EP0547500A1 - Méthode et dispositif pour préparer le début d'un rouleau de rechange pour le raccordement à la volée - Google Patents
Méthode et dispositif pour préparer le début d'un rouleau de rechange pour le raccordement à la volée Download PDFInfo
- Publication number
- EP0547500A1 EP0547500A1 EP92121043A EP92121043A EP0547500A1 EP 0547500 A1 EP0547500 A1 EP 0547500A1 EP 92121043 A EP92121043 A EP 92121043A EP 92121043 A EP92121043 A EP 92121043A EP 0547500 A1 EP0547500 A1 EP 0547500A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- web
- roll
- waste
- beginning
- replacement winding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/102—Preparing the leading end of the replacement web before splicing operation; Adhesive arrangements on leading end of replacement web; Tabs and adhesive tapes for splicing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/4606—Preparing leading edge for splicing
- B65H2301/46064—Preparing leading edge for splicing by transversally operated carriage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/4606—Preparing leading edge for splicing
- B65H2301/4607—Preparing leading edge for splicing by adhesive tape
- B65H2301/46072—Preparing leading edge for splicing by adhesive tape inserted between leading edge and wound web roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2408/00—Specific machines
- B65H2408/20—Specific machines for handling web(s)
- B65H2408/21—Accumulators
- B65H2408/216—Accumulators roller with accumulated material wound around it (scrap roll)
Definitions
- the invention relates to a method and an apparatus for preparing the beginning of a replacement winding reel for the flying reel change, the web beginning following the waste in successive sections across the web direction with a perforation and a connection adhesive application on the top and then to the Replacement winding roll is glued.
- a device of the type mentioned shows DE application P 41 18 690.7.
- the beginning of the path is guided by hand to the processing stations and subjected to the above-mentioned work steps. Then the waste portion is cut off and the prepared beginning of the web is placed on the replacement winding roll and glued on using a pressure sensitive adhesive.
- This device requires a high level of manual effort, given the large number of replacement windings to be processed.
- DE-A1-38 11 138 also discloses a method and a device for mechanically producing the adhesive tip of a replacement winding roll.
- the replacement winding roll is in a splicing position in an unwinding device of a paper processing machine. While the beginning of the web, which has been detected after the removal of waste paper, is rewound, two knives move from the web edges to the center of the web and create a V-cut. Glue is applied along the cut edge and the glue tip is wound back onto the replacement winding roll as the rewinding continues. The roll is sealed with a previously attached flap. Due to the complicated geometry of the adhesive tip, this solution requires complex mechanisms which make the device more expensive. The preparation of the web for the tab and its application itself are also complex.
- the object of the invention is to provide a method for preparing the beginning of a replacement winding reel for the fly reel change, in which the beginning of the web following the waste in successive sections across the web direction with a perforation and a connection adhesive application on the top and then on the replacement winding roll is glued to create, which can be mechanized with little effort.
- a structurally simple device for performing the method must be created.
- Fig. 1 shows a replacement winding roll 1 and a waste roll 2, to which the beginning of the replacement winding roll 1 is attached. Variants for the attachment are shown in DE application P 41 39 586.7.
- Fig. 2 the generally damaged beginning of the replacement winding roll 1 has been erected on the waste roll 2.
- Fig. 3 the waste roll 2 moved away from the replacement winding roll 1 holds the web start 3 taut in a processing position. 4, two perforations 4, 5 are applied to the beginning of the web 3. 5, the beginning of the web 3 is further provided with a bonding adhesive application 7. 6, the waste roll 2 is returned to the replacement winding roll 1 and the beginning of the web has been glued to it.
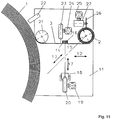
- FIG. 7 shows the waste roll 2 moved away from the replacement winding roll 1, the perforation 5 being torn open.
- FIG. 8 shows the longitudinally separated layers 8 removed from the waste roll 2.
- FIG. 9 shows the ready-made replacement winding roll 1 with the connection adhesive application 7, the perforation 4, the pressure-sensitive adhesive application 9 and the beginning of the roll 10 formed on the perforation 5.
- the replacement winding roll 1, not shown, is clamped in the arms of an unwinder.
- a frame 11 can be moved up to the replacement winding roll 1 by means of a movement device 12.
- the waste roll 2 together with a movement device 13 is arranged on the frame 11.
- the frame 11 also houses a cutter bar 16 with two perforating knives 14, 15 and a pressure roller 18 movable against the latter by means of a movement device 17.
- the latter is rotatably mounted on a linear drive with guide 19.
- the latter also carries a device for applying the adhesive 20.
- a drive roller 21 is also mounted on the frame 11.
- a sensor system 22 for detecting paper damage and a device for the connection adhesive application 23 are arranged on the frame 11.
- the latter device is attached to a linear drive with guide 24.
- the frame 11 also houses a linear drive with guide 25, to which a circular knife 26 is attached with its rotary drive 27.
- the drive roller 21 lies against the jacket of the replacement winding roller 1 and rotates it clockwise as long as the sensor system 22 detects web damage in connection with suitable evaluation electronics.
- the damaged web the beginning of which is held on the waste roll 2, for example by means of a suction bar (not shown), is wound with a constant torque on the waste roll 2, which lies against the jacket of the replacement winding roll 1, by a motor (not shown).
- the drive roller 21 is deactivated and the replacement winding roller 1 is brought to a standstill by a brake (not shown).
- the beginning of the web 3 is brought into a processing position.
- the web is guided around the drive roller 21.
- the movement of the waste paper roll 2 can take place instead of, as shown, on a straight line, for example also on a circular arc path.
- the pressure roller 18 is moved against the perforating knives 14 and 15 by means of the movement device 17 (FIG. 12).
- the pressure roller 18 rolls on the web beginning 3 resting on the perforating knives 14, 15 and generates the perforations 4, 5.
- the tracked device 20 ensures that Apply pressure-sensitive adhesive 9 between the perforations 4, 5 on the underside of the web (FIG. 13).
- connection adhesive application 7 on the top of the web.
- Liquid adhesive or double-sided adhesive tape can be used as the adhesive.
- the waste roll 2 is then moved back to the jacket of the replacement winding roll (FIG. 14).
- the peeled and prepared web with pressure sensitive adhesive 9 is applied to the Spare winding roll 1 pressed on and glued.
- the motor not shown, with a constant torque on the waste roll 2 ensures a constant web tension.
- the web is torn off the replacement winding roll 1 with the wound-on piece of web by tearing open the perforation 5.
- the relative movement can be generated, for example, by rotating the replacement winding roll 1 or the waste roll 2 counterclockwise or moving the waste roll 2 away from the replacement winding roll 1.
- it is brought into the area of the circular knife 26 (FIG. 15).
- the layers 8 are separated and fall off the waste roller 2.
- the separation is also possible with a laser beam separation device, in the area of which the waste roll is to be moved.
- the paper waste can also be unwound from the paper roll by means of a driven, glued winding sleeve placed thereon. It is also possible to unwind the web from the paper roll and to remove it by gravity.
- the waste can also remain on the waste roll over several cycles if it is designed as an exchangeable, glued winding sleeve to which the beginning of the web, not part of the subject matter of this patent, is glued.
- the preparation of the start of a replacement winding roll when it was received within a unwinding device was described.
- the invention is also applicable to stand-alone units outside the reel changer.
- the replacement winding roller could also be moved to the frame by reversing the movement of the frame with its functional units.
- the perforations can advantageously be produced with a laser cutting device with a linearly moved, clocked laser beam instead of mechanically.
- the pressure-sensitive adhesive was applied to the removed web start. It can also take place on the correspondingly assigned area on the jacket of the replacement winding roll.
Landscapes
- Replacement Of Web Rolls (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4141242A DE4141242A1 (de) | 1991-12-14 | 1991-12-14 | Verfahren und vorrichtung zur vorbereitung des anfanges einer ersatz-wickelrolle fuer den fliegenden rollenwechsel |
| DE4141242 | 1991-12-14 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0547500A1 true EP0547500A1 (fr) | 1993-06-23 |
| EP0547500B1 EP0547500B1 (fr) | 1996-09-25 |
Family
ID=6447034
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92121043A Expired - Lifetime EP0547500B1 (fr) | 1991-12-14 | 1992-12-10 | Méthode et dispositif pour préparer le début d'un rouleau de rechange pour le raccordement à la volée |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US5322230A (fr) |
| EP (1) | EP0547500B1 (fr) |
| JP (1) | JP3300076B2 (fr) |
| DE (2) | DE4141242A1 (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1995020537A1 (fr) * | 1994-01-28 | 1995-08-03 | Stork Contiweb B.V. | Procede de preparation de l'amorce d'une bande de matiere sur un rouleau d'alimentation dans un echangeur de rouleaux, echangeur de rouleaux et dispositif de reprise de la bande |
| WO1996002451A1 (fr) * | 1994-07-20 | 1996-02-01 | Koenig & Bauer-Albert Aktiengesellschaft | Procede et dispositif de preparation du debut d'un rouleau de bande de papier de reserve permettant le changement de rouleaux mobiles |
| NL9500151A (nl) * | 1995-01-27 | 1996-09-02 | Stork Contiweb | Werkwijze en inrichting voor het op fouten inspecteren van een materiaalbaan, toepassing van de werkwijze bij het voorbereiden van een voorraadrol in een rollenwisselaar en rollenwisselaar voorzien van een dergelijke inrichting. |
| EP0819639A3 (fr) * | 1996-07-17 | 1998-04-08 | Fuji Photo Film Co., Ltd. | Procédé et appareil pour la préparatiom du raccordement de bandes |
| WO2004013024A3 (fr) * | 2002-08-05 | 2004-04-15 | Wifag Maschf | Procede, systeme et dispositif pour preparer un rouleau de bobinage en vue d'un remplacement automatique, pour saisir une bande de produit et pour amener une bande adhesive double face sur une surface |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI107724B (fi) * | 1998-12-28 | 2001-09-28 | Metso Paper Inc | Laite ja menetelmä liitoksen tekemisessä paperirainaan |
| DE19918220C2 (de) * | 1999-04-22 | 2002-10-24 | Tesa Ag | Verfahren zur Splice-Vorbereitung |
| US6951676B2 (en) | 2000-09-25 | 2005-10-04 | 3M Innovative Properties Company | Butt splicing tapes and butt splicing methods |
| US6808581B2 (en) * | 2001-06-15 | 2004-10-26 | 3M Innovative Properties Company | Method and apparatus for automatically applying a flying splicing tape to a roll of sheet material |
| DE60122492T2 (de) * | 2001-07-20 | 2007-03-29 | Fameccanica Data S.P.A. | Verfahren und Vorrichtung zum Aufnehmen von Material |
| DE10139563B4 (de) * | 2001-08-10 | 2006-12-14 | Man Roland Druckmaschinen Ag | Vorrichtung und Verfahren zur Vorbereitung einer Vorratspapierbahnrolle für den fliegenden Rollenwechsel |
| US6814123B2 (en) * | 2001-12-21 | 2004-11-09 | 3M Innovative Properties Company | Method and apparatus for applying a splicing tape to a roll of sheet material |
| US7022205B2 (en) * | 2002-10-01 | 2006-04-04 | Martin Automatic Inc. | Apparatus and method for forming a butt splice |
| EP1422174B1 (fr) * | 2002-10-14 | 2006-03-22 | Metso Paper AG | Méthode et dispositif pour la préparation d'une bobine de papier pour collage au vol |
| DE10343421A1 (de) * | 2003-09-19 | 2005-04-14 | Voith Paper Patent Gmbh | Vorrichtung und Verfahren zum Entfernen von Ausschuss einer Materialbahn von einem Wickeltambour |
| ITFI20030301A1 (it) * | 2003-11-28 | 2005-05-29 | Rent Srl | Gruppo svolgitore doppio per bobine di materiale in |
| ITFI20040108A1 (it) * | 2004-05-07 | 2004-08-07 | Perini Fabio Spa | Dispositivo svolgitore multiforme |
| FI20086059L (fi) * | 2008-11-10 | 2010-05-11 | Metso Paper Inc | Menetelmä kuiturainan pituusleikkurin yhteydessä |
| JP2019532877A (ja) | 2016-09-30 | 2019-11-14 | プレジス・イノベーティブ・パッケージング・エルエルシー | 接続保護包装 |
| CN110239989B (zh) * | 2019-06-20 | 2024-05-31 | 江苏嘉拓新能源智能装备股份有限公司 | 多功能卷材尾边自动冲孔、贴合、备胶、裁切装置及方法 |
| ES2834738B2 (es) | 2019-12-17 | 2021-10-28 | M Torres Disenos Ind S A Unipersonal | Proceso automatico de preparacion de empalme y sistema para llevarlo a cabo |
| CN111793835B (zh) * | 2020-07-03 | 2022-03-08 | 宁波超泰新材料有限公司 | 一种利用聚酯废料纺制再生涤纶长丝的方法 |
| DE102022109965A1 (de) | 2022-04-26 | 2023-10-26 | Koenig & Bauer Ag | Verfahren und Rollenwechsler für einen fliegenden Rollenwechsel sowie substratbe- und/oder verarbeitende Maschine mit einem Rollenwechsler |
| EP4699968A1 (fr) * | 2024-08-20 | 2026-02-25 | FOSBER S.p.A. | Dispositif d'épissure pour un dérouleur, dérouleur comprenant le dispositif d'épissure et chaîne de production de carton ondulé comprenant le dispositif de déroulement |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB452328A (en) * | 1935-05-14 | 1936-08-20 | Henry Vincent James | Improvements in or relating to web-renewing devices for printing machines |
| US4284463A (en) * | 1979-03-16 | 1981-08-18 | Butler Greenwich Inc. | Web preparation apparatus |
| DE3811138A1 (de) * | 1987-11-12 | 1989-06-01 | Hamada Printing Press | Verfahren und vorrichtung zum behandeln des endabschnitts von aufgerolltem papier |
| EP0418527A2 (fr) * | 1989-09-19 | 1991-03-27 | MAN Roland Druckmaschinen AG | Méthode pour préparer un rouleau du pan de l'indienne pour dispositifs échangeables automatiques |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2104774A (en) * | 1935-06-12 | 1938-01-11 | David J Scott | Paper roll and method of splicing to expiring web |
| US2553928A (en) * | 1945-07-12 | 1951-05-22 | Journal Company | Roll web terminal |
| US3547739A (en) * | 1969-05-15 | 1970-12-15 | Harvey N Beute | Perforated tape |
| US4575017A (en) * | 1984-06-04 | 1986-03-11 | Essex Group, Inc. | Paster tab and method of use |
| ES2092736T3 (es) * | 1990-04-03 | 1996-12-01 | Voith Gmbh J M | Dispositivo para establecer un punto de empalme en el comienzo de banda de una bobina de banda. |
-
1991
- 1991-12-14 DE DE4141242A patent/DE4141242A1/de active Granted
-
1992
- 1992-11-03 US US07/970,917 patent/US5322230A/en not_active Expired - Lifetime
- 1992-12-10 DE DE59207249T patent/DE59207249D1/de not_active Expired - Fee Related
- 1992-12-10 EP EP92121043A patent/EP0547500B1/fr not_active Expired - Lifetime
- 1992-12-14 JP JP33282592A patent/JP3300076B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB452328A (en) * | 1935-05-14 | 1936-08-20 | Henry Vincent James | Improvements in or relating to web-renewing devices for printing machines |
| US4284463A (en) * | 1979-03-16 | 1981-08-18 | Butler Greenwich Inc. | Web preparation apparatus |
| DE3811138A1 (de) * | 1987-11-12 | 1989-06-01 | Hamada Printing Press | Verfahren und vorrichtung zum behandeln des endabschnitts von aufgerolltem papier |
| EP0418527A2 (fr) * | 1989-09-19 | 1991-03-27 | MAN Roland Druckmaschinen AG | Méthode pour préparer un rouleau du pan de l'indienne pour dispositifs échangeables automatiques |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1995020537A1 (fr) * | 1994-01-28 | 1995-08-03 | Stork Contiweb B.V. | Procede de preparation de l'amorce d'une bande de matiere sur un rouleau d'alimentation dans un echangeur de rouleaux, echangeur de rouleaux et dispositif de reprise de la bande |
| NL9400137A (nl) * | 1994-01-28 | 1995-09-01 | Stork Contiweb | Werkwijze voor het voorbereiden van het begin van een materiaalbaan van een voorraadrol in een rollenwisselaar, rollenwisselaar en baanopname-inrichting. |
| US5762283A (en) * | 1994-01-28 | 1998-06-09 | Stork Contiweb B.V. | Method for preparing the start of a material web of a stock roll in a roll exchanger, roll exchanger and web-takeup device |
| WO1996002451A1 (fr) * | 1994-07-20 | 1996-02-01 | Koenig & Bauer-Albert Aktiengesellschaft | Procede et dispositif de preparation du debut d'un rouleau de bande de papier de reserve permettant le changement de rouleaux mobiles |
| US5902448A (en) * | 1994-07-20 | 1999-05-11 | Koenig & Bauer-Albert Aktiengesellschaft | Method and device for preparing the beginning of a paper web feed roll for changing rolls in motion |
| CN1064641C (zh) * | 1994-07-20 | 2001-04-18 | 柯尼格及包尔-艾伯特公开股份有限公司 | 在运转中更换备用纸带卷而准备纸带卷端头的方法与装置 |
| NL9500151A (nl) * | 1995-01-27 | 1996-09-02 | Stork Contiweb | Werkwijze en inrichting voor het op fouten inspecteren van een materiaalbaan, toepassing van de werkwijze bij het voorbereiden van een voorraadrol in een rollenwisselaar en rollenwisselaar voorzien van een dergelijke inrichting. |
| EP0819639A3 (fr) * | 1996-07-17 | 1998-04-08 | Fuji Photo Film Co., Ltd. | Procédé et appareil pour la préparatiom du raccordement de bandes |
| US5935361A (en) * | 1996-07-17 | 1999-08-10 | Fuji Photo Film Co., Ltd. | Web splicing preparation method and apparatus |
| WO2004013024A3 (fr) * | 2002-08-05 | 2004-04-15 | Wifag Maschf | Procede, systeme et dispositif pour preparer un rouleau de bobinage en vue d'un remplacement automatique, pour saisir une bande de produit et pour amener une bande adhesive double face sur une surface |
Also Published As
| Publication number | Publication date |
|---|---|
| US5322230A (en) | 1994-06-21 |
| DE4141242C2 (fr) | 1993-09-23 |
| JP3300076B2 (ja) | 2002-07-08 |
| JPH05246588A (ja) | 1993-09-24 |
| DE4141242A1 (de) | 1993-06-17 |
| DE59207249D1 (de) | 1996-10-31 |
| EP0547500B1 (fr) | 1996-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0547500B1 (fr) | Méthode et dispositif pour préparer le début d'un rouleau de rechange pour le raccordement à la volée | |
| EP0442038B1 (fr) | Méthode et dispositif pour le remplacement automatique d'une bobine pleine par un nouveau noyau d'enroulement | |
| AT399856B (de) | Verfahren und vorrichtung zum automatischen trennen und anwickeln einer warenbahn | |
| EP0450312B1 (fr) | Procédé pour épisser le début d'une bande enroulée avec la fin d'une autre bande enroulée. | |
| DE3786905T2 (de) | Vorrichtung zum Befestigen einer Ersatzbahn an eine sich bewegende Bahn. | |
| DE69512061T2 (de) | Vorrichtung und verfahren zum automatischen wechseln von rollen für bahnförmige materialien | |
| EP0060450B1 (fr) | Dispositif pour raccorder l'extrémité arrière de la bande d'un rouleau qui se termine à l'extrémité avant de la bande d'un rouleau de remplacement | |
| DE69109128T2 (de) | Verfahren zum wechseln einer rolle in einer wickelmaschine. | |
| DE4212095C1 (fr) | ||
| EP3693305B1 (fr) | Dispositif de retrait de protecteur | |
| DE3811138A1 (de) | Verfahren und vorrichtung zum behandeln des endabschnitts von aufgerolltem papier | |
| DE2948877A1 (de) | Vorrichtung zum lagegenauen einsetzen von wickelhuelsen in wickelmaschinen | |
| DE2627103A1 (de) | Verfahren und vorrichtung zum automatischen erfassen des endes einer bahn oder eines abrisses und verbinden mit dem anfang einer neuen bahn, insbesondere in wellenpappenanlagen | |
| DE2906598C2 (de) | Vorrichtung zur Bewerkstelligung eines fliegenden Wickelrollenwechsels | |
| EP0299181A2 (fr) | Dispositif de déroulage pour bobines de bande de papier, de carton ou similaire | |
| DE4336298A1 (de) | Abwickelvorrichtung mit einer Spliceeinrichtung | |
| DE4139586C2 (de) | Verfahren und Vorrichtung zum Bilden und Erfassen eines Bahnanfanges einer Ersatz-Wickelrolle | |
| EP0299180A2 (fr) | Dispositif de déroulage pour bande de papier ou de carton | |
| DE3308059A1 (de) | Rollenschneid- und wickelmaschine | |
| DE2344870C3 (de) | Vorrichtung zur endweisen Verbindung zweier Bahnen | |
| EP1295830B2 (fr) | Echangeur de rouleaux et méthode pour le changement automatique de rouleaux pendat l'arrêt | |
| DE10139563B4 (de) | Vorrichtung und Verfahren zur Vorbereitung einer Vorratspapierbahnrolle für den fliegenden Rollenwechsel | |
| EP0509419A1 (fr) | Procédé et dispositif pour séparer des découps de feuilles laminées | |
| EP1140679B1 (fr) | Procede et dispositif pour le raccord de bandes de materiau | |
| DE4415316A1 (de) | Rollenwickelmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR GB IT LI SE |
|
| 17P | Request for examination filed |
Effective date: 19930707 |
|
| 17Q | First examination report despatched |
Effective date: 19940601 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI SE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: E. BLUM & CO. PATENTANWAELTE |
|
| REF | Corresponds to: |
Ref document number: 59207249 Country of ref document: DE Date of ref document: 19961031 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19961230 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: MAN ROLAND DRUCKMASCHINEN AG Free format text: MAN ROLAND DRUCKMASCHINEN AG#POSTFACH 10 12 64#63012 OFFENBACH (DE) -TRANSFER TO- MAN ROLAND DRUCKMASCHINEN AG#POSTFACH 10 12 64#63012 OFFENBACH (DE) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20071222 Year of fee payment: 16 Ref country code: CH Payment date: 20071217 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20071213 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20071218 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20071221 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20071217 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20081210 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20090831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081231 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081231 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081210 |