EP0562443A1 - Procédé et dispositif pour la production des imprimés - Google Patents
Procédé et dispositif pour la production des imprimés Download PDFInfo
- Publication number
- EP0562443A1 EP0562443A1 EP93104375A EP93104375A EP0562443A1 EP 0562443 A1 EP0562443 A1 EP 0562443A1 EP 93104375 A EP93104375 A EP 93104375A EP 93104375 A EP93104375 A EP 93104375A EP 0562443 A1 EP0562443 A1 EP 0562443A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- material web
- strip
- processing
- station
- web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H39/00—Associating, collating, or gathering articles or webs
- B65H39/16—Associating two or more webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C3/00—Making booklets, pads, or form sets from multiple webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D5/00—Sheets united without binding to form pads or blocks
- B42D5/02—Form sets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/02—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers from or with longitudinal slitters or perforators
Definitions
- the invention relates to a method and an apparatus for producing printed matter such as e.g. Advertising materials according to the preamble of claim 1 or 4.
- the material web is processed along the processing line and, if necessary, folded, whereby in the following processing is understood to mean, among other things, the creation of perforations, the pre-punching or punching out of recesses, the application of fragrances and the gumming or pre-gumming of individual areas and the drying of gumming .
- the material to be processed runs from a roll as a web in roll width into a processing section which has one or more processing stations and one or more longitudinal folding stations. After leaving the processing line, the processed material web is cut into the individual printed matter by cross cuts.
- the width of the individual processing stations must be matched to the width of the material web, even if the individual processing operations do not take place over the entire web width.
- the use of wide processing stations is undesirable, mainly because of the high investment costs, but also because of the large space requirement.
- the present invention has for its object to provide a method and an apparatus of the type mentioned, with which printed matter can be produced in a more cost-effective manner and with less space than before.
- the method according to the invention and the device according to the invention act in such a way that a strip is cut lengthwise from the printed but not processed material web fed from a roll or another storage device before the remaining part of the material web runs through the processing line.
- the processing of the material web narrowed by the separated strip can then take place in a correspondingly narrow, inexpensive and space-saving processing line with processing stations whose width is smaller than the width of the original material web.
- the separated strip is continued on a separate route outside the processing stations. After the processing of the other part of the material web along the processing line, this and the strip are brought together in a merging station. A longitudinal fold can then be made. Finally, the individual printed matter is separated by cross cuts.
- the separate transport route is generally arranged above or to the side of the processing route.
- the web strip is preferably applied to the other part of the material web from above or below. This enables multilayered webs to be produced. However, single-layer webs can also be produced if the strip placed over or under the other part of the material web overlaps them only a little and is glued to it by means of a glue application applied to the material web along the processing line.
- one or more longitudinal folds (s) of the finished web can be carried out in one or more folding stations.
- a printing station is occasionally arranged in front of the longitudinal separating device, in particular in order to receive recipient addresses, personal data or numbers, e.g. Lot numbers or consecutive numbers to be printed on the material web.
- one half of the material web is provided with a heat-activatable adhesive, while the other half of the material web has to be printed in a laser printer. Since the material web half provided with the heat-activatable adhesive must not be passed through the laser printer working with heat in order to avoid premature activation of the adhesive, this material web half is cut off, guided around the laser printer and behind the laser printer again combined with the other material web half.
- the processing section 12 has several processing stations, namely z. B.
- a separate transport section 13 for transferring the separated strip 10 is arranged above the processing section 12. Following the processing section 12 or the separate section 13, a merging station 20 is provided. Next, a longitudinal folding station 22 is arranged, to which a transverse separating device 24 and a stacker 26 are connected.
- the mode of operation of the components described is, with reference also to FIGS. 3 and 4, the following:
- the material web 8 stored on the roll 4 is continuously unwound.
- the slitter 6 continuously separates the strip 10 laterally from the roll-wide material web 8.
- the other part of the material web 9, narrowed by the width of the strip 10, runs through the processing section 12 with the processing stations 14, 16 and 18, in each of which processing takes place.
- a pre-gumming of an area 15 of the other part of the material web 9 and a drying thereof are carried out in the gumming and drying station 14; 3 recesses are punched out in the punching station 16, namely a larger, window-like opening 17 and two smaller triangles 17 '(see in particular FIG. 4).
- the glue is applied to an essentially U-shaped area 19 of the other part of the material web 9.
- the severed strip 10 runs through the separate transport section 13, along which no processing is carried out.
- the merging station 20 the other part of the material web 9 and the strip 10 are combined to form a finished web 28, the strip 10 coming to lie on a surface of the other part of the material web 9, which has the U-shaped area 19 with the glue application, so that the other part of the material web 9 and the strip 10 are glued to one another to form the finished web 28, of which only the part lying on the right in the direction of passage is two-layered, since the strip 10 is narrower than the other part of the material web 9.
- the strip 10 which runs through the separate transport path 13 generally does not require the same time for this as the other part of the material web 9, which is the processing path 12 passes through. This could have the consequence that 28 sections are assembled in the finished web that did not belong together in the original material web 8. Therefore, not shown, known sensor and control devices are provided, which determine periodic markings, which are attached to the strip 10 and the other part of the material web 9, and control the speeds of conveyors along the processing line 12 and the transport line 13 so that 28 matching sections come to lie next to or on top of each other in the finished web.
- the finished web 28 is then folded in two steps in the longitudinal folding station 22.
- a first fold line 32 (see FIG. 4)
- its two-ply part is turned about halfway up and to the left as viewed in the direction of movement of the material web, so that the finished web now has a four-ply part lying on the right in the direction of movement and a single-ply part lying on the left in the direction of movement having.
- This single-layer part is then turned upward around a second fold line 34 (see FIG. 4) and, to the right in the direction of movement of the material web, is turned over to the right;
- the finished web 28 now has five layers over its entire width.
- the cross cuts, through which the finished strip 28 is divided into the end products 30, are carried out by the cross cutting device 24, whereupon these are discharged onto the stacker 26.
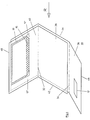
- FIG. 4 represents the end product, namely the finished printed matter 30 in a half-opened arrangement.
- the direction of travel of the material web from which it originated is shown by an arrow R.
- the printed matter 30 is by a first dash-dotted fold line 32, along which the first fold was made, and by a second dash-dotted fold line 34, along which the second fold took place, divided into three sections 36, 38 and 40 of approximately the same width.
- the section 36 has arisen from the left part of the finished web 28 and therefore has one layer
- the sections 38 and 40 have arisen from the right part of the finished web 28, in which the strip 10 rests on the other part of the material web 9, and are therefore two layers.
- the part of the printed matter 30 created from the strip 10 lies in the illustration according to FIG.
- the front (left in Fig. 4) edge 42 and the rear (right in Fig. 4) edge 44 of the printed matter 30 are formed by the cut edges along which the separation from the finished web 28 took place.
- the left (lower in FIG. 4) edge 46, which belonged to the other part of the material web 9, and the right (in FIG. 4 upper) edge 48, which belonged to the strip 10, are parts of the side edges of the original material web 8.
- the processed areas 15, 17, 17 ', 19 of the other part of the material web 9 are located in sections 36 and 40 of the printed matter 30.
- sections 36 and 40 these areas are 15, 17, 17', 19 - although they pass through the one above Part of the strip 10 are hidden - shown with solid lines.
- the section 36 contains the window-like opening 17 as the only processing.
- the section 40 contains the area 15 with the dried pre-rubber, the punched triangles 17 'and the U-shaped area 19 with the glue application still active.
- a pocket (open downwards in FIG. 4) is created, through which a reply envelope integrated in the printed matter is formed.
- the envelope flap arises from the pre-gummed area 15, which is given a tapered shape by the punched-out triangles.
- the section 36 lies in the finished printed matter 30 on the (not visible in FIG. 4) front of the future envelope; thus one sees through the window-like opening 17 a part of the imprint already present on the original web 8, for example the address of a recipient, which can later serve as the sender address.
- the envelope is separated from the printed matter, possibly along pre-perforated or pre-cut lines.
- the new method and the new device can not only be used for the production of advertising materials, but it can also be used to produce other printed matter, for example subscriptions and forms with detachable sections and papers for the packaging industry.
Landscapes
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Credit Cards Or The Like (AREA)
- Making Paper Articles (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH99392A CH686510A5 (de) | 1992-03-27 | 1992-03-27 | Verfahren und Vorrichtung zum Herstellen von Drucksachen. |
| CH993/92 | 1992-03-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0562443A1 true EP0562443A1 (fr) | 1993-09-29 |
Family
ID=4199956
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93104375A Withdrawn EP0562443A1 (fr) | 1992-03-27 | 1993-03-17 | Procédé et dispositif pour la production des imprimés |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0562443A1 (fr) |
| JP (1) | JPH06278231A (fr) |
| CH (1) | CH686510A5 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0764603A1 (fr) * | 1995-09-22 | 1997-03-26 | Jos. Hunkeler AG Papierverarbeitungsmaschinen | Procédé et dispositif pour la fabrication d'imprimés |
| US7255030B2 (en) | 2001-10-29 | 2007-08-14 | Stralfors Ab | Method and device at running webs have been printed in a high-speed printer |
| CN105142894A (zh) * | 2013-03-15 | 2015-12-09 | 爱默思公司 | 用于在材料幅材上执行多项任务的方法和设备 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2301586A1 (de) * | 1972-01-17 | 1973-07-26 | Ibm | Anordnung zur herstellung mehrschichtiger abreissbloecke |
| US3981435A (en) * | 1974-01-15 | 1976-09-21 | Johnsen Edward L | Continuous business form or the like adapted for subsequent processing into combination mailing envelopes and return envelopes having a common back ply panel |
| US3993299A (en) * | 1973-02-07 | 1976-11-23 | The Standard Register Company | Direct mail advertising booklet and method of production |
| DE2709211A1 (de) * | 1977-03-03 | 1978-09-07 | Hobema Maschf Hermann | Verfahren zur zufuehrung von bahnen aus papier zu einer falzmaschine sowie einrichtung zur durchfuehrung des verfahrens |
| GB1546798A (en) * | 1976-10-29 | 1979-05-31 | Timsons Ltd | Diverting and aligning mechanism |
| EP0251580A2 (fr) * | 1986-06-24 | 1988-01-07 | Moore Business Forms, Inc. | Bande d'imprimés à plusieurs couches dont les lignes de perforation transversales sont alignées |
| GB2193155A (en) * | 1986-07-29 | 1988-02-03 | Colorgraphic Printers Limited | Offer documents |
| WO1991004216A1 (fr) * | 1989-09-14 | 1991-04-04 | Bernhard Ehret | Dispositif pour assembler des bandes en nappes afin d'obtenir des formulaires multifeuilles, ainsi qu'assembleuse pour rouleaux ou piles de papier |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5818225A (ja) * | 1981-07-28 | 1983-02-02 | Nissan Motor Co Ltd | 繊維強化プラスチツク製ロ−ドホイ−ルの製造方法 |
-
1992
- 1992-03-27 CH CH99392A patent/CH686510A5/de not_active IP Right Cessation
-
1993
- 1993-03-17 EP EP93104375A patent/EP0562443A1/fr not_active Withdrawn
- 1993-03-23 JP JP5064357A patent/JPH06278231A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2301586A1 (de) * | 1972-01-17 | 1973-07-26 | Ibm | Anordnung zur herstellung mehrschichtiger abreissbloecke |
| US3993299A (en) * | 1973-02-07 | 1976-11-23 | The Standard Register Company | Direct mail advertising booklet and method of production |
| US3981435A (en) * | 1974-01-15 | 1976-09-21 | Johnsen Edward L | Continuous business form or the like adapted for subsequent processing into combination mailing envelopes and return envelopes having a common back ply panel |
| GB1546798A (en) * | 1976-10-29 | 1979-05-31 | Timsons Ltd | Diverting and aligning mechanism |
| DE2709211A1 (de) * | 1977-03-03 | 1978-09-07 | Hobema Maschf Hermann | Verfahren zur zufuehrung von bahnen aus papier zu einer falzmaschine sowie einrichtung zur durchfuehrung des verfahrens |
| EP0251580A2 (fr) * | 1986-06-24 | 1988-01-07 | Moore Business Forms, Inc. | Bande d'imprimés à plusieurs couches dont les lignes de perforation transversales sont alignées |
| GB2193155A (en) * | 1986-07-29 | 1988-02-03 | Colorgraphic Printers Limited | Offer documents |
| WO1991004216A1 (fr) * | 1989-09-14 | 1991-04-04 | Bernhard Ehret | Dispositif pour assembler des bandes en nappes afin d'obtenir des formulaires multifeuilles, ainsi qu'assembleuse pour rouleaux ou piles de papier |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0764603A1 (fr) * | 1995-09-22 | 1997-03-26 | Jos. Hunkeler AG Papierverarbeitungsmaschinen | Procédé et dispositif pour la fabrication d'imprimés |
| WO1997011019A1 (fr) * | 1995-09-22 | 1997-03-27 | Jos. Hunkeler Ag Papierverarbeitungsmaschinen | Procede et dispositif de production d'imprimes |
| US6047642A (en) * | 1995-09-22 | 2000-04-11 | Hunkeler Ag Papierverarbeitungsmaschinen | Process and device for producing printed matter |
| US7255030B2 (en) | 2001-10-29 | 2007-08-14 | Stralfors Ab | Method and device at running webs have been printed in a high-speed printer |
| CN105142894A (zh) * | 2013-03-15 | 2015-12-09 | 爱默思公司 | 用于在材料幅材上执行多项任务的方法和设备 |
| CN105142894B (zh) * | 2013-03-15 | 2018-02-13 | 马斯公司 | 用于在材料幅材上执行多项任务的方法和设备 |
| US10464701B2 (en) | 2013-03-15 | 2019-11-05 | Mars, Incorporated | Method and apparatus for performing multiple tasks on a web of material |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH06278231A (ja) | 1994-10-04 |
| CH686510A5 (de) | 1996-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1005984B1 (fr) | Procédé pour réaliser un produit imprimé et relié et ledit produit imprimé | |
| DE2805125C2 (de) | Verfahren zur Herstellung von Umschlägen mit mehreren Einlageblättern | |
| DE69218621T2 (de) | Endlosformular und vorrichtung zum herstellen von briefbogen davon | |
| DE2737244C2 (de) | Endlospapierbahn zur Herstellung von Faltbriefumschlägen mit anhängenden Einlagen | |
| EP0068228B1 (fr) | Feuille pliée ou feuille à plier | |
| DE3602210C2 (fr) | ||
| DE2755791A1 (de) | Endlosbriefumschlag | |
| DE69202847T2 (de) | Zweifach gefalteter Briefbogen mit Rückumschlag und Verfahren zu dessen Herstellung sowie Zwischenprodukte dafür. | |
| DE3016573A1 (de) | Verfahren zur herstellung einer mehrseitien einlage in einer druckschrift aus einer fortlaufend nachgefuehrten materialbahn | |
| DE69507619T2 (de) | Verfahren zum Herstellen eines Briefumschlags mit gefalteter Einlage | |
| DE9217023U1 (de) | Verpackungsbeutel aus Papier oder Kunststoff | |
| EP0562443A1 (fr) | Procédé et dispositif pour la production des imprimés | |
| DE2424796C3 (de) | Verfahren und Vorrichtung zum Herstellen von Briefsendungen | |
| EP0145021B2 (fr) | Lettre à fins publicitaires | |
| EP0119436A1 (fr) | Procédé de pliage ainsi que le dispositif pour exécuter le procédé | |
| DE102020214975B4 (de) | Beutel, Verfahren und Vorrichtung zur Herstellung eines Beutels | |
| EP0427068A2 (fr) | Dispositif pour la production de suppléments pour des enveloppes | |
| DE102009001767B4 (de) | Druckprodukt | |
| DE69703147T2 (de) | Gefaltetes Etikett mit Aufhängervorrichtung | |
| DE3612350A1 (de) | Brief fuer werbezwecke | |
| DE1436803C3 (de) | Briefumschlag Endlosbahn | |
| DE8536540U1 (de) | Brief für Werbezwecke | |
| DE3426635C2 (fr) | ||
| DE102013201901B4 (de) | Verfahren und Vorrichtung zur Herstellung eines mehrlagigen Druckproduktes sowie Druckmaschine | |
| DE1944637C3 (de) | Verfahren zum Herstellen absendungsfertiger Briefe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE ES FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19940223 |
|
| 17Q | First examination report despatched |
Effective date: 19950420 |
|
| 18W | Application withdrawn |
Withdrawal date: 19961021 |