EP0461017A1 - Procédé et dispositif de fabrication d'un fût et fût obtenu selon ce procédé - Google Patents
Procédé et dispositif de fabrication d'un fût et fût obtenu selon ce procédé Download PDFInfo
- Publication number
- EP0461017A1 EP0461017A1 EP91401438A EP91401438A EP0461017A1 EP 0461017 A1 EP0461017 A1 EP 0461017A1 EP 91401438 A EP91401438 A EP 91401438A EP 91401438 A EP91401438 A EP 91401438A EP 0461017 A1 EP0461017 A1 EP 0461017A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- barrel
- flange
- groove
- jaws
- internal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 10
- 230000002093 peripheral effect Effects 0.000 claims abstract description 29
- 230000015572 biosynthetic process Effects 0.000 claims abstract description 5
- 238000004519 manufacturing process Methods 0.000 claims description 8
- 238000002788 crimping Methods 0.000 claims description 6
- 230000000295 complement effect Effects 0.000 claims description 5
- 238000009434 installation Methods 0.000 claims description 5
- 238000005096 rolling process Methods 0.000 claims description 3
- 238000003860 storage Methods 0.000 claims description 3
- 208000031968 Cadaver Diseases 0.000 description 2
- 229920002522 Wood fibre Polymers 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- 239000002025 wood fiber Substances 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D3/00—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines
- B65D3/10—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines characterised by form of integral or permanently secured end closure
- B65D3/16—Discs without flanges engaging a groove in the container body
- B65D3/18—Discs without flanges engaging a groove in the container body and secured by rolling in the end of the body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
- B21D51/30—Folding the circumferential seam
- B21D51/34—Folding the circumferential seam by pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/0003—Shaping by bending, folding, twisting, straightening, flattening or rim-rolling; Shaping by bending, folding or rim-rolling combined with joining; Apparatus therefor
- B31F1/0038—Rim-rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2105/00—Rigid or semi-rigid containers made by assembling separate sheets, blanks or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2105/00—Rigid or semi-rigid containers made by assembling separate sheets, blanks or webs
- B31B2105/002—Making boxes characterised by the shape of the blanks from which they are formed
- B31B2105/0022—Making boxes from tubular webs or blanks, e.g. with separate bottoms, including tube or bottom forming operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2120/00—Construction of rigid or semi-rigid containers
- B31B2120/002—Construction of rigid or semi-rigid containers having contracted or rolled necks, having shoulders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/25—Surface scoring
- B31B50/252—Surface scoring using presses or dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/28—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms
Definitions
- the present invention relates to the manufacture of drums for the storage and transport of products, for example pulverulent.
- the invention more particularly relates to a method and a device for manufacturing drums and the drums thus produced.
- This type of barrel generally comprises a cylindrical tubular body made from wood fibers, and for example from cardboard.
- each flange On each end of the body is introduced respectively a lower and upper flange each extending over a part of the peripheral surface of said body.
- Each flange is deformed so as to form a groove extending towards the inside of the body which, consequently, has on its internal face an annular rib.
- a bottom disc is fixed against the lower rib of the body by crimping the lower flange while simultaneously rolling the peripheral edge of said flange and said body.
- the peripheral edge of the upper flange is identically rolled towards the inside of the tubular body so as to define the opening of the barrel.
- the barrel thus produced is closed by a disc-shaped cover, the peripheral part of which has the shape of a skirt extending downwards so as to cover the upper part of the upper flange.
- the cover is retained in place using a tightening band or collar fixed around said skirt by an appropriate tightening mechanism.
- the device comprises a series of internal jaws distributed over a circle and movable in a direction perpendicular to the axis of the body of the barrel, from the center to the periphery, and a series of external jaws distributed over a concentric circle and of larger diameter than the circle formed by said internal jaws and movable in a direction perpendicular to the axis of the barrel body, from the periphery to the center.
- the internal jaws are provided, on their external face, with a groove and the external jaws are provided on their internal face with a rib situated opposite and of complementary shape to said groove, with the internal jaws to form a groove on the upper flange extending inward of said body.
- the device also comprises a crown arranged in the space provided between the internal and external jaws.
- This crown movable in a direction parallel to the axis of the body of the barrel, is provided on its upper face with a groove intended to receive the peripheral edge of the upper flange.
- the displacement of the crown makes it possible to roll inward the peripheral edge of the upper flange.
- the barrel is turned over and transferred to another device.
- the upper part of the upper flange defining the opening of the barrel has an external diameter equal to or greater than the external diameter of the barrel.
- the present invention therefore aims to avoid these drawbacks by proposing a method and a device for manufacturing drums to reduce the radial size of these drums.
- the subject of the invention is a method of manufacturing a barrel comprising a cylindrical tubular body, characterized in that, simultaneously with the formation of the groove on the upper flange and of the corresponding annular rib on the internal face of the body, performs a constriction of the upper part of said collar, and, during this constriction, the peripheral edge of said collar and of said body is supported and guided so that the diameter of said upper part is less than that of the lower part of said flange and that the tightening band of the cover after, its installation, is substantially aligned with the body of the barrel.
- the invention also relates to a device for manufacturing a barrel comprising a cylindrical tubular body provided at each of its ends respectively with a lower and upper flange extending over a part of the peripheral surface of said body, characterized in that that it comprises means for constricting the upper part of the upper flange and means for supporting and horizontally guiding the peripheral edge of said collar and said barrel body.
- the invention also relates to a storage and transport barrel produced by the process mentioned above.
- a barrel 1 is shown consisting of a cylindrical tubular body 2 made from wood fibers and for example from cardboard.
- this barrel To manufacture this barrel 1, a lower flange 3 and an upper flange 4 are introduced on the ends of the body 2, each flange extending over part of the peripheral surface of said body 2.
- a groove 3a extending towards the inside of the body 2 is formed on the lower flange 3 so as to produce on its internal face an annular rib 2a ensuring the crimping of said lower flange 3 on said body 2.
- a disc 5 forming a bottom is placed on the annular rib 2a, and the edge of the lower flange 3 and of the body 2 are rolled simultaneously so as to crimp the disc 5.
- the barrel is turned over and a groove 4a extending towards the inside of the body 2 is formed on the upper flange 4 so as to produce on its internal face an annular rib 2b ensuring the crimping of said upper flange 4 on said body 2, and the peripheral edge of this upper flange 4 and of this body 2 is rolled inwards simultaneously so as to form the opening of the barrel.
- the barrel is closed by a cover 6 in the form of a disc, the peripheral part of which has the form of a skirt extending over the bottom so as to cover the upper part 4b of the upper collar 4.
- the cover 6 is retained in place using a clamping band 7 fixed around the skirt of the cover 6 by a suitable clamping mechanism not shown.
- the upper part of said flange 4 is constricted so that the diameter of said part upper 4b is less than that of the lower part 4c of said flange 4 and that the tightening strip 7 of the cover 6, after its installation, is substantially aligned with the body 2 of the barrel.
- the device according to the invention comprises a series of internal jaws 10 of complementary shape to each other so as to define in a closed position a circle 11.
- the internal jaws 10 are slidably mounted on a support 12 and are movable, under the action of suitable means, not shown, in a direction perpendicular to the axis of the body of the barrel and from the center towards the periphery.
- the device also comprises a series of external jaws 14 of complementary shape each to the others so as to define, in the closed position, a concentric circle 15 of larger diameter than the circle 11 formed by the internal jaws 10.
- Each external jaw 14 is pivotally mounted on a horizontal axis 16 which is itself mounted on a support 17 (Fig. 3).
- each jaw 14 is movable, under the action of suitable means, not shown, in a direction perpendicular to the axis of the body of the barrel and from the periphery towards the center.
- the internal face of these external jaws 14 includes a rib 18 located opposite and of a shape complementary to the groove 13 of the internal jaws 10.
- the part 14a located below the rib 18 of the external jaws 14 is located in front, by a distance "a" (Fig. 4), relative to the part 14b located above said rib of so as to make the necking of the upper part 4b of the upper flange 4 of the barrel, as will be seen later.
- the internal 10 and external jaws 14 provide a space below which a crown 20 is positioned, provided on its upper face with a groove 21.
- This ring 20 is movable, by suitable means not shown, in a direction parallel to the axis of the body of the barrel.
- the device also comprises means for supporting and horizontal guiding of the peripheral edge of the upper flange 4 and of the body 2 of the barrel which are formed by studs 22, for example four in number, uniformly distributed around the crown 20.
- the upper face of each pad 22 is located at the level of the groove 21 of said crown 20.
- each stud 22 can optionally be provided with a wear plate 23.
- the means of support and horizontal guidance of the peripheral edge of the upper flange 4 and of the body 2 of the barrel can be constituted by a ring-shaped part placed around the crown 20 and the face of which upper is also located at the groove 21 of said crown.
- the internal 10 and external jaws 14 are in the open position and the body 2 of the barrel provided with the upper flange 4 falls between said jaws so that the peripheral edge of said flange and of said body is in contact with the upper face of the studs 22 as shown in FIG. 4.
- the part 14a of the external jaws 14 realizes the constriction of the upper part 4b of the collar 4 relative to the lower part 4c of said collar, so that the peripheral edge of this collar and of the body 2 slides on the pads 22 and enters the groove 21 of the crown 20 (Fig. 5).
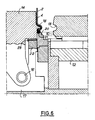
- the crown 20 moves vertically which has the effect of rolling towards the inside of the barrel, simultaneously the peripheral edge of the upper flange 4 and of the body 2 so as to form the opening of the barrel.
- the external jaws open and the barrel can be removed.
- the tightening band of the cover is after its installation more or less aligned with the lower part of this flange and in this way a drum having roughly constant overall dimensions, which makes it possible to reduce the radial size without reducing the capacity of these drums.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rigid Containers With Two Or More Constituent Elements (AREA)
- Closures For Containers (AREA)
- Adornments (AREA)
- Making Paper Articles (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
Description
- La présente invention concerne la fabrication de fûts pour le stockage et le transport de produits par exemple pulvérulents.
- L'invention a plus particulièrement pour objet un procédé et un dispositif de fabrication de fûts et les fûts ainsi réalisés.
- Ce type de fûts comporte généralement un corps tubulaire cylindrique réalisé à partir de fibres de bois, et par exemple en carton.
- Sur chaque extrémité du corps est introduite respectivement une collerette inférieure et supérieure s'étendant chacune sur une partie de la surface périphérique dudit corps. Chaque collerette est déformée de manière à former une gorge s'étendant vers l'intérieur du corps qui, par conséquent, présente sur sa face interne une nervure annulaire.
- Un disque formant fond est fixé contre la nervure inférieure du corps par sertissage de la collerette inférieure en roulant simultanément le bord périphérique de ladite collerette et dudit corps.
- Le bord périphérique de la collerette supérieure est de manière identique roulée vers l'intérieur du corps tubulaire de façon à définir l'ouverture du fût.
- Le fût ainsi réalisé est fermé par un couvercle en forme de disque dont la partie périphérique a la forme d'une jupe s'étendant vers le bas de manière à coiffer la partie supérieure de la collerette supérieure.
- Le couvercle est retenu en place à l'aide d'une bande de serrage ou collier fixé autour de ladite jupe par un mécanisme de serrage approprié.
- Pour former l'ouverture de tels fûts, le dispositif comprend une série de mors internes répartis sur un cercle et déplaçables selon une direction perpendiculaire à l'axe du corps du fût, du centre vers la périphérie, et une série de mors externes répartis sur un cercle concentrique et de plus grand diamètre que le cercle formé par lesdits mors internes et déplaçables selon une direction perpendiculaire à l'axe du corps du fût, de la périphérie vers le centre.
- Les mors internes sont pourvus, sur leur face externe, d'une gorge et les mors externes sont pourvus sur leur face interne d'une nervure située en regard et de forme complémentaire à ladite gorge des mors internes pour former sur la collerette supérieure une gorge s'étendant vers l'intérieur dudit corps.
- De plus, le dispositif comprend également une couronne disposée dans l'espace ménagé entre les mors internes et externes. Cette couronne déplaçable selon une direction parallèle à l'axe du corps du fût, est munie sur sa face supérieure d'une rainure destinée à recevoir le bord périphérique de la collerette supérieure.
- Ainsi, le déplacement de la couronne permet de rouler vers l'intérieur le bord périphérique de la collerette supérieure.
- Pour réaliser le fond, le fût est retourné et transféré vers un autre dispositif.
- Mais, dans ce type de fûts, la partie supérieure de la collerette supérieure définissant l'ouverture du fût a un diamètre externe égal ou supérieur au diamètre externe du fût.
- Par conséquent, la bande de serrage du couvercle, après sa mise en place, déborde du corps du fût augmentant ainsi sensiblement l'encombrement radial.
- Or, dans le cas où ces fûts doivent être transportés côte à côte, par exemple dans un conteneur de dimensions normalisées, les dimensions de ces conteneurs sont telles qu'il n'est pas possible de remplir complètement le volume interne disponible et il reste un volume libre inexploité, ce qui diminue fortement la rentabilité du transport de tels fûts dans des conteneurs.
- La présente invention a donc pour but d'éviter ces inconvénients en proposant un procédé et un dispositif de fabrication de fûts permettant de réduire l'encombrement radial de ces fûts.
- L'invention a pour objet un procédé de fabrication d'un fût comportant un corps tubulaire cylindrique, caractérisé en ce que, simultanément a la formation de la gorge sur la collerette supérieure et de la nervure annulaire correspondante sur la face interne du corps, on effectue un rétreint de la partie supérieure de ladite collerette, et, au cours de ce rétreint, on supporte et on guide le bord périphérique de ladite collerette et dudit corps pour que le diamètre de ladite partie supérieure soit inférieur à celui de la partie inférieure de ladite collerette et que la bande de serrage du couvercle après, sa mise en place, se trouve sensiblement alignée avec le corps du fût.
- L'invention a aussi pour objet un dispositif de fabrication d'un fût comportant un corps tubulaire cylindrique muni à chacune de ses extrémités respectivement d'une collerette inférieure et supérieure s'étendant sur une partie de la surface périphérique dudit corps, caractérisé en ce qu'il comporte des moyens de rétreint de la partie supérieure de la collerette supérieure et des moyens de support et de guidage horizontal du bord périphérique de ladite collerette et dudit corps du fût.
- Selon d'autres caractéristiques de l'invention :
- les moyens de rétreint de la partie supérieure de la collerette supérieure sont formés par la face interne des mors externes, située au-dessous de la nervure prévue sur ladite face interne,
- les moyens de support et de guidage horizontal du bord périphérique de ladite collerette supérieure et dudit corps du fût comprennent des plots uniformément répartis autour de la couronne, la face supérieure de chaque plot étant située au niveau de la rainure de ladite couronne,
- la face supérieure de chaque plot est munie d'une plaquette d'usure,
- les moyens de support et de guidage horizontal du bord périphérique de ladite collerette supérieure et dudit corps du fût sont constitués par une pièce en forme d'anneau disposée autour de la couronne et dont la face supérieure est située au niveau le la rainure de ladite couronne.
- L'invention a également pour objet un fût de stockage et de transport réalisé par le procédé mentionné ci-dessus.
- D'autres caractéristiques et avantages de la présente invention apparaitront au cours de la description qui va suivre, faite en référence aux dessins annexés sur lesquels :
- la Fig. 1 est une vue en coupe longitudinale et en extérieur d'un fût réalisé par le procédé selon l'invention,
- la Fig. 2 est une demi-vue de dessus du dispositif selon l'invention,
- la Fig. 3 est une vue en coupe selon la ligne 3-3 de la Fig. 2,
- les Figs. 4 à 6 sont des demi-vues en coupe transversale du dispositif, montrant les différentes étapes du procédé selon l'invention.
- Sur la Fig. 1, on a représenté un fût 1 constitué par un corps tubulaire cylindrique 2 réalisé à partir de fibres de bois et par exemple en carton.
- Pour fabriquer ce fût 1, on introduit sur les extrémités du corps 2, respectivement une collerette inférieure 3 et une collerette supérieure 4, chaque collerette s'étendant sur une partie de la surface périphérique dudit corps 2.
- Ensuite, on forme sur la collerette inférieure 3 une gorge 3a s'étendant vers l'intérieur du corps 2 de façon à réaliser sur sa face interne une nervure annulaire 2a assurant le sertissage de ladite collerette inférieure 3 sur ledit corps 2.
- On pose sur la nervure annulaire 2a un disque 5 formant fond, et on roule simultanément le bord de la collerette inférieure 3 et du corps 2 de façon a assurer le sertissage du disque 5.
- Ensuite, on retourne le fût et on forme sur la collerette supérieure 4 une gorge 4a s'étendant vers l'intérieur du corps 2 de façon à réaliser sur sa face interne une nervure annulaire 2b assurant le sertissage de ladite collerette supérieure 4 sur ledit corps 2, et on roule vers l'intérieur simultanément le bord périphérique de cette collerette supérieure 4 et de ce corps 2 de façon à former l'ouverture du fût.
- Le fût est fermé par un couvercle 6 en forme de disque, dont la partie périphérique a la forme d'une jupe s'étendant sur le bas de manière à coiffer la partie supérieure 4b de la collerette supérieure 4.
- Le couvercle 6 est retenu en place à l'aide d'une bande de serrage 7 fixée autour de la jupe du couvercle 6 par un mécanisme de serrage approprié non représenté.
- Simultanément, à la formation de la gorge 4a sur la collerette supérieure 4 et de la nervure annulaire 2b correspondante sur la face interne du bord 2, on effectue un rétreint de la partie supérieure de ladite collerette 4 de telle manière que le diamètre de ladite partie supérieure 4b soit inférieur à celui de la partie inférieure 4c de ladite collerette 4 et que la bande de serrage 7 du couvercle 6, après sa mise en place, se trouve sensiblement alignée avec le corps 2 du fût.
- Dans ce qui suit et en se reportant aux Figs. 2 et 3, on se bornera à décrire le dispositif pour former l'ouverture du fût.
- Sur ces figures on a représenté, sur la partie droite le dispositif en position ouverte pour l'introduction du corps du fût et, sur la partie gauche, le dispositif en position fermée pour la formation de l'ouverture dudit fût.
- Le dispositif selon l'invention comprend une série de mors internes 10 de forme complémentaire les uns aux autres de façon à définir en position fermée un cercle 11.
- A cet effet, les mors internes 10 sont montés coulissants sur un support 12 et sont déplaçables, sous l'action de moyens appropriés non représentés, selon une direction perpendiculaire à l'axe du corps du fût et du centre vers la périphérie.
- La face externe de ces mors internes 10 est pourvue d'une gorge 13 (Fig. 3).
- Le dispositif comprend également une série de mors externes 14 de forme complémentaire les uns aux autres de façon à définir en position fermée, un cercle 15 concentrique de plus grand diamètre que le cercle 11 formé par les mors internes 10.
- Chaque mors externe 14 est monté pivotant sur un axe horizontal 16 qui est lui même monté sur un support 17 (Fig. 3).
- Ainsi, chaque mors 14 est déplaçable, sous l'action de moyens appropriés non représentés, selon une direction perpendiculaire à l'axe du corps du fût et de la périphérie vers le centre.
- D'autre part, la face interne de ces mors externes 14 comporte une nervure 18 située en regard et de forme complémentaire à la gorge 13 des mors internes 10.
- De plus, la partie 14a située au-dessous de la nervure 18 des mors externes 14 est située en avant, d'une distance "a" (Fig. 4), par rapport à la partie 14b située au-dessus de ladite nervure de façon à réaliser le rétreint de la partie supérieure 4b de la collerette supérieure 4 du fût, comme on le verra ultérieurement.
- En position ouverte les mors internes 10 et externes 14 ménagent un espace au-dessous duquel est positionnée une couronne 20 munie sur sa face supérieure d'une rainure 21.
- Cette couronne 20 est déplaçable, par des moyens appropriés non représentés, selon une direction parallèle à l'axe du corps du fût. Le dispositif comporte aussi des moyens de support et de guidage horizontal du bord périphérique de la collerette supérieure 4 et du corps 2 du fût qui sont constitués par des plots 22, par exemple au nombre de quatre, uniformément répartis autour de la couronne 20. La face supérieure de chaque plot 22 est située au niveau de la rainure 21 de ladite couronne 20.
- Cette face supérieure de chaque plot 22 peut éventuellement être munie d'une plaquette d'usure 23.
- Selon un autre mode de réalisation, les moyens de support et de guidage horizontal du bord périphérique de la collerette supérieure 4 et du corps 2 du fût peuvent être constitués par une pièce en forme d'anneau disposée autour de la couronne 20 et dont la face supérieure est située également au niveau de la rainure 21 de ladite couronne.
- En se reportant maintenant aux Figs. 4 à 6 on va décrire les différentes étapes de formation de l'ouverture du fût.
- Tout d'abord, les mors internes 10 et externes 14 sont en position ouverte et le corps 2 du fût muni de la collerette supérieure 4 tombe entre lesdits mors de telle manière que le bord périphérique de ladite collerette et dudit corps soit en appui sur la face supérieure des plots 22 comme représenté sur la Fig. 4.
- Ensuite, les mors internes 10 et externes 14 sont fermés ce qui a pour effet, grâce à la nervure 18 qui pénètre dans la gorge 13, de former la gorge 4a sur la collerette supérieure 4 et la nervure annulaire 2b sur le corps 2 assurant ainsi le sertissage de ladite collerette supérieure sur ledit corps.
- Simultanément la partie 14a des mors externes 14 réalise le rétreint de la partie supérieure 4b de la collerette 4 par rapport à la partie inférieure 4c de ladite collerette, si bien que le bord périphérique de cette collerette et du corps 2 glisse sur les plots 22 et pénètre dans la rainure 21 de la couronne 20 (Fig. 5).
- Ensuite, les mors internes 10 reviennent dans leur position initiale, tandis que les mors externes 14 restent en position fermée.
- Comme représenté sur la Fig. 6, la couronne 20 se déplace verticalement ce qui a pour effet de rouler vers l'intérieur du fût, simultanément le bord périphérique de la collerette supérieure 4 et du corps 2 de façon à former l'ouverture du fût.
- Au cours, de cette opération la partie 14a des bords externes 14 assure le maintien de la partie supérieure 4b de la collerette supérieure 4.
- Les mors externes s'ouvrent et le fût peut être enlevé.
- Ainsi, grâce au rétreint de la partie supérieure de la collerette formant l'ouverture du fût, la bande de serrage du couvercle se trouve après sa mise en place à peu près alignée sur la partie inférieure de cette collerette et on obtient de cette manière un fût ayant des dimensions hors tout à peu près constantes, ce qui permet de diminuer l'encombrement radial sans pour autant diminuer la capacité de ces fûts.
Claims (7)
- Procédé de fabrication d'un fût comportant un corps (2) tubulaire cylindrique, selon lequel :- on introduit sur les extrémités du corps (2) respectivement une collerette inférieure (3) et supérieure (4), chaque collerette (3, 4) s'étendant sur une partie de la surface périphérique dudit corps (2),- on forme sur la collerette inférieure (3) une gorge (3a) s'étendant vers l'intérieur dudit corps (2) de façon à réaliser sur sa face interne une nervure annulaire (2a) assurant le sertissage de ladite collerette (3) sur ledit corps (2),- on pose sur la nervure annulaire (2a) un disque (5) formant fond,- on roule simultanément le bord de ladite collerette inférieure (3) et dudit corps (2) de façon à assurer le sertissage dudit disque (5),- on retourne le fût,- puis, on forme sur la collerette supérieure (4) une gorge (4a) s'étendant vers l'intérieur dudit corps (2) de façon à réaliser sur sa face interne une nervure annulaire (2b) assurant le sertissage de ladite collerette supérieure (4) sur ledit corps (2),- on roule vers l'intérieur simultanément le bord périphérique de ladite collerette supérieure (4) et dudit corps (2) de façon à former l'ouverture du fût,- et on pose sur ladite ouverture un couvercle (6) et une bande de serrage (7) dudit couvercle, caractérisé en ce que, simultanément à la formation de la gorge (4a) sur la collerette supérieure (4) et de la nervure annulaire (2b) correspondante sur la face interne du corps (2), on effectue un rétreint de la partie supérieure (4b) de ladite collerette (4) et, au cours de ce rétreint, on supporte et on guide le bord périphérique de ladite collerette (4) et dudit corps (2) pour que le diamètre de la partie supérieure (4b) soit inférieur à celui de la partie inférieure (4c) de ladite collerette (4) et que la bande de serrage (7) du couvercle (6) après, sa mise en place, se trouve sensiblement alignée avec le corps (2) du fût.
- Dispositif de fabrication d'un fût comportant un corps (2) tubulaire cylindrique muni à chacune de ses extrémités respectivement d'une collerette inférieure (3) et supérieure (4) s'étendant sur une partie de la surface périphérique dudit corps (2), ledit dispositif comprenant pour former l'ouverture du fût :- une série de mors internes (10) répartis sur un cercle (11) et déplaçables selon une direction perpendiculaire à l'axe du corps (2) du fût, du centre vers la périphérie, lesdits mors internes (10) étant pourvus sur leur face externe d'une gorge (13),- une série de mors externes (14) répartis sur un cercle (15) concentrique et de plus grand diamètre que le cercle (11) formé par lesdits mors internes (10) et déplaçables selon une direction perpendiculaire à l'axe du corps (2) du fût, de la périphérie vers le centre, lesdits mors externes (14) étant pourvus, sur leur face interne, d'une nervure (18) située en regard et de forme complémentaire à ladite gorge (13) des mors internes (10) pour former sur la collerette supérieure (4) une gorge (4a) s'étendant vers l'intérieur dudit corps (2),- et une couronne (20) disposée dans l'espaxe ménagé entre lesdits mors internes (10) et externes (14) et munie sur sa face supérieure d'une rainure (21), ladite couronne (20) étant déplaçable selon une direction parallèle à l'axe du corps (2) du fût pour rouler, vers l'intérieur, simultanément le bord périphérique de ladite collerette supérieure (4) et dudit corps (2),
caractérisé en ce qu'il comporte des moyens de rétreint de la partie supérieure (4b) de la collerette supérieure (4) et des moyens de support et de guidage horizontal du bord périphérique de ladite collerette (4) et dudit corps (2) du fût. - Dispositif selon la revendication 2, caractérisé en ce que les moyens de rétreint de la partie supérieure (4b) de la collerette supérieure (4) sont formés par la face interne (14a) des mors externes (14), située au-dessous de la nervure (18) prévue sur ladite face interne.
- Dispositif selon la revendication 2, caractérisé en ce que les moyens de support et de guidage horizontal du bord périphérique de ladite collerette supérieure (4) et dudit corps (2) du fût comprennent des plots (22) uniformément répartis autour de la couronne (20), la face supérieure de chaque plot (22) étant située au niveau de la rainure (21) de ladite couronne (20).
- Dispositif selon la revendication 4, caractérisé en ce que la face supérieure de chaque plot (22) est munie d'une plaquette d'usure (23).
- Dispositif selon la revendication 2, caractérisé en ce que les moyens de support et de guidage horizontal du bord périphérique de ladite collerette supérieure (4) et dudit corps (2) du fût sont constitués par une pièce en forme d'anneau disposée autour de la couronne (20) et dont la face supérieure est située au niveau de la rainure (21) de ladite couronne (20).
- Fût de stockage et de transport, caractérisé en ce qu'il est obtenu par le procédé selon la revendication 1.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9006933A FR2662667B1 (fr) | 1990-06-05 | 1990-06-05 | Procede et dispositif de fabrication d'un fut et fut obtenu selon ce procede. |
| FR9006933 | 1990-06-05 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0461017A1 true EP0461017A1 (fr) | 1991-12-11 |
| EP0461017B1 EP0461017B1 (fr) | 1995-02-15 |
Family
ID=9397256
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91401438A Expired - Lifetime EP0461017B1 (fr) | 1990-06-05 | 1991-06-03 | Procédé et dispositif de fabrication d'un fût et fût obtenu selon ce procédé |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0461017B1 (fr) |
| DE (1) | DE69107344T2 (fr) |
| DK (1) | DK0461017T3 (fr) |
| ES (1) | ES2069238T3 (fr) |
| FR (1) | FR2662667B1 (fr) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113275460B (zh) * | 2021-04-09 | 2022-09-06 | 中北大学 | 一种带有横向内筋筒体工件的翻转毛坯内筋模具 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR491495A (fr) * | 1918-08-28 | 1919-06-04 | Nat Paper Can Company | Procédé et appareil pour fermer aux extrémités les boites ou récipients |
| GB800578A (en) * | 1955-08-30 | 1958-08-27 | Karl Kurz | Method of producing fibre drums |
| FR1437919A (fr) * | 1964-06-22 | 1966-05-06 | Grace W R & Co | Compositions de scellement pour tonneaux |
| DE1461580A1 (de) * | 1963-02-26 | 1969-06-19 | Metal Containers Ltd | Versandbehaelter und Verfahren zu ihrer Herstellung |
| US4183315A (en) * | 1977-08-29 | 1980-01-15 | Weyerhaeuser Company | Method and apparatus for making a can end seam |
-
1990
- 1990-06-05 FR FR9006933A patent/FR2662667B1/fr not_active Expired - Fee Related
-
1991
- 1991-06-03 DE DE69107344T patent/DE69107344T2/de not_active Expired - Fee Related
- 1991-06-03 DK DK91401438.6T patent/DK0461017T3/da active
- 1991-06-03 ES ES91401438T patent/ES2069238T3/es not_active Expired - Lifetime
- 1991-06-03 EP EP91401438A patent/EP0461017B1/fr not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR491495A (fr) * | 1918-08-28 | 1919-06-04 | Nat Paper Can Company | Procédé et appareil pour fermer aux extrémités les boites ou récipients |
| GB800578A (en) * | 1955-08-30 | 1958-08-27 | Karl Kurz | Method of producing fibre drums |
| DE1461580A1 (de) * | 1963-02-26 | 1969-06-19 | Metal Containers Ltd | Versandbehaelter und Verfahren zu ihrer Herstellung |
| FR1437919A (fr) * | 1964-06-22 | 1966-05-06 | Grace W R & Co | Compositions de scellement pour tonneaux |
| US4183315A (en) * | 1977-08-29 | 1980-01-15 | Weyerhaeuser Company | Method and apparatus for making a can end seam |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2069238T3 (es) | 1995-05-01 |
| FR2662667B1 (fr) | 1993-04-09 |
| DE69107344T2 (de) | 1995-08-31 |
| FR2662667A1 (fr) | 1991-12-06 |
| DE69107344D1 (de) | 1995-03-23 |
| EP0461017B1 (fr) | 1995-02-15 |
| DK0461017T3 (da) | 1995-06-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FR2701876A1 (fr) | Virole à doigts métalliques flexibles pour la fermeture d'un récipient à rebord. | |
| EP0177426A1 (fr) | Procédé de sertissage de fonds à un corps de récipient | |
| FR3021244A1 (fr) | Procede de fabrication d'un bouchon pour un col de recipient | |
| EP0077700A1 (fr) | Procédé de déformation locale d'un tube rond en un tube comportant des faces planes, et poinçon de formage pour sa mise en oeuvre | |
| EP0252832B1 (fr) | Procédé d'assemblage d'un fond ou couvercle à un corps de boîte et machine d'assemblage pour l'exécution du procédé | |
| FR2815610A1 (fr) | Dispositif de fixation et distributeur utilisant un tel dispositif de fixation | |
| EP0461017B1 (fr) | Procédé et dispositif de fabrication d'un fût et fût obtenu selon ce procédé | |
| EP1818116B1 (fr) | Procédé de fabrication de récipients et emballages métalliques et ligne de fabrication pour sa mise en oeuvre | |
| WO1995000315A1 (fr) | Procede et agencement pour positionner un recipient ou une preforme de recipient avec une orientation angulaire predeterminee sur un mandrin de support | |
| EP0356269B1 (fr) | Procédé et dispositif de fabrication des corps de fût | |
| FR2607037A1 (fr) | Procede et machine pour fermer par sertissage une extremite d'un recipient cylindrique, extremite pour ce recipient, et recipient obtenu | |
| EP0753398B1 (fr) | Procédé de fabrication d'un fût en carton kraft, moyens en vue de la mise en oeuvre de ce procédé et fûts ainsi obtenus | |
| EP0677901B1 (fr) | Procédé de sertissage d'une extrémité d'une âme de conducteur et élément de contact à sertir | |
| EP1057736B1 (fr) | Emballage perfectionné muni d'une anse et procédé de fabrication de cet emballage | |
| FR3063975A1 (fr) | Corps de boite pour la fabrication d'une boite de conserve destinee a recevoir un produit alimentaire sterilise par un traitement thermique | |
| EP1057737B1 (fr) | Emballage à anse perfectionnée et procédé de fabrication de cet emballage | |
| EP0030492A1 (fr) | Procédé et dispositif d'accostage de deux pièces cylindriques destinées à être assemblées bord à bord | |
| EP0453429B1 (fr) | Fût expansé | |
| EP0115465B1 (fr) | Bacs de manutention en alliage d'aluminium | |
| EP0024218A1 (fr) | Procédé pour conditionner des câbles en sachet | |
| FR2659579A1 (fr) | Procede de fabrication d'element creux et de recipient metalliques de forme troncopyramidale et element creux et recipient metalliques de forme troncopyramidale. | |
| FR2729316A1 (fr) | Procede de conformation d'un corps de boite cylindrique destine a recevoir un couvercle vissant | |
| EP0540409B1 (fr) | Dispositif de montage d'un sac sur un rond de boîte à gants | |
| BE564602A (fr) | ||
| FR2720305A1 (fr) | Procédé de fabrication d'une boîte à couvercle métallique serti et boîte obtenue par ledit procédé. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE CH DE DK ES GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19920606 |
|
| 17Q | First examination report despatched |
Effective date: 19930108 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ROYAL PACKAGING INDUSTRIES VAN LEER B.V. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE DK ES GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 69107344 Country of ref document: DE Date of ref document: 19950323 |
|
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2069238 Country of ref document: ES Kind code of ref document: T3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19950526 Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19950530 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19960601 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19960603 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19960612 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19960718 Year of fee payment: 6 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19960603 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19970522 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 19970604 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19970624 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 19970627 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19970630 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19970805 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980604 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980630 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980630 |
|
| BERE | Be: lapsed |
Owner name: ROYAL PACKAGING INDUSTRIES VAN LEER B.V. Effective date: 19980630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990101 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 91401438.6 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19990101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990401 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20000201 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050603 |