EP0479751A1 - Vitre, procédé et outil pour sa fabrication - Google Patents
Vitre, procédé et outil pour sa fabrication Download PDFInfo
- Publication number
- EP0479751A1 EP0479751A1 EP91870149A EP91870149A EP0479751A1 EP 0479751 A1 EP0479751 A1 EP 0479751A1 EP 91870149 A EP91870149 A EP 91870149A EP 91870149 A EP91870149 A EP 91870149A EP 0479751 A1 EP0479751 A1 EP 0479751A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- face
- sheet
- glass
- adhesive
- sheets
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 6
- 239000000853 adhesive Substances 0.000 claims abstract description 38
- 230000001070 adhesive effect Effects 0.000 claims abstract description 38
- 239000011521 glass Substances 0.000 claims abstract description 26
- 229920001296 polysiloxane Polymers 0.000 claims description 18
- 230000006835 compression Effects 0.000 claims description 11
- 238000007906 compression Methods 0.000 claims description 11
- 238000000034 method Methods 0.000 claims description 11
- 229910052782 aluminium Inorganic materials 0.000 claims description 7
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 7
- 239000000463 material Substances 0.000 claims description 4
- 230000002093 peripheral effect Effects 0.000 claims description 3
- 229910052751 metal Inorganic materials 0.000 abstract description 9
- 239000002184 metal Substances 0.000 abstract description 9
- 239000002390 adhesive tape Substances 0.000 abstract 1
- 208000031968 Cadaver Diseases 0.000 description 13
- 238000010276 construction Methods 0.000 description 6
- 244000245420 ail Species 0.000 description 5
- 238000012550 audit Methods 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 241001080024 Telles Species 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000009423 ventilation Methods 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 239000011358 absorbing material Substances 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 235000015115 caffè latte Nutrition 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000000741 silica gel Substances 0.000 description 1
- 229910002027 silica gel Inorganic materials 0.000 description 1
- 239000013464 silicone adhesive Substances 0.000 description 1
- 239000004590 silicone sealant Substances 0.000 description 1
Images

Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/54—Fixing of glass panes or like plates
- E06B3/5427—Fixing of glass panes or like plates the panes mounted flush with the surrounding frame or with the surrounding panes
Definitions
- the present invention relates to a pane consisting of at least two sheets of glass, the face of a first sheet being situated opposite the face of a second sheet. Said faces are separated from each other by a seal extending in the vicinity of the edges of the glass sheets, said seal comprising a profile, preferably metallic, extending at a certain distance from the edges of the sheets so as to provide on the periphery of the glass a channel in which is placed an adhesive strip intended to form a link between the faces located opposite one another.
- a window of the type described in the first paragraph of this specification by document EP-A-0 286 136 is also known.
- several sealing materials are used to secure the glass sheets together.
- Two first seals are each placed between the metal profile and a sheet of glass, while a third seal is placed in the groove extending between the edges of the sheets and the metal profile.
- This third joint forms a strip comprising (a) a body adjacent to the profile and extending between the opposite faces of the other of the sheets and (b) two protuberances.
- Each protrusion extends along a face of a leaf from the body.
- the protuberances have a rounded shape at their free end.
- the contact line between the glass sheet and the rounded end of the protuberance is distant from the edge of the sheet.
- Such an arrangement promotes the passage of moisture between the seal and one face of a sheet and therefore promotes the separation of the protrusions and the seal.
- the present invention aims to remedy these drawbacks.
- it relates to a pane not requiring subsequent bonding of supports on one of its faces, a pane not requiring special metal profiles such as those described in Belgian patent 8700104 and a pane whose adhesive is better. suitable for taking up significant forces without risk of cracking or delamination in the vicinity of the edges of the sheets.
- the wings form ramps whose thickness increases progressively or continuously from the edge of a face to said body.
- the thickness of the ramp along the edge of a face is tiny, even zero.
- the facing faces of each other are 8 to 15 mm apart
- the ramps extend on said faces along the edges thereof for a distance of between 8 and 15 mm and the thickness of said ramps varies from about 0 along the edges to about 1 to 3 mm in the vicinity of the body.
- the adhesive strip is made of silicone.
- the present invention also relates to a method for manufacturing panes according to the invention.
- the adhesive is subjected to compression just after it has been poured or injected into the channel.
- an adhesive body having two wings it is possible to use, for compression, an aluminum or steel bar of trapezoidal cross section or a roller of aluminum or steel whose peripheral contour has a trapezoidal cross section.
- the present invention also relates to a tool for implementing a method according to the invention.
- Figure 1 shows two panes 1, 2 mounted on a frame 3.
- the panes 1 or 2 consist of two glass sheets 4,6 joined together and a glass sheet 5 of which one face 8 is located opposite the face 7 of the sheet 6.
- the faces 7, 8 are separated from each other by a seal 9 which extends in the vicinity of the edges 10 of the sheets 5, 6.
- the seal 9 comprises a metal profile 11, for example made of aluminum, in which two grooves 12 are provided in which is housed a bead 13 ensuring a seal between the profile 11 and the faces 7, 8 facing each other .
- the profile 11 has a chamber 14 communicating through an opening 15 with the interior space 16 of the window. This chamber 14 can be filled with a moisture absorbing material such as silica gel.
- the wings 18, 19 have the shape of a ramp whose thickness e varies from a zero value along the edge 10 to a value of about 2 mm in the vicinity of the body 17, when the faces 7,8 opposite from each other are approximately 12 mm apart.
- the wings 18, 19 advantageously extend over a face 7,8 along its edge 10 over a distance substantially equal to the distance separating the faces 7,8 from one another.
- a U-shaped section 24 whose legs 25, 26 are wedged between a part of a connecting piece 22 of a first window 1 and a part of a connecting piece 27 of an adjacent window 2 serves as a support for a sealant 28 such as silicone sealant.
- the frame 3 has an appendage 29, the free end of which is provided with a groove 30 in which is engaged a seal 31 on which the inner sheet 6 bears.
- an interior chamber 32 is formed between the adhesive strips of the adjacent panes 1, and the frame 3, this allowing, when this chamber is ventilated, correct ventilation of the adhesive strips. Such ventilation further reduces the risk of degradation or aging of the silicone of the adhesive strips.
- the connecting pieces 22, 27 are made of aluminum and are provided, in the vicinity of their arm 21, with a protective piece 33 which can be made of an elastically deformable material.
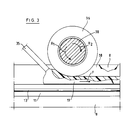
- FIG. 2 shows a tool which can be used in a method of manufacturing a window according to the invention.
- part of the silicone moves (arrow S) along the faces 7, 8 so as to form two wings 18, 19 secured to a body 17 of silicone.
- These wings 18, 19 extend from the edge 10 of a sheet to the body 17.
- the silicone is compressed just after it has been brought into the channel formed between the two sheets 5,6 by a conduit 35.
- the part used for shaping comprises a roller 36 whose peripheral contour has a section transverse trapezoid. This roller is set in rotation around the axis AA (arrows R 1 or preferably R 2 ) while the window is moved in the direction of arrow F.
- the roller 36 is mounted on a shaft 37 driven in rotation by a motor (not shown). This roller is partially engaged in the channel formed between two sheets 6,5 of the window.
- the shaft 37 carries, on either side of the roller 36, a wheel 38 intended to roll or slide on the edges 10 of the sheets 5,6.
- a ring 39 On a wheel 38 is mounted a ring 39 whose position can be changed by sliding said ring along the wheel 38.
- This ring 39 is fixed on said wheel 38, so that one face 40 of said ring slides on a face of a sheet 6 of the glass.
- This ring 39 thus serves as a guide system ensuring correct positioning of the roller relative to the channel.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Joining Of Glass To Other Materials (AREA)
- Securing Of Glass Panes Or The Like (AREA)
Abstract
Vitre constituée d'au moins deux feuilles de verre (5, 6) reliées entre elles par un joint (9) comprenant un profilé métallique (11) et une bande adhésive constituée d'un corps adhésif (17) adjacent au profilé (11) et de deux ailes (18, 19) solidaires du corps adhésif (17). <IMAGE>
Description
- La présente invention est relative à une vitre constituée d'au moins deux feuilles de verre, la face d'une première feuille étant située en regard de la face d'une deuxième feuille. Lesdites faces sont séparées l'une de l'autre par un joint s'étendant au voisinage des bords des feuilles de verre, ledit joint comprenant un profilé, de préférence métallique, s'étendant à une certaine distance des bords des feuilles de manière à ménager sur le pourtour de la vitre un canal dans lequel est placée une bande adhésive destinée à former un lien entre les faces situées en regard l'une de l'autre.
- On connaît une vitre du type décrit ci-dessus. Dans cette vitre, la bande adhésive remplit sensiblement tout le canal. Une telle vitre, bien que permettant une bonne isolation, présente les inconvénients suivants :
- - Lorsqu'on désire utiliser une telle vitre dans une construction dite de "Structural glazing", c'est-à-dire dans une construction dont les parois sont constituées essentiellement de vitres et dans laquelle des lattes ou autres dispositifs d'assemblage de vitres ne sont pas visibles de l'extérieur de la construction, il y lieu de coller sur les bords d'une face de la vitre une pièce de support, cette pièce étant destinée à la fixation mécanique de la vitre sur une armature. Le collage de cette pièce de support est une opération délicate. De plus, le collage de ce support, s'il est réalisé en usine, implique un accroissement du coût de transport, puisque le volume défini par les pièces de support montées sur une vitre est un espace perdu.
- - D'autre part, on a remarqué que, lors de l'utilisation de telles vitres, l'adhésif silicone se fissurait ou se décollait au voisinage des bords des feuilles.
- On connaît également une vitre du type décrit dans le premier paragraphe du présent mémoire par le document EP-A-0 286 136. Dans cette vitre, plusieurs matériaux d'étanchéité sont utilisés pour solidariser les feuilles de verre entre elles. Deux premiers joints sont placés chacun entre le profilé métallique et une feuille de verre, tandis qu'un troisième joint est placé dans la gorge s'étendant entre les bords des feuilles et le profilé métallique. Ce troisième joint forme une bande comprenant (a) un corps adjacent au profilé et s'étendant entre les faces en regard l'une de l'autre des feuilles et (b) deux protubérances. Chaque protubérance s'étend le long d'une face d'une feuille depuis le corps. Les protubérances présentent à leur extrémité libre une forme arrondie. De plus, la ligne de contact entre la feuille de verre et l'extrémité arrondie de la protubérance est distante du bord de la feuille.
- Une telle disposition favorise le passage d'humidité entre le joint et une face d'une feuille et donc favorise le décollement des protubérances et du joint.
- La présente invention vise à remédier à ces inconvénients. En particulier, elle a pour objet une vitre ne nécessitant pas de collage ultérieur de supports sur une de ses faces, une vitre ne nécessitant pas de profilés métalliques spéciaux tels que ceux décrits dans le brevet belge 8700104 et une vitre dont l'adhésif est mieux adapté pour reprendre des efforts importants sans risque de fissuration ou décollement au voisinage des bords des feuilles.
- La vitre suivant l'invention, qui est une vitre du type décrit dans le premier paragraphe du présent mémoire, est une vitre dans laquelle la bande adhésive comprend :
- (a) un corps adhésif adjacent au profilé métallique, ce corps s'étendant entre les faces en regard l'une de l'autre des feuilles, et
- (b) deux ailes adhésives solidaires du corps adhésif, une première aile s'étendant sur une face d'une première feuille depuis le bord de celle-ci jusqu'au corps, tandis que la deuxième aile s'étend sur la face de la deuxième feuille située en regard de la face de la première feuille, depuis son bord jusqu'audit corps, de manière à former entre lesdites ailes une gorge apte à recevoir un élément d'une pièce de liaison de la vitre à un support.
- Selon une particularité de la vitre suivant l'invention, les ailes forment des rampes dont l'épaisseur s'accroît de façon progressive ou continue depuis le bord d'une face jusqu'audit corps. Avantageusement, l'épaisseur de la rampe le long du bord d'une face est infime, voire nulle.
- Dans une forme de réalisation, les faces en regard l'une de l'autre sont distantes de 8 à 15 mm, les rampes s'étendent sur lesdites faces le long des bords de celles-ci sur une distance comprise entre 8 et 15 mm et l'épaisseur desdites rampes varie d'environ 0 le long des bords à environ 1 à 3 mm au voisinage du corps.
- De préférence, la bande adhésive est réalisée en silicone.
- La présente invention a également pour objet un procédé pour fabriquer des vitres suivant l'invention.
- Dans ce procédé :
- - on place entre une face d'une première feuille et une face d'une deuxième feuille un profilé métallique au voisinage des bords de celles-ci, de manière à ménager sur le pourtour des feuilles un canal,
- - on coule ou injecte un adhésif tel qu'un silicone dans ledit canal de manière à former une bande adhésive servant de lien entre lesdites faces, et
- - on soumet ledit adhésif à une compression au moyen d'une pièce en un matériau sur lequel ledit adhésif n'adhère pas, de manière à former un corps adhésif présentant deux ailes, dont une première s'étend sur une face d'une première feuille depuis son bord jusqu'audit corps, tandis que la deuxième aile s'étend sur la face de l'autre feuille située en regard de la face de la première feuille, depuis le bord de la face de cette autre feuille jusqu'audit corps.
- De façon avantageuse, on soumet l'adhésif à une compression juste après sa coulée ou son injection dans le canal.
- Pour obtenir un corps adhésif présentant deux ailes, on peut utiliser, pour la compression, une barre en aluminium ou en acier de section transversale trapézoïdale ou un galet en aluminium ou en acier dont le contour périphérique a une section transversale trapézoïdale.
- Enfin la présente invention a également pour objet un outil pour la mise en oeuvre d'un procédé suivant l'invention.
- D'autres particularités et détails de l'invention ressortiront de la description détaillée suivante dans laquelle il est fait référence aux dessins ci-annexés.
- Dans ces dessins :
- - la figure 1 est une vue en coupe d'une vitre suivant l'invention ;
- - les figures 2 et 3 montrent en élévation et en coupe selon la ligne III-III un procédé de fabrication d'une vitre suivant l'invention et un outil pour la mise en oeuvre de ce procédé.
- La figure 1 montre deux vitres 1, 2 montées sur une armature 3. La vitre 1 ou 2 se compose de deux feuilles en verre 4,6 accolées et d'une feuille en verre 5 dont une face 8 est située en regard de la face 7 de la feuille 6. Les faces 7, 8 sont séparées entre elles par un joint 9 qui s'étend au voisinage des bords 10 des feuilles 5,6. Le joint 9 comprend un profilé métallique 11, par exemple en aluminium, dans lequel sont prévues deux gorges 12 dans lesquelles est logé un bourrelet 13 assurant une étanchéité entre le profilé 11 et les faces 7, 8 en regard l'une de l'autre. De façon avantageuse, le profilé 11 présente une chambre 14 communiquant par une ouverture 15 avec l'espace intérieur 16 de la vitre. Cette chambre 14 peut être remplie d'une matière absorbant l'humidité telle que du silicagel.
- Le profilé métallique 11 s'étend à une certaine distance des bords 10 des feuilles 5, 6 de manière à ménager sur le pourtour de la vitre un canal dans lequel est placée une bande adhésive destinée à former un lien entre les deux faces situées en regard l'une de l'autre. Cette bande adhésive, de préférence réalisée en silicone, comprend,
- - d'une part, un corps adhésif 17 adjacent au profilé 11, ce corps 17 s'étendant entre les faces 7,8 en regard l'une de l'autre des feuilles 5,6, et
- - d'autre part, deux ailes adhésives 18, 19 en silicone solidaires du corps adhésif 17, une première aile 18 s'étendant sur la face 8 de la feuille 5 depuis le bord 10 de celle-ci jusqu'au corps 17 tandis que la deuxième aile 19 s'étend sur la face 7 de la feuille 6 depuis son bord 10 jusqu'au corps 17. Ainsi, une gorge 20 est formée entre les ailes 18, 19, cette gorge étant apte à recevoir le bras 21 d'une pièce de liaison 22, dont une extrémité est fixée 6 sur l'armature 3 au moyen d'une vis 23.
- Les ailes 18, 19 ont la forme d'une rampe dont l'épaisseur e varie d'une valeur nulle le long du bord 10 à une valeur d'environ 2 mm au voisinage du corps 17, lorsque les faces 7,8 en regard l'une de l'autre sont distantes l'une de l'autre d'environ 12 mm. Les ailes 18, 19 s'étendent avantageusement sur une face 7,8 le long de son bord 10 sur une distance sensiblement égale à la distance séparant les faces 7,8 l'une de l'autre.
- Un profilé en U 24 dont les pattes 25, 26 sont coincées entre une partie d'une pièce de liaison 22 d'une première vitre 1 et une partie d'une pièce de liaison 27 d'une vitre adjacente 2 sert de support pour un mastic d'étanchéité 28 tel qu'un mastic silicone.
- L'armature 3 présente un appendice 29 dont l'extrémité libre est pourvue d'une rainure 30 dans laquelle est engagé un joint d'étanchéité 31 sur lequel prend appui la feuille intérieure 6.
- Grâce à cette forme de réalisation, une chambre intérieure 32 est formée entre les bandes adhésives des vitres adjacentes 1, et l'armature 3, ceci permettant, lorsque cette chambre est ventilée, une ventilation correcte des bandes adhésives. Une telle ventilation diminue encore les risques de dégradation ou de vieillissement du silicone des bandes adhésives.
- Les pièces de liaison 22,27 sont réalisées en aluminium et sont munies, au voisinage de leur bras 21, d'une pièce de protection 33 qui peut être réalisée en une matière élastiquement déformable.
- La figure 2 montre un outil qui peut être utilisé dans un procédé de fabrication d'une vitre suivant l'invention.
- Dans ce procédé,
- - on place entre une face 7 d'une première feuille 6 et une face 8 d'une deuxième feuille 5 un profilé métallique 11 au voisinage des bords 10 de celles-ci, de manière à ménager sur le pourtour des feuilles un canal,
- - on coule ou injecte dans ledit canal du silicone de manière à former une bande adhésive, et
- - on soumet le silicone à une compression au moyen d'une pièce 34 réalisée en un matériau sur lequel le silicone n'adhère pas (par exemple en aluminium non traité).
- Grâce à cette compression, une partie du silicone se déplace (flèche S) le long des faces 7, 8 de manière à former deux ailes 18, 19 solidaires d'un corps 17 en silicone. Ces ailes 18, 19 s'étendent depuis le bord 10 d'une feuille jusqu'au corps 17. De façon avantageuse, on comprime le silicone juste après qu'il a été amené dans le canal formé entre les deux feuilles 5,6 par un conduit 35.
- La pièce utilisée pour la mise en forme comprend un galet 36 dont le contour périphérique a une section transversale trapézoïdale. Ce galet est mis en mouvement de rotation autour de l'axe A-A (flèches R1 ou de préférence R2) tandis que la vitre est déplacée dans le sens de la flèche F.
- Le galet 36 est monté sur un arbre 37 entraîné en rotation par un moteur (non représenté). Ce galet est partiellement engagé dans le canal formé entre deux feuilles 6,5 de la vitre. L'arbre 37 porte, de part et d'autre du galet 36, une roue 38 destinée à rouler ou glisser sur les bords 10 des feuilles 5,6.
- Sur une roue 38 est monté un anneau 39 dont la position peut être modifiée en coulissant ledit anneau le long de la roue 38. Cet anneau 39 est fixé sur ladite roue 38, de manière à ce qu'une face 40 dudit anneau glisse sur une face d'une feuille 6 de la vitre. Cet anneau 39 sert ainsi de système de guidage assurant un positionnement correct du galet par rapport au canal.
Claims (14)
1. Vitre constituée d'au moins deux feuilles de verre (5, 6) dont deux faces (7, 8) situées en regard l'une de l'autre sont séparées l'une de l'autre par un joint (9) s'étendant au voisinage des bords (10) des feuilles de verre (5, 6), ledit joint (9) comprenant un profilé (11) s'étendant à une certaine distance desdits bords (10) des feuilles de verre, de manière à ménager sur le pourtour de la vitre un canal dans lequel est placée une bande adhésive destinée à former un lien entre les deux faces situées en regard l'une de l'autre, caractérisée en ce que la bande adhésive comprend :
(a) un corps adhésif (17) adjacent au profilé (11), ce corps (17) s'étendant entre lesdites faces (7, 8) en regard l'une de l'autre desdites feuilles, et
(b) deux ailes adhésives (18, 19) solidaires du corps adhésif (17), une première aile (18) s'étendant sur une face (8) d'une première feuille (5) depuis le bord (10) de celle-ci jusqu'audit corps (17), tandis que la deuxième aile (19) s'étend sur la face (7) de la deuxième feuille (6) située en regard de la face (8) de la première feuille (5) depuis le bord (10) jusqu'audit corps (17), de manière à former entre lesdites ailes une gorge (20) apte à recevoir un élément d'une pièce de liaison (22, 27) de la vitre à un support ou une armature (3).
2. Vitre suivant la revendication 1, caractérisée en ce que lesdites ailes (18, 19) forment des rampes dont l'épaisseur (e) s'accroît de façon progressive depuis le bord (10) d'une face (7, 8) jusqu'audit corps (17).
3. Vitre suivant la revendication 2, caractérisée en ce que lesdites ailes (18, 19) ont une épaisseur
(e) infime, voire nulle, le long du bord (10) d'une face (7, 8).
4. Vitre suivant la revendication 3, dans laquelle la face (8) de la première feuille (5) est distante de la face (7) de la deuxième feuille (6) d'une distance comprise entre 8 et 15 mm, caractérisée en ce que les rampes s'étendent sur lesdites faces (7, 8) le long des bords (10) de celles-ci sur une distance comprise entre 8 et 15 mm, l'épaisseur (e) desdites rampes variant d'environ 0 aux bords (10) des feuilles à environ 1 à 3 mm au voisinage du corps (17).
5. Vitre suivant l'une quelconque des revendications précédentes, caractérisée en ce que la bande adhésive est réalisée en silicone.
6. Procédé pour fabriquer des vitres suivant l'une quelconque des revendications précédentes dans lequel :
caractérisé en ce qu'après avoir coulé ou injecté ledit adhésif, on soumet ce dernier à une compression au moyen d'une pièce en un matériau sur lequel ledit adhésif n'adhère pas, de manière à former un corps adhésif (17) présentant deux ailes (18, 19), dont une première (18) s'étend sur une face (8) d'une première feuille (5) depuis son bord (10) jusqu'audit corps (17), tandis que la deuxième aile (19) s'étend sur la face (7) de l'autre feuille (6) située en regard de la face (8) de la première feuille (5) depuis un bord de ladite autre feuille (6) jusqu'audit corps (17).
(a) on place entre une face (8) d'une première feuille (5) et une face (7) d'une deuxième feuille (6) un profilé (11) au voisinage des bords (10) de celles-ci de manière à ménager sur le pourtour des feuilles un canal, et
(b) on coule ou injecte un adhésif dans ledit canal de manière à former une bande adhésive servant de lien entre lesdites faces (7, 8),
caractérisé en ce qu'après avoir coulé ou injecté ledit adhésif, on soumet ce dernier à une compression au moyen d'une pièce en un matériau sur lequel ledit adhésif n'adhère pas, de manière à former un corps adhésif (17) présentant deux ailes (18, 19), dont une première (18) s'étend sur une face (8) d'une première feuille (5) depuis son bord (10) jusqu'audit corps (17), tandis que la deuxième aile (19) s'étend sur la face (7) de l'autre feuille (6) située en regard de la face (8) de la première feuille (5) depuis un bord de ladite autre feuille (6) jusqu'audit corps (17).
7. Procédé suivant la revendication 6, caractérisé en ce qu'on soumet l'adhésif à une compression juste après sa coulée ou son injection dans le canal.
8. Procédé suivant la revendication 6 ou 7, caractérisé en ce qu'on utilise pour la compression une pièce en forme de galet (36) dont le contour périphérique a une section transversale trapézoïdale.
9. Procédé suivant la revendication 6 ou 7, caractérisé en ce qu'on utilise une barre de section transversale trapézoïdale pour la compression.
10. Procédé suivant l'une quelconque des revendications 6 à 9, caractérisé en ce que la pièce est réalisée en aluminium.
11. Outil pour la mise en oeuvre du procédé suivant la revendication 8, caractérisé en ce qu'il comprend un galet (36) monté sur un arbre (37), ce galet étant destiné à être partiellement engagé dans le canal formé entre les deux feuilles (5, 6) de la vitre, une première roue (38) et une deuxième roue (38) montées de part et d'autre du galet (36) sur ledit arbre (37), lesdites roues (38) étant destinées à rouler ou glisser sur les bords (10) desdites feuilles.
12. Outil suivant la revendication 11, caractérisé en ce que ledit arbre porte un système de guidage du galet (36) dans le canal formé entre les deuxfeuil- les (5, 6) de la vitre.
13. Outil suivant la revendication 12, caractérisé en ce que le système de guidage est constitué d'un anneau (39) pouvant coulisser le long d'une desdites roues (38), cet anneau (39) étant rendu solidaire de ladite roue (38) de manière à ce qu'une face (40) dudit anneau (39) glisse le long d'une feuille (6) de la vitre lorsque le galet (36) est engagé dans le canal formé entre les deux feuilles (5, 6) de la vitre.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BE9000923A BE1003942A4 (fr) | 1990-10-01 | 1990-10-01 | Vitre, procede et outil pour sa fabrication. |
| BE9000923 | 1990-10-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0479751A1 true EP0479751A1 (fr) | 1992-04-08 |
Family
ID=3884943
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91870149A Withdrawn EP0479751A1 (fr) | 1990-10-01 | 1991-09-30 | Vitre, procédé et outil pour sa fabrication |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0479751A1 (fr) |
| BE (1) | BE1003942A4 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2827322A1 (fr) | 2001-07-13 | 2003-01-17 | Profix Sa | Dispositif pour la fixation sur l'enveloppe d'un batiment d'un panneau a double paroi |
| EP1493895A3 (fr) * | 2003-06-30 | 2005-07-13 | Zhuhai King Glass Engineering Co. Ltd. | Dispositif de fixation de vitres pour murs rideaux ou toitures |
| EP2365179A3 (fr) * | 2010-03-13 | 2016-08-24 | HUECK GmbH & Co. KG | Façade entièrement vitrée |
| CN110872894A (zh) * | 2018-08-29 | 2020-03-10 | 北京铂阳顶荣光伏科技有限公司 | 用于屋顶铺设玻璃基薄膜太阳能的安装机构及安装系统 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3314204A (en) * | 1964-01-21 | 1967-04-18 | Zopnek Hans | Composite panel |
| DE1659361A1 (de) * | 1964-03-07 | 1971-01-14 | Asahi Glass Co Ltd | Distanzstueck fuer mehrschichtige Verglasungseinheit |
| FR2134496A1 (fr) * | 1971-04-26 | 1972-12-08 | Usm Corp | |
| EP0130438A2 (fr) * | 1983-06-30 | 1985-01-09 | Vision Engineering & Design Inc. | Structure de vitrage isolant |
| GB2167110A (en) * | 1984-10-27 | 1986-05-21 | Schuermann & Co Heinz | Glazing |
| GB2179391A (en) * | 1985-08-21 | 1987-03-04 | Costa C C & Cia Srl | Glazing |
| DE3624491A1 (de) * | 1986-07-19 | 1988-01-21 | Hueck Fa E | Scheibenhalterung bei ganzglasfassaden |
| EP0286136A1 (fr) * | 1987-04-08 | 1988-10-12 | T-Seal Enterprises, Inc. | Procédé et installation pour la fabrication de vitrages isolants |
-
1990
- 1990-10-01 BE BE9000923A patent/BE1003942A4/fr not_active IP Right Cessation
-
1991
- 1991-09-30 EP EP91870149A patent/EP0479751A1/fr not_active Withdrawn
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3314204A (en) * | 1964-01-21 | 1967-04-18 | Zopnek Hans | Composite panel |
| DE1659361A1 (de) * | 1964-03-07 | 1971-01-14 | Asahi Glass Co Ltd | Distanzstueck fuer mehrschichtige Verglasungseinheit |
| FR2134496A1 (fr) * | 1971-04-26 | 1972-12-08 | Usm Corp | |
| EP0130438A2 (fr) * | 1983-06-30 | 1985-01-09 | Vision Engineering & Design Inc. | Structure de vitrage isolant |
| GB2167110A (en) * | 1984-10-27 | 1986-05-21 | Schuermann & Co Heinz | Glazing |
| GB2179391A (en) * | 1985-08-21 | 1987-03-04 | Costa C C & Cia Srl | Glazing |
| DE3624491A1 (de) * | 1986-07-19 | 1988-01-21 | Hueck Fa E | Scheibenhalterung bei ganzglasfassaden |
| EP0286136A1 (fr) * | 1987-04-08 | 1988-10-12 | T-Seal Enterprises, Inc. | Procédé et installation pour la fabrication de vitrages isolants |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2827322A1 (fr) | 2001-07-13 | 2003-01-17 | Profix Sa | Dispositif pour la fixation sur l'enveloppe d'un batiment d'un panneau a double paroi |
| EP1493895A3 (fr) * | 2003-06-30 | 2005-07-13 | Zhuhai King Glass Engineering Co. Ltd. | Dispositif de fixation de vitres pour murs rideaux ou toitures |
| US7444781B2 (en) | 2003-06-30 | 2008-11-04 | Kge Group Limited | Device for fixing glasses on a curtain wall or roofing |
| EP2365179A3 (fr) * | 2010-03-13 | 2016-08-24 | HUECK GmbH & Co. KG | Façade entièrement vitrée |
| CN110872894A (zh) * | 2018-08-29 | 2020-03-10 | 北京铂阳顶荣光伏科技有限公司 | 用于屋顶铺设玻璃基薄膜太阳能的安装机构及安装系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| BE1003942A4 (fr) | 1992-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0307317B1 (fr) | Fenêtre de véhicule | |
| EP0248707B1 (fr) | Vitre pourvue d'une bande profilée rapportée sur sa zone marginale | |
| EP2463470B9 (fr) | Encadrement pour parois | |
| CA2002422C (fr) | Profile pour le guidage et l'etancheite d'une glace mobile, notamment de porte d'automobile, et son procede de fabrication | |
| EP1296846B1 (fr) | Profile d'etancheite apte a coiffer une partie saillante d'une structure, ebauche de ce profile et procede de mise en place de cette ebauche sur la partie saillante | |
| FR2609946A1 (fr) | Vitrage lateral reglable en hauteur pour vehicule automobile | |
| EP0500483B1 (fr) | Dispositif d'étanchéité entre au moins deux éléments parallèles non jointifs | |
| EP0479751A1 (fr) | Vitre, procédé et outil pour sa fabrication | |
| EP0301942B1 (fr) | Pièce réalisée à partir d'un profilé pour encadrement de glace coulissante | |
| FR2461789A1 (fr) | Couvre-joint peripherique pour fenetres a tabatiere, capteurs solaires ou autres ouvrages adaptes sur un toit | |
| EP0112199B1 (fr) | Encadrements d'ouvertures comportant des profiles métalliques munis des ruptures de ponts thermiques et outil de presse pour l'usinage de ces profiles | |
| EP1111181B1 (fr) | Procédé pour l'assemblage de profiles mixtes pour la réalisation de chassis de porte ou fenêtre | |
| FR2635299A1 (fr) | Profile d'etancheite et de guidage pour vitrage mobile de vehicule automobile | |
| BE1000298A5 (fr) | Vitre et dispositif pour sa fixation a un support. | |
| FR2785328A1 (fr) | Chassis de porte, fenetre ou analogue, a isolation thermique amelioree | |
| FR2492880A1 (fr) | Chassis de fenetre a trois vitres | |
| EP1197609B1 (fr) | Armature de support pour panneaux vitrés d'une façade à mur rideau | |
| EP0834639A1 (fr) | Dispositif de montage d'un vitrage dans un châssis de support pour porte, fenêtre ou analogue | |
| FR2515768A1 (fr) | Bandes d'etancheite destinees notamment a etre montees autour des ouvertures de portes ou de fenetres de vehicules a moteur | |
| EP0499525B1 (fr) | Procédé d'assemblage d'un vitrage isolant bombé | |
| EP0421836A1 (fr) | Procédé pour la réalisation d'un profilé composite bois-métal et profilé ainsi obtenu | |
| BE1012147A3 (fr) | Chassis de fenetre et son procede de realisation. | |
| EP0882616B1 (fr) | Dispositif pour la fixation d'une vitre | |
| FR2868386A1 (fr) | Procede d'assemblage avec precision d'un element rapporte sur un vitrage | |
| FR2705379A3 (fr) | Joint pour façade d'immeuble ou autre, notamment à paroi vitrée. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE CH DE DK FR GB LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19920930 |
|
| 17Q | First examination report despatched |
Effective date: 19930921 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19960130 |