Schrieldens werden die Schneidabfälle laufend von einem auf dem Messerschlitten festmontierten Sauggebläse 76 in einen Behälter 77 gesaugt, der in der Endstellung des Schneidschlittens in Richtung des Pfeiles 72 entsorgt wird. Dazu wird von einem stationären Pneumatikzylinder 78 ein Schieber 79 geöffnet, so daß die Abfälle in einen entsprechenden Behälter fallen können. Das Sauggebläse 76 wird über eine Schleifleitung 80 mit Strom versorgt.
- In der Endstellung des Messerschlittens wird das Schneidmesser 59 außerdem über die Zugstange 62 entgegen der Kraft der Feder 60 von einem weiteren stationären Pneumatikzylinder 81 in Richtung des Pfeiles 82 angehoben (Fig. 6) und in dieser Stellung von einem Riegel 83 unter dem Druck einer Feder 84 verriegelt. Nach dem Schließen des Schiebers 79 kann nun der Messerschlitten in einem schnellen Rücklauf entgegen der Schneidrichtung (Pfeil 72) seine Ausgangsstellung erreichen, in der die Zugstange 62 durch einen weiteren stationären Pneumatikzylinder 85 durch Zug an einer Zugstange 86 in Richtung des Pfeiles 87 entriegelt wird und das Schneidmesser 59 in seine schräge Schnittstellung zurückkehrt.
- Durch Bewegung der Spannkeile 67 entgegen der Richtung des Pfeiles 71 sind gleichzeitig sämtliche Spanneinrichtungen entspannt, die beweglichen Spannbacken 65 und 113 werden dazu von Zugfedern 88 in ihre Ausgangslage zurückgebracht. Die Spanneinrichtungen sind durch Dichtungen 89 gegen das Eindringen von Schneidabfall geschützt, Fig. 10.
- Die gesamte Schneideinheit nach Fig. 6 ist insgesamt in Richtung des Pfeiles 61 bzw. entgegengesetzt verschiebbar, um sich der Breite des Druckproduktes 2 anzupassen.
- Anhand der Fig. 12 bis 14 wird die Schneideinrichtung für den oberen Beschnitt beschrieben, deren Wirkungsweise im wesentlichen der der seitlichen Schneideinrichtung entspricht. Wie hier läuft ein Messerschlitten, bestehend aus der Platte 90 und den Gleitschuhen 91 bis 94, auf Gleitschienen 95, von Ketten 96 über einen Hebel 97 ebenfalls in die schneidrichtung 72 gezogen. Ein Schneidmesser 98 ist an Gelenken 99 bis 102 aufgehängt, eine Druckfeder 103 drückt eine Zugstange 104, die an einem Gelenk 102 befestigt ist, auf den Anschlag 105.
- In der Endstellung des Messerschlittens wird diese Zugstange 104 von einem stationären Pneumatikzylinder 106 angehoben und von einem Riegel 107 verriegelt, so daß der Messerschlitten seine schnelle Rücklaufbewegung antreten kann. Hier wird der Riegel 107 mit Hilfe einer Zustange 108 von einem stationären Pneumatikzylinder 109 entriegelt, um das Schneidmesser 98 wieder in Schnittposition zu bringen. Pneumatikzylinder 110 betätigen die Spanneinheit für jedes einzelne Druckexemplar 2. Diese besteht aus Spannkeilen 111, einem festen Spannbacken 112, einem beweglichen Spannbacken 113 sowie Zugfedern 114. Die festen Spannbacken 112 tragen wiederum ein im unteren Bereich gewölbtes Gegenmesser 115. Die Schneidfunktionen entsprechen denen der seitlichen Schneideinheit.
- Die Absaugung des Schneidabfalls wird von einem ebenfalls auf dem Messerschlitten montierten Sauggebläse 116 vorgenommen, dessen Behälter 117 in der Endposition an einem Schieber 118 von einem stationären Pneumatikzylinder 119 geöffnet und geschlossen wird. Die Stromversorgung für das Sauggebläse 116 erfolgt über eine Schleifleitung 120. Im Gegensatz zu den seitlichen Schneideinrichtungen ist die obere Schneideinrichtung stationär, die Formatanpassung wird, wie bereits erwähnt, durch die Anschlagschienen 39 vorgenommen.
Claims (14)
- Vorrichtung für den dreiseitigen Beschnitt von insbesondere gefalzten Druckexemplaren (2) durch eine erste (98) und eine zweite Schneidevorrichtung (59), wobei ein Transportmittel (40) vorhanden ist, das die Druckexemplare (2) von der ersten (98) zu der zweiten Schneidevorrichtung (59) transportiert, dadurch gekennzeichnet, daß die Druckexemplare (2) während eines ersten Schneidvorgangs mittels erster Halterungen (112, 113) mit ihren Flächen nebeneinander festgehalten und voneinander beabstandet sind, wobei gleichzeitig zwischen den Druckexemplaren (2) erste Gegenmesser (115) angeordnet sind, welche mit der ersten Schneidvorrichtung (98) zusammenwirken, während diese, an einer ersten Stütze (90) befestigt, mittels eines Fördermittels (96) entlang eines ersten Führungsmittels (95) an den ersten Gegenmessern (115) vorbeigeführt sind, wodurch die Druckexemplare (2) jeweils an der dem Falz gegenüberliegenden Seite beschnitten werden, daß die Druckexemplare (2) von der ersten Schneidvorrichtung (98) durch das Transportmittel (40) zu der zweiten Schneidvorrichtung (59) transportiert werden, in der sie während eines zweiten Schneidevorgangs mittels zweier Halterungen (64, 66) wieder mit ihren Flächen nebeneinander festgehalten und voneinander beabstandet sind, wobei gleichzeitig zwischen den Druckexemplaren (2) zweite Gegenmesser (65) angeordnet sind, welche mit der zweiten Schneidvorrichtung (59) zusammenwirken, während diese, an einer zweiten Stütze (48) befestigt, entlang eines zweiten Führungsmittels (47) an den zweiten Gegenmessern (65) vorbeigeführt wird, wodurch die Druckexemplare (2) beidseitig auf zwei einander gegenüberliegenden und zu der bereits beschnittenen Seite senkrechten Seite beschnitten werden.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die Halterungen (112, 113; 64, 66) jeweils einen festen (64; 112) und einen beweglichen (65; 113) Spannbacken aufweisen, die durch verschiebbare Keile (111, 67) zwecks Klemmung der Druckexemplare (2) gegeneinander preßbar sind.
- Vorrichtung nach Anspruch 2, dadurch gekennzeichnet, daß die Teile (111, 67) durch Pneumatikkolben (70, 110) verschiebbar sind.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß Schneidvorrichtung (98, 59) gelenkartig (z.B. 99) jeweils an der als Stütze dienenden Platte (90, 48) befestigt sind und jeweils federbeaufschlagt mit den jeweils eine Wölbung (z.B. 74) aufweisenden Gegenmessern (115, 65) zusammenwirken.
- Vorrichtung nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, daß die Schneidvorrichtung (98, 59) mittels einer Abhebevorrichtung (z.B. 104) von den Gegenmessern (115, 65) getrennt werden und in einer schnellen Rückwärtsbewegung zurückführbar sind.
- Vorrichtung nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, daß die Druckexemplare (2) jeweils durch ablenkbare Zahnriemenpaare (20) erfaßt werden, und von einer zickzack-förmigen Speicherstruktur (3) zu den ersten Halterungen (112, 113) überführbar sind.
- Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, daß die die Zahnriemen (20) antreibenden Zahnriemenräder (17) selbst über Wellen (16) antreibbar sind, die beidseitig mit elastischen Kupplungen (15, Fig. 5) verbunden sind und daß zwecks Erfassen und Frei geben der Druckexemplare (2) die Zahnriemenpaare (20) verschwenkbar sind.
- Vorrichtung nach Anspruch 6 und 7, dadurch gekennzeichnet, daß die Zahnriemenpaare (20) jeweils über eine starre Halterung (21) undeine elastische Halterung (22) mit einem Träger (5) verbunden sind, der entlang von Führungen (8, Fig. 1, 3) verschiebbar ist.
- Vorrichtung nach Anspruch 2 oder 3, dadurch gekennzeichnet, daß die Pneumatikkolben (z.B. 70) über mittig gelagerte Schwenkhebel (69) die Keile (z.B. 67) verschieben, um zwecks Erfassung der Druckexemplare (2) den beweglichen Spannbacken (66) gegen den festen (64) elastisch anzupressen.
- Vorrichtung nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, daß mit den Schneidvorrichtung (98, 59) jeweils eine Saugeinrichtung (116, 76) verfahrbar ist.
- Vorrichtung nach Anspruch 10, dadurch gekennzeichnet, daß die Saugvorrichtungen (76, 116) Behälter (z.B. 117) aufweisen, die mittels stationärer Pneumatikzylinder (z.B. 119) über Schieber (z.B. 118) geöffnet werden, um die Behälter (z.B. 117) an Endstellungen der Schneidvorrichtung (98, 59) zu entleeren.
- Vorrichtung nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, daß die Halterungen (64, 66) in Abhängigkeit von der Breite der zu beschneidenden Druckexemplare zusammen mit dem zugehörigen Schneid- und Gegenmessern (59, 65) verschiebbar sind.
- Vorrichtung nach Anspruch 12, dadurch gekennzeichnet, daß mittels einer Anschlagschiene (39) in Abhängigkeit von der Höhe der zu beschneidenden Druckexemplare (2) für den ersten Schneidvorgang die höhenmäßige Position der Druckexemplare (2) einstellbar ist.
- Vorrichtung nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, daß die Druckexemplare nach dem Drei-Seiten-Beschnitt zwecks Stapelung an eine untere Führungszungen (44) aufweisende Aufnahmevorrichtung (Fig. 2) übergebbar sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3931158 | 1989-09-19 | ||
| DE19893931158 DE3931158A1 (de) | 1989-09-19 | 1989-09-19 | Vorrichtung fuer den dreiseitigen beschnitt von druckexemplaren |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0418529A2 EP0418529A2 (de) | 1991-03-27 |
| EP0418529A3 EP0418529A3 (en) | 1991-05-22 |
| EP0418529B1 true EP0418529B1 (de) | 1994-07-06 |
Family
ID=6389682
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19900115036 Expired - Lifetime EP0418529B1 (de) | 1989-09-19 | 1990-08-04 | Vorrichtung für den dreiseitigen Beschnitt von Druckexemplaren |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US5125304A (de) |
| EP (1) | EP0418529B1 (de) |
| JP (1) | JPH03104600A (de) |
| DE (2) | DE3931158A1 (de) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH687371A5 (de) * | 1994-03-16 | 1996-11-29 | Grapha Holding Ag | Einrichtung zum Beschneiden von Druckprodukten. |
| EP0686463B1 (de) * | 1994-06-08 | 1999-09-29 | Ferag AG | Einrichtung zum Beschneiden von Druckereierzeugnissen, wie z.B. Zeitungen, Zeitschriften und Broschüren, an wenigstens zwei Rändern |
| US5950511A (en) * | 1995-05-02 | 1999-09-14 | Grapha-Holding Ag | Process and device for handling printed products |
| CH690323A5 (de) * | 1995-10-04 | 2000-07-31 | Ferag Ag | Verfahren und Vorrichtung zum Schneiden von kontinuierlich geforderten, flochigen Produkten insbesondere aus Papier. |
| US20040119829A1 (en) * | 1997-07-15 | 2004-06-24 | Silverbrook Research Pty Ltd | Printhead assembly for a print on demand digital camera system |
| FR2783190B1 (fr) * | 1998-09-11 | 2000-11-03 | 2P Recuperation | Dispositif pour la destruction et la recuperation selective d'imprimes relies tels que des livres |
| EP1166977B1 (de) * | 2000-06-26 | 2006-01-18 | GRAPHA-Holding AG | Schneidmaschine zum selbsttätigen Beschneiden von Druckerzeugnissen |
| CA2357217A1 (en) * | 2001-09-10 | 2003-03-10 | Industrial Technology Research Institute | Multi-module venetian blind cutting machine |
| US7213493B2 (en) * | 2001-10-26 | 2007-05-08 | Goss International Americas, Inc. | Infeed apparatus for a sheet material article trimmer |
| US10753541B2 (en) | 2018-05-16 | 2020-08-25 | Amtrol Licensing Inc. | Handle assembly for a portable pressurized gas cylinder |
| CN111571705B (zh) * | 2020-05-06 | 2021-11-12 | 齐美兰 | 一种杯状口罩的折叠切片设备 |
| CN112792207B (zh) * | 2020-12-17 | 2021-08-17 | 广州众山精密科技有限公司 | 防止材料冲断断料弯曲的方法 |
| CN114131407A (zh) * | 2021-12-21 | 2022-03-04 | 安徽中腾汽车零部件有限公司 | 一种用于软性导电片切割的牵引装置 |
| CN115716288B (zh) * | 2022-11-21 | 2023-09-26 | 常州机电职业技术学院 | 一种机械自动化切割设备 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3245747A (en) * | 1962-11-05 | 1966-04-12 | Optomechanisms Inc | Means for animating cathode ray tube displays |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2017462A (en) * | 1932-01-13 | 1935-10-15 | Tw & Cb Sheridan Co | Book trimming machine |
| FR1219826A (fr) * | 1958-04-11 | 1960-05-19 | Procédé et machine pour rogner les blocs de feuillets de livres sur trois côtés | |
| US3146650A (en) * | 1960-12-06 | 1964-09-01 | Tw & Cb Sheridan Co | Automatic continuous book trimmer |
| CH409858A (de) * | 1963-10-11 | 1966-03-31 | Mueller Hans | Schneidemaschine zum selbsttätigen Beschneiden von Broschüren an drei Seiten |
| US3570344A (en) * | 1968-06-18 | 1971-03-16 | Harris Intertype Corp | Apparatus and method for trimming books |
| US3733947A (en) * | 1968-06-18 | 1973-05-22 | Harris Intertype Corp | Book trimming machine |
| US3732766A (en) * | 1971-02-06 | 1973-05-15 | Mccain Mfg Co | Sheet trimming machines |
| US3722336A (en) * | 1971-02-10 | 1973-03-27 | North American Rockwell | Feed, transport and delivery mechanism for book trimmers and the like |
| DD112380A1 (de) * | 1973-07-06 | 1975-04-12 | ||
| JPS5850999Y2 (ja) * | 1979-03-23 | 1983-11-21 | 三菱重工業株式会社 | スリツタスコアラのトリムガイド装置 |
| DE3245747A1 (de) * | 1982-12-10 | 1984-06-14 | Kolbus GmbH & Co KG, 4993 Rahden | Vorrichtung zum entfernen der randstreifen beim beschneiden von buchblocks od. dgl. in einer schneidemaschine |
| US4496140A (en) * | 1983-09-19 | 1985-01-29 | Stobb, Inc. | Apparatus for handling a signature |
| DE3613493A1 (de) * | 1985-05-13 | 1986-11-13 | VEB Kombinat Polygraph "Werner Lamberz" Leipzig, DDR 7050 Leipzig | Dreimesserschneidemaschine |
| DE3518579A1 (de) * | 1985-05-23 | 1986-11-27 | Hagen Gaemmerler | Schneidaggregat fuer blattfoermige gebilde, insbesondere papier in schuppenform |
| DE3524512A1 (de) * | 1985-07-09 | 1987-01-22 | Adolf Weingartner | Vorrichtung zum kontinuierlichen laengsschneiden schuppenfoermiger ausliegender druckprodukte |
| DD248766B1 (de) * | 1986-05-02 | 1989-06-28 | Polygraph Leipzig | Schneidgutzufuehreinrichtung fuer dreimesserschneidemaschinen |
| DE3621832C1 (de) * | 1986-06-28 | 1987-09-17 | Roland Man Druckmasch | Vorrichtung zur Aufnahme und Weiterfuehrung von Falzprodukten |
| DE3644423A1 (de) * | 1986-12-24 | 1988-07-07 | Roland Man Druckmasch | Einsteckvorrichtung, insbesondere fuer falzprodukte |
| DE3811289A1 (de) * | 1988-04-02 | 1989-10-19 | Roland Man Druckmasch | Vorrichtung zum stapeln von druckprodukten |
-
1989
- 1989-09-19 DE DE19893931158 patent/DE3931158A1/de not_active Ceased
-
1990
- 1990-08-04 EP EP19900115036 patent/EP0418529B1/de not_active Expired - Lifetime
- 1990-08-04 DE DE59006351T patent/DE59006351D1/de not_active Expired - Fee Related
- 1990-09-11 US US07/581,471 patent/US5125304A/en not_active Expired - Fee Related
- 1990-09-18 JP JP2246388A patent/JPH03104600A/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3245747A (en) * | 1962-11-05 | 1966-04-12 | Optomechanisms Inc | Means for animating cathode ray tube displays |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0418529A3 (en) | 1991-05-22 |
| JPH03104600A (ja) | 1991-05-01 |
| DE3931158A1 (de) | 1991-03-28 |
| US5125304A (en) | 1992-06-30 |
| DE59006351D1 (de) | 1994-08-11 |
| EP0418529A2 (de) | 1991-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69317051T2 (de) | Speicher für bögen mit zurückziehbarer rampe | |
| EP0418529B1 (de) | Vorrichtung für den dreiseitigen Beschnitt von Druckexemplaren | |
| DE69501185T2 (de) | Ausbrechvorrichtung in einer Schneidevorrichtung | |
| DE2827540B1 (de) | Stapelvorrichtung fuer Faltschachteln | |
| DE2334072A1 (de) | Verfahren und vorrichtung zum zuschneiden von bogenmaterial | |
| EP0243799B1 (de) | Vorrichtung zum Falzen von Materialbahnen | |
| EP0476718A1 (de) | Vorrichtung zum Drahtheften von mehrteiligen Druckereierzeugnissen | |
| DE3023533C2 (de) | Vorrichtung zum Ablegen von Bogen in einem Stapel | |
| DE3613315C2 (de) | ||
| EP1491303B1 (de) | Verfahren und Vorrichtung zum Beschneiden von Druckprodukten | |
| EP1103503B1 (de) | Taschen-Transportsystem für Druckprodukte | |
| EP0686463B1 (de) | Einrichtung zum Beschneiden von Druckereierzeugnissen, wie z.B. Zeitungen, Zeitschriften und Broschüren, an wenigstens zwei Rändern | |
| EP0897890B1 (de) | Verfahren und Vorrichtung zur Erstellung eines gedrehten Produktstromes mit einem Eckengreifer | |
| EP0712736B1 (de) | Verfahren zur Herstellung von klebegebundenen Büchern, Broschuren oder dgl. Produkten | |
| DE2524487A1 (de) | Vorrichtung zum herstellen und buendeln von etiketten | |
| DE10124068A1 (de) | Vorrichtung und Verfahren zum automatischen Positionieren und Beschneiden von Schneidgut aus Papierwerkstoffen oder papierwerkstoffähnlichen, stapelbaren Materialien | |
| CH694504A5 (de) | Verfahren zum Schneiden von Blechtafeln zu Blechstreifen sowie Schneidevorrichtung zu dessen Durchfuehrung. | |
| DE3340907A1 (de) | Speckschnittenmaschine | |
| DE10102220A1 (de) | Vorrichtung zum Halten von Produkten auf einer Transportoberfläche in einem Falzapparat | |
| EP0741101B1 (de) | Verfahren zum Trennen von Heftlagenpaketen in Staplern und Stapler zum Durchführen des Verfahrens | |
| DE2220567A1 (de) | Verfahren und vorrichtung zum buchbinden | |
| CH645568A5 (en) | Cutting machine | |
| DE7512275U (de) | Antriebsvorrichtung fuer einen bogeneinleger | |
| DE69422626T2 (de) | Zuführvorrichtung für schneidvorrichtung | |
| DE3444576A1 (de) | Verfahren und vorrichtung zur herstellung von buechern, insbesondere taschenbuechern, broschueren und zeitschriften |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE FR GB IT LI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19910419 |
|
| RHK1 | Main classification (correction) |
Ipc: B26D 1/09 |
|
| 17Q | First examination report despatched |
Effective date: 19930305 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| REF | Corresponds to: |
Ref document number: 59006351 Country of ref document: DE Date of ref document: 19940811 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19941013 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19970716 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19970717 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19970804 Year of fee payment: 8 Ref country code: CH Payment date: 19970804 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980831 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19980804 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990601 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050804 |