EP0459996B1 - Improved innerseal for a container - Google Patents
Improved innerseal for a container Download PDFInfo
- Publication number
- EP0459996B1 EP0459996B1 EP90902433A EP90902433A EP0459996B1 EP 0459996 B1 EP0459996 B1 EP 0459996B1 EP 90902433 A EP90902433 A EP 90902433A EP 90902433 A EP90902433 A EP 90902433A EP 0459996 B1 EP0459996 B1 EP 0459996B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bonding
- container
- innerseal
- layer
- body portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000012530 fluid Substances 0.000 claims abstract description 7
- 239000000463 material Substances 0.000 claims description 15
- -1 polypropylene Polymers 0.000 claims description 13
- 239000011888 foil Substances 0.000 claims description 11
- 239000012528 membrane Substances 0.000 claims description 9
- 229920000728 polyester Polymers 0.000 claims description 9
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 6
- 229910052782 aluminium Inorganic materials 0.000 claims description 6
- 239000004743 Polypropylene Substances 0.000 claims description 4
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 4
- 229920001155 polypropylene Polymers 0.000 claims description 4
- 239000005038 ethylene vinyl acetate Substances 0.000 claims description 3
- 238000010030 laminating Methods 0.000 claims description 2
- 239000000203 mixture Substances 0.000 claims 1
- 238000007789 sealing Methods 0.000 abstract description 47
- 239000000853 adhesive Substances 0.000 abstract description 17
- 230000001070 adhesive effect Effects 0.000 abstract description 17
- 230000032798 delamination Effects 0.000 abstract description 9
- 238000000034 method Methods 0.000 abstract description 7
- 230000006698 induction Effects 0.000 abstract description 6
- 238000010438 heat treatment Methods 0.000 abstract description 4
- 230000001419 dependent effect Effects 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 85
- 239000012790 adhesive layer Substances 0.000 description 15
- 230000002787 reinforcement Effects 0.000 description 11
- 239000004698 Polyethylene Substances 0.000 description 9
- 239000011248 coating agent Substances 0.000 description 8
- 238000000576 coating method Methods 0.000 description 8
- 238000010276 construction Methods 0.000 description 8
- 229920000573 polyethylene Polymers 0.000 description 7
- 229920002799 BoPET Polymers 0.000 description 3
- 229920002633 Kraton (polymer) Polymers 0.000 description 3
- 239000005041 Mylar™ Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 230000001939 inductive effect Effects 0.000 description 2
- 239000002655 kraft paper Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000005065 mining Methods 0.000 description 2
- 239000000123 paper Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229920006267 polyester film Polymers 0.000 description 2
- 229920000690 Tyvek Polymers 0.000 description 1
- 239000004775 Tyvek Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 239000013256 coordination polymer Substances 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 230000005672 electromagnetic field Effects 0.000 description 1
- 239000007888 film coating Substances 0.000 description 1
- 238000009501 film coating Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 238000003908 quality control method Methods 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D51/00—Closures not otherwise provided for
- B65D51/18—Arrangements of closures with protective outer cap-like covers or of two or more co-operating closures
- B65D51/20—Caps, lids, or covers co-operating with an inner closure arranged to be opened by piercing, cutting, or tearing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/10—Container closures formed after filling
- B65D77/20—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2251/00—Details relating to container closures
- B65D2251/0003—Two or more closures
- B65D2251/0006—Upper closure
- B65D2251/0015—Upper closure of the 41-type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2251/00—Details relating to container closures
- B65D2251/0003—Two or more closures
- B65D2251/0068—Lower closure
- B65D2251/0093—Membrane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2577/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks, bags
- B65D2577/10—Container closures formed after filling
- B65D2577/20—Container closures formed after filling by applying separate lids or covers
- B65D2577/2041—Pull tabs
- B65D2577/205—Pull tabs integral with the closure
Definitions
- This invention relates to container innerseals, which are used in conjunction with a conventional threaded-on cap to provide an airtight, hermetically closed seal for containers. More specifically, the invention relates to an improved innerseal for a container which promotes ease of removal in conjunction with improved sealability for containers on which it is applied relative those innerseals which were heretofore known.
- the seal is particularly effective for products which should be preferably kept free from contamination, oxidation and/or moisture.
- it is difficult to effectively control the adhesive force by which such innerseals are bonded to the containers, due to the dependence of the sealing force on the amount of inductive power that is applied. Accordingly, it has previously been necessary to maintain strict control over the amount of power that is applied during sealing of such containers, and a wide range of seal tightness may result even if the power range is effectively controlled.
- the amount of sealing force which could be used was limited by the fact that a proportional amount of force was needed to remove the innerseal from the container by the end user. As a result such seals had to be penetrated or scraped off with a sharp implement such as a knife. This problem was compounded by the inconsistency of sealing forces from container to container and the limitations on sealing force as discussed above.
- UK Patent No. 1,536,428 to Bacofoil Limited discloses a heat sealed package.
- a container seal is shown in conjunction with a container made of polyethylene or polypropylene.
- the container seal includes an outer ply made of a metallic foil, and an inner ply made of polyethylene or polypropylene film.
- an innerseal for use with a container having an opening defined by an upper rim, comprising: a body portion (22) having an upper surface adapted to fit over the upper rim (14) of the container, said body portion (22) including
- a method for forming a sealed container of the type which includes a safety innerseal includes the steps of providing a container body having an upper rim; placing an innerseal constructed as detailed above over the upper rim; and passing the container and innerseal through a heating station, whereby the innerseal is sealed onto the container body to form a tight, effective closure.
- a container 10 having a neck portion 12 and a rim 14 includes a raised helical thread 16 formed upon neck portion 12 over which an appropriate sealing cap with mating threads may be applied, as is known throughout the art.
- a sealing arrangement 18 is provided for bonding an orifice defined in container 10 by rim 14.
- Sealing arrangement 18 includes a removable innerseal 20 having a circular body portion 22 and a flexible tab portion 24, as is shown in Figure 1.
- Body portion 22 is sized so as to extend over the full extent of the orifice and over rim 14.
- Tab portion 24 is connected to body portion 22 at an outer peripheral edge thereof, as is shown in Figure 1, and in the preferred embodiment is formed from the same continuously extending layered material as is body portion 22.
- a sealing or bonding layer which includes a first bonding portion and a second bonding portion.
- the first bonding portion adheres to rim 14 with a first bonding force, and to the second bonding portion with a second bonding force which is less than the first bonding force.
- the first bonding portion has a rupture strength that is less than either of the first or second bonding forces.
- the sealing layer is adhered to the remainder of the body portion with a third bonding force that is greater than the second bonding force.
- FIG. 2 is a fragmentary cross-sectional view of the layers which together form innerseal 20.
- a first bonding portion such as a sealing layer 26 of heat sealable material is provided on a lower surface of innerseal 20 for bonding to the upper rim 14 of container 10.
- sealing layer 26 is formed of a multilayer polymeric film such as polyethylene or polyester and has a thickness of between 0.5-4 mils (0.0127-0.102 mm). Most preferably, the thickness of sealing layer 26 is approximately 1 mil (0.0254 mm).
- Sealing layer 26 may alternatively be formed of polypropylene, ethylene vinyl acetate copolymer (EVA) or a similar heat sealable material having relatively low tensile and shear strengths.
- a second bonding portion such as a layer 28 of pressure sensitive adhesive (PSA).
- PSA pressure sensitive adhesive
- Layer 28 may for example be formed of Adcote 503A which is available from Morton Norwich Products, Inc. of Chicago, Illinois.
- the layer 28 of adhesive causes sealing layer 26 to adhere to a layer 30 of fluid impervious material.
- Layer 30 is in the preferred embodiment formed of a metallic foil. Most preferably, layer 30 is formed of aluminum foil having a thickness of between 1 and 2 mils (0.0254-0.051 mm).
- a reinforcement layer 34 is laminated to layer 30 via a layer 32 of laminated adhesive, which for example may be formed of Adcote 503A.
- Reinforcement layer 34 is in the preferred embodiment formed of polyester and has a thickness of between 0.5-20 mils (0.0127-0.508 mm). Preferably, reinforcement layer 34 is between 2-4 mils (0.051-0.101 mm).
- reinforcement layer 34 may be formed of paper, polyethylene, a polymeric foamed sheet material or an equivalent material having a relatively high strength against tearing.
- An example of a paper which has been found suitable for reinforcement layer 34 is 36.2 kg (80 lbs) bleached Kraft paper from Sorg Paper Co. of Middleton, Ohio.
- reinforcement layer 34 could be formed from the class of materials known as non-woven fabrics such as Tyvek®, which is manufactured by DuPont Corporation.
- the various layers in innerseal 20 described above with reference to Figure 2 extend throughout both the body portion 22 and the tab portion 24 of innerseal 20.
- sealing layer 26 is formed of a film of 50 OL-2 Mylar brand film, which consists of an upper layer having a thickness of 0.4 mils (0.01 mm) and a lower layer having a thickness of 0.1 mils (0.002 mm) which is bonded to the upper layer. Both the upper and lower layers are composed of polyester, and the lower layer is formulated to have a lower melting point than the upper layer for sealability.
- Adhesive layer 28 in this construction is formed of Adcote 503A adhesive, and layer 30 is formed of an aluminum foil having a thickness of approximately 1 mil (0.025 mm).
- Reinforcement layer 34 is formed of a polyester film having a thickness of approximately 2 mils (0.05 mm), and is bonded to layer 30 with an adhesive layer 32 formed of Adcote 503A adhesive, which is spread to a coating weight of 0.925-1.4 grains per 24 square inches (77.4-117.2 mg/200 cm2. In this construction, it has been found that delamination occurs within sealing layer 26 when the innerseal is being removed from a container 10.
- sealing layer 26 is formed of Mylar 50-OL2 film which has a total thickness of approximately 0.5 mils (0.0127 mm) and is constructed in the manner described above with reference to Example 1.
- Layer 30 is formed of aluminum foil having a thickness of approximately 1 mil ( 0.025 mm) and is bonded to layer 26 with a layer 28 formed of Adcote 503A adhesive.
- Reinforcement layer 34 is formed of a polyethylene foam having a thickness of approximately 5 mils (0.127 mm), which is bonded to layer 30 with an adhesive layer 32 of Adcote 503A adhesive, which is spread to a coating weight of 0.925-1.4 grains per 24 square inches (77.4-117.2 mg/200 cm2). In this construction, delamination during opening of the innerseal has also been found to occur within the sealing layer 26.
- FIG 3 depicts in fragmentary cross-section a second embodiment 48 of an innerseal constructed according to the invention.
- Innerseal 48 includes a first bonding portion embodied as a sealing layer 26, a fluid impervious layer 30, an adhesive layer 32 and a reinforcement layer 34 each of which correspond to those layers described above in reference to the embodiment of Figure 2.
- innerseal 48 incorporates an adhesive primer layer 50 and a second bonding portion embodied as an adhesive layer 52 which together cause foil layer 30 to adhere to sealing layer 26.
- Adhesive layer 52 may for example be formed of Kraton® 1107 adhesive, which is preferably spread to a coating weight of approximately 1-2 grains per each 24 square inches (83.7-167.4 mg/200 cm2).
- Primer layer 50 is provided to cause adhesive layer 52 to adhere to fluid impervious layer 30 more strongly than it adheres to sealing layer 26. In this way, innerseal 48 is constrained to delaminate along the interface between adhesive layer 52 and sealing layer 26 when it is removed from a container 10.
- Primer layer 50 is preferably formed of a chlorinated polyolefin such as CP 343-1 primer, which is manufactured by the Eastman Chemical Corporation of Kingsport, Tennessee.
- sealing layer 26 is formed of polyethylene film having a thickness of approximately 1 mil (0.025 mm).
- Adhesive layer 52 is formed of Kraton® 1107 adhesive and is spread to a coating weight of approximately 1 grain (83.7 mg/200 cm2).
- Primer layer 50 is formed of Eastman CP 343-1 primer.
- Layer 30 is formed of aluminum foil having a thickness of approximately 1 mil (0.025 mm), and is joined to layer 34 by means of an adhesive layer 32 of Adcote 503A adhesive, which is spread to a coating weight of 0.925-1.4 grains per 24 in2 (77.4-117.2 mg/200 cm2).
- Reinforcement layer 34 is formed of a polyester film having a thickness of approximately 2 mils (0/05 mm).
- sealing layer 26 is formed of a polyethylene film having a thickness of approximately 1 mil (0.025 mm), which is adhered to a layer 30 of aluminum foil having a thickness of approximately 1 mil (0.025 mm) by a primer layer 50 formed of Eastman CP 343-1 primer and an adhesive layer 52 formed of Kraton® 1107, which is spread to a coating weight of approximately 1 grain (83.7 mg/200 cm2).
- Reinforcement layer 34 is formed of a sheet of 80 lb./ream (130 g/m2) Kraft paper having a thickness of approximately 6 mils (0.152 mm), which is bonded to layer 30 by an adhesive coating of Adcote 503A, which is spread to the coating weight described in Example 1.
- Innerseal 20 is sealed onto the rim portion 14 of container 10 in a manner which will be described below.
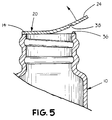
- the tab portion 24 is grasped and pulled upwardly. Because the adhesive layer is bonded to the sealing layer with a bonding force which is less than the bonding force between the sealing layer and the container rim, this movement initially results in delamination of adhesive layer 52 from sealing layer 26, in the portion of innerseal 20, 48 which extends over rim 14. This delaminated area is depicted in Figure 5 as a stripped surface 38.
- seal material remains adhered to the rim 14. Because the rupture strength of sealing layer 26 is less than either of the abovementioned bonding forces, as tab portion 24 is pulled further upwardly, the sealing layer 26 is caused to rupture and then to tear progressively around the inner edge of rim 14, until the body portion 22 is completely removed from container 10. The delaminated layer 36 of seal material will remain adhered to rim 14 and will not interfere with removal of material from container 10.
- delamination is caused to occur within sealing layer 26 when tab portion 24 is grasped and pulled upwardly.
- delamination has been found to occur substantially along the interface between the two component layers of polyester within the film, with the exception that a certain amount of splitting occurs into the lower layer during delamination.
- delamination might initially occur on the interface portion, deviate slightly into the lower layer of polyester, then return to the interface layer.
- the delaminated area which is caused to adhere to rim portion 14 is depicted in Figure 5 as stripped surface 38.
- innerseal 48 a portion 36 of seal material remains adhered to the rim 14.
- the sealing layer 26 is caused to rupture and then to tear progressively around the inner edge of rim 14, until the body portion 22 is completely removed from container 10.
- Figure 6 provides a graphical representation of the advantages of the invention over a prior art arrangement.
- curve 54 depicts the force required to open a prior art innerseal having a single amorphous polyester adhesive layer, such as Vitel® PE 100, versus a power setting in an inductive heating station which is used to melt the adhesive layer onto a container.
- Vitel® PE 100 is commercially available from Goodyear Tire and Rubber Company of Akron, Ohio.
- Curve 56 depicts the force required to open an innerseal constructed according to Example 1 in the description of innerseal 20.
- a 4 ounce (118.3 ml) 43,410 finish continuous thread polyester bottle was used in conjunction with a 43,410 finish polypropylene cap.
- the bottle is available from Setco, Inc. of Anaheim, California, and the cap is available from Tubed Products, Inc. of Easthampton, Maine.
- Each tested innerseal was positioned within the cap with the tab folded back between the cap and the innerseal, and with the heat sealable side of the innerseal facing the open end of the cap.
- the cap was tightened with a spring torque tester available from Owens Illinois Glass Co. of Toledo, Ohio to 20 inch-pounds (230.5 gram-meters).
- the innerseal was bonded to the bottle with a Lepel high frequency induction unit, Model No. T-2.5-1KC-AP-BW, made by Lepel High Frequency Laboratories, Inc. of New York City, New York.
- the power setting of the induction unit was varied, and is expressed in Figure 6 as a percentage, to determine the effect on opening (removal) force.
- the bottle, cap, and innerseal were allowed to cool and the cap was removed.
- the bottle was then clamped in the lower jaw of an Instron Model 1123 Tensile Tester so that the bottle is vertical.
- the filament tape was clamped in the upper jaw of the Instron tester. As the jaws of the Instron separate, the innerseal separates from the bottle and the level of force achieved at separation was recorded.
- an innerseal 20, 48 is first placed over the opening in container 10 so that its peripheral edges extend over rim portion 14. This may be done directly, or by placing the innerseal 20, 48 within a threaded cap member and threading the cap member onto threads 16 of neck portion 14 so that the innerseal 20, 48 is forced against rim 14, in a manner that is known in the art.
- This process is depicted schematically in Figure 7 at an application station 40. After application of innerseal 20, 48 to a container 10, the assembly is transported via a conveyor 46 or the like to a heat sealing station 42, which includes an induction heater 44.
- induction heater 44 As the assembly consisting of bottle 10 and innerseal 20 passes through induction heater 44, the layer 30 of metallic foil is heated up, which in turn causes layer 26 to adhere to rim 14, effectively sealing innerseal 20 onto the neck portion 12 of container 10.
- the amount of heat applied to innerseal 20 must be sufficient to cause layer 26 to melt and adhere to rim 14 with more adhesive force than exists between layer 26 and PSA layer 52, for the reasons discussed above, and to ensure proper sealing of the container 10.
Landscapes
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Packages (AREA)
- Laminated Bodies (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Closures For Containers (AREA)
- Packaging Of Annular Or Rod-Shaped Articles, Wearing Apparel, Cassettes, Or The Like (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Making Paper Articles (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Glass Compositions (AREA)
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US31439489A | 1989-02-27 | 1989-02-27 | |
| US314394 | 1989-02-27 | ||
| PCT/US1990/000335 WO1990009935A1 (en) | 1989-02-27 | 1990-01-17 | Improved innerseal for a container and method of applying |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0459996A1 EP0459996A1 (en) | 1991-12-11 |
| EP0459996B1 true EP0459996B1 (en) | 1994-12-28 |
Family
ID=23219788
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90902433A Expired - Lifetime EP0459996B1 (en) | 1989-02-27 | 1990-01-17 | Improved innerseal for a container |
Country Status (15)
| Country | Link |
|---|---|
| EP (1) | EP0459996B1 (da) |
| JP (1) | JP2873252B2 (da) |
| KR (1) | KR100196812B1 (da) |
| AT (1) | ATE116251T1 (da) |
| AU (1) | AU639438B2 (da) |
| BR (1) | BR9007166A (da) |
| CA (1) | CA2046864A1 (da) |
| DE (1) | DE69015621T2 (da) |
| DK (1) | DK0459996T3 (da) |
| ES (1) | ES2065523T3 (da) |
| MX (1) | MX172110B (da) |
| NO (1) | NO308731B1 (da) |
| NZ (1) | NZ232233A (da) |
| WO (1) | WO1990009935A1 (da) |
| ZA (2) | ZA89737B (da) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5121845A (en) * | 1990-10-16 | 1992-06-16 | Blanchard Floyd W | Removable seal for liquid container |
| IT1242933B (it) * | 1990-11-16 | 1994-05-18 | Bormioli Metalplast Spa | Capsula sigillata per contenitori |
| WO1993025375A1 (en) * | 1992-06-05 | 1993-12-23 | Minnesota Mining And Manufacturing Company | Multilayer innerseal facing |
| US7431168B2 (en) * | 2001-12-21 | 2008-10-07 | Rexam Medical Packaging Inc. | Closure for a retort processed container having a peelable seal |
| US9540148B2 (en) * | 2010-02-26 | 2017-01-10 | Monfitello Inc. | Lightweight single-dose container |
| RU2012146833A (ru) * | 2010-04-14 | 2014-05-20 | Игайл, Инк | Контейнерная пломба с меткой радиочастотной идентификации и способ ее изготовления |
| US8937550B2 (en) | 2010-04-14 | 2015-01-20 | Eagile, Inc. | Container seal with radio frequency identification tag, and method of making same |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1536428A (en) | 1976-06-21 | 1978-12-20 | Bacofoil Ltd | Heat-sealed packages |
| JPS5924667A (ja) * | 1982-07-31 | 1984-02-08 | 大日本印刷株式会社 | ポリエステル容器用蓋材 |
| US4588099A (en) * | 1985-04-25 | 1986-05-13 | Minnesota Mining And Manufacturing Company | Film seal for container |
| JPS63248664A (ja) * | 1987-03-31 | 1988-10-14 | 東洋製罐株式会社 | 易開封性ヒ−トシ−ルキャップ |
| US5004111A (en) * | 1989-02-27 | 1991-04-02 | Minnesota Mining & Manufacturing Company | Internally delaminating tabbed innerseal for a container and method of applying |
| US4934544A (en) * | 1989-02-27 | 1990-06-19 | Minnesota Mining And Manufacturing Company | Z-tab innerseal for a container and method of application |
| DE3920324A1 (de) * | 1989-06-21 | 1991-01-10 | Alcan Gmbh | Behaelter mit schraub- oder stuelpdeckel |
-
1989
- 1989-01-31 ZA ZA89737A patent/ZA89737B/xx unknown
-
1990
- 1990-01-17 JP JP2502482A patent/JP2873252B2/ja not_active Expired - Lifetime
- 1990-01-17 EP EP90902433A patent/EP0459996B1/en not_active Expired - Lifetime
- 1990-01-17 AU AU49595/90A patent/AU639438B2/en not_active Ceased
- 1990-01-17 WO PCT/US1990/000335 patent/WO1990009935A1/en not_active Ceased
- 1990-01-17 CA CA002046864A patent/CA2046864A1/en not_active Abandoned
- 1990-01-17 BR BR909007166A patent/BR9007166A/pt not_active IP Right Cessation
- 1990-01-17 AT AT90902433T patent/ATE116251T1/de not_active IP Right Cessation
- 1990-01-17 ES ES90902433T patent/ES2065523T3/es not_active Expired - Lifetime
- 1990-01-17 DE DE69015621T patent/DE69015621T2/de not_active Expired - Fee Related
- 1990-01-17 KR KR1019900702349A patent/KR100196812B1/ko not_active Expired - Fee Related
- 1990-01-17 DK DK90902433.3T patent/DK0459996T3/da active
- 1990-01-24 NZ NZ232233A patent/NZ232233A/xx unknown
- 1990-01-31 ZA ZA1990737A patent/ZA90737B/xx unknown
- 1990-02-15 MX MX019518A patent/MX172110B/es unknown
-
1991
- 1991-08-27 NO NO913370A patent/NO308731B1/no not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| NO913370D0 (no) | 1991-08-27 |
| NO913370L (no) | 1991-10-22 |
| BR9007166A (pt) | 1991-11-12 |
| MX172110B (es) | 1993-12-03 |
| CA2046864A1 (en) | 1990-08-28 |
| NO308731B1 (no) | 2000-10-23 |
| ATE116251T1 (de) | 1995-01-15 |
| JP2873252B2 (ja) | 1999-03-24 |
| KR100196812B1 (ko) | 1999-06-15 |
| DK0459996T3 (da) | 1995-05-29 |
| JPH04505598A (ja) | 1992-10-01 |
| EP0459996A1 (en) | 1991-12-11 |
| DE69015621T2 (de) | 1995-06-22 |
| KR920700154A (ko) | 1992-02-19 |
| WO1990009935A1 (en) | 1990-09-07 |
| ZA89737B (en) | 1989-10-25 |
| NZ232233A (en) | 1993-04-28 |
| AU4959590A (en) | 1990-09-26 |
| ES2065523T3 (es) | 1995-02-16 |
| DE69015621D1 (de) | 1995-02-09 |
| ZA90737B (en) | 1990-12-28 |
| AU639438B2 (en) | 1993-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5012946A (en) | Innerseal for a container and method of applying | |
| EP0534949B1 (en) | Internally delaminating tabbed innerseal for a container | |
| EP0460096B1 (en) | Z-tab innerseal for a container and method of application | |
| US5226281A (en) | Z-tab innerseal for a container and method of application | |
| EP1445209B1 (en) | Container closure with inner seal | |
| US5057365A (en) | Cap liner and process for using cap liner to seal containers | |
| US20050208242A1 (en) | Container closure | |
| CA2882540C (en) | Tamper evident tabbed sealing member having a foamed polymer layer | |
| EP0459996B1 (en) | Improved innerseal for a container | |
| US20080283529A1 (en) | Container Lid Formed as a Laminate Having a Built-In Opening Feature, and Container Incorporating Same | |
| AU722202B2 (en) | Peelable heat seals and method for making same | |
| CA1163232A (en) | Device for easy opening and removal of membrane seal | |
| CN118475466A (zh) | 包括可剥离盖的可热封两件式密封件 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19910923 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB IT LI NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19920810 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| REF | Corresponds to: |
Ref document number: 116251 Country of ref document: AT Date of ref document: 19950115 Kind code of ref document: T |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 90902433.3 |
|
| REF | Corresponds to: |
Ref document number: 69015621 Country of ref document: DE Date of ref document: 19950209 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2065523 Country of ref document: ES Kind code of ref document: T3 |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: MINNESOTA MINING AND MANUFACTURING COMPANY -DANN A |
|
| NLS | Nl: assignments of ep-patents |
Owner name: UNIPAC CORPORATION (A CANADA CORPORATION) |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20010102 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20010103 Year of fee payment: 12 Ref country code: DE Payment date: 20010103 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20010104 Year of fee payment: 12 Ref country code: AT Payment date: 20010104 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20010105 Year of fee payment: 12 Ref country code: DK Payment date: 20010105 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20010123 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20010208 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20010212 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020117 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020118 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020118 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020131 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020131 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020131 |
|
| BERE | Be: lapsed |
Owner name: UNIPAC CORP. Effective date: 20020131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020801 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020801 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 90902433.3 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20020117 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020930 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20020801 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20030922 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050117 |