EP0452541A2 - Procédé de fabrication d'objets creux en tantale - Google Patents
Procédé de fabrication d'objets creux en tantale Download PDFInfo
- Publication number
- EP0452541A2 EP0452541A2 EP90120379A EP90120379A EP0452541A2 EP 0452541 A2 EP0452541 A2 EP 0452541A2 EP 90120379 A EP90120379 A EP 90120379A EP 90120379 A EP90120379 A EP 90120379A EP 0452541 A2 EP0452541 A2 EP 0452541A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- tantalum
- starting material
- forming
- hollow bodies
- stamp
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 title claims abstract description 24
- 229910052715 tantalum Inorganic materials 0.000 title claims abstract description 23
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 5
- 238000000034 method Methods 0.000 claims abstract description 16
- 239000007858 starting material Substances 0.000 claims abstract description 8
- 239000007788 liquid Substances 0.000 claims description 4
- 230000000717 retained effect Effects 0.000 abstract 1
- 239000002344 surface layer Substances 0.000 abstract 1
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 239000000314 lubricant Substances 0.000 description 3
- 238000005461 lubrication Methods 0.000 description 3
- 239000012530 fluid Substances 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000000641 cold extrusion Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000001000 micrograph Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- -1 polytetrafluoroethylene Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000011265 semifinished product Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/205—Hydro-mechanical deep-drawing
Definitions
- the invention relates to a process for the production of hollow bodies from tantalum by cold forming using a stamp.
- a method of the type characterized above is e.g. from the magazine "Umformtechnik 15 (1981) 3, page 31 ff., It describes the cold forming, in particular the cold extrusion of tantalum.
- the forming was carried out in four individual stages on a standing crank press. Sufficient results to prevent the tendency to weld von Tantal with the active parts of the press could only be achieved by combining several measures, including the use of materials other than chrome cold work steel for the active parts, their additional surface treatment, a surface treatment of the starting forms and their lubrication with a lubricant mixture.
- DE-PS 38 04 567 discloses a process for optimizing the production of hollow bodies in the form of cups from highly ductile tantalum.
- a lubricant film is applied to a tantalum sheet, which consists of an oxide layer of the metal, in which low molecular weight polytetrafluoroethylene is embedded, and then the tantalum sheet is cold-formed by means of a hard metal stamp in a single step to the hollow body by backward extrusion.
- the object of the present invention is to provide a method in which tantalum with great ductility and a fine-grained structure is to be formed in one step into rotationally symmetrical hollow bodies by cold forming using a stamp.
- the finished parts should have reproducible geometric properties and complex contours.
- the microstructure in the finished part should remain in almost the same, fine-grained state as in the highly ductile semi-finished product.
- This object is achieved in that a highly ductile tantalum sheet with a fine grain structure is used as the starting material, and in that a liquid under pressure is used to generate a counterpressure to the stamp.
- the parts formed according to the invention have a homogeneous structure with quasi-isotropy, which manifests itself in uniform strength properties, in particular in an almost constant distribution of hardness in the circumferential direction.
- Such uniform strength properties are of particular importance, for. B. for the high-speed forming of the rotationally symmetrical hollow body, as occurs, for example, in projectiles.
- tantalum as the starting material, which has a grain size finer than No. 6 according to ASTM E 112, because cold forming can be carried out more easily.
- an oxide layer as a lubricant layer for. B. anodic. This layer is very firmly bonded to the tantalum and causes such lubrication that the stamp does not weld to the tantalum sheet.
- An oxide layer with a thickness of 200 nm can advantageously be applied, so that the frictional forces are kept almost constant during the pressing.
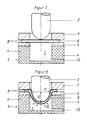
- the figures show a deep-drawing tool for hydromechanical deep-drawing, which consists of a stamp 2 as a positive tool and a water box 3 with side walls 4.
- the tantalum disk itself shows in the metal has a grain size of 6 according to ASTM E 112, and is further characterized by a tensile strength Rm of 245 N / mm, a yield strength R p 0.2 of 150 N / mm2, an elongation at break A125 of 70%, and a hardness of 78 Marked HV5. Furthermore, the metal has a greatly reduced texture and a fine grain size, and the structure of the starting material is in a homogeneous and recrystallized state. The tantalum disk is anodized on both sides to achieve good lubrication before use and therefore has an oxide layer 8 with a thickness of z. B. 200 nm.
- a circularly symmetrical hollow body is produced from this blank 6 as a finished part 9 by hydromechanical deep drawing in one go.
- the circular blank 6 is pressed directly against the immersing punch 2 (positive tool) with the aid of a pressure-controlled fluid cushion 1, as is indicated by the pressure arrows 10.
- a maximum hydraulic pressure of P 250 bar is applied.
- the liquid for the fluid cushion 1 is supplied via the inlet 13.
- the finished, pressure-controlled, rotationally symmetrical hollow body 9 has an opening diameter 11 of 50 mm and an end height 12 of 30 mm. According to the invention, it has a recrystallized microstructure with fine grain, as was almost present in the starting material. This almost unchanged homogeneous and isotropic structure has been confirmed by micrographs.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4012163 | 1990-04-14 | ||
| DE19904012163 DE4012163A1 (de) | 1990-04-14 | 1990-04-14 | Verfahren zur herstellung von hohlkoerpern aus tantal |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0452541A2 true EP0452541A2 (fr) | 1991-10-23 |
| EP0452541A3 EP0452541A3 (en) | 1992-01-02 |
Family
ID=6404474
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19900120379 Ceased EP0452541A3 (en) | 1990-04-14 | 1990-10-24 | Method of manufacturing hollow objects from tantalum |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0452541A3 (fr) |
| DE (1) | DE4012163A1 (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997003772A1 (fr) * | 1995-07-14 | 1997-02-06 | The Whitaker Corporation | Procede de formage pour matieres relativement dures |
| EP1447153A1 (fr) * | 2003-02-12 | 2004-08-18 | ThyssenKrupp Stahl AG | Machine outil pour le formage des tôles à haute pression exterieure |
| CN102125952A (zh) * | 2011-01-22 | 2011-07-20 | 安徽工业大学 | 锥壁斜凸缘类薄壁钣金件充液拉深成形方法 |
| CN111408659A (zh) * | 2020-04-01 | 2020-07-14 | 大连理工大学 | 中部不连续薄壁金属构件的叠层板成形方法 |
| CN114273497A (zh) * | 2022-01-28 | 2022-04-05 | 宁波江丰热等静压技术有限公司 | 一种钽包套的制备方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103551443B (zh) * | 2013-10-30 | 2016-02-03 | 上海理工大学 | 充液拉深模具及其充液拉深方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1279615B (de) * | 1961-07-07 | 1968-10-10 | Siemens Elektrogeraete Gmbh | Vorrichtung zum hydraulischen Tiefziehen |
| GB1142311A (en) * | 1965-02-17 | 1969-02-05 | Rheinmetall Gmbh | Improvements in or relating to smoke cartridges and to methods and apparatus for producing containers for said cartridges |
| FR2429990B1 (fr) * | 1978-06-27 | 1985-11-15 | Saint Louis Inst | Charge explosive plate |
| DE2855170A1 (de) * | 1978-12-20 | 1980-06-26 | Schmalbach Lubeca | Verfahren zum hydrophilieren von metalloberflaechen und/oder metalloxidoberflaechen |
| DE3619791A1 (de) * | 1986-06-18 | 1988-01-14 | Rheinmetall Gmbh | Wirkkoerper zum bekaempfen, insbesondere aktiv, gepanzerter ziele |
| FR2617189B1 (fr) * | 1987-06-24 | 1989-10-20 | Cegedur | Toles en alliage d'aluminium contenant du magnesium aptes a la fabrication par emboutissage-etirage de corps de boites et procede d'obtention desdites toles |
-
1990
- 1990-04-14 DE DE19904012163 patent/DE4012163A1/de not_active Withdrawn
- 1990-10-24 EP EP19900120379 patent/EP0452541A3/de not_active Ceased
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997003772A1 (fr) * | 1995-07-14 | 1997-02-06 | The Whitaker Corporation | Procede de formage pour matieres relativement dures |
| US5606888A (en) * | 1995-07-14 | 1997-03-04 | The Whitaker Corp. | Method of forming relatively hard materials |
| CN1071604C (zh) * | 1995-07-14 | 2001-09-26 | 惠特克公司 | 较硬材料的成形方法 |
| EP1447153A1 (fr) * | 2003-02-12 | 2004-08-18 | ThyssenKrupp Stahl AG | Machine outil pour le formage des tôles à haute pression exterieure |
| CN102125952A (zh) * | 2011-01-22 | 2011-07-20 | 安徽工业大学 | 锥壁斜凸缘类薄壁钣金件充液拉深成形方法 |
| CN102125952B (zh) * | 2011-01-22 | 2013-06-26 | 安徽工业大学 | 锥壁斜凸缘类薄壁钣金件充液拉深成形方法 |
| CN111408659A (zh) * | 2020-04-01 | 2020-07-14 | 大连理工大学 | 中部不连续薄壁金属构件的叠层板成形方法 |
| CN111408659B (zh) * | 2020-04-01 | 2021-07-06 | 大连理工大学 | 中部不连续薄壁金属构件的叠层板成形方法 |
| CN114273497A (zh) * | 2022-01-28 | 2022-04-05 | 宁波江丰热等静压技术有限公司 | 一种钽包套的制备方法 |
| CN114273497B (zh) * | 2022-01-28 | 2023-07-25 | 宁波江丰热等静压技术有限公司 | 一种钽包套的制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0452541A3 (en) | 1992-01-02 |
| DE4012163A1 (de) | 1991-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE805335C (de) | Scheibenfeder | |
| DE1527908B2 (de) | Verfahren zum Formen eines Blechbehälters | |
| DE69604521T2 (de) | Herstellung eines Metallbehälters in einer Form | |
| DE3884001T2 (de) | Schmiedeverfahren zur Herstellung von Ringrohlingen zum Ringwalzen und Schmiedegesenk dazu. | |
| DE2714127A1 (de) | Verfahren zur tieftemperaturformung von metallblechen | |
| DE102019214133A1 (de) | Stahlblech mit einer deterministischen Oberflächenstruktur | |
| DE3106457C2 (de) | Verfahren zum Herstellen einer Nockenwelle oder dergleichen, und Vorrichtung zur Durchführung eines solchen Verfahrens | |
| DE102019104222A1 (de) | Gestanzten Komponente mit verbesserter Verformbarkeit | |
| CH675089A5 (fr) | ||
| DE602004010971T2 (de) | Verstärktes Bauteil | |
| DE2333136A1 (de) | Verfahren und vorrichtung zum herstellen eines sintermetallerzeugnisses | |
| EP0452541A2 (fr) | Procédé de fabrication d'objets creux en tantale | |
| DE19516064A1 (de) | Verfahren zur Herstellung eines Blechbehälters mit im wesentlichen bauchiger Form | |
| DE2637812A1 (de) | Schmiedeverfahren | |
| DE3910192C2 (de) | Verfahren zur Herstellung von Druckgasflaschen aus Stahl | |
| EP0045984B1 (fr) | Procédé pour la fabrication de pièces en un alliage résistant aux températures élevées | |
| DE69201465T2 (de) | Verfahren und Stempel für das Tiefziehen von Behältern mit regelmässiger Wandung. | |
| DE69514319T2 (de) | Verfahren zum plastischen Warmverformen | |
| DE723220C (de) | Faltenhaltung fuer Bleche beim Ziehen | |
| DE2436829C3 (de) | Vorrichtung zum Herstellen von Näpfen | |
| DE102014111245A1 (de) | Verfahren zum Herstellen eines Prägerohlings für Münzen und Medaillen, Prägerohling und Verwendung des Prägerohlings | |
| DE3131931C2 (de) | Verfahren zum superplastischen Formen | |
| DE19952105A1 (de) | Verfahren und Vorrichtung zum hydromechanischen Tiefziehen von Metallblech | |
| DE2425501A1 (de) | Verfahren und vorrichtung zum napffliesspressen von dickwandigen hohlkoerpern mit boden | |
| DE613432C (de) | Verfahren zur Herstellung von Bestecken aus gegossenen Rohlingen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19901106 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): BE CH DE FR GB LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): BE CH DE FR GB LI LU NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19920717 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 19930226 |