EP0433235A1 - Verfahren zur Herstellung der Schwächungslinien an Aufreissstreifen und Aufreissdeckel sowie Verfahren zur Herstellung einer Startbruchstelle - Google Patents
Verfahren zur Herstellung der Schwächungslinien an Aufreissstreifen und Aufreissdeckel sowie Verfahren zur Herstellung einer Startbruchstelle Download PDFInfo
- Publication number
- EP0433235A1 EP0433235A1 EP90810962A EP90810962A EP0433235A1 EP 0433235 A1 EP0433235 A1 EP 0433235A1 EP 90810962 A EP90810962 A EP 90810962A EP 90810962 A EP90810962 A EP 90810962A EP 0433235 A1 EP0433235 A1 EP 0433235A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet
- tear
- sheet metal
- metal blank
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 19
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- 239000002184 metal Substances 0.000 claims abstract description 25
- 229910052751 metal Inorganic materials 0.000 claims abstract description 25
- 230000003313 weakening effect Effects 0.000 claims description 23
- 238000003466 welding Methods 0.000 claims description 4
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 claims description 3
- 239000000463 material Substances 0.000 abstract description 6
- 239000005028 tinplate Substances 0.000 description 7
- 230000000694 effects Effects 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 235000015278 beef Nutrition 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000004049 embossing Methods 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 238000010008 shearing Methods 0.000 description 2
- 235000013405 beer Nutrition 0.000 description 1
- 235000020992 canned meat Nutrition 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000035622 drinking Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000006748 scratching Methods 0.000 description 1
- 230000002393 scratching effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 230000001954 sterilising effect Effects 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/38—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures
- B21D51/383—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures scoring lines, tear strips or pulling tabs
- B21D51/386—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures scoring lines, tear strips or pulling tabs on the side-wall of containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/38—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures
- B21D51/383—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures scoring lines, tear strips or pulling tabs
Definitions
- the invention relates to a method for producing a weakening line on a can according to the preamble of patent claim 1.
- the present invention furthermore relates to a method for producing a starting break point on a tear strip according to patent claim 2.
- the invention further relates to a method for producing the weakening lines Tear strips and tear-open lid on a can according to the preamble of claim 7.
- the invention further relates to a method for producing a weakening line for forming a tear-open opening on the lid of cans according to the preamble of claim 12.
- Tin cans made of metal, especially tinplate, for canned meat, e.g. Corned beef often have, at a short distance from the lid, a tear strip encircling the jacket, consisting of two or more parallel lines of weakness, with a tear tab slightly protruding from the can jacket and arranged for attaching an opener.
- the pull tab can be welded onto the jacket of the can or be part of the same.
- a slotted key is usually used to open the can, by means of which the protruding tear-open tab can be rolled up and the tear-open strip located underneath the tab can be removed from the can jacket.
- a so-called start scratch or start breaking point must be attached transversely to the circumferential weakening lines, which breaks open as soon as a shear force acts on the starting breaking point through the tab rolled onto a key.
- the lines of weakness that form a tear strip attached to the can body and locally weaken the body are embossed on the brook blecti cut by means of a roller, on the periphery of which a V-shaped rib with a flank angle of approximately 70 ° -80 ° is attached .
- the rib compresses the sheet more or less.
- the rib acts like a knife and cuts through the surface coating of tin or a plastic varnish that protects the sheet. Weak lines produced in this way form the starting point for corrosion. If the line of weakness comes to rest inside the can, discolouration or contamination of the contents can occur. Both are undesirable.
- the two known sharp-edged lines of weakness make it possible, on the one hand, to break open the tear strip with little force and, on the other hand, to detach the strip from the jacket.
- a can with such a tear-off strip is to be expanded in a shaping machine, for example to obtain a conical, rectangular, barrel-shaped or conical shape, as is customary for cans for corned beef or beer,
- cracks often appear on the lines of weakness, particularly on the scratches during stretching, because the radial tensile force is sufficient to tear open the can jacket at the predetermined breaking point, which is weakened by the attachment of the predetermined breaking point.
- the circumferential weakening line is also applied in the manner described above by means of a sharp-edged embossing line. It has been shown that covers made of tinplate are not suitable for opening by means of a weakening line produced in a known manner, since the force to be applied is too great for pushing in and pulling off. For this reason, tear-open covers are practically exclusively made of aluminum. This has the disadvantage that, on the one hand, they are more expensive than tinplate lids and, on the other hand, cause almost insoluble problems when recycling the tinplate can, since it is not possible to mechanically separate the rolled-up aluminum lid edge remaining on the tinplate casing from the tinplate hull.
- the invention seeks to remedy this.
- the invention as characterized in claim 1, achieves the object of creating a method for producing weakening lines for the formation of a tear strip and / or a starting breaking point on a wholly or partially circumferential tear strip or on a cover, which the when expanding or Widening or deforming the can jacket during the sterilization of the contents, which withstands the forces acting on them without damage and nevertheless enables the can to be opened with little effort and safely.
- the weakening line with the method according to the invention in such a way that no damage to the surface coating can occur and the tensile forces occurring when the sheet metal jacket is stretched or expanded also stress the weakening lines to such a small extent that they cannot be broken open during the expansion process .
- an expansion zone which absorbs the greatest part of the tensile forces when the can is widened, the actual breaking point on the tear strip produced in the manner according to the invention can be relieved of tensile stresses.
- the use of the new weakening line enables such a high degree of weakening that tinplate lids can also be used without breaking the weakening line in the immediate vicinity when they are rolled onto the can body.
- the cylindrical fuselage 13 has at least two circumferential weakening lines 15 in the area of the tear-open tongue 11, along which the fuselage 13 can be separated.
- the lines of weakness 15 end, as can be seen in FIG. 2, preferably a few millimeters in front of the weld seam 3.
- the inventive fuselage 13 consists of an initially flat rectangular sheet metal blank 17 (development in FIG. 2), in which the tongue 11 on the edge 19 has been punched out.
- a tear strip 21 is formed between the two lines of weakness 15.
- a tear-open tongue 11 subsequently welded onto the tear strip 21 can also be provided.
- a starting breaking point 23 is attached, which serves to break open the tear strip 21 by turning the key 25 by shearing when the container 1 is opened with a slotted key 25 and to enable the latter to be rolled up (FIG. 6).
- the method for producing the weakening line which forms the starting breaking point 23 is first explained. During the punching out of the sheet metal blank 17 or in a subsequent operation, the sheet 17 is pulled down with a lowerable punch 27 into an area x from the plane designated h1 in FIG. 3 with respect to the horizontal by an amount a.
- the sheet 17 is supported on the left side of the punch 27 on a die 29.
- a tool offset d which is of the order of 0.25 times the thickness b of the sheet 17.
- Both the punch 27 and the die 29 are rounded off at the opposite edges 31, 33.
- the radius at the edges 31, 33, which prevents a notch effect, is at least 0.03 to 0.1 mm, depending on the thickness b of the sheet 17.
- a counterpressure plate 35 running synchronously with the punch 27 can be provided.
- a press-on back-pressure plate 37 for clamping the sheet 17 over the fixed die 29 can also be arranged.
- the step-shaped weakening line is preferably generated at the location of the future starting break point before the tear-open tongue 11 is punched out, so that no material is pulled out of the tear-open tongue 11 during the pulling process and the attachment of the tear-open tongue 11 cannot be bent (see FIG. 2).
- the starting breaking point 23 is formed when the punch 27 is moved down, the sheet 17 is drawn over the edges 31 and 33 and undergoes a tapering by approx. 40-60% and a hardening in the expansion area x.
- the expansion range x lies at an angle of approx. 70-80 ° to the surface h1. All edges of the sheet 17 in the region of the deformation have radii which prevent notch effects during further processing.
- the starting breaking point 23 After the starting breaking point 23 has been attached to the still flat sheet metal blank 17, it is deformed in a known manner on a round device on a welding machine by means of a plurality of rollers to form a cylindrical body 13 and the two edges 19, 20, which overlap by a small amount, for example 0.5 or 1 mm, after the rounding, are welded to one another by the seam 3.
- the starting break point 23 initially formed in a step-like manner is deformed in such a way that the sheet metal regions adjoining the start break point 23 again come to lie approximately in the original plane h 1 and preferably directly next to the weld seam 3.
- the area x then has a wavy shape (FIG. 4).
- the two lines of weakness 15 on the fuselage 13 are produced in the passage by means of two parallel driven rollers 41 and 43, on which circumferential ribs 45 and 47 are attached.
- a rib 45 having a rectangular contour is attached, the width c of which essentially corresponds to the width of the strip to be produced 21 and the edges 49 of which come into contact with the sheet 17 are rounded.
- the ribs 47 forming the matrices are formed in pairs and mirror images and are arranged at a distance e. The distance e is greater than the width c of the rib 45.
- the resulting dislocations f of the two circumferential ribs 45 and 47 depend on the thickness b of the sheet 17 and lie in the.
- the depth of penetration of the rib 45 forming the punch between the ribs 47 forming the die is of the order of the thickness b of the sheet 17.
- the two rollers 43 are preferably designed to be axially displaceable in order to adapt the offset f to the sheet thickness b and sheet quality used in each case can.
- the center distance of the rollers 41 and 43 is also adjustable in order to be able to adjust the depth of penetration of the rib 45 between the two ribs 47.
- the area of the tear strip 21 is offset in a step-like manner approximately by the amount of the sheet thickness b parallel to the sheet surface h1.
- the inclined areas along the tear strip 21 have been stretched by the deformation and have been tapered and hardened as in the creation of the starting breaking point 23. All transitions are provided with radii, which are harmless with regard to the notch effect.
- the sheet metal blanks 17 provided in the manner described with a tear strip 21 can be processed directly in a welding machine.
- the tear strip 21 which is offset from the sheet surface h1 after the production is wholly or partly rolled back into the sheet surface h1.
- the two stretched areas, which form the weakening lines 15, have a V-shaped shape after the reshaping and show completely rounded edges (FIG. 9), comparable to the formation of the starting breaking point 23 according to FIG. 5.
- a weakening line 61 running along the fold edge 50 between the cover 5 and the casing 13, which enables the central part of the cover 5 or part thereof to be broken and removed without tools, can be generated.
- the circumferential, step-shaped weakening line 61 can be produced by a circular punch 71 and a die 73 with a corresponding circular opening.
- a weakening line 61 produced in this way has a cross section as shown in FIGS. 11 and 12.
- the height k of the step preferably corresponds to approximately 0.5 to 1.5 times the thickness s of the sheet metal from which the cover 5 is made.
- the area x of the step has been both thinned and hardened by the deep-drawing process.
- the weakening line 61 can be left in steps or can be formed into a cross section as shown in FIG. 9 by subsequently rolling the cover 5.
- the course of the line of weakness 61 can be adapted to the cross-sectional shape of the lid 5 or to the intended use (partial opening, drinking opening, etc.).
- a tab 53 with a rivet 56, a cup rivet drawn from the cover plate (not shown) or by welding is attached to the cover in a known manner, the shorter lever section 55 of which has a puncturing nose 57 directed against the surface of the cover 5 , which locally breaks the line of weakness 61 when the longer lever section 59 is lifted and thus subsequently enables a complete or partial removal of the cover 5 or cover part along the line of weakness 61.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Closures For Containers (AREA)
Abstract
Das erfindungsgemässe Verfahren zur Herstellung der Schwächungslinie (21) besteht darin, dass am ebenen Blechzuschnitt (17) mit einem Stempel (27) und einer Matrize (29) ein stufenförmiger Versatz des Blechmaterials gebildet wird, bei welchem das Material gedehnt und damit verdünnt und verhärtet wird. Beim Einrollen des Blechzuschnittes (17) zu einem Rumpf wird die zuvor erzeugte Stufe teilweise zurückgewalzt, und es entsteht eine wellenlinienförmige Verformung, entlang der die Dose aufgebrochen werden kann. <IMAGE>
Description
- Gegenstand der Erfindung ist ein Verfahren zur Herstellung einer Schwächungslinie an einer Dose gemäss Oberbegriff der Patentanspruches 1. Gegenstand der vorliegenden Erfindung ist weiter ein Verfahren zur Herstellung einer Startbruchstelle an einem Aufreissstreifen gemäss Patentanspruch 2. Gegenstand der Erfindung ist weiter ein Verfahren zur Herstellung der Schwächungslinien an Aufreissstreifen und Aufreissdeckel an einer Dose gemäss Oberbegriff des Patentanspruches 7. Gegenstand der Erfindung ist weiter ein Verfahren zur Herstellung einer Schwächungslinie zur Bildung einer Aufreissöffnung am Deckel von Dosen gemäss Oberbegriff des Patentanspruches 12.
- Konservendosen aus Metall, insbesondere aus Weissblech, für Fleischkonserven, z.B. Corned Beef, weisen häufig in geringem Abstand vom Deckel einen am Mantel umlaufenden, aus zwei oder mehr parallelen Schwächungslinien bestehenden Aufreissstreifen mit einer vom Dosenmantel leicht abstehenden, zum Ansetzen eines Oeffners angeordneten Aufreisslasche auf. Die Aufreisslasche kann auf dem Mantel der Dose aufgeschweisst oder Teil derselben sein. Zum Oeffnen der Dose wird meist ein geschlitzter Schlüssel verwendet, mittels welchem die abstehende Aufreisslasche eingerollt und der unter der Lasche liegende Aufreissstreifen aus dem Dosenmantel herauslösbar ist. Damit der Aufreissstreifen überhaupt erst aus dem Mantel gelöst werden kann, muss quer zu den umlaufenden Schwächungslinien eine sogenannte Startritzung oder Startbruchstelle angebracht werden, welche aufbricht, sobald durch die auf einen Schlüssel aufgerollte Lasche eine Scherkraft auf die Startbruchstelle einwirkt.
- Die einen Aufreissstreifen bildenden, am Dosenrumpf angebrachten, den Rumpf örtlich schwächenden Schwächungslinien werden in der Praxis mittels einer Rolle, auf deren Peripherie eine v-förmige Rippe mit einem Flankenwinkel von ca.70°-80° angebracht ist, am bachen Blectizuschnitt als Ritzungen eingeprägt. In Abhängigkeit von der Tiefe der Schwächungslinie, sie variiert je nach der Dicke des Bleches zwischen zehn bis zwölf Hundertstelmillimeter, wird durch die Rippe das Blech mehr oder weniger stark verdichtet. Die Rippe, deren Schneidkante einen sehr kleinen Radius aufweist, wirkt wie ein Messer und durchtrennt die das Blech schützende Oberflächenbeschichtung aus Zinn oder einem Kunststofflack. Derart hergestellte Schwächungslinien bilden den Ausgangspunkt von Korrosion. Wenn die Schwächungslinie im Innern der Dose zu liegen kommt, können Verfärbungen oder eine Kontamination des Inhaltes eintreten. Beides ist unerwünscht.
- Aus der Schweizer Patentschrift 657,824 sind verschiedenartig geformte Startbruchritzungen bekanntgeworden, welche im wesentlichen quer zu den den Aufreissstreifen bildenden umlaufenden Schwächungslinien verlaufen. Diese Schwächungslinien werden, wie oben beschrieben, durch einseitiges Ritzen oder Einprägen einer scharfkantigen Vertiefung in die Oberfläche des Bleches erzeugt. Dabei werden die seitlich der Schwächungslinie liegenden Bereiche des Mantels nicht verformt. Man ist sogar dafür besorgt, dass diese Bereiche durch das Anbringen der Schwächungslinien nicht verbogen werden. Es entsteht also nur eine örtliche scharfkantige Vertiefung in der Oberfläche des Bleches. Analog wird auch die Startritzung quer zum Aufreissstreifen erzeugt, welche bei der weiteren Verarbeitung, insbesondere beim Expandieren der Dose zu grossen Problemen infolge Kerbspannungsrissen führt.
- Aus der europäischen Patentanmeldung 87 810181 ist weiter ein Gebinde mit einem Aufreissstreifen bekanntgeworden, bei welchem die Startritzung durch eine örtliche Scherung des Mantels der Dose erzeugt wird. Dabei entsteht sowohl auf der Innen- als auch auf der Aussenseite des Mantels je ein scharfkantiger Absatz und je eine gegen Korrosion nicht geschützte freigelegte Schnittfläche.
- Die beiden bekannten scharfkantigen Schwächungslinien ermöglichen, mit geringer Kraft einerseits den Aufreissstreifen aufzubrechen und andererseits den Streifen aus dem Mantel zu lösen. Soll nun aber eine Dose mit einem solchen Aufreissstreifen, wie dies häufig vorkommt, in einer Verformungsmaschine aufgeweitet werden, um beispielsweise eine konische, rechteckförmige, fassförmige oder eine kegelförmige Gestalt zu bekommen, wie dies bei Dosen für Corned Beef, bzw. Bier üblich ist, so treten häufig an den Schwächungslinien, insbesondere an den Startritzungen schon während des Dehnens Risse auf, weil die radiale Zugkraft bereits genügt, den Dosenmantel an der Sollbruchstelle, welche durch das Anbringen der Sollbruchstelle geschwächt ist, aufzureissen.
- Auch bei den sogenannten Vollaufrissdeckeln wird die umlaufende Schwächungslinie in oben beschriebener Weise durch eine scharfkantige Prägelinie angebracht. Es hat sich dabei gezeigt, dass Deckel aus Weissblech nicht geeignet sind, mittels einer in bekannter Weise erzeugten Schwächungslinie geöffnet zu werden, da die aufzubringende Kraft zum Eindrücken und Abziehen zu gross ist. Aus diesem Grunde werden heute praktisch ausschliesslich Aufreissdeckel aus Aluminium hergestellt. Dies hat den Nachteil, dass sie einerseits teurer sind als Weissblechdeckel und andererseits beim Recycling der Weissblechdose fast unlösbare Probleme verursachen, da eine mechanische Trennung des am Dosenmantel aus Weissblech zurückbleibenden eingerollten Deckelrandes aus Aluminium vom Weissblechrumpf nicht möglich ist.
- Hier will die Erfindung Abhilfe schaffen.
- Die Erfindung, wie sie im Anspruch 1 gekennzeichnet ist, löst die Aufgabe, ein Verfahren zur Herstellung von Schwächungslinien für die Bildung eines Aufreissstreifens und/oder einer Startbruchstelle an einem ganz oder teilweise umlaufenden Aufreissstreifen oder an einem Deckel zu schaffen, welche die beim Expandieren oder Aufweiten, bzw. einem Verformen des Dosenmantels während der Sterilisation des Inhaltes, die auf sie wirkenden Kräfte schadlos übersteht und dennoch ein Oeffnen der Dose mit geringem Kraftaufwand und sicher ermöglicht.
- Ueberraschenderweise gelingt es, mit dem erfindungsgemässen Verfahren die Schwächungslinie derart zu gestalten, dass keine Verletzung der Oberflächenbeschichtung eintreten kann und auch die beim Dehnen oder Aufweiten des Blechmantels auftretenden Zugkräfte die Schwächungslinien in einem derart geringen Masse beanspruchen, dass sie während des Aufweitvorganges nicht aufgebrochen werden kann. Durch das Anbringen einer Dehnzone, welche beim Aufweiten der Dose den grössten Teil der Zugkräfte aufnimmt, kann die eigentliche in der erfindungsgemässen Weise erzeugte Startbruchstelle am Aufreissstreifen von Zugspannungen entlastet werden.
- Die Verwendung der neuartigen Schwächungslinie ermöglicht einen derart hohen Schwächungsgrad, dass auch Deckel aus Weissblech verwendet werden können, ohne dass bei deren Verformung beim Aufwalzen auf den Dosenrumpf die in unmittelbarer Nachbarschal liegende Schwächungslinie aufbricht.
- Anhand illustrierter Ausführungsbeispiele wird das erfindungsgemässe Verfahren näher erläutert. Es zeigen:
- Figur 1 ein Gebinde mit einem umlaufenden Aufreissstreifen und einer Aufreisszunge in perspektivischer Darstellung,
- Figur 2 einen Blechzuschnitt mit Schwächungslinien für den Aufreissstreifen,
- Figur 3 einen Teil-Querschnitt durch das Werkzeug zur Herstellung der Startbruchstelle mit einem bereits bearbeiteten Blechzuschnitt längs Linie II-II in Figur 1,
- Figur 4 einen Querschnitt durch den Mantel an der Stelle der Startbruchstelle nach dem Schweissen des Blechzuschnittes zu einem Dosenrumpf,
- Figur 5 einen Querschnitt durch den Mantel am Ort der Startbruchstelle nach dem Dehnen (Expandieren) der Dose,
- Figur 6 einen Querschnitt durch den Mantel zu Beginn des Oeffnens der Dose,
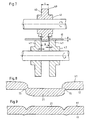
- Figur 7 einen Teilquerschnitt durch das Werkzeug zur Herstellung eines Aufreissstreifens,
- Figur 8 einen Querschnitt durch den Aufreissstreifen nach der Verformung,
- Figur 9 einen Querschnitt durch den Aufreissstreifen nach der Rückformung,
- Figur 10 ein Gebindeoberteil mit einem Aufreissdeckel und einen Lift-off-Ring,
- Figur 11 einen Teilquerschnitt durch das Gebinde in Figur 10 und
- Figur 12 einen Querschnitt durch das schematisch dargestellte Werkzeug mit einem eingelegten Deckel.
- An dem in der Figur 1 dargestellten Gebinde 1 ist vorne die Schweissnaht 3, oben der Deckel 5 und unten der Bördelrand 7 des Bodens 9 sowie eine Aufreisszunge 11 sichtbar. Der zylindrische Rumpf 13 weist im Bereich der Aufreisszunge 11 mindestens zwei umlaufende Schwächungslinien 15 auf, entlang denen der Rumpf 13 aufgetrennt werden kann. Die Schwächungslinien 15 enden, wie in Figur 2 sichtbar, vorzugsweise wenige Millimeter vor der Schweissnaht 3. Der erfinderische Rumpf 13 besteht aus einem anfänglich ebenen rechteckigen Blechzuschnitt 17 (Abwicklung in Figur 2), bei dem an der Kante 19 die Zunge 11 mitausgestanzt worden ist. Zwischen den beiden Schwächungslinien 15 ist ein Aufreissstreifen 21 ausgebildet. Anstelle einer aus dem Blechzuschnitt 17 gestanzten Aufreisszunge 11 kann auch eine auf den Aufreissstreifen 21 nachträglich aufgeschweisste Aufreisszunge 11 vorgesehen werden. Auf dem Aufreisstreifen 21 ist eine Startbruchstelle 23 angebracht, welche dazu dient, beim Oeffnen des Gebindes 1 mit einem geschlitzten Schlüssel 25 den Aufreissstreifen 21 beim Drehen des Schlüssels 25 durch Scherung aufzubrechen und das Aufrollen desselben zu ermöglichen (Figur 6). Im folgenden wird zuerst das Verfahren zur Herstellung der Schwächungslinie, die die Startbruchstelle 23 bildet, erläutert. Während des Ausstanzens des Blechzuschnittes 17 oder in einer darauf folgenden Operation wird mit einem absenkbaren Stempel 27 das Blech 17 in einen Bereich x aus der in Figur 3 mit h1 bezeichneten Ebene bezüglich der Horizontalen um einen Betrag a nach unten gezogen. Damit eine reproduzierbare Verformung erlangt werden kann, wird das Blech 17 auf der linken Seite des Stempels 27 auf einer Matrize 29 abgestützt. Zwischen dem Stempel 27 und der feststehenden Matrize 29 besteht ein Werkzeugversatz d, welcher in der Grössenordnung der 0,25-fachen Dicke b des Bleches 17 liegt. Sowohl der Stempel 27 als auch die Matrize 29 sind an den einander gegenüberliegenden Kanten 31, 33 abgerundet. Der Radius an den Kanten 31, 33, der eine Kerbwirkung verhindert, beträgt je nach Dicke b des Bleches 17 mindestens 0,03 bis 0,1 mm. Auf der dem Stempel 27 gegenüberliegenden Seite des Bleches 17 kann eine mit dem Stempel 27 synchron mitlaufende Gegendruckplatte 35 vorgesehen sein. Analog dazu kann auch eine anpressbare Gegendruckplatte 37 zum Festklemmen des Bleches 17 über der fest angeordneten Matrize 29 angeordnet sein. Vorzugsweise wird die stufenförmige Schwächungslinie am Ort der zukünftigen Startbruchstelle vor dem Ausstanzen der Aufreisszunge 11 erzeugt, damit beim Ziehvorgang kein Material aus der Aufreisszunge 11 abgezogen und der Ansatz der Aufreisszunge 11 damit auch nicht verbogen werden kann (vergl. Figur 2). Bei der Bildung der Startbruchstelle 23 beim Niederfahren des Stempels 27 wird das Blech 17 über die Kanten 31 und 33 gezogen und erfährt eine Verjüngung um ca. 40-60 % sowie eine Erhärtung im Dehnungsbereich x. Der Dehnungsbereich x lieg nach der Verformung in einem Winkel von ca. 70-80° zur Fläche h1. Sämtliche Kanten des Bleches 17 im Bereich der Verformung weisen Radien auf, die Kerbwirkungen bei der Weiterverarbeitung verhindem. Nach dem Anbringen der Startbruchstelle 23 am noch ebenen Blechzuschnitt 17 wird dieser in bekannter Weise auf einer Rundeinrichtung an einer Schweissmaschine mittels mehrerer Walzen zu einem zylindrischen Rumpf 13 verformt und die beiden Kanten 19,20, welche sich nach dem Runden um einen geringen Betrag, z.B. 0,5 oder 1 mm, überlappen, werden durch die Naht 3 miteinander verschweisst. Beim Durchlauf durch die Walzen der Rundeinrichtung und beim nachfolgenden Erzeugen der Schweissnaht wird die anfänglich stufenartig ausgebildete Startbruchstelle 23 derart verformt, dass die an die Startbruchstelle 23 angrenzenden Blechbereiche wiederum etwa in die ursprüngliche Ebene h1 und vorzugsweise unmittelbar neben der Schweissnaht 3 zu liegen kommen. Der Bereich x weist dann eine wellenförmige Gestalt auf (Figur 4). Diese wellenförmige Ausbildung des die Startbruchstelle 23 enthaltenden Abschnittes des Rumpfes 13 dient nun im nächsten Arbeitsgang, dem Ausweiten oder Konifizieren des Rumpfes 13, dazu, die durch die Umfangsvergrösserung im Bereich des Aufreissstreifens 21, in welcher die Startbruchstelle 23 liegt, auftretende Materialdehnung schadlos aufzunehmen (Fig. 5).
Im v-förmigen Bereich der Sollbruchstelle erfolgt beim Konifizieren nämlich keine wesentliche Dehnung des Materials, sondern eine Streckung des wellenförmigen Abschnittes y um den Betrag z. Von der anfänglichen Verformung bleibt danach im wesentlichen nur noch ein etwa v-förmiger Einschnitt, der beim Aufrollen der Aufreisslasche 11 mit dem Schlüssel 25 infolge der geringen Blechdicke und der Verhärtung die Startbruchstelle 23 zum Aufbrechen des Aufreissstreifens 21 bildet. Sowohl die Materialverdünnung als auch -erhärtung an dieser Stelle bewirken ein sicheres Aufbrechen bei der Scherwirkung durch den Schlüssel 25. - Die beiden Schwächungslinien 15 am Rumpf 13, werden im Durchlauf mittels zwei parallel übereinanderliegenden, angetriebenen Walzen 41 und 43, auf denen umlaufende Rippen 45 bzw. 47 angebracht sind, erzeugt. Auf der den Stempel bildenden Walze 41 ist eine, eine rechteckförmige Kontur aufweisende Rippe 45 angebracht, deren Breite c im wesentlichen der Breite des zu erzeugenden Aufrewsstreifens 21 entspricht und deren mit dem Blech 17 in Berührung gelangende Kanten 49 abgerundet sind. Auf den Walzen 43 sind die die Matrizen bildenden Rippen 47 paarweise und spiegelbildlich ausgebildet und in einem Abstand e angeordnet. Der Abstand e ist grösser als die Breite c der Rippe 45. Die sich ergebenden Versetzungen f der beiden umlaufenden Rippen 45 bzw. 47 ist abhängig von der Dicke b des Bleches 17 und liegt im. Bereich von einigen Zehntelsmillimetern. Die Eindringtiefe der den Stempel bildenden Rippe 45 zwischen die die Matrize bildenden Rippen 47 liegt in der Grössenordnung der Dicke b des Bleches 17. Die beiden Walzen 43 sind vorzugsweise axial verschiebbar ausgebildet, um den Versatz f an die jeweils verwendete Blechdicke b und Blechqualität anpassen zu können. Im weiteren ist der Achsabstand der Walzen 41 und 43 ebenfalls einstellbar, um die Eindringtiefe der Rippe 45 zwischen die beiden Rippen 47 einstellen zu können.
- Nach der Verformung des Bleches 17 durch die Rippen 45 und 47 ist der Bereich des Aufreissstreifens 21 etwa um den Betrag der Blechdicke b parallel zur Blechoberfläche h1 stufenförmig versetzt. Die schräg liegenden Bereiche entlang dem Aufreissstreifen 21 sind durch die Verformung gedehnt und dadurch wie bei der Erzeugung der Startbruchstelle 23 verjüngt und verhärtet worden. Sämtliche Uebergänge sind mit Radien versehen, welche bezüglich der Kerbwirkung unbedenklich sind.
- Die in der beschriebenen Weise mit einem Aufreissstreifen 21 versehenen Blechzuschnitte 17 können direkt in einer Schweissmaschine verarbeitet werden. Beim Einrunden der ursprünglich ebenen Blechzuschnitte 17 mittels in bekannter Weise arbeitenden, hintereinandergeschalteten Rundwalzen wird der nach der Erzeugung versetzt zur Blechoberfläche h1 liegende Aufreissstreifen 21 ganz oder teilweise in die Blechoberfläche h1 zurückgewalzt. Die beiden gedehnten Bereiche, welche die Schwächungslinien 15 bilden, weisen nach der Rückformung eine v-förmige Gestalt auf und zeigen völlig abgerundete Kanten (Figur 9), vergleichbar mit der Ausbildung der Startbruchstelle 23 gemäss Figur 5.
- In analoger Weise kann auch eine entlang dem Falzrand 50 zwischen dem Deckel 5 und dem Mantel 13 verlaufende Schwächungslinie 61, welche ein werkzeugfreies Aufbrechen und Abnehmen des zentralen Teiles des Deckels 5 oder Teiles davon ermöglicht, erzeugt werden. Die umlaufende, stufenförmige Schwächungslinie 61 kann durch einen kreisförmigen Stempel 71 und eine Matrize 73 mit einer entsprechenden kreisförmigen Oeffnung hergestellt werden. Eine auf diese Weise erzeugte Schwächungslinie 61 weist einen Querschnitt auf, wie er in den Figuren 11 und 12 gezeigt ist. Die Höhe k der Stufe entspricht vorzugsweise etwa der 0,5- bis 1,5-fachen Dicke s des Bleches, aus dem der Deckel 5 gefertigt ist. Der Bereich x der Stufe ist durch den Tiefziehvorgang sowohl verdünnt als auch erhärtet worden. Die Schwächungslinie 61 kann stufenförmig belassen oder durch nachträgliches Walzen des Deckels 5 in einen wie in Figur 9 dargestellten Querschnitt umgeformt werden. Selbstverständlich kann der Verlauf der Schwächungslinie 61 an die Querschnittsform des Deckels 5 oder an den Verwendungszweck (Teilöffnung, Trinköffnung, etc.) angepasst werden.
- Zum Oeffnen des Deckels 5 wird in bekannter Weise eine Lasche 53 mit einer Niete 56, einer aus dem Deckelbech gezogenen Napfniete (keine Abbildung) oder durch eine Schweissung am Deckel befestigt, dessen kürzerer Hebelabschnitt 55 eine gegen die Oberfläche des Deckels 5 gerichtete Einstichnase 57 aufweist, welche beim Anheben des längeren Hebelabschnittes 59 die Schwächungslinie 61 örtlich aufbricht und so anschliessend ein vollständiges oder teilweises Abziehen des Deckels 5 oder Deckelteiles entlang der Schwächungslinie 61 ermöglicht.
Claims (14)
- Verfahren zur Herstellung einer Schwächungslinie an einem Blechzuschnitt für eine Dose, entlang welcher die Dose aufgetrennt und der Doseninhalt freigelegt werden kann, dadurch gekennzeichnet, dass das Blech im Bereich (x) der zu bildenden Schwächungslinie (61) durch Tiefziehen des Bleches verjüngt wird.
- Verfahren zur Herstellung einer Schwächungslinie als Startbruchstelle an einem Aufreissstreifen am Mantel einer Dose aus Metall gemäss Anspruch 1, dadurch gekennzeichnet dassa) am Blechzuschnitt (17) für den Mantel (13) der Dose (1) mittels eines Stempels (27) und einer zum Stempel (27) in horizontaler Richtung um einen Betrag (d) versetzt angeordneten Matrize (29) eine Stufe von der Höhe (a) unter Dehnung und Verjüngung des Blechzuschnittes (17) im Bereich (x) zwischen dem Stempel (27) und der Matrize (29) erzeugt wird,b) der Blechzuschnitt (17) zu einem zylindrischen Rumpf (13) geformt und die sich überlappenden Kanten (19, 20) miteinander verschweisst werden,c) die Stufe beim Runden und/oder Schweissen gewalzt wird, derart, dass ein im wesentlichen wellenförmiger Abschnitt (y) entsteht,d) der beim Konfizieren ausstreckbar ist, wobei im Zentrum des gestreckten Bereichs die V-förmige Startbruchstelle (23) entsteht.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, dass die Stufe im Bereich der Startbruchstelle (23) vor dem Ausstanzen der Aufreisszunge (11) erzeugt wird.
- Verfahren nach einem der Ansprüche 2 oder 3, dadurch gekennzeichnet, dass beim Erzeugen der Stufe zwischen dem Stempel (27) und der Matrize (29) eines Ziehwerkzeuges der Versatz (d) von ca. 25% der Dicke (b) des Blechzuschnittes (17) aufrechterhalten wird.
- Verfahren nach einem der Ansprüche 2 bis 4, dadurch gekennzeichnet, dass alle Kanten an der Startbruchstelle (23) mit einem Radius versehen werden.
- Verfahren nach einem der Ansprüche 2 bis 5, dadurch gekennzeichnet, die Schweissnaht (3) unmittelbar neben der Startbruchstelle (23) angebracht wird.
- Verfahren zur Herstellung der Schwächungslinien für einen Aufreissstreifen am Mantel der Dose nach Anspruch 1, dadurch gekennzeichnet, dass am Blechzuschnitt (17) mittels eines Stempels (45) und zwei seitlich des Stempels (45) in horizontaler Richtung versetzt angeordneter Matrizen (47) eine parallel zur Blechoberfläche (h1) liegende, streifenförmige Stufe von der Breite (e) unter Dehnung und Verjüngung des Blechzuschnittes (17) entlang der Stufe erzeugt wird.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, dass der Blechzuschnitt (17) beim Ziehen mit Stempel (45) und Matrize (47) an einer dem Stempel (45) und/oder der Matrize (47) gegenüberliegenden Gegendruckplatte (35, 37) festgeklemmt wird.
- Verfahren nach einem der Ansprüche 7 oder 8, dadurch gekennzeichnet, dass beim Erzeugen der Stufe zwischen dem Stempel (45) und den Matrizen (47) des Werkzeuges ein seitlicher Versatz (f) aufrechterhalten wird.
- Verfahren nach Anspruch 9, dadurch gekennzeichnet, dass der Versatz (f) je ca. 10% der Dicke (b) des Blechzuschnittes (17) beträgt.
- Verfahren nach einem der Ansprüche 8 bis 10, dadurch gekennzeichnet, dass die Stufen durch die Rundwalzen einer Einrundmaschine mindestens teilweise in die Blechoberfläche (h1) zurückgewalzt werden.
- Verfahren zur Herstellung einer Schwächungslinie zur Bildung einer Aufreissöffnung am Deckel der Dose nach Anspruch 1, dadurch gekennzeichnet, dass die Schwächungslinie (61) am Deckel (5) mittels eines den Querschnitt der zu bildenden Aufreissöffnung (65) aufweisenden Stempels (71) und einer den Stempel (71) aufnehmenden Matrize (73) durch Ziehen einer Stufe erzeugt wird, deren schrägliegende Flanke beim Tiefziehen verjüngt und erhärtet wird.
- Verfahren nach Anspruch 12, dadurch gekennzeichnet, dass die Stufe eine Höhe (k) der 0,5- bis 1,5-fachen Blechdicke (s) aufweist.
- Dose aus Blech mit einer nach dem Verfahren nach Anspruch 1 hergestellten Startbruchstelle und/oder Schwächungslinie.
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH444489 | 1989-12-11 | ||
| CH4444/89 | 1989-12-11 | ||
| CH77790 | 1990-03-08 | ||
| CH777/90 | 1990-03-08 | ||
| CH2795/90 | 1990-08-28 | ||
| CH279590 | 1990-08-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0433235A1 true EP0433235A1 (de) | 1991-06-19 |
Family
ID=27172406
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90810962A Withdrawn EP0433235A1 (de) | 1989-12-11 | 1990-12-07 | Verfahren zur Herstellung der Schwächungslinien an Aufreissstreifen und Aufreissdeckel sowie Verfahren zur Herstellung einer Startbruchstelle |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0433235A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0811441A4 (de) * | 1995-02-22 | 1998-12-02 | Nippon Steel Corp | Leicht zu öffnender metallischer deckel und verfahren zur herstellung |
| WO2003053800A1 (en) * | 2001-12-19 | 2003-07-03 | Rexam Beverage Can Company | Can end for a container |
| DE102019117286A1 (de) * | 2019-06-27 | 2020-12-31 | Zumtobel Lighting Gmbh | Verfahren zur Erzeugung eines geschwächten Materialabschnitts in einem Bauteil |
| CN113020433A (zh) * | 2021-02-26 | 2021-06-25 | 卡斯马汽车系统(上海)有限公司 | 热冲压工件的制备方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2159325A (en) * | 1935-09-30 | 1939-05-23 | Guardian Safety Seal Company | Method of rendering sheet metal and sheet metal articles readily severable |
| US2361401A (en) * | 1941-06-11 | 1944-10-31 | American Can Co | Scoring machine |
| US3362569A (en) * | 1964-08-24 | 1968-01-09 | Joseph A. Geiger | Container closures with breakable openings |
| FR2269454A1 (de) * | 1974-05-02 | 1975-11-28 | Keiji Taniuchi | |
| CH657824A5 (de) * | 1986-01-10 | 1986-09-30 | Elpatronic Ag | Aufreissbares dosenteil. |
| EP0243303A1 (de) * | 1986-04-12 | 1987-10-28 | Siegfried Frei | Verfahren zur Herstellung eines geschweissten Gebindes |
-
1990
- 1990-12-07 EP EP90810962A patent/EP0433235A1/de not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2159325A (en) * | 1935-09-30 | 1939-05-23 | Guardian Safety Seal Company | Method of rendering sheet metal and sheet metal articles readily severable |
| US2361401A (en) * | 1941-06-11 | 1944-10-31 | American Can Co | Scoring machine |
| US3362569A (en) * | 1964-08-24 | 1968-01-09 | Joseph A. Geiger | Container closures with breakable openings |
| FR2269454A1 (de) * | 1974-05-02 | 1975-11-28 | Keiji Taniuchi | |
| CH657824A5 (de) * | 1986-01-10 | 1986-09-30 | Elpatronic Ag | Aufreissbares dosenteil. |
| EP0243303A1 (de) * | 1986-04-12 | 1987-10-28 | Siegfried Frei | Verfahren zur Herstellung eines geschweissten Gebindes |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0811441A4 (de) * | 1995-02-22 | 1998-12-02 | Nippon Steel Corp | Leicht zu öffnender metallischer deckel und verfahren zur herstellung |
| WO2003053800A1 (en) * | 2001-12-19 | 2003-07-03 | Rexam Beverage Can Company | Can end for a container |
| US6715629B2 (en) | 2001-12-19 | 2004-04-06 | Rexam Beverage Can Company | Can end for a container |
| DE102019117286A1 (de) * | 2019-06-27 | 2020-12-31 | Zumtobel Lighting Gmbh | Verfahren zur Erzeugung eines geschwächten Materialabschnitts in einem Bauteil |
| AT17339U1 (de) * | 2019-06-27 | 2021-12-15 | Zumtobel Lighting Gmbh At | Verfahren zur Erzeugung eines geschwächten Materialabschnitts in einem Bauteil |
| CN113020433A (zh) * | 2021-02-26 | 2021-06-25 | 卡斯马汽车系统(上海)有限公司 | 热冲压工件的制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2257580C3 (de) | Verfahren zur Herstellung eines leicht zu öffnenden Behälterdeckels aus Blech | |
| EP0808676B1 (de) | Verfahren zur Herstellung eines leicht zu öffnenden Dosendeckels und leicht zu öffnender Dosendeckel | |
| EP0007487B1 (de) | Versiegelte Dose und vorgeformtes Verschlusselement dafür sowie Verfahren und Vorrichtungen zu deren Herstellung | |
| DE2113235C3 (de) | Verfahren und Vorrichtung zum Formen eines integralen Hohlniets an einem Blechteil | |
| DE68908830T2 (de) | Leicht zu öffnende Flaschenkapsel aus Aluminiumfolie sowie Verfahren zu ihrer Herstellung. | |
| DE2341077A1 (de) | Mit dem finger zu oeffnender behaelterverschluss, sowie verfahren und vorrichtung zur ausbildung eines solchen verschlusses | |
| DE8237299U1 (de) | Dichte Packung | |
| DD143739A5 (de) | Verfahren und vorrichtung zur herstellung eines leicht zu oeffnenden behaelterverschlussteiles | |
| DE60133635T2 (de) | Verfahren zur Herstellung eines leicht zu öffnenden Deckels für Behälter | |
| DE2509494C3 (de) | Verfahren zur Erzeugung eines Abreifiteiles in einem Stahlblech | |
| DE2839822A1 (de) | Betrugssichere verschlusskappe und geraet zu deren herstellung | |
| DE2705934C2 (de) | Abreißbarer Verschluß und Verfahren zur Herstellung des letzteren | |
| EP0433235A1 (de) | Verfahren zur Herstellung der Schwächungslinien an Aufreissstreifen und Aufreissdeckel sowie Verfahren zur Herstellung einer Startbruchstelle | |
| EP0675773B1 (de) | Verfahren und Vorrichtung zur Weiterbehandlung eines Verschlussdeckels aus Blech | |
| DE3515812C2 (de) | ||
| DE3704895C2 (de) | ||
| EP0882649B1 (de) | Verfahren zum Verbinden eines Unterteils eines Verpackungsbehälters mit einem Verschlusselement | |
| EP0167855B1 (de) | Aufreissbarer Dosenrumpf | |
| DD296015A5 (de) | Verfahren zur herstellung eines verschlusselementes zur steuerbaren oeffnung eines kastens, insbesondere eines metallischen kastens, nach diesem verfahren hergestelltes verschlusselement und kasten, der dieses enthaelt | |
| DE19716901C2 (de) | Verfahren zur Herstellung eines Verschlussringes mit einem umlaufenden Gewindekragen zum Aufsetzen eines Twist-off-Deckels und mit einem Bördelrand zum Aufbringen des Verschlußringes auf den Rand eines Gebindes | |
| AT389659B (de) | Verfahren zum herstellen eines mit einem eindrueckbaren oeffnungslappen versehenen dosendeckels aus blech | |
| DE3516390A1 (de) | Aufreissbares dosenteil | |
| DE2509493C3 (de) | Verfahren und Vorrichtung zur Erzeugung eines Abreißteiles in einem Blech | |
| DE19714982C2 (de) | Verfahren zur Herstellung eines Verschlußringes mit einer umlaufenden Siegelfläche zum Aufsiegeln einer Verschlußmembran und einem Bördelrand zum Aufbringen des Verschlußringes auf den Rand eines Gebindes sowie nach dem Verfahren hergestellter Ring | |
| DE2437711C3 (de) | Verfahren zur Herstellung von Eindrücklaschen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE DK FR GB LI |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19911220 |