EP0555856B1 - Verfahren zum Einstellen eines Fühlers bei einer Bahnlaufregeleinrichtung - Google Patents
Verfahren zum Einstellen eines Fühlers bei einer Bahnlaufregeleinrichtung Download PDFInfo
- Publication number
- EP0555856B1 EP0555856B1 EP93102165A EP93102165A EP0555856B1 EP 0555856 B1 EP0555856 B1 EP 0555856B1 EP 93102165 A EP93102165 A EP 93102165A EP 93102165 A EP93102165 A EP 93102165A EP 0555856 B1 EP0555856 B1 EP 0555856B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sensor
- web
- edge
- measuring range
- operating point
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 20
- 238000009434 installation Methods 0.000 title abstract 2
- 238000006073 displacement reaction Methods 0.000 claims abstract 5
- 230000001960 triggered effect Effects 0.000 abstract 1
- 230000003287 optical effect Effects 0.000 description 5
- 230000012447 hatching Effects 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/02—Registering, tensioning, smoothing or guiding webs transversely
- B65H23/0204—Sensing transverse register of web
Definitions
- the invention relates to a method according to the preamble of claim 1.
- a web guiding device in which the web run is controlled by means of an optical sensor which detects the web edge without contact, the operating point of the control is set to the center of the sensor, so that when the sensor is exactly positioned one half of the sensor is covered by the path to be controlled, while the other half is exposed.
- This operating point is stored in a memory and the web guiding system is designed for this reference variable, so that if the web edge deviates from the operating point, the web guiding system adjusts the web so that the web edge comes to rest on the operating point or the center of the sensor.
- the sensor adjustment device must be activated in order to adjust the sensor in a corresponding way.
- the sensor adjustment device works relatively imprecisely and has a certain overrun, so that with this sensor adjustment this e.g. is moved beyond the intended position.
- the operating point must then be returned using the correction keys and corrected so that it corresponds to the desired position. This adjustment process when the working point is adjusted beyond the measuring range of the sensor is relatively cumbersome.
- the invention has for its object to provide a method of the type mentioned in such a way that the operating point of the control can be easily and quickly adjusted beyond the measuring range of the sensor.
- a threshold is specified in the electronic signal processing device on both sides of the sensor center or the working point.
- a threshold is given by means of which a signal is emitted, on the one hand, by means of which the web guiding system previously working is switched off or is blocked, so that the web edge remains in the position reached, and on the other hand the sensor adjusting device is controlled so that it carries out an edge search process by adjusting the sensor, the center of the sensor being repositioned on the web edge by the exact edge search process.
- the web guiding switched on again and the same process can be repeated until the operating point of the control is in the desired position, which can be far outside the measuring range of the sensor in the original position, whereupon in the new position the measuring range of the sensor for a Working point correction is available.
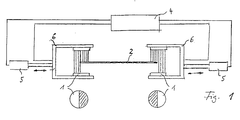
- Fig. 1 shows a schematic representation of circular optical sensors 1 in a U-shaped holder 6, which can be adjusted by a sensor adjusting device 5, on both sides of a material web 2, in which case the web edges cover sensors 1 in half.
- An electronic signal processing and control device is shown schematically at 4, which receives and processes the sensor signals. Furthermore, the sensor adjusting devices 5 for adjusting the sensor 1 are controlled by this control device 4.
- FIG. 2 denotes a circular optical sensor, which in the first position a) is aligned with the center of the sensor on the edge 2 of a material web to be controlled, so that the material web covers one sensor half, as indicated by hatching.
- the working point W of the sensor is first adjusted within the measuring range D of the sensor 1 by means of correction keys to the left from the position a) while the web guiding is switched on, so that the web edge 2 follows the operating point left within the measuring range D is adjusted as shown in position b).
- the web guiding is switched on again and the working point of the sensor is again moved to the left within the measuring range D by means of the correction keys if the working point shift was not sufficient in the first step. If the threshold 3 is reached in this case, the same process is repeated until, for example, an operating point shift shown in position d) is reached which is outside the measuring range D of the sensor 1 is in the original position a).
- the working point is first shifted relatively slowly within the measuring range, whereupon after the threshold 3 is reached, the edge search process is carried out by the sensor adjusting device with increased actuating speed.
- the web edge is first moved into the sensor, whereupon the sensor follows the web edge. If the operating point is shifted in the opposite direction, the web edge is first moved out of the sensor, whereupon the sensor follows the web edge and this step-by-step process is repeated.
- the method according to the invention of shifting the working point beyond the predetermined measuring range can also be carried out in the same way in the case of sensors other than optical sensors, for example pneumatic sensors.
- the described shifting of the working point can be carried out with edge and center control, whereby independently adjustable sensors are used.
- the working point When correcting the working point using correction buttons, the working point is slowly shifted within the measuring range, for example with a rate of change of 1 mm / sec, while during the edge search process the sensor is adjusted with an adjusting speed of for example 30 mm / sec.
- the operating point of the control can be steplessly shifted over the entire adjustment range of the sensor adjustment device, even if the sensor adjustment device only has a detent-like fine adjustment of e.g. Permits 0.5 mm.
- This operating point shift can also be carried out with a web center control that works with sensors that can be adjusted independently of one another.
Landscapes
- Registering, Tensioning, Guiding Webs, And Rollers Therefor (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Controlling Sheets Or Webs (AREA)
- Control Of Conveyors (AREA)
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
- Paper (AREA)
- Air Bags (AREA)
- Geophysics And Detection Of Objects (AREA)
- Measuring Fluid Pressure (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
Description
- Die Erfindung betrifft ein Verfahren nach dem Oberbegriff des Anspruchs 1.
- Bei einer Bahnlaufregeleinrichtung, wie sie aus EP-A-0 243 756 bekannt ist, bei der mittels eines die Bahnkante berührungsfrei erfassenden optischen Fühlers, der Bahnlauf geregelt wird, wird der Arbeitspunkt der Regelung auf die Fühlermitte festgelegt, so daß bei exakter Positionierung des Fühlers die eine Fühlerhälfte von der zu regelnden Bahn abgedeckt wird, während die andere Hälfte freiliegt. Dieser Arbeitspunkt ist in einem Speicher gespeichert und die Bahnlaufregelung ist auf diese Führungsgröße ausgelegt, sodaß bei einer Abweichung der Bahnkante von dem Arbeitspunkt die Bahnlaufregelung über ein Stellglied die Bahn so verstellt, daß die Bahnkante wieder auf den Arbeitspunkt bzw. die Fühlermitte zu liegen kommt.
- Während des Betriebs ist es wegen einer Verlagerung der Bahn gelegentlich erforderlich, den Arbeitspunkt der Regelung zu verstellen. Dies erfolgt in der Weise, daß über Korrekturtasten der Arbeitspunkt innerhalb des Meßbereichs des Fühlers, bspw. innerhalb des Durchmessers eines kreisrunden optischen Fühlers, verstellt wird, während die Bahnlaufregelung läuft. Diese Verstellung erfolgt in einer elektronischen Signalverarbeitungseinrichtung, welche die Fühlersignale aufnimmt und für die Bahnlaufregelung verarbeitet. Die Arbeitspunktverlagerung kann durch die Korrekturtasten sehr feinfühlig vorgenommen werden, da diese Arbeitspunktverlagerung in der elektronischen Signalverarbeitungseinrichtung erfolgt und nicht durch mechanische Verstellung des Fühlers. Allerdings ist eine solche Arbeitspunktverlagerung nur innerhalb des Meßbereichs des Fühlers möglich.
- Soll bei einem Fühler bspw. mit einem Durchmesser von 6 mm und damit einem Meßbereich von 3 mm beiderseits der Fühlermitte der Arbeitspunkt über den Meßbereich des Fühlers hinaus verlagert werden, so muß das Fühlerverstellgerät angesteuert werden, um den Fühler über einen entsprechenden Weg zu verstellen. Das Fühlerverstellgerät arbeitet relativ ungenau und hat einen gewissen Nachlauf, so daß bei dieser Fühlerverstellung dieser z.B. über die vorgesehene Stellung hinausbewegt wird. Hierauf muß mittels der Korrekturtasten der Arbeitspunkt wieder zurückgeführt und so korrigiert werden, daß er der gewünschten Stellung entspricht. Dieser Einstellvorgang bei einer Verstellung des Arbeitspunktes über den Meßbereich des Fühlers hinaus ist relativ umständlich.
- Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren der eingangs angegebenen Art so auszubilden, daß der Arbeitspunkt der Regelung über den Meßbereich des Fühlers hinaus einfach und schnell verstellt werden kann.
- Diese Aufgabe wird erfindungsgemäß durch die Merkmale im Kennzeichen des Anspruchs 1 gelöst. Es wird innerhalb des Meßbereichs des Fühlers beiderseits der Fühlermitte bzw. des Arbeitspunktes eine Schwelle in der elektronischen Signalverarbeitungseinrichtung vorgegeben, bei deren Erreichen durch den Arbeitspunkt während der üblichen Arbeitspunktverstellung mittels Korrekturtasten ein Signal abgegeben wird, durch das einerseits die bis dahin arbeitende Bahnlaufregelung ausgeschaltet bzw. blockiert wird, so daß die Bahnkante in der erreichten Stellung stehenbleibt, und andererseits das Fühlerverstellgerät so angesteuert wird, daß es einen Kantensuchvorgang durch Verstellen des Fühlers ausführt, wobei durch den genauen Kantensuchvorgang der Fühler mit seiner Mitte wieder auf die Bahnkante positioniert wird. Hierauf wird die Bahnlaufregelung wieder eingeschaltet und der gleiche Vorgang kann so lange wiederholt werden, bis sich der Arbeitspunkt der Regelung in der gewünschten Stellung befindet, die weit außerhalb des Meßbereichs des Fühlers in der ursprünglichen Stellung liegen kann, worauf in der neuen Stellung wiederum der Meßbereich des Fühlers für eine Arbeitspunktkorrektur zur Verfügung steht.
- Auf diese Weise kann ohne umständliche Einstellmaßnahmen der Arbeitspunkt der Regelung über den Meßbereich des Fühlers hinaus verstellt werden.
- Die Erfindung wird beispielsweise anhand der Zeichnung näher erläutert. Es zeigen:
- Fig. 1
- schematisch eine Anordnung von Fühlern beiderseits einer Materialbahn, und
- Fig. 2
- schematisch einen Fühler in seiner Position relativ zur Bahnkante in verschiedenen Stellungen.
- Fig. 1 zeigt in einer schematischen Darstellung kreisrunde optische Fühler 1 in einer U-förmigen, von einem Fühlerverstellgerät 5 verstellbaren Halterung 6 beiderseits einer Materialbahn 2, wobei in dieser Darstellung die Bahnkanten die Fühler 1 jeweils zur Hälfte abdecken. Bei 4 ist schematisch eine elektronische Signalverarbeitungs- und Steuereinrichtung dargestellt, welche die Fühlersignale aufnimmt und verarbeitet. Ferner werden durch diese Steuereinrichtung 4 die Fühlerverstellgeräte 5 zum Verstellen der Fühler 1 gesteuert.
- Mit 1 ist in Fig.2 ein kreisrunder optischer Fühler bezeichnet, der in der ersten Stellung a) mit der Fühlermitte auf die Kante 2 einer zu regelnden Materialbahn ausgerichtet ist, so daß die Materialbahn eine Fühlerhälfte abdeckt, wie dies durch eine Schraffur angedeutet ist. Die Fühlermitte ist als Arbeitspunkt W für die Bahnlaufregelung festgelegt, so daß bei einer Abweichung der Bahnkante 2 von der Führungsgröße W = 0 nach rechts oder links von der Fühlermitte die Signalverarbeitungseinrichtung 4, welche die Fühlersignale für die Bahnlaufregeung und für die Steuerung des Fühlerverstellgerätes 5 verarbeitet, ein Stellglied ansteuert, durch welches der Lauf der Materialbahn so beeinflußt wird, daß die Bahnkante 2 wieder auf die Fühlermitte bzw. den Arbeitspunkt W ausgerichtet wird.
- Wenn eine Verlagerung des Arbeitspunktes vorgenommen werden soll, so wird zunächst der Arbeitspunkt W des Fühlers innerhalb des Meßbereichs D des Fühlers 1 mittels Korrekturtasten nach links von der Stellung a) verstellt, während die Bahnlaufregelung eingeschaltet ist, so daß die Bahnkante 2 dem Arbeitspunkt folgend nach links innerhalb des Meßbereiches D verstellt wird, wie dies in der Stellung b) wiedergegeben ist.
- Noch innerhalb des Meßbereichs D des Fühlers wird bspw. bei 75 % der Fühlerabdeckung eine Schwelle 3 in der elektronischen Signalverarbeitungseinrichtung vorgegeben. Erreicht der Arbeitspunkt bei der Verstellung in der Signalverarbeitungseinrichtung diesen Schwellenwert, dem das entsprechende Fühlersignal mit einem Dunkelwert von z.B. 75% der überdeckten Fühlerfläche entspricht, so wird ein Signal ausgelöst, das einerseits die Bahnregelung blockiert bzw. ausschaltet, so daß die Bahnkante 2 in der erreichten Position stehenbleibt, und andererseits wird durch dieses Signal das Fühlerverstellgerät angesteuert, um einen Suchvorgang des Fühlers 1 auszulösen, bei dem der Fühler 1 nach links bewegt wird, bis seine Mitte (W = 0) wieder mit der Bahnkante 2 ausgerichtet ist, wie dies Stellung c) zeigt. Wenn bei diesem Kantensuchvorgang der Fühler nicht genau mit seiner Mitte auf die Bahnkante positioniert werden kann, wird die erreichte Stellung des Fühlers relativ zur Bahnkante auf Soll gesetzt bzw. als W = 0 übernommen. Kommt beim Kantensuchvorgang die Fühlermitte z.B. bei W = 3 neben die Bahnkante zu liegen, so wird diese Stellung des Fühlers in der Signalverarbeitungseinrichtung als W = 0 übernommen bzw. auf Soll gesetzt, so daß die Bahnregelung mit dieser Führungsgröße weiterarbeitet. Es wird somit nicht der Fühler über den verbleibenden Restbetrag bewegt, sondern in der Signalverarbeitungseinrichtung die erreichte Stellung der Fühlermitte auf Soll gesetzt, so daß insgesamt eine genaue Positionierung erzielbar ist.
- Nach diesem Kantensuchvorgang wird die Bahnlaufregelung wieder eingeschaltet und der Arbeitspunkt des Fühlers wiederum mittels der Korrekturtasten innerhalb des Meßbereichs D nach links verstellt, wenn die Arbeitspunktverlagerung im ersten Schritt noch nicht ausreichend war. Wird hierbei die Schwelle 3 erreicht, so wird der gleiche Vorgang wiederholt, bis z.B. eine in der Stellung d) wiedergegebene Arbeitspunktverlagerung erreicht ist, die außerhalb des Meßbereichs D des Fühlers 1 in der ursprünglichen Stellung a) liegt.
- Bei dieser Verstellung des Arbeitspunktes wird zunächst der Arbeitspunkt relativ langsam innerhalb des Meßbereichs verlagert, worauf nach Erreichen der Schwelle 3 der Kantensuchvorgang durch das Fühlerverstellgerät mit erhöhter Stellgeschwindigkeit ausgeführt wird. Bei der beschriebenen Arbeitspunktverlagerung wird zunächst die Bahnkante in den Fühler hineinbewegt, worauf der Fühler der Bahnkante nachläuft. Bei einer Verlagerung des Arbeitspunktes in die Gegenrichtung wird zunächst die Bahnkante aus dem Fühler herausbewegt, worauf der Fühler der Bahnkante folgt und sich dieser schrittweise Vorgang wiederholt.
- Auf diese Weise kann mit einem kleinen Fühler mit entsprechend kleinem Meßbereich in einfacher Weise eine Arbeitspunktverlagerung über einen großen Stellbereich erfolgen, so daß kleine und damit billige Fühler auch dort eingesetzt werden können, wo bisher großflächige und damit teure Fühler wegen des größeren Bereichs der Arbeitspunktverlagerung verwendet wurden. Ein weiterer Vorteil ist, daß kleinere Fühler eine größere Auflösung haben, so daß zudem eine höhere Genauigkeit erreicht wird.
- Das erfindungsgemäße Verfahren der Arbeitspunktverlagerung über den vorgegebenen Meßbereich hinaus ist auch bei anderen als optischen Fühlern, bspw. pneumatischen Fühlern, in der gleichen Weise ausführbar.
- Die beschriebene Arbeitspunktverlagerung kann bei Kanten- und Mittenregelung vorgenommen werden, wobei jeweils unabhängig voneinander verstellbare Fühler verwendet werden.
- Da beim Kantensuchvorgang die Fühlermitte bzw. der Arbeitspunkt genau auf die Bahnkante ausgerichtet werden kann, kann man eine sehr genaue Fühlerposition bei diesem Verfahren erhalten, wobei zudem eine stufenlose Verstellung des Arbeitspunktes möglich ist auf Grund der Arbeitspunktverlagerung in der elektronischen Signalverarbeitungseinrichtung, ohne daß die mechanische Fühlerverstellung einen Einfluß auf die Arbeitspunktpositionierung hat.
- Bei der Korrektur des Arbeitspunktes mittels Korrekturtasten wird der Arbeitspunkt langsam innerhalb des Meßbereichs verschoben, bspw. mit einer Änderungsgeschwindigkeit von 1 mm/sec, während bei dem Kantensuchvorgang der Fühler mit einer Verstellgeschwindigkeit von bspw. 30 mm/sec verstellt wird. Dabei kann der Arbeitspunkt der Regelung stufenlos über den gesamten Verstellbereich des Fühlerverstellgerätes verschoben werden, auch wenn das Fühlerverstellgerät nur eine rastenförmige Feineinstellung von z.B. 0,5 mm zuläßt. Diese Arbeitspunktverlagerung kann auch bei einer Bahnmittenregelung vorgenommen werden, die mit unabhängig voneinander verstellbaren Fühlern arbeitet.
Claims (2)
- Verfahren zum Einstellen eines Fühlers bei einer Bahnlaufregeleinrichtung, wobei der Fühler durch ein Fühlerverstellgerät auf die Bahnkante zu und von dieser wegbewegt wird, das durch eine elektronische Signalverarbeitungseinrichtung gesteuert wird, in der die Fühlersignale verarbeitet werden, und wobei eine Korrektur des Arbeitspunktes der Regelung durch die Signalverarbeitungseinrichtung innerhalb des Meßbereichs des Fühlers durch Korrekturtasten möglich ist,
dadurch gekennzeichnet,
daß innerhalb des Meßbereichs (D) des Fühlers (1) eine Schwelle (3) in der elektronischen Signalverarbeitungseinrichtung vorgegeben wird, bei deren Erreichen durch den Arbeitspunkt bei einer Arbeitspunktverstellung die Bahnlaufregelung abgeschaltet und ein Kantensuchvorgang des Fühlers durch das Fühlerverstellgerät ausgelöst wird, um den Fühler mit seiner Meßbereichsmittel auf die veränderte Position der Bahnkante auszurichten, worauf die Bahnlaufregelung wieder eingeschaltet wird und die Arbeitspunktverstellung wiederholt wird, bis die erwünschte Arbeitspunktverlagerung erreicht ist. - Verfahren nach dem Anspruch 1,
dadurch gekennzeichnet,
daß die Schwelle (3) bei etwa 50% des halben Meßbereichs (D) des Fühlers (1) festgelegt wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4203978 | 1992-02-11 | ||
| DE4203978A DE4203978C1 (de) | 1992-02-11 | 1992-02-11 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0555856A1 EP0555856A1 (de) | 1993-08-18 |
| EP0555856B1 true EP0555856B1 (de) | 1996-05-22 |
Family
ID=6451418
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93102165A Expired - Lifetime EP0555856B1 (de) | 1992-02-11 | 1993-02-11 | Verfahren zum Einstellen eines Fühlers bei einer Bahnlaufregeleinrichtung |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US5379659A (de) |
| EP (1) | EP0555856B1 (de) |
| JP (1) | JP2559087B2 (de) |
| AT (1) | ATE138348T1 (de) |
| CA (1) | CA2089248A1 (de) |
| DE (2) | DE4203978C1 (de) |
| DK (1) | DK0555856T3 (de) |
| ES (1) | ES2087586T3 (de) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3557196B2 (ja) * | 2002-03-29 | 2004-08-25 | 株式会社東京機械製作所 | 連続紙処理装置の連続紙走行位置修正装置 |
| US20090321491A1 (en) * | 2008-06-06 | 2009-12-31 | Wick William R W | Edge Detection System |
| US20110204611A1 (en) * | 2010-02-18 | 2011-08-25 | Daimler Trucks North America Llc | Fiber reinforced polymer frame rail |
| CN103264919A (zh) * | 2013-05-10 | 2013-08-28 | 奇瑞汽车股份有限公司 | 一种卷材纠偏控制系统 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2786675A (en) * | 1953-09-03 | 1957-03-26 | Goodrich Co B F | Side position regulating apparatus |
| GB1192499A (en) * | 1968-08-06 | 1970-05-20 | Mount Hope Machinery Ltd | Arrangement for Controlling the Lateral Position of a Moving Web of Material |
| US3568904A (en) * | 1969-08-01 | 1971-03-09 | Gpe Controls Inc | Sample data web and strip guide control system |
| US3682362A (en) * | 1971-03-15 | 1972-08-08 | Rockford Servo Corp | Web edge sensing and guiding apparatus |
| US3786974A (en) * | 1972-07-19 | 1974-01-22 | Eastman Kodak Co | Web edge guide system |
| DD123663A1 (de) * | 1975-05-12 | 1977-01-12 | ||
| US4077579A (en) * | 1976-04-12 | 1978-03-07 | Columbia Ribbon & Carbon Mfg. Co., Inc. | Edge alignment apparatus |
| US4291825A (en) * | 1979-04-19 | 1981-09-29 | Baldwin-Korthe Web Controls, Inc. | Web guiding system |
| JPS5719246A (en) * | 1980-07-02 | 1982-02-01 | Hitachi Cable Ltd | Meandering corrector for elongated matters |
| US4331274A (en) * | 1980-10-14 | 1982-05-25 | Itek Corporation | Tracking system |
| JPS5842904A (ja) * | 1981-09-08 | 1983-03-12 | Mitsutoyo Mfg Co Ltd | 測長装置 |
| USRE32967E (en) * | 1982-11-24 | 1989-06-27 | Xerox Corporation | Web tracking system |
| DE3614981A1 (de) * | 1986-05-02 | 1987-11-05 | Erhardt & Leimer Gmbh | Verfahren und vorrichtung zum fuehren einer laufenden warenbahn |
| JPH0657580B2 (ja) * | 1986-11-19 | 1994-08-03 | 富士写真フイルム株式会社 | ウエブの蛇行修正方法及び装置 |
| US4991761A (en) * | 1988-10-31 | 1991-02-12 | Web Printing Controls Co., Inc. | Web guide apparatus |
| EP0496906B1 (de) * | 1991-01-28 | 1997-04-09 | Chen-Chi Mao | Rollenpresse mit selbstausrichtender Vorrichtung für geprägte Kunststoffbodenplatten |
-
1992
- 1992-02-11 DE DE4203978A patent/DE4203978C1/de not_active Expired - Fee Related
-
1993
- 1993-02-10 US US08/016,018 patent/US5379659A/en not_active Expired - Fee Related
- 1993-02-10 JP JP5045672A patent/JP2559087B2/ja not_active Expired - Fee Related
- 1993-02-10 CA CA002089248A patent/CA2089248A1/en not_active Abandoned
- 1993-02-11 ES ES93102165T patent/ES2087586T3/es not_active Expired - Lifetime
- 1993-02-11 DK DK93102165.3T patent/DK0555856T3/da active
- 1993-02-11 DE DE59302632T patent/DE59302632D1/de not_active Expired - Fee Related
- 1993-02-11 EP EP93102165A patent/EP0555856B1/de not_active Expired - Lifetime
- 1993-02-11 AT AT93102165T patent/ATE138348T1/de not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| JPH0680306A (ja) | 1994-03-22 |
| US5379659A (en) | 1995-01-10 |
| JP2559087B2 (ja) | 1996-11-27 |
| CA2089248A1 (en) | 1993-08-12 |
| DE59302632D1 (de) | 1996-06-27 |
| EP0555856A1 (de) | 1993-08-18 |
| DK0555856T3 (da) | 1996-10-14 |
| ATE138348T1 (de) | 1996-06-15 |
| ES2087586T3 (es) | 1996-07-16 |
| DE4203978C1 (de) | 1993-08-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0243756B1 (de) | Verfahren und Vorrichtung zum Führen einer laufenden Warenbahn | |
| DE3145195A1 (de) | Registerregler fuer eine etikettenschneidmaschine | |
| DE3430750C2 (de) | ||
| DE4203947C2 (de) | Verfahren zum Einstellen eines die Bahnkante einer laufenden Materialbahn berührungsfrei erfassenden Fühlers | |
| EP0555856B1 (de) | Verfahren zum Einstellen eines Fühlers bei einer Bahnlaufregeleinrichtung | |
| DE1462616C3 (de) | Faksimile-Wiedergabegerät | |
| DE2025935C3 (de) | Vorrichtung zur Stabilisierung der Bildstellung in einem beweglichen Sichtgerät | |
| DE69030243T2 (de) | Verfahren und Gerät zur Steuerung von Ladungsträgerstrahlen in einem Belichtungssystem mittels Ladungsträgerstrahlen | |
| DE2528789C2 (de) | Reproduktionsapparat | |
| EP0555855B1 (de) | Verfahren zum Positionieren eines Fühlers für eine Bahnlaufregeleinrichtung | |
| EP0555854B1 (de) | Verfahren zum Positionieren der Fühler bei einer Bahnlaufregeleinrichtung | |
| DE2929487C2 (de) | ||
| DE3125449C2 (de) | ||
| DE2918390C2 (de) | Vorrichtung zum Bestrahlen einer sich an einer Befestigungsstelle eines Trägers befindenden Auftreffplatte mit elektrisch geladenen Teilchen | |
| EP0077970A1 (de) | Vorrichtung zum automatischen Abgleich der Kennlinie einer Ablenkeinheit | |
| DE1588967C3 (de) | Maschine zum elektrischen Perforieren einer Schablone | |
| EP0434610B1 (de) | Verfahren und Vorrichtung zum Positionieren des Fadenverbands einer Schärmaschine | |
| DE2538060C3 (de) | Einem Regler vorgeschaltete Vorrichtung | |
| EP0268803B1 (de) | Kreuzwagen-Brennschneidmaschine | |
| EP0142743A1 (de) | Fotografisches Kopiergerät | |
| DE2349073C3 (de) | Elektrische Kopiersteuerungsvorrichtung mit einem fotoelektrisch einen Linienzug oder eine Kante abtastenden Abtastkopf | |
| DE102004058967A1 (de) | Verfahren zur Belichtung eines Substrats mit einem Strahl | |
| DE2559949C2 (de) | Elektrische Steuerungsvorrichtung für die Wegbegrenzung des Werkzeug- oder Werkstückträgers einer Honmaschine | |
| DE925751C (de) | Photokopiergeraet | |
| DE1538605C (de) | Elektronisch gesteuerte optische Ausricht- und Meß vorrichtung mit einer Bildabtasteinrichtung für mikrominiaturisierte Schaltungsplättchen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19940105 |
|
| 17Q | First examination report despatched |
Effective date: 19940902 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 138348 Country of ref document: AT Date of ref document: 19960615 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: SCHMAUDER & WANN PATENTANWALTSBUERO, INHABER KLAUS |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: BA2A Ref document number: 2087586 Country of ref document: ES Kind code of ref document: T3 |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 59302632 Country of ref document: DE Date of ref document: 19960627 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2087586 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19960829 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 19980127 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19980206 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19980211 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19980224 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19980228 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19980304 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990212 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990301 |
|
| BERE | Be: lapsed |
Owner name: BST SERVO-TECHNIK G.M.B.H. Effective date: 19990228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990901 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 93102165.3 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20010910 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20020211 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20020221 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20020308 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030228 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031031 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050211 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20060426 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070901 |