EP0459326B1 - Flüssigkeitsgekühlte Drosselspule - Google Patents
Flüssigkeitsgekühlte Drosselspule Download PDFInfo
- Publication number
- EP0459326B1 EP0459326B1 EP91108501A EP91108501A EP0459326B1 EP 0459326 B1 EP0459326 B1 EP 0459326B1 EP 91108501 A EP91108501 A EP 91108501A EP 91108501 A EP91108501 A EP 91108501A EP 0459326 B1 EP0459326 B1 EP 0459326B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- resin body
- cast resin
- inductor according
- coolant
- cover
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000007788 liquid Substances 0.000 title claims description 3
- 239000002826 coolant Substances 0.000 claims description 39
- 239000011347 resin Substances 0.000 claims description 35
- 229920005989 resin Polymers 0.000 claims description 35
- 238000001816 cooling Methods 0.000 claims description 27
- 238000004804 winding Methods 0.000 claims description 19
- 239000004020 conductor Substances 0.000 claims description 14
- 239000000919 ceramic Substances 0.000 claims description 3
- FRWYFWZENXDZMU-UHFFFAOYSA-N 2-iodoquinoline Chemical compound C1=CC=CC2=NC(I)=CC=C21 FRWYFWZENXDZMU-UHFFFAOYSA-N 0.000 claims description 2
- LTPBRCUWZOMYOC-UHFFFAOYSA-N beryllium oxide Inorganic materials O=[Be] LTPBRCUWZOMYOC-UHFFFAOYSA-N 0.000 claims description 2
- 229910017083 AlN Inorganic materials 0.000 claims 1
- PIGFYZPCRLYGLF-UHFFFAOYSA-N Aluminum nitride Chemical compound [Al]#N PIGFYZPCRLYGLF-UHFFFAOYSA-N 0.000 claims 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 238000005266 casting Methods 0.000 description 5
- 239000008367 deionised water Substances 0.000 description 3
- 229910021641 deionized water Inorganic materials 0.000 description 3
- 239000012777 electrically insulating material Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000005476 soldering Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/08—Cooling; Ventilating
- H01F27/10—Liquid cooling
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2876—Cooling
Definitions
- the invention relates to a liquid-cooled choke coil with a winding embedded in a cast resin body, wherein electrically insulated cooling tubes run through the cast resin body between the conductors of the winding, and is preferably used for use in converter systems, and non-deionized water can be used as the coolant.
- Such a liquid-cooled choke coil is known from DE-A-28 54 520.
- a coil through which a coolant can flow is wound, which has a flattened profile, has close contact with the winding and is made of an amagnetic, electrically insulating material.
- a similar liquid-cooled choke coil is known from DE 37 43 222 Al.
- the coil is arranged and sealed in a circular ring container made of non-magnetic material, with grommets attached to the container cover for the passage of the electrical supply lines.
- This arrangement of the coil in a closed annulus makes it impossible for the cooling water to come into direct contact with the live winding.
- the invention has for its object to provide a liquid-cooled choke coil of the type mentioned, which ensures intensive heat transfer to the coolant and in which still no electrically insulating coolant has to be used.
- the cast resin body is covered on both sides with a cover such that a cavity for receiving liquid coolant is formed between the cast resin body and the respective cover that between two adjacent conductors the winding each have separate cooling tubes which connect the two cavities, and that at least one of the covers is provided with at least one coolant connection.
- non-deionized water can be used as the coolant.
- the water is kept isolated from the electrical components by embedding the winding in electrically insulating casting resin and using electrically insulating cooling pipes. Nevertheless, the heat transfer to the water is not hindered, since the cooling pipes can be arranged directly next to the conductors that generate heat.
- the use of water as a coolant is advantageous for reasons of fire protection and environmental protection, especially in the case of high-performance converters for means of transport.
- the winding of the choke coil is designed like a spiral coil; the head of this winding is designated by number 1.
- This conductor 1 can be made solid or consist of a braided or screwed strand.
- the conductor 1 can also be bare or yarn-wound.
- the winding is embedded in a disk-shaped cast resin body 2.
- the inner end of the winding is connected via a cable lug 11 (or clamping piece) to a metallic rail 3 extending laterally out of the cast resin body 2.
- This rail 3 is made of copper, aluminum or another electrically highly conductive material and is cranked accordingly so that it can be guided around the coil to the outside.
- the connection of the rail 3 to the inner end of the coil 1 is preferably done by soldering or squeezing the conductor 1 to the cable lug 11 of the rail 3.
- the end of the rail 3 protruding from the cast resin body 2 is freely accessible as an electrical connection 17 (plug connection).
- the outer end of the winding is connected via a cable lug 12 (or clamping piece) directly to an electrical connection 18 protruding from the cast resin body 2 (plug connection), preferably also by soldering or squeezing.
- the electrical connections 17 of the rails 3 and 18 of the cable lug 12 emerge laterally from the cast resin body 2 and can be contacted in a simple manner with external electrical connections.
- cooling tubes 5 are arranged parallel to the coil axis at predetermined intervals. These cooling tubes 5 preferably have an outer rectangular cross section with a longitudinal bore of a circular or also rectangular cross section. The cooling tubes 5 serve as a spacer between the spirals of the conductor 1 before the casting of the coil and after the casting, i.e. during operation of the inductor, for cooling it.
- the cooling tubes 5 can be made of plastic, ceramic or preferably of an electrically insulating but good heat-conducting ceramic, such as beryllium oxide or in particular aluminum nitride.
- the production of the cooling pipes 5 from an electrically insulating material allows the use of electrically conductive coolants, preferably non-deionized water or a water-glycol mixture.
- the distance between the cooling tubes 5 in the circumferential direction depends on the heat loss to be dissipated from the windings.
- the pre-assembled unit consisting of the winding (conductor 1), rail 3, cable lugs 11, 12 and cooling tubes 5 is cast with casting resin, so that the essentially disk-shaped casting resin body 2 is formed, which in the axial direction is formed by the cooling tubes 5 existing holes and from on a hole circle along the outer edge arranged holes 7 is broken.
- the holes 7 are used to fasten the cast resin body 2 with covers, as described under Fig. 2 (screw connections).
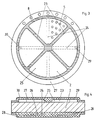
- FIG. 2 shows a section through a complete choke coil according to a first variant with covers and coolant connections.
- the disc-shaped cast resin body 2 with embedded spiral-shaped conductor 1, the inner cable lug 11, the rail 3 with electrical connection 17 and a cooling tube 5 can be seen (only one cooling tube being drawn in to simplify the illustration). Furthermore, the cable lug 12 with electrical connection 18 is indicated.
- Lids 4, 6 are attached to the cast resin body 2 on both sides, screws 10 being guided through the holes 7 on the edge of the cast resin body 2 and through corresponding holes 8, 9 in the covers 4, 6 for connection.
- the covers 4, 6 are designed in such a way that a disk-shaped cavity 19 or 20 is formed between the covers 4 and 6 and the cast resin body 2 in the assembled state of the choke coil.
- the parting line 21 or 22 between the cover 4 and the cast resin body 2 or between the cover 6 and the cast resin body 2 is made permanent and secure in a suitable manner - for example by an O-ring inserted into a corresponding groove, a flat seal or by gluing sealed so that leakage of coolant is prevented.
- a coolant connection 13, 14 is attached, which is glued or soldered into a hole 15, 16 in the cover or on a other suitable way is connected to this.
- the coolant connections 13, 14 can also be made from one part together with the covers 4, 6.
- the coolant inflow, the coolant flow within the throttle coil and the coolant outflow are indicated in FIG. 2 by arrows, wherein the coolant can also flow in the opposite direction.
- the coolant is supplied to the cavity 19 via the coolant connection 13, from where it is distributed to the individual cooling tubes 5.
- the coolant connection 13 When flowing through the cooling tubes 5, it absorbs the heat accumulating in conductors 1 of the coil, collects in cavity 20 and is dissipated via the coolant connection 14.
- FIG. 3 shows a top view of a choke coil according to a second variant, the upper cover being cut open.
- the upper cover 27 is provided with radial ribs 23 and the lower cover 28 (see FIG. 4) with radial ribs 24 Subdivide 20 into sectors, whereby a plurality of cover chambers 25 and 26 (see FIGS. 4 and 5) are created.
- the covers 27, 28 are attached to the disk-shaped cast resin body 2 offset by half a rib pitch in the circumferential direction.
- the cooling tubes 5 are arranged in cast resin body 2 so that the areas in which cast resin body 2 and radial ribs 23, 24 of the cover 27, 28 are in contact are left out.
- diametrically opposed coolant connections 29, 30 are arranged in a suitable manner, whereas the cover 28 has no coolant connections (see also FIG. 4).
- This design causes a multiple deflection of the coolant in the sector-shaped cover chambers 25, 26.
- the cast resin body 2 is flowed through by coolant several times, whereby a higher flow rate and thus a higher heat transfer coefficient is achieved with unchanged volume flow of the coolant.
- FIG. 5 in which the sector-shaped cover chambers formed in the choke coil according to the second variant are shown.
- the coolant connection 29 opens into the cover chamber A and the coolant connection 30 into the cover chamber E.
- the coolant is fed to the upper cover chamber A via the coolant connection 29 and flows through the cooling pipes 5 from chamber A into the lower chambers B and F.
- FIG 4 shows a section through the choke coil according to the second variant.
- the cast resin body 2 with the upper cover 27 and lower cover 28 can be seen in detail.
- the radial ribs 23, 24 form cover chambers 25, 26.
- the coolant connections 29, 30 are shown.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Coils Of Transformers For General Uses (AREA)
Description
- Die Erfindung bezieht sich auf eine flüssigkeitsgekühlte Drosselspule mit einer in einem Gießharzkörper eingebetteten Wicklung, wobei zwischen dem Leitern der Wicklung elektrisch isolierte Kühlrohre durch den Gießharzkörper verlaufen, und dient vorzugsweise für den Einsatz bei Stromrichteranlagen, wobei nichtentionisiertes Wasser als Kühlmittel verwendet werden kann.
- Eine derartige flüssigkeitsgekühlte Drosselspule ist aus der DE-A-28 54 520 bekannt. Bei dieser Spule ist mit der Wicklung ein von einem Kühlmittel durchströmbares Rohr mitgewickelt, das ein abgeflachtes Profil besitzt, mit der Wicklung engen Kontakt hat und aus einem amagnetischen, elektrisch isolierenden Material besteht.
- Eine ähnliche flüssigkeitsgekühlte Drosselspule ist aus der DE 37 43 222 Al bekannt. Dort ist die Spule in einem Kreisringbehälter aus amagnetischem Material angeordnet und versiegelt, wobei an den Behälterdeckel stoffschlüssig angebrachte Tüllen zur Durchführung der elektrischen Zuleitungen vorgesehen sind. Durch diese Anordnung der Spule in einem geschlossenen Kreisringbehälter ist eine direkte Berührung des Kühlwassers mit der spannungsführenden Wicklung nicht möglich.
- Der Erfindung liegt die Aufgabe zugrunde, eine flüssigkeitsgekühlte Drosselspule der eingangs genannten Art anzugeben, die einen intensiven Wärmeübergang an das Kühlmittel gewährleistet und bei der trotzdem kein elektrisch isolierendes Kühlmittel eingesetzt werden muß.
- Diese Aufgabe wird in Verbindung mit den Merkmalen des Oberbegriffes erfindungsgemäß dadurch gelöst, daß der Gießharzkörper beidseitig mit je einem Deckel derart abgedeckt ist, daß jeweils ein Hohlraum zur Aufnahme von flüssigem Kühlmittel zwischen dem Gießharzkörper und dem jeweiligen Deckel gebildet ist, daß zwischen zwei benachbarten Leitern der Wicklung jeweils voneinander getrennte Kühlrohre angeordnet sind, die die beiden Hohlräume verbinden, und daß mindestens einer der Deckel mit mindestens einem Kühlmittelanschluß versehen ist.
- Die mit der Erfindung erzielbaren Vorteile bestehen insbesondere darin, daß als Kühlmittel nichtentionisiertes Wasser verwendet werden kann. Durch Einbetten der Wicklung in elektrisch isolierendes Gießharz und Verwendung von elektrisch isolierenden Kühlrohren wird das Wasser von den elektrischen Bauteilen isoliert gehalten. Trotzdem wird der Wärmeübergang an das Wasser nicht behindert, da die Kühlrohre unmittelbar neben den verlustwärmeerzeugenden Leitern angeordnet werden können. Der Einsatz von Wasser als Kühlmittel ist aus Gründen des Brandschutzes und des Umweltschutzes insbesondere auch bei Hochleistungsstromrichtern von Verkehrsmitteln von Vorteil.
- Vorteilhafte Ausgestaltungen der Erfindung sind in den Unteransprüchen gekennzeichnet.
- Die Erfindung wird nachstehend anhand der in der Zeichnung dargestellten Ausführungsbeispiele erläutert. Es zeigen:
- Fig. 1
- eine vergossene Drosselspule ohne Deckel (= scheibenförmiger Gießharzkörper), zum Teil aufgeschnitten zur Darstellung des inneren Aufbaus,
- Fig. 2
- einen Schnitt durch eine vollständige Drosselspule gemäß einer ersten Variante mit Deckeln und Kühlmittelanschlüssen,
- Fig. 3
- eine Draufsicht auf eine Drosselspule gemäß einer zweiten Variante, oberer Deckel aufgeschnitten,
- Fig. 4
- einen Schnitt durch die Drosselspule gemäß zweiter Variante,
- Fig. 5
- die bei der Drosselspule gemäß zweiter Variante gebildeten sektorförmigen Deckelkammern.
- In Fig. 1 ist eine vergossene Drosselspule ohne Deckel (= scheibenförmiger Gießharzkörper) gezeigt - zum Teil aufgeschnitten zur Darstellung des inneren Aufbaus. Die Wicklung der Drosselspule ist wie eine spiralförmige Spule ausgebildet; der Leiter dieser Wicklung ist mit Ziffer 1 bezeichnet. Dieser Leiter 1 kann massiv ausgeführt sein oder aus einer geflochtenen oder verröbelten Litze bestehen. Der Leiter 1 kann zudem blank oder garnumsponnen sein. Die Wicklung ist in einem scheibenförmigen Gießharzkörper 2 eingebettet.
- Das innere Ende der Wicklung ist über einen Kabelschuh 11 (bzw. Klemmstück) mit einer seitlich aus dem Gießharzkörper 2 herausführenden metallischen Schiene 3 verbunden. Diese Schiene 3 besteht aus Kupfer, Aluminium oder einem anderen elektrisch gut leitenden Werkstoff und ist entsprechend gekröpft, damit sie um die Spule herum nach außen geführt werden kann. Die Verbindung der Schiene 3 mit dem inneren Ende der Spule 1 geschieht vorzugsweise durch Anlöten oder Quetschen des Leiters 1 an den Kabelschuh 11 der Schiene 3. Das aus dem Gießharzkörper 2 ragende Ende der Schiene 3 ist als elektrischer Anschluß 17 frei zugänglich (Steckanschluß).
- Das äußere Ende der Wicklung ist über einen Kabelschuh 12 (bzw. Klemmstück) direkt mit einem aus dem Gießharzkörper 2 ragenden elektrischen Anschluß 18 verbunden (Steckanschluß), vorzugsweise ebenfalls durch Löten oder Quetschen. Die elektrischen Anschlüsse 17 der Schiene 3 und 18 des Kabelschuhs 12 treten seitlich aus dem Gießharzkörper 2 hervor und können in einfacher Weise mit externen elektrischen Anschlüssen kontaktiert werden.
- Zwischen zwei Leitern 1 der Wicklung sind in vorgegebenen Abständen jeweils Kühlrohre 5 parallel zur Spulenachse angeordnet. Diese Kühlrohre 5 haben vorzugsweise einen äußeren rechteckförmigen Querschnitt mit einer Längsbohrung von kreis- oder auch rechteckförmigem Querschnitt. Die Kühlrohre 5 dienen vor dem Vergießen der Spule als Abstandshalter zwischen den Spiralen des Leiters 1 und nach dem Vergießen, d.h. während des Betriebes der Drosselspule, zu deren Kühlung.
- Die Kühlrohre 5 können aus Kunststoff, Keramik oder vorzugsweise aus einer elektrisch isolierenden, aber gut wärmeleitenden Keramik hergestellt sein, etwa Berylliumoxid oder insbesondere Aluminiumnitrid. Die Herstellung der Kühlrohre 5 aus einem elektrisch isolierenden Werkstoff gestattet die Anwendung von elektrisch leitfähigen Kühlmitteln, vorzugsweise nichtentionisiertes Wasser oder Wasser-Glykol-Gemisch. Der Abstand der Kühlrohre 5 voneinander in Umfangsrichtung richtet sich nach dem aus den Wicklungen abzuführenden Verlustwärmestrom.
- Zur Herstellung der Drosselspule wird die aus der Wicklung (Leiter 1), Schiene 3, Kabelschuhe 11, 12 und Kühlrohre 5 bestehende vormontierte Einheit mit Gießharz vergossen, so daß der im wesentlichen scheibenförmige Gießharzkörper 2 entsteht, der in Achsrichtung von den in den Kühlrohren 5 vorhandenen Bohrungen und von auf einem Lochkreis entlang der Außenkante angeordneten Bohrungen 7 durchbrochen wird. Die Bohrungen 7 dienen zur Befestigung des Gießharzkörpers 2 mit Deckeln, wie unter Fig. 2 beschrieben ist (Schraubverbindungen).
- In Fig. 2 ist ein Schnitt durch eine vollständige Drosselspule gemäß einer ersten Variante mit Deckeln und Kühlmittelanschlüssen dargestellt. Es ist der scheibenförmige Gießharzkörper 2 mit eingebettetem spiralförmigen Leiter 1, der innere Kabelschuh 11, die Schiene 3 mit elektrischen Anschluß 17 sowie ein Kühlrohr 5 zu erkennen (wobei zur Vereinfachung der Darstellung nur ein Kühlrohr eingezeichnet ist). Ferner sind der Kabelschuh 12 mit elektrischen Anschluß 18 angedeutet. Am Gießharzkörper 2 sind beidseitig Deckel 4, 6 befestigt, wobei zur Verbindung jeweils Schrauben 10 durch die Bohrungen 7 am Rande des Gießharzkörpers 2 und durch entsprechende Bohrungen 8, 9 in den Deckein 4, 6 geführt sind.
- Die Deckel 4,6 sind derartig ausgebildet, daß im montierten Zustand der Drosselspule jeweils zwischen den Deckeln 4 bzw. 6 und dem Gießharzkörper 2 ein scheibenförmiger Hohlraum 19 bzw. 20 entsteht.
- Die Trennfuge 21 bzw. 22 zwischen dem Deckel 4 und dem Gießharzkörper 2 bzw. zwischen dem Deckel 6 und dem Gießharzkörper 2 wird in geeigneter Weise - etwa durch einen in eine entsprechende Nut eingelegten O-Ring, eine Flachdichtung oder durch Verkleben - dauerhaft und sicher abgedichtet, so daß ein Austreten von Kühlmittel verhindert wird.
- An den Deckeln 4, 6 ist jeweils ein Kühlmittelanschluß 13, 14 angebracht, der in eine in Deckel vorhandene Bohrung 15, 16 eingeklebt oder eingelötet oder auf eine andere geeignete Art und Weise mit diesem verbunden wird. Alternativ hierzu können die Kühlmittelanschlüsse 13, 14 auch jeweils zusammen mit den Deckeln 4, 6 aus einem Teil hergestellt sein. Der Kühlmittelzufluß, der Kühlmittelverlauf innerhalb der Drosselspule und der Kühlmittelabfluß sind in Fig. 2 durch Pfeile angedeutet, wobei das Kühlmittel auch in umgekehrter Richtung fließen kann.
- In der gemäß Fig. 2 dargestellten Ausführungsform der Drosselspule wird das Kühlmittel über den Kühlmittelanschluß 13 dem Hohlraum 19 zugeführt, von wo aus es auf die einzelnen Kühlrohre 5 verteilt wird. Beim Durchströmen der Kühlrohre 5 nimmt es die in Leitern 1 der Spule anfallende Wärme auf, sammelt sich in Hohlraum 20 und wird über den Kühlmittelanschluß 14 abgeführt.
- In Fig. 3 ist eine Draufsicht auf eine Drosselspule gemäß einer zweiten Variante dargestellt, wobei der obere Deckel aufgeschnitten ist. Bei dieser Drosselspule gemäß der zweiten Variante sind der obere Deckel 27 mit radialen Rippen 23 und der untere Deckel 28 (siehe Fig. 4) mit radialen Rippen 24 versehen, wobei die Rippen 23 bzw. 24 im zusammengebauten Zustand der Drossel die scheibenförmigen Hohlräume 19 bzw. 20 sektorartig unterteilen, wodurch mehrere Deckelkammern 25 bzw. 26 (siehe Fig. 4 und 5) entstehen. Die Deckel 27, 28 sind in Umfangsrichtung um eine halbe Rippenteilung versetzt an den scheibenförmigen Gießharzkörper 2 angebaut. Die Kühlrohre 5 sind in Gießharzkörper 2 so angeordnet, daß die Bereiche, in denen sich Gießharzkörper 2 und radiale Rippen 23, 24 der Deckel 27, 28 berühren, ausgespart bleiben. Im Deckel 27 sind diametral gegenüberliegend in geeigneter Weise ausgebildete Kühlmittelanschlüsse 29, 30 angeordnet, dagegen hat der Deckel 28 keine Kühlmittelanschlüsse (siehe auch Fig.4).
- Diese Ausführung bewirkt eine mehrfache Umlenkung des Kühlmittels in den sektorförmigen Deckelkammern 25, 26. Der Gießharzkörper 2 wird von Kühlmittel mehrfach durchströmt, wodurch bei unveränderten Volumenstrom des Kühlmittels eine höhere Strömungsgeschwindigkeit und damit ein höherer Wärmeübergangskoeffizient erzielt wird.
- Zur Erläuterung hierzu wird auf Fig. 5 verwiesen, in der die bei der Drosselspule gemäß zweiter Variante gebildeten sektorförmigen Deckelkammern dargestellt sind. Im oberen Teil der Figur 5 sind die durch die radialen Rippen 23 des oberen Deckels 27 gebildeten Deckelkammern A, B, E, G, (= Deckelkammer 25) und im unteren Teil der Figur 5 die durch die radialen Rippen 24 des unteren Deckels 28 gebildeten Deckelkammern B, D, F, H (= Deckelkammer 26) zu erkennen. Der Kühlmittelanschluß 29 mündet in die Deckelkammer A und der Kühlmittelanschluß 30 in die Deckelkammer E. Das Kühlmittel wird der oberen Deckelkammer A über den Kühlmittelanschluß 29 zugeführt und strömt durch die Kühlrohre 5 von Kammer A in die unteren Kammern B und F. Von der unteren Kammer B strömt das Kühlmittel in die obere Kammer C, von dort in die untere Kammer D, von dort in die obere Kammer E - jeweils über die Kühlrohre des Gießharzkörpers 2 - und verläßt über den Kühlmittelanschluß 30 die Drosselspule. Desgleichen ergibt sich ein Kühlverlauf Kammer F - Kammer G - Kammer H - Kammer E - Kühlmittelanschluß 30.
- In Fig. 4 ist ein Schnitt durch die Drosselspule gemäß der zweiten Variante dargestellt. Im einzelnen sind der Gießharzkörper 2 mit oberen Deckel 27 und unterem Deckel 28 zu erkennen. Die radialen Rippen 23, 24 bilden Deckelkammern 25, 26. Ferner sind die Kühlmittelanschlüsse 29, 30 gezeigt.
Claims (12)
- Flüssigkeitsgekühlte Drosselspule mit einer in einem Gießharzkörper (2) eingebetteten Wicklung, wobei zwischen den Leitern der Wicklung elektrisch isolierte Kühlrohre (5) durch den Gießharzkörper (2) verlaufen, dadurch gekennzeichnet, daß der Gießharzkörper (2) beidseitig mit je einem Deckel (4,6,27,28) derart abgedeckt ist, daß jeweils ein Hohlraum (19,20) zur Aufnahme von flüssigem Kühlmittel zwischen dem Gießharzkörper (2) und dem jeweiligen Deckel (4,6,27,28) gebildet ist, daß zwischen zwei benachbarten Leitern (1) der Wicklung jeweils voneinander getrennte Kühlrohre (5) angeordnet sind, die die beiden Hohlräume (19,20) verbinden, und daß mindestens einer der Deckel (4,6,27) mit mindestens einem Kühlmittelanschluß (13,14,29,30) versehen ist.
- Drosselspule nach Anspruch 1, dadurch gekennzeichnet, daß jeder der beiden Deckel (4,6) mit einem zentrisch angeordneten Kühlmittelanschluß (13,14) versehen ist.
- Drosselspule nach Anspruch 1, dadurch gekennzeichnet, daß lediglich ein Deckel (27) mit Kühlmittelanschlüssen (29,30) für die Zu- und Abfuhr von Kühlmittel versehen ist.
- Drosselspule nach Anspruch 3, dadurch gekennzeichnet, daß beide Deckel (27,28) mit radialen Rippen (23,24) versehen sind, die die Hohlräume (19,20) jeweils in sektorförmige Deckelkammern (25,26, A bis H) aufteilen, wobei die radialen Rippen gegeneinander versetzt sind.
- Drosselspule nach wenigstens einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß die elektrischen Anschlüsse (17,18) der Wicklung seitlich aus dem Gießharzkörper (2) herausgeführt sind.
- Drosselspule nach Anspruch 5, dadurch gekennzeichnet, daß der innere elektrische Anschluß der Wicklung über eine gekröpfte Schiene (3) aus dem Gießharzkörper (2) geführt ist.
- Drosselspule nach wenigstens einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß die Kühlrohre (5) aus Kunststoff bestehen.
- Drosselspule nach wenigstens einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß die Kühlrohre (5) aus Keramik bestehen.
- Drosselspule nach wenigstens einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß die Kühlrohre (5) aus Berylliumoxid bestehen.
- Drosselspule nach wenigstens einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß die Kühlrohre (5) aus Aluminiumnitrid bestehen.
- Drosselspule nach wenigstens einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, daß sowohl der Gießharzkörper (2) als auch die Deckel (4,6,27,28) zur Verschraubung mit Bohrungen (7,15,16) versehen sind.
- Drosselspule nach Anspruch 11, dadurch gekennzeichnet, daß die Trennfugen (21,22) zwischen Deckel (4,6,27,28) und Gießharzkörper (2) abgedichtet sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4017750 | 1990-06-01 | ||
| DE4017750A DE4017750A1 (de) | 1990-06-01 | 1990-06-01 | Fluessigkeitsgekuehlte drosselspule |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0459326A1 EP0459326A1 (de) | 1991-12-04 |
| EP0459326B1 true EP0459326B1 (de) | 1995-05-03 |
Family
ID=6407665
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91108501A Expired - Lifetime EP0459326B1 (de) | 1990-06-01 | 1991-05-25 | Flüssigkeitsgekühlte Drosselspule |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0459326B1 (de) |
| DE (2) | DE4017750A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3961662A3 (de) * | 2020-08-24 | 2022-05-04 | GE Aviation Systems LLC | Magnetische komponente und verfahren zur formung |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4202021C2 (de) * | 1992-01-25 | 1994-02-17 | Abb Patent Gmbh | Brauchwassergekühlte Drosselspule |
| DE19738946C2 (de) * | 1997-09-05 | 2000-10-26 | Siemens Ag | Drosselspule ohne Kern |
| DE19810780C1 (de) * | 1998-03-06 | 2000-01-05 | Siemens Ag | Toroid-Luftspule und Verfahren zum Herstellen einer Toroid-Luftspule |
| US6157282A (en) * | 1998-12-29 | 2000-12-05 | Square D Company | Transformer cooling method and apparatus therefor |
| FI118397B (fi) | 2004-02-13 | 2007-10-31 | Abb Oy | Nestejäähdytetty kuristin |
| DE102007014360A1 (de) * | 2007-03-26 | 2008-10-02 | Abb Technology Ag | Abstandhalter für Wicklungen |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1790906A (en) * | 1931-02-03 | Transformer | ||
| CH207256A (de) * | 1938-01-27 | 1939-10-15 | Bbc Brown Boveri & Cie | Kühlanordnung für die Hochspannungswicklung von Transformatoren. |
| GB890997A (en) * | 1957-12-11 | 1962-03-07 | Licentia Gmbh | Choking coil |
| US3201728A (en) * | 1962-08-23 | 1965-08-17 | Westinghouse Electric Corp | Evaporative cooled inductive apparatus having cast solid insulation with cooling ducts formed therein |
| DE1638566A1 (de) * | 1966-05-26 | 1970-07-09 | Skoda Np | Drosselspule fuer elektrische Fahrzeuge |
| CH522943A (de) * | 1971-03-31 | 1972-05-15 | Siemens Ag Albis | Verfahren zum Einschliessen eines elektrischen Bauteiles in einen gegen Feuchtigkeit schützenden Block |
| DE2854520A1 (de) * | 1978-12-16 | 1980-06-26 | Bbc Brown Boveri & Cie | Elektrische spule |
| US4574261A (en) * | 1985-08-23 | 1986-03-04 | Varian Associates, Inc. | Bakeable electromagnets |
| IN163747B (de) * | 1985-10-01 | 1988-11-05 | Siemens Ag | |
| DE3743222A1 (de) * | 1987-12-19 | 1989-06-29 | Asea Brown Boveri | Gekuehlte drosselspule fuer stromrichteranlagen |
-
1990
- 1990-06-01 DE DE4017750A patent/DE4017750A1/de not_active Ceased
-
1991
- 1991-05-25 DE DE59105361T patent/DE59105361D1/de not_active Expired - Fee Related
- 1991-05-25 EP EP91108501A patent/EP0459326B1/de not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3961662A3 (de) * | 2020-08-24 | 2022-05-04 | GE Aviation Systems LLC | Magnetische komponente und verfahren zur formung |
| US11887766B2 (en) | 2020-08-24 | 2024-01-30 | Ge Aviation Systems Llc | Magnetic component and method of forming |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0459326A1 (de) | 1991-12-04 |
| DE59105361D1 (de) | 1995-06-08 |
| DE4017750A1 (de) | 1991-12-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3523826C2 (de) | Geheizte Spritzgußdüse mit eingelötetem Heizelement und Verfahren zu deren Herstellung | |
| DE10333206B4 (de) | Elektrische Heizpatrone für zylindrische Körper | |
| DE202007010865U1 (de) | Elektrische Heizpatrone | |
| DE3908996C2 (de) | Verfahren zur Herstellung eines Flüssigkeitskühlkörpers | |
| DE4017749C2 (de) | Verfahren zur Herstellung eines Flüssigkeitskühlkörpers aus elektrisch isolierendem Material | |
| DE1589808B2 (de) | Vorrichtung zur Materialverformung durch magnetische Kräfte | |
| EP0459326B1 (de) | Flüssigkeitsgekühlte Drosselspule | |
| DE4116960A1 (de) | Kuehlvorrichtung fuer mindestens einen kondensator und verfahren zu ihrer herstellung | |
| DE2804804C2 (de) | Durchlauferhitzer | |
| DE9111719U1 (de) | Flüssigkeitsgekühlter Hochlastwiderstand | |
| DE2845894C2 (de) | ||
| EP1423903B1 (de) | Elektromotor mit kühlung | |
| DE9203354U1 (de) | Flüssigkeitsgekühlter Hochlastwiderstand | |
| DE1665406A1 (de) | Kabelverbindung fuer oelgefuellte Leistungskabel | |
| EP0075036A1 (de) | Leistungshalbleiterbauelement für Flüssigkeitskühlung | |
| DE19747321C2 (de) | Flüssigkeitskühler für Leistungshalbleiterbauelemente | |
| DE2107786C3 (de) | Halbleiterbauelement | |
| EP0237864A2 (de) | Zwangsgekühlter Drahtwiderstand | |
| EP2721620B1 (de) | Wicklungsanordnung mit spulenwicklungen und einem kühlkanalsystem | |
| EP0050774B1 (de) | Kühlkörper für Flüssigkeitskühlung von Halbleiterbauelementen | |
| DE4202021C2 (de) | Brauchwassergekühlte Drosselspule | |
| DE3740252C2 (de) | ||
| DE3707387A1 (de) | Transformator fuer gewinnungsmaschinen des untertagebergbaues | |
| EP0562469B1 (de) | Gegen Berührung isolierter Kleinleistungstransformator | |
| DE3801920C2 (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19920520 |
|
| 17Q | First examination report despatched |
Effective date: 19930617 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE FR GB IT |
|
| REF | Corresponds to: |
Ref document number: 59105361 Country of ref document: DE Date of ref document: 19950608 |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19950713 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19980416 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19980527 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990531 |
|
| BERE | Be: lapsed |
Owner name: ABB PATENT G.M.B.H. Effective date: 19990531 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19990525 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20020521 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20020522 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050525 |