EP0565062A1 - Gerät für das Umsetzen eines zu umreifenden Gutes - Google Patents
Gerät für das Umsetzen eines zu umreifenden Gutes Download PDFInfo
- Publication number
- EP0565062A1 EP0565062A1 EP93105699A EP93105699A EP0565062A1 EP 0565062 A1 EP0565062 A1 EP 0565062A1 EP 93105699 A EP93105699 A EP 93105699A EP 93105699 A EP93105699 A EP 93105699A EP 0565062 A1 EP0565062 A1 EP 0565062A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- stack
- strapping
- goods
- gripper
- gripping jaws
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B13/00—Bundling articles
- B65B13/02—Applying and securing binding material around articles or groups of articles, e.g. using strings, wires, strips, bands or tapes
Definitions
- the invention relates to a device for moving single or multi-part goods to be strapped - for example at the same time at least one stack of plates delivered upright in a wide area assignment - from a delivery point to a storage location, transport pallet or the like, on which the goods - the plate stack - by a in the vertical plane, with simple strapping about a central plane of the goods - longitudinal central plane of the stack - strapped by means of a plastic or steel band for multi-part goods - stack - is bundled or stabilized together to form a transport unit, one being movable between a receiving position and a setting position Grippers for the goods to be transferred - stack - with end plates of the stack in the stacking direction on the opposite broad sides of the goods - under pressure - removable and gripping jaws and a strapping device are provided, by means of which the strapping b and removably guided by a storage drum device around the good - the stack - can be folded around and in contact with the good - the stack - can
- the concrete slabs handled by devices of the type mentioned at the outset are manufactured, for example in a hermetic press, in such a way that an upper slab layer in the position of use is entered very fluidly into the mold frame as a so-called attachment, whereupon the mold space is filled with dry (earth-moist) back concrete. whose surface facing upwards forms the underside of the plate.
- a dispenser moved over the hermetic press mold, which, in the course of filling the mold, distributes the concrete mass along the rear, rubbing it radially outwards, which results in a corresponding increase in the plate thickness in this direction.
- the plates are not uniformly thick with respect to their width, ie with regard to their wide areas, but are wedge-shaped.
- a stack of such due to the usual radial removal of the plates from the press and in the same direction on the upright parking on a conveyor thus shows in the vertical direction a summation of this deviation from the plane parallelism of the plates, so that a stack formed from a plurality of such plates in seen in the vertical direction has a certain trapezoidal shape.
- This fact alone means that the stack of plates is strapped with a steel or plastic band in a horizontal plane, approximately in the mid-height region of the plate, is unfavorable insofar as there is a tendency that the plates, due to their wedge-shaped structure, can come loose from such strapping.
- strapping in the horizontal plane is unfavorable because the strapping itself forms a kind of tilting threshold for the strapped plates of a stack.
- Plates of this or a similar type are therefore preferably packaged with a strapping tape, particularly from the point of view of transport or delivery to the construction site until the stack is dissolved, in a vertical plane that extends in the longitudinal central direction of the sequence of the individual plates forming the stack extends to loop around the stack. It is advantageous if this wrapping band is guided as tightly as possible around the stacked plates, in particular under a pretension as can be achieved by a corresponding elastically stretchable plastic band.
- Such strapping in the vertical longitudinal center plane of a plate stack is known, but basically in the form of separate strapping devices.
- the invention is based on the object of transferring one-part or multi-part goods, in particular accumulated stacks of plates, into the transport or drying or depositing station or corresponding supply devices in which the goods - stacks - also in the vertical plane, in particular the longitudinal center plane, continuous strapping, ensuring the piece goods or stack configuration, takes up as little time and space as possible.
- this object is achieved according to the invention in that the strapping device is combined with the gripper in the device and one between an operating position for positioning the strapping tape with a run underneath the material - the stack in its longitudinal direction and in a rest position laterally out of the area below the delivery level of the goods - the stack - movable tape guide device, which is controlled such that it from the rest position after gripping the goods - the stack - by the gripper and lifting from the delivery surface in the Operating situation moves and after executing the encirclement of the goods Stack - is moved back into the rest position with the strapping before the gripper places the goods - the stack - on the surface of the storage location, pallet or similar transport device.
- the strapping device By integrating the strapping device together with the gripper into the device designed according to the invention for simultaneously transferring at least one one-piece or multi-piece good - a stack of plates - it is possible, in the case of only one strapping band, in the vertical longitudinal center plane of the good - the stack - Strapping takes place during the transfer process from the delivery area, on which the single or multi-part goods are delivered - the upright delivered individual plates are collected in stacks of the respective specified length - to the transport, drying or storage area of whatever type. So during a movement process of a good - a stack of plates - which must be provided anyway from the timing. In this way it is possible to save a separate work cycle for the strapping and the space required in this connection for a separate strapping station.
- the integration of the strapping device together with the gripper in one device is characterized above all by the fact that the strapping device has a strap guiding device which can be moved between two layers, in one of which the strapping tape prepares in a vertical plane, with only one strapping tape in the vertical plane Longitudinal center direction of the stack, is held - so-called operating position - and in the other of which this tape guide device is removed from the mounting level below the goods - the plate stack - so that the gripper can lift the goods - the plate stack - from the delivery level on the one hand, whereupon the tape guide device moves into its operating position occupies and the strapping - preferably during the transfer movement of the gripper - takes place and the strap guide device is returned from the operating position to its rest position, so that the gripper can place the goods - the stack of plates - on a transport, storage surface or the like after the transfer movement without hindrance.
- a receiving channel is formed within the scope of the strap guide device, into which a strap that is only stored on one end on a storage drum is stripped and inserted per strapping process, whereupon the connecting process between the end of the inserted strap and the area that occurs after looping and, if necessary, tensioning the Wrapping area occurs towards this end.
- This idea is also known in principle.
- all types of tapes that can be used in this context can be used, in particular steel tapes and plastic tapes known for such purposes, it being possible for the tape end regions, which basically overlap in the looped state, to be joined by welding, pushing through and the like.
- tapes made of plastic with regard to this connection is regularly welded or clamp-connected by a separate element, there is the advantage that these plastic straps are stretched under appropriate tension - as is known - so that after the connection under an elastic tension the material - the plate stack - with that Cover power reserve.
- Steel strips which are often positively connected by deformations that are approximately perpendicular to the strip direction, do not show such elasticity.
- the material properties of the plastic straps on the one hand and the steel straps on the other hand can be important for handling in the context of the tape guide device according to the invention, but are not mutually exclusive.
- the strap guiding device also carries the strapping outside of the operating position with it into the rest position, that is to say it moves it laterally to the strap from the storage drum via the pretensioning roller device, which is important in “endless belt technology", which is what a plastic strapping is for particularly suitable.
- the tape guide device has a receiving channel into which a tape drawn off from only one take-up drum is inserted in the required length per strapping process, preferably when the tape guide device is in the operating position. Due to its dimensional stability, this training is particularly suitable for the use of steel strapping.
- the gripper is provided with gripping jaws which are guided in the form of scissors. This is preferred in terms of Gripping distance constant goods, for example, stacks of plates of certain stack lengths, handled. A change in gripping distance is possible to a certain extent by adjusting the gripping jaws on their scissor arms.
- the gripper is provided with gripping jaws which are guided linearly towards and away from one another and can be driven.
- the linear movement of the gripping jaws results in a straightforward introduction of the gripping force into the material to be lifted, which is particularly important for the safe pick-up and the safe transfer from the delivery point to a deposit point, particularly in the case of individual parts arranged in series in the longitudinal direction, such as plates and the like is.
- the linear guidance of the gripper jaws of the gripper also enables goods of different dimensions in this direction or different stack lengths of individual goods to be treated like plates, depending on the available or available distance of the linear movement.
- the possibility of strapping several goods or stacks that are delivered in parallel in the course of the simultaneous repositioning process can be created by moving the band guide device with an associated band connecting device perpendicular to the direction of movement of the gripping jaws in different working positions.
- any strapping devices can be used, preferably one that is mentioned in connection with FIG. 5 of the main patent and is known per se in principle.
- the device according to the invention is particularly suitable both for strapping one-piece goods such as boxes or cartons and for strapping several individual goods combined thereby, such as bricks and also the stack of plates in the foreground as an example
- the first exemplary embodiment according to FIGS. 1 to 4 shows a gripper, designated overall by 1, which can be moved in the manner of a transfer device in a manner not shown, after gripping a plate stack, for example, perpendicular to its longitudinal direction between the delivery location of the plate stack and one of whatever type Settling point for storage and / or transportation of the stack of plates.
- a gripper designated overall by 1
- Such conversion tasks and devices used for this are fundamentally known.
- the gripper 1 has a gripper-scissor linkage 2, by means of which gripping jaws 3, 3 'acting on both end faces of the plate stack 10 can be operated.
- the scissors linkage 2 causes during a lifting process to move towards each other on the outside broad sides of the end plates 11, 11 'of the plate stack, so that the upright with their broad sides successively pressed together to form a stack of a certain number or length of plates and thus from their delivery surface as a stack 10 can be raised.
- the gripping jaws After relocating or transferring the stack of plates gripped in this way by the gripper onto a transport or depositing surface, the gripping jaws detach from the end faces of the stack by corresponding downward movement of the scissors linkage actuating part and are guided back over the transfer path to pick up a further stack.
- the gripper is designed in several parts; this also applies to the following description of the device designed according to the invention, also with regard to its strapping device.
- a strapping device is assigned to the gripper 1 and has a strap guiding device 5. Furthermore, a pair of storage drums 14 and 14 ', of which only the latter is shown in greater detail, is assigned to the device according to the exemplary embodiment with the gripper. Of these supply drums 14, each of which holds one end of the strapping band 12 - here in particular plastic band - stored in stock, the band is in each case via a pretensioning device 20, only one of which is shown, which comprises a plurality of "fixed” and “loose” rolls, the the latter can be acted upon by means of a hydraulic piston-cylinder device in the sense of a belt tension, guided to a belt guide roller 15 or 15 ', which are located at the lower end of arms 8, 8'.
- the arms 8, 8 ' are each longitudinally displaceable in bearings 9, 9 ', which in turn are designed to be pivotable about the longitudinal axis of a shaft 18.
- Piston-cylinder devices (hydraulic) 16 or 16 ' act on the arms 8 or 8' or regions of the associated bearings 9 or 9 'located outside the pivot axis, by means of which the arms move between an operating position 6 in which the tape guide rollers 15 and 15 'are located below the delivery level of the plate stack, and a rest position 7, in which these tape guide rollers are pivoted out of the space below the plate stack 10, can be moved in a controlled manner.
- the arms 8, 8 ' have, on one of their sides pointing in the pivoting direction, a toothed rack formation, into which pinions engage, which are arranged in a rotationally fixed manner at the ends of the shaft 18.
- the shaft 18 is connected to the output of an electric motor unit 17 consisting of the motor and the output gear.
- the arms 8, 8' and thus the tape 12 receiving tape guide rollers 15, 15 ' can be moved such that the tape 12 after gripping and Lifting of the stack 10 by means of the gripper 1 from the delivery surface, not shown in detail, from the rest position 7 of the belt guide device 5 pivoted laterally, here in the form of the arms 8, 8 ', can be pivoted into the working position 8, whereupon the arms 8, 8' with the help the motor unit 17, the shaft 18 and the rack and pinion drive, not shown, are moved upward, so that the band strand 12 'running between the band guide rollers 15 and 15' bears against the longitudinal central region of the underside of the stack 10 and the band along the two end faces of the Stack 10 (outer broad sides of the stack end plates 11 and 11 ') up to the area from above that of the driving elements described above the upper edges of the plates of the stack 21, 21 is guided, whereupon
- the two gripping jaws are each divided into two, namely into parts 3 and 3 ', so that the area to be occupied by the strapping band also remains free from the actuating devices of these jaw parts.
- Figure 5 schematically shows another embodiment of the strapping device or in particular the strap guide device such that it can be pivoted between a working position below the stack and a rest position laterally displaced from the area below the stack in a manner comparable to the exemplary embodiment according to Figures 1 to 4 is pivotable, but does not require any height adjustment, because the application or tensioning of the band around the stack is carried out by tensioning the band itself.
- the tape is wound on one side on a storage drum, not shown, and is with its free end in one of the tape guide device carried or formed receiving channel 19 initiated, separately for each strapping process and preferably when the tape guide device is in its working position below the stack 10, so that a rigid band against lateral deflections, such as steel tape, can be used.
- This receiving channel releases the inserted tape after wrapping the stack and corresponding tensile load on the tape by swiveling counter spring-loaded locking webs or the like in the direction of the stack, so that the tape can be inserted around the stack without the height adjustment of this tape guide device.
- This strapping technique is basically known.
- a frame 31 is indicated, on which a cross member 32 in frame guides 33 is held in a horizontal direction by means of a traversing drive - electric motor 34, the driven pinion 34 ', rack 34' '.
- a lifting device, designated overall by 35, is arranged on the cross member 32, which comprises a lifting motor 36 with chain pinion 36 ′ and two feed wheels 37 per lifting chain 38.
- FIG. 7 in which the frame is largely omitted, at least two lifting chains 38 are provided.
- Each lifting chain 38 is connected at one end to a walking beam frame 58, around the first feed wheel 37, then around the chain sprocket 36 'and then around the further feed wheel 37, and at the other end connected to a balance weight 39 so that the lifting chain engages around the chain sprocket 36 'is safely guided.
- stroke guides are indicated, which guide the walking beam frame 58 in the vertical direction.
- the total designated 41 gripper comprises linear, horizontally extending guide rails 42 on which the gripping jaws 43 and 43 'are guided linearly towards and away from one another, with the aid of carriages 54 on which, as shown, chains 55 engage, each of which is guided via deflection wheels 56 and is connected at the other end to the walking beam frame 58.
- the chain center engaging on the carriage 54 runs approximately horizontally and the chain center engaging on the walking beam frame approximately vertically and can be fixed at the end of the vertical run at vertically different locations 59 on the walking beam frame 58, as a result of which the spreading width of the gripping jaws and thus that seen in the direction of their movement Dimension of the goods to be gripped is variable;
- a stepless fixing can also be provided, as indicated for the other end of the respective chain for the purpose of fine adjustment by a fixing screw 59 '.
- a chain 55 is provided for each slide 54. The carriages are each urged into their spread position by springs 57, ie in the direction in which they move away from one another.
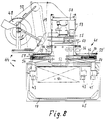
- FIG. 8 two pairs of gripping jaws with associated slides and chains are provided, as can be seen in FIG. Details can be found more precisely from the enlarged partial representation according to FIG. 8.
- the gripping device itself - guide rails, slides, gripping jaws and gripper-side guide for the strapping band and the band connecting device - are held in association with one another by means of a support frame 60.
- the strapping device designated as a whole by 44, has a strap guide frame 45 which - FIG. 7 - can be pivoted about an axis 51 between an operating position 46 and a rest position 47 with the aid of a pivoting cylinder 50.
- the strap guide frame 45 comprises a strap guide channel 19 into which a strapping strap 52 is inserted, which is drawn off from a storage drum 48 via a Biasing device 49 is directed.
- Such a device is generally known and does not require any further explanation here; for the rest, reference is made to the comments on FIG. 5 of the main patent.
- the mode of operation of the tape guide frame with regard to the chronological sequence of the pivoting between the rest position and the operating position largely corresponds to the statements made in connection with the exemplary embodiments of the main patent.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
- Vending Machines For Individual Products (AREA)
- Warehouses Or Storage Devices (AREA)
- De-Stacking Of Articles (AREA)
- Vehicle Body Suspensions (AREA)
- Moving Of Heads (AREA)
- Warping, Beaming, Or Leasing (AREA)
Abstract
Description
- Die Erfindung betrifft ein Gerät für das Umsetzen ein- oder mehrteiliger, zu umreifender Güter - beispielsweise gleichzeitig wenigstens eines Stapels hochkant in breitflächiger Zuordnung angelieferter Platten - von einer Anlieferstelle auf eine Lagerstelle, Transportpalette oder dergleichen, auf der das Gut - der Plattenstapel - durch eine in vertikaler Ebene, bei einfacher Umreifung etwa eine Mittelebene des Gutes - Längsmittelebene des Stapels - mittels eines Kunststoff- oder Stahlbandes umreift bei mehrteiligem Gut - Stapel - zu einer Transporteinheit gebündelt bzw.. stabilisiert zusammengehalten ist, wobei ein zwischen einer Aufnahmestellung und einer Absetzstellung verfahrbarer Greifer für das umzusetzende Gut - Stapel - mit an den in Greifrichtung einander gegenüberliegenden Breitseiten des Gutes - Endplatten des Stapels in Stapelrichtung - unter Druck anlegbaren und entfernbaren Greifbacken und eine Umreifungseinrichtung vorgesehen sind, mittels letzterer das Umreifungsband von einer Vorratstrommeleinrichtung abziehbar geführt um das Gut - den Stapel - herumlegbar und unter Anlage an dem Gut - dem Stapel - zu einer in sich geschlossenen Schlaufe fest verbindbar ist.
- Es gibt eine Vielzahl von Gütern, die für Transportzwecke im weitesten Sinne mittels eines Stahl- oder Kunststoffbandes und dergleichen umreift werden. Dabei kann es sich um Einzelstücke wie Kisten, Kartons oder dergleichen handeln, die hinsichtlich ihres Zusammenhaltes durch das Umreifen gesichert werden. Vielfach wird durch das Umreifen aber erst eine Transporteinheit aus mehreren oder einer Vielzahl von Einzelteilen gebildet. Dabei gibt es solche, die hinsichtlich ihrer Zusammenfassung Besonderheiten aufweisen, wie nachstehend anhand der Stapelbildung von Platten aus Beton geschildert wird:
- Die von Geräten der eingangs genannten Art gehandhabten Betonplatten sind, beispielsweise in einer Hermetikpresse, derart gefertigt, daß eine in der Gebrauchslage obere Plattenschicht als sogenannter Vorsatz sehr flüssig in den Formenrahmen eingegeben wird, worauf ein Auffüllen des Formenraumes mit trockenem (erdfeuchtem) Hinterbeton erfolgt, dessen in der Form nach oben weisende Fläche die Plattenunterseite bildet. Dies geschieht durch einen über der Hermetikpressenform bewegten Spender, der im Zuge der Formfüllung die Betonmasse verteilend entlang der Hinterseite streifend nach radial außen bewegt wird, wodurch ein entsprechend in dieser Richtung sich einstellender Anstieg der Plattendicke erfolgt. Aufgrund dieser Fertigung sind die Platten hinsichtlich ihrer Breitenerstreckung nicht gleichmäßig dick, d.h. hinsichtlich ihrer Breitflächen, sondern keilförmig gestaltet. Ein Stapel solcher aufgrund der üblichen radialen Abförderung der Platten von der Presse und in gleicher Richtung erfolgender hochkantiger Abstellung auf einer Fördereinrichtung zeigt somit in vertikaler Richtung gesehen eine Summierung dieser Abweichung von der Planparallelität der Platten, so daß ein aus einer Vielzahl solcher Platten gebildeter Stapel in vertikaler Richtung gesehen eine gewisse Trapezform aufweist. Bereits aufgrund dieses Umstandes ist eine Umreifung des Plattenstapels mit einem Stahl- oder Kunststoffband in horizontaler, etwa im Mittelhöhenbereich der Platte gelegener Ebene insoweit ungünstig, als die Tendenz besteht, daß sich die Platten aufgrund ihrer keilförmigen Struktur aus einer solchen Umreifungsklammerung lösen können. Darüber hinaus ist die Umreifung in horizontaler Ebene ungünstig, weil das Umreifungsband selbst eine Art Kippschwelle für die umreiften Platten eines Stapels bildet.
- Platten dieser oder ähnlicher Art werden daher vor allem aus der Sicht des Transports bzw. der Anlieferung zur Baustelle bis zur Auflösung des Stapels vorzugsweise derart mit einem Umreifungsband paketiert, das sich in vertikaler Ebene, die sich in Längsmittelrichtung der Aufeinanderfolge der den Stapel bildenden einzelnen Platten erstreckt, um den Stapel herumschlingt. Dabei ist es von Vorteil, wenn dieses umschlingende Band möglichst straff um die gestapelten Platten herum geführt ist, insbesondere unter einer Vorspannung, wie sie durch ein entsprechend elastisch dehnbares Kunststoffband erzielbar ist.
- Solche Umreifungen in vertikaler Längsmittelebene eines Plattenstapels sind bekannt, jedoch grundsätzlich in Form gesonderter Umreifungseinrichtungen.
- Betrachtet man die Abförderung gepreßter, aus dem Bereich der Presse abgeführter und hochkant abgestellter Platten zu Stapeln zusammengerückt hinsichtlich ihrer weiterer Handhabung, regelmäßig zu einer Trockenstation, in der die Platten endgültig abbinden und insoweit bevorratet für den Abtransport zum Einsatzort aufbewahrt werden oder aber auch gleich abgesetzt auf für den Transport vorbereitete Gegenstände wie Paletten oder andere Transportflächen, so findet regelmäßig ein Umsetzvorgang der zu Stapeln breitflächig aneinanderliegend aufeinanderfolgend angesammelter - ggfs. durch schrittweisen Vorschub - dadurch statt, daß ein Gerät mit einem Greifer einen solchen angesammelten und hinsichtlich der Plattenzahl bestimmten Plattenstapel ergreift, von der Anlieferfläche abhebt, über eine bestimmte Strecke seitwärts bewegt und auf die Transport- bzw. Trockenfläche absetzt. Will man die Stapel in dieser Absetzstellung entsprechend fixiert, d.h. umreift, erhalten, und zwar durch eine Umreifung in vertikaler Längsmittelebene des Stapels, so ist es bislang erforderlich, eine entsprechende Umreifungsstation zwischenzuschalten. Dies bedeutet einen weiteren Schritt im Arbeitstakt der Herstellung und zusätzlichen Raumbedarf.
- Der Erfindung liegt die Aufgabe zugrunde, ein- oder mehrteilige Güter, insbesondere angesammelte Stapel von Platten, in die Transport- bzw. Trocken- oder Ablagerungsstation oder entsprechende Zuliefereinrichtungen zu überführen, in der die Güter - Stapel - mit in vertikaler Ebene, insbesondere Längsmittelebene, verlaufender, die Stückgut- bzw. Stapelkonfiguration sicherstellender Umreifung unter möglichst geringem Zeit- und Platzaufwand anfallen.
- Ausgehend von einem Gerät mit den eingangs genannten Merkmalen wird diese Aufgabe erfindungsgemäß dadurch gelöst, daß die Umreifungseinrichtung mit dem Greifer in dem Gerät zusammengefaßt ist und eine zwischen einer Betriebslage zur Positionierung des Umreifungsbandes mit einem unterhalb des Gutes - des Stapels in dessen Längsrichtung - verlaufenden Trum und in einer Ruhelage seitlich aus dem Bereich unterhalb der Anlieferungsebene des Gutes - des Stapels - heraus bewegbare Bandführungsvorrichtung aufweist, die derart gesteuert ist, daß sie aus der Ruhelage nach Ergreifen des Gutes - des Stapels - durch den Greifer und Abheben von der Anlieferungsfläche in die Betriebslage bewegt und nach Ausführen der Umgreifung des Gutes - des Stapels - mit dem Umreifungsband in die Ruhelage zurückbewegt wird, bevor der Greifer das Gut - den Stapel - auf der Fläche der Lagerstelle, Palette oder dergleichen Transporteinrichtung absetzt.
- Durch die Integrierung der Umreifungseinrichtung zusammen mit dem Greifer in das erfindungsgemäß ausgestaltete Gerät für das Umsetzen gleichzeitig wenigstens eines ein- oder mehrteiligen Gutes - eines Stapels von Platten - wird es möglich, die im Falle nur eines Umreifungsbandes in vertikaler Längsmittelebene des Gutes - des Stapels - erfolgende Umreifung während des Umsetzvorganges von der Anlieferungsfläche, auf der das ein- oder mehrteilige Gut angeliefert wird - die hochkant angelieferten einzelnen Platten zu Stapeln der jeweilig vorgegebenen Länge angesammelt werden -, zu der wie auch immer gearteten Transport-, Trocknungs- oder Ablagerungsfläche vorzunehmen, also während eines Bewegungsvorganges eines Gutes - eines Plattenstapels -, der vom Zeittakt her ohnehin vorgesehen sein muß. Auf diese Weise gelingt es, einen gesonderten Arbeitstakt für die Umreifung und den in diesem Zusammenhang erforderlichen Platzbedarf für eine gesonderte Umreifungsstation einzusparen.
- Die Integration der Umreifungseinrichtung zusammen mit dem Greifer in einem Gerät zeichnet sich vor allem dadurch aus, daß die Umreifungseinrichtung eine Bandführungsvorrichtung aufweist, die zwischen zwei Lagen bewegbar ist, in deren einer das Umreifungsband vorbereitend in einer vertikalen Ebene, bei nur einem Umreifungsband in der vertikalen Stapellängsmittelrichtung, gehalten ist - sogenannte Betriebslage - und in deren anderer diese Bandführungsvorrichtung aus der Aufsetzebene unterhalb Gutes - des Plattenstapels - entfernt ist, so daß der Greifer das Gut - den Plattenstapel - einerseits von der Anlieferungsebene abheben kann, woraufhin die Bandführungsvorrichtung ihre Betriebsstellung einnimmt und die Umreifung - vorzugsweise während der Umsetzbewegung des Greifers - erfolgt und die Bandführungsvorrichtung aus der Betriebsstellung in ihre Ruhestellung zurücküberführt wird, so daß der Greifer das Gut - den Plattenstapel - auf einer Transport-, Ablagefläche oder dergleichen nach erfolgter Umsetzbewegung ungehindert absetzen kann.
- Bekannterweise gibt es grundsätzlich zwei Möglichkeiten, eine solche Umreifung durchzuführen, nämlich einmal aus der Vorstellung eines Endlosbandes heraus, derart, daß ein Band von zwei Vorratstrommeln abgezogen und nach Umschlingung des Gutes - Stapels - und Verbindung zu einer in sich geschlossenen Umreifung auch hinsichtlich seiner dadurch freiwerdenden Enden wieder verbunden wird, so daß im Bereich der Bandführungsvorrichtung insoweit immer ein in sich geschlossenes Band vorliegt; diese Umreifungsvorstellungen sind grundsätzlich bekannt. Zum anderen wird im Rahmen der Bandführungsvorrichtung ein Aufnahmekanal gebildet, in den ein insoweit nur einendig auf einer Vorratstrommel bevorratetes Band pro Umreifungsvorgang abgezogen und eingelegt wird, worauf der Verbindungsvorgang zwischen dem Ende des eingeschobenen Bandes und dem Bereich, der nach Umschlingung und ggfs. Spannung des Umschlingungsbereiches sich gegenüber diesem Ende einstellt, erfolgt. Auch diese Vorstellung ist grundsätzlich bekannt.
- Grundsätzlich sind alle Arten von in diesem Zusammenhang gebrauchsfähigen Bändern einsetzbar, insbesondere für solche Zwecke bekannte Stahlbänder und Kunststoffbänder, wobei die Verbindung der sich im Umschlingungszustand grundsätzlich überlappenden Bandendbereiche durch Verschweißen, Durchdrücken und dergleichen formstabile Vereinigung erfolgen kann. Bei Bändern aus Kunststoff, die hinsichtlich dieser Verbindung regelmäßig verschweißt oder aber durch ein gesondertes Element klemmverbunden werden, ergibt sich der Vorteil, daß diese Kunststoffbänder unter entsprechender Zugspannung - wie bekannt - vorgespannt gedehnt werden, so daß sie nach der Verbindung unter einer elastischen Spannung das Gut - den Plattenstapel - insoweit mit Kraftreserve umspannen. Bänder aus Stahl, die vielfach in sich durch etwa senkrecht zur Bandrichtung erfolgende Verformungen formschlüssig verbunden werden, zeigen eine derartige Elastizität nicht. Die Materialeigenschaften der Kunststoffbänder einerseits und der Stahlbänder andererseits können für die Handhabung im Rahmen der erfindungsgemäßen Bandführungsvorrichtung von Bedeutung sein, schließen sich aber gegenseitig nicht aus.
- In bevorzugter Ausführung führt die Bandführungsvorrichtung das Umreifungsband auch außerhalb der Betriebslage mit bis in die Ruhelage hinein mit, versetzt es also seitlich zum Bandverlauf von der Vorratstrommel über die Vorspann-Rolleneinrichtung, was bei "Endlosbandtechnik" von Bedeutung ist, wozu sich ein Kunststoff-Umreifungsband besonders eignet.
- In anderer Ausführung weist die Bandführungsvorrichtung einen Aufnahmekanal auf, in den ein von nur einer Aufnahmetrommel abgezogenes Band in der jeweils erforderlichen Länge pro Umreifungsvorgang eingegeben wird, vorzugsweise dann, wenn sich die Bandführungsvorrichtung in der Betriebslage befindet. Diese Ausbildung eignet sich aufgrund der Formstabilität insbesondere für den Einsatz von Umreifungsbändern aus Stahl.
- In einer ersten Ausführungsform ist der Greifer mit scherenförmig geführten Greifbacken versehen. Damit werden bevorzugt hinsichtlich des Greifabstandes konstante Güter, beispielsweise Plattenstapel bestimmter Stapellänge, gehandhabt. Eine Greifabstandsänderung ist durch angepaßte Einstellung der Greifbacken an ihren Scherenarmen in gewissem Umfang möglich.
- In einer weiteren bevorzugten Ausführungsform ist der Greifer mit linear aufeinander zu und voneinander fort bewegbar und antreibbar geführten Greifbacken versehen.
- Durch die lineare Bewegung der Greifbacken erreicht man eine geradlinige Einleitung der Greifkraft in das anzuhebende Gut, was insbesondere bei in Längsrichtung reihenförmig aufeinanderfolgend angeordneten Einzelteilen, wie Platten und dergleichen, von besonderer Bedeutung für die sichere Aufnahme und das gefahrlose Umsetzen von der Anlieferstelle auf eine Absetzstelle ist.
- Die lineare Führung der Greifbacken des Greifers ermöglicht darüber hinaus je nach zur Verfügung stehendem oder zur Verfügung zu stellender Wegstrecke der Linearbewegung Güter unterschiedlicher Abmessung in dieser Wegrichtung bzw. unterschiedliche Stapellängen von Einzelgütern wie Platten behandeln zu können.
- In weiterer Ausgestaltung kann durch Verfahren der Bandführungsvorrichtung mit zugeordneter Bandverbindungseinrichtung senkrecht zur Bewegungsrichtung der Greifbacken in unterschiedliche Arbeitsstellungen die Möglichkeit geschaffen werden, mehrere Güter bzw. Stapel, die parallel angeliefert werden, im Zuge des gleichzeitigen Umsetzvorganges nacheinander zu umreifen.
- Grundsätzlich können beliebige Umreifungseinrichtungen eingesetzt werden, bevorzugt ist eine solche, wie sie im Zusammenhang mit Figur 5 des Hauptpatentes angesprochen und für sich genommen grundsätzlich bekannt ist.
- Vor allem in der Form dieses letzteren bevorzugten Ausführungsbeispieles bzw. in Ausbildung für das Umreifen unterschiedlich bemessener Güter (Stapel) eignet sich das erfindungsgemäße Gerät besonders sowohl für das Umreifen einstückiger Güter wie Kisten oder Kartons als auch für das Umreifen mehrerer dadurch zusammengefaßter Einzelgüter wie Mauersteine und auch die als Beispiel in den Vordergrund gestellten Plattenstapel.
- Bevorzugte Ausführungsformen der Erfindung ergeben sich aus den Unteransprüchen, insbesondere im Bezug auf die in den Zeichungsfiguren wiedergegebenen Ausführungsbeispiele, deren nachfolgende Beschreibung die Erfindung näher erläutert. Es zeigen
- Figur 1
- eine schematische Seitenansicht auf das Gerät gemäß einem ersten Ausführungsbeispiel senkrecht zur Längsrichtung eines Plattenstapels gesehen;
- Figur 2
- eine Stirnansicht des Gerätes gemäß Figur 1 in Längsrichtung des Plattenstapels gesehen;
- Figur 3
- eine Draufsicht von oben auf das Gerät nach den Figuren 1 und 2;
- Figur 4
- eine vergrößerte Teilansicht der Einrichtung zur Schlaufenverbindung des Umreifungsbandes bei einem Gerät nach den Figuren 1 bis 3;
- Figur 5
- eine schematische Teilansicht entsprechend derjenigen der Figur 1 beschränkt auf die Bandführungsvorrichtung in Ausführung mit einem Aufnahmekanal für das Einführen eines nur einendig bevorrateten Bandes;
- Figur 6
- eine Seitenansicht (senkrecht zur Bewegungsrichtung der Greifbacken) eines weiteren Ausführungsbeispieles;
- Figur 7
- eine zu Figur 6 um 90° gedrehte weitere Seitenansicht des Ausführungsbeispieles gem. Figur 6;
- Figur 8
- eine vergrößerte Teilansicht der Zusammenfassung aus Umreifungseinrichtung und Greifer des Ausführungsbeispieles gem. Figur 6.
- Das erste Ausführungsbeispiel nach den Figuren 1 bis 4 zeigt einen insgesamt mit 1 bezeichneten Greifer, der in nicht weiter dargestellter Weise im Rahmen eines Umsetzgerätes verfahrbar ist, nach ergreifen eines Plattenstapels beispielsweise senkrecht zu dessen Längsrichtung zwischen den Anlieferort des Plattenstapels und einem wie auch immer gearteten Absetzort zur Lagerung und/oder Transport des Plattenstapels. Derartige Umsetzaufgaben und dazu benutzte Geräte sind grundsätzlich bekannt.
- Der Greifer 1 weist ein Greifer-Scherengestänge 2 auf, über das an beiden Stirnseiten des Plattenstapels 10 angreifende Greifbacken 3, 3' betätigbar sind. Das Scherengestänge 2 bewirkt bei einem Anhebevorgang das Aufeinanderzubewegen der entsprechend an den außenseitigen Breitseiten der Endplatten 11, 11' des Plattenstapels, so daß die hochkant mit ihren Breitseiten aufeinanderfolgend zu einem Stapel bestimmter Plattenzahl bzw. Länge angesammelten Platten zusammengedrückt und damit von ihrer Anlieferungsfläche als Stapel 10 anhebbar sind. Nach Umsetzen bzw. Überführen des derart von dem Greifer erfaßten Plattenstapels auf eine Transport- oder Ablagerungsfläche lösen sich durch entsprechende Abwärtsbewegung des Scherengestänge-Betätigungsteils die Greifbacken von den Stirnseiten des Stapels und werden zur Aufnahme eines weiteren Stapels über die Umsetzstrecke zurückgeführt. Natürlich lassen sich auch mehrere, insbesondere zwei, parallel anfallende Plattenstapel dieser Art gleichzeitig handhaben, wozu der Greifer entsprechend mehrteilig ausgebildet ist; dies gilt auch für die nachfolgende Schilderung des erfindungsgemäß ausgestalteten Gerätes, auch was deren Umreifungseinrichtung anbelangt.
- Dem Greifer 1 ist eine insgesamt mit 4 bezeichnete Umreifungseinrichtung zugeordnet, die eine Bandführungsvorrichtung 5 aufweist. Weiterhin ist mit dem Greifer dem Gerät gemäß Ausführungsbeispiel zugeordnet ein Paar von Vorratstrommeln 14 und 14', von denen nur letztere näher dargestellt ist. Von diesen Vorratstrommeln 14, deren jede ein Ende des Umreifungsbandes 12 - hier insbesondere Kunststoffband - bevorratet aufgewickelt hält, wird das Band jeweils über eine Vorspannvorrichtung 20, von denen nur eine dargestellt ist, die mehrere "feste" und "lose" Rollen umfaßt, deren letztere mit Hilfe einer hydraulischen Kolben-Zylinder-Einrichtung im Sinne einer Bandspannung beaufschlagbar sind, zu einer Bandführungsrolle 15 bzw. 15' geführt, die sich am unteren Ende von Armen 8, 8' befinden. Diese Arme sind wesentlicher Bestandteil der Bandführungsvorrichtung 5. Die Arme 8, 8' sind jeweils in Lagern 9, 9' längsverschieblich geführt, die ihrerseits um die Längsachse einer Welle 18 verschwenkbar ausgebildet sind. An den Armen 8 bzw. 8' oder außerhalb der Schwenkachse gelegenen Bereichen der zugehörigen Lager 9 bzw. 9' greifen Kolben-Zylinder-Einrichtungen (hydraulisch) 16 bzw. 16' an, durch deren Aussteuerung die Arme zwischen einer Betriebslage 6, in der sich die Bandführungsrollen 15 bzw. 15' unterhalb der Anlieferungsebene des Plattenstapels befinden, und einer Ruhelage 7, in der diese Bandführungsrollen aus dem Raum unterhalb des Plattenstapels 10 herausverschwenkt sind, gesteuert bewegen lassen. Die Arme 8, 8', weisen an einer ihrer in Verschwenkrichtung weisenden Seiten eine Zahnstangenausbildung auf, in die Ritzel eingreifen, die an den Enden der Welle 18 verdrehfest angeordnet sind. Die Welle 18 ist an dem Ausgang eines Elektromotoraggregates 17 aus Motor und Abtriebsgetriebe angeschlossen. Mit den Zylindereinrichtungen 16, 16' einerseits - Verschwenkung - und dem Elektromotoraggregat 17 - Höhenversetzbewegung - andererseits lassen sich die Arme 8, 8' und damit hier die das Band 12 aufnehmenden Bandführungsrollen 15, 15' derart bewegen, daß das Band 12 nach Ergreifen und Abheben des Stapels 10 mittels des Greifers 1 von der nicht näher dargestellten Anlieferungsfläche aus der seitlich verschwenkt gelegenen Ruhelage 7 der Bandführungsvorrichtung 5, hier in Gestalt der Arme 8, 8' in die Arbeitslage 8 verschwenken lassen, worauf die Arme 8, 8' mit Hilfe des Motoraggregates 17, der Welle 18 und des nicht näher dargestellten Zahnstangentriebes nach oben verfahren werden, so daß sich der zwischen den Bandführungsrollen 15 und 15' verlaufende Bandtrum 12' an den Längsmittelbereich der Unterseite des Stapels 10 anlegt und das Band entlang der beiden Stirnseiten des Stapels 10 (äußere Breitseiten der Stapelendplatten 11 und 11') bis in den Bereich von oberhalb der von den Oberkanten der Platten des Stapels beschriebenen Ebene gelegenen Mitnahmeelemente 21, 21 geführt wird, worauf mit Hilfe einer Kolben-Zylinder-Einrichtung 22 diese Elemente aufeinander zu bewegt und in bekannter Weise derart im Rahmen einer Verschweißeinrichtung zusammengeführt werden, das ein Verschweißen der in dieser Lage einander überlappenden Endbereiche der den Stapel umgebenden Bandschlaufe miteinander verschweißt werden und zugleich die dabei insoweit freiwerdenden Bandenden der von den Vorratstrommeln 14, 14' kommenden Bandtrume zugleich miteinander verbunden werden, so daß die nunmehr herabfahrenden Arme 8, 8' mit ihren Bandführungsrollen 15, 15' wiederum insoweit ein Endlosband greifen, nach unten ziehen und mit Hilfe der Kolben-Zylinder-Einrichtungen 16, 16' seitlich aus dem Bereich unterhalb des Stapels 10 ausschwenken. Dies alles geschieht, während der Greifer den Stapel von der Anlieferfläche abgehoben und auf die Lagerfläche abgesetzt hat, also im Zuge der Umsetzbewegung des Stapels.
- Wie Figur 2 erkennen läßt sind die beiden Greifbacken jeweils zweigeteilt, nämlich in die Teile 3 und 3', so daß der von dem Umreifungsband einzunehmende Bereich auch von den Betätigungseinrichtungen dieser Backenteile frei bleibt.
- Figur 5 zeigt schematisch eine andere Ausführungsform der Umreifungseinrichtung bzw. insbesondere der Bandführungsvorrichtung dergestalt, daß diese in vergleichbarer Weise wie bei dem Ausführungsbeispiel nach den Figuren 1 bis 4 verschwenkbar zwischen einer Arbeitslage unterhalb des Stapels und einer Ruhelage seitlich aus dem Bereich unterhalb des Stapels versetzten Ruhelage verschwenkbar ist, jedoch keiner Höhenverstellung bedarf, weil das Anlegen bzw. Spannen des Bandes um den Stapel herum durch Zugbeaufschlagung des Bandes selbst erfolgt. Das Band ist einseitig auf eine nicht dargestellte Vorratstrommel aufgewickelt und wird mit seinem freien Ende in einen von der Bandführungsvorrichtung getragenen bzw. gebildeten Aufnahmekanal 19 eingeleitet, und zwar für jeden Umreifungsvorgang getrennt und bevorzugt dann, wenn sich die Bandführungsvorrichtung in ihrer Arbeitslage unterhalb des Stapels 10 befindet, so daß auch ein gegen seitliche Auslenkungen starres Band, wie Stahlband, verwendbar ist. Dieser Aufnahmekanal gibt das eingelegte Band nach Umschlingung des Stapels und entsprechender Zugbelastung auf das Band unter Aufschwenken gegenfederbelasteter Sperrstege oder dergleichen in Richtung auf den Stapel frei, so daß ohne Höhenversetzbarkeit dieser Bandführungsvorrichtung ein Einlegen des Bandes um den Stapel herum erfolgen kann. Diese Umreifungstechnik ist dem Grunde nach bekannt.
- In Figur 6 ist ein Gestell 31 angedeutet, an dem eine Traverse 32 in Gestellführungen 33 mit Hilfe eines Verfahrantriebes - Elektromotor 34, dessen Abtriebsritzel 34', Zahnstange 34'' - in horizontaler Richtung verfahrbar gehalten ist. Auf der Traverse 32 ist eine insgesamt mit 35 bezeichnete Hubeinrichtung angeordnet, die einen Hubmotor 36 mit Kettenritzel 36' und zwei Zuführräder 37 pro Hubkette 38 umfaßt. Wie aus Figur 7, bei der das Gestell weitgehend weggelassen ist, hervorgeht, sind wenigstens 2 Hubketten 38 vorgesehen. Jeder Hubkette 38 ist einen Endes an einen Hubbalkenrahmen 58 angeschlossen, um das erste Zuführrad 37, dann um das Kettenritzel 36' und danach um das weitere Zuführrad 37 geführt und anderen Endes an ein Ausgleichsgewicht 39 angeschlossen, so daß die Hubkette in Eingriff um das Kettenritzel 36' sicher geführt ist. Bei 40 sind Hubführungen angedeutet, die den Hubbalkenrahmen 58 in vertikaler Richtung führen.
- Der insgesamt mit 41 bezeichnete Greifer umfaßt lineare, horizontal verlaufende Führungsschienen 42, an denen die Greifbacken 43 und 43' linear aufeinander zu und voneinander fort verfahrbar geführt sind, und zwar mit Hilfe von Schlitten 54, an denen wie gezeigt Ketten 55 angreifen, die jeweils über Umlenkräder 56 geführt sind und anderen Endes mit dem Hubbalkenrahmen 58 in Verbindung stehen. Der an den Schlitten 54 angreifende Kettentrum verläuft etwa horizontal und der an dem Hubbalkenrahmen angreifende Kettentrum etwa vertikal und ist mit dem Ende des vertikalen Trums an vertikal unterschiedlichen Stellen 59 an dem Hubbalkenrahmen 58 festlegbar, wodurch die Spreizweite der Greifbacken und damit die in deren Bewegungsrichtung gesehene Abmessung des zu greifenden Gutes variierbar ist; anstelle der gestuften Festlegemöglichkeit des Kettenendes kann auch eine stufenlose Festlegung vorgesehen sein, wie sie für das andere Ende der jeweiligen Kette zum Zwecke einer Feineinstellung durch eine Festlegeschraube 59' angedeutet ist. Pro Schlitten 54 ist eine Kette 55 vorgesehen. Die Schlitten werden jeweils durch Federn 57 in ihre Spreizstellung beaufschlagt, d.h. in die Richtung, in der sie sich voneinander fort bewegen. Es sind im vorliegenden Beispiel zwei Greifbackenpaare mit zugeordneten Schlitten und Ketten vorgesehen, wie dies Figur 7 erkennen läßt. Einzelheiten ergeben sich im übrigen genauer aus der vergrößerten Teildarstellung gemäß Figur 8. Die Greifeinrichtung selbst - Führungsschienen, Schlitten, Greifbacken und greiferseitige Führung für das Umreifungsband und die Bandverbindungseinrichtung - sind mittels eines Tragrahmens 60 in Zuordnung zueinander gehalten.
- Die insgesamt mit 44 bezeichnete Umreifungseinrichtung weist einen Bandführungsrahmen 45 auf, der - Figur 7 - zwischen einer Betriebslage 46 und einer Ruhelage 47 mit Hilfe eines Schwenkzylinders 50 um eine Achse 51 verschwenkbar ist. Der Bandführungsrahmen 45 umfaßt einen Bandführungskanal 19 in welchen ein Umreifungsband 52 eingeschoben wird, das abgezogen von einer Vorratstrommel 48 über eine Vorspanneinrichtung 49 geleitet ist. Eine solche Vorrichtung ist grundsätzlich bekannt und bedarf hier keiner näheren Erläuterung; im übrigen wird auf die Ausführungen zu Figur 5 des Hauptpatentes verwiesen. Insbesondere die Arbeitsweise des Bandführungsrahmens hinsichtlich der zeitlichen Abfolge der Verschwenkung zwischen Ruhelage und Betriebslage entspricht weitgehend den im Zusammenhang mit den Ausführungsbeispielen des Hauptpatentes gemachten Ausführungen. Im vorliegenden Beispiel ist es zusätzlich möglich, den Bandführungsrahmen 45 in seiner Betriebslage 46 in horizontaler Richtung zu versetzen, so daß nacheinander parallel angeordnete Stapel oder Güter umreift werden können, die gleichzeitig von ihrer Anlieferungsstelle zu einer Lagerstelle oder dergleichen mit Hilfe des Greifers, der Hubeinrichtung und der verfahrbaren Traverse umgesetzt werden. Da die Umreifungseinrichtung insgesamt mitgeführt wird, geschieht das Umreifen im Zuge des Umsetzvorganges.
Claims (19)
- Gerät für das Umsetzen ein- oder mehrteiliger, zu umreifender Güter - beispielsweise gleichzeitig wenigstens eines Stapels (10) hochkant in breitflächiger Zuordnung angelieferter Platten - von einer Anlieferstelle auf eine Lagerstelle, Transportpalette oder dergleichen, auf der das Gut - der Plattenstapel (10) - durch eine in vertikaler Ebene, bei einfacher Umreifung etwa eine Mittelebene des Gutes - Längsmittelebene (13) des Stapels (10) - mittels eines Kunststoff- oder Stahlbandes (12; 52) umreift bei mehrteiligem Gut - Stapel (10) - zu einer Transporteinheit gebündelt bzw. stabilisiert zusammengehalten ist, wobei ein zwischen einer Aufnahmestellung und einer Absetzstellung verfahrbarer Greifer (1; 41) für das umzusetzende Gut - Stapel (10) - mit an den in Greifrichtung einander gegenüberliegenden Breitseiten des Gutes - Endplatten (11, 11') des Stapels (10) in Stapelrichtung - unter Druck anlegbaren und entfernbaren Greifbacken (3, 3', 43, 43') und eine Umreifungseinrichtung (4; 44) vorgesehen sind, mittels letzterer das Umreifungsband (12; 52) von einer Vorratstrommeleinrichtung (14, 14', 48) abziehbar geführt um das Gut - den Stapel (10) - herumlegbar und unter Anlage an dem Gut -dem Stapel (10) - zu einer in sich geschlossenen Schlaufe fest verbindbar ist,
dadurch gekennzeichnet,
daß die Umreifungseinrichtung (4; 44) mit dem Greifer (1; 41) in dem Gerät zusammengefaßt ist und eine zwischen einer Betriebslage (6; 46) zur Positionierung des Umreifungsbandes (12; 52) mit einem unterhalb des Gutes - des Stapels (10) in dessen Längsrichtung - verlaufenden Trum und in einer Ruhelage (7; 47) seitlich aus dem Bereich unterhalb der Anlieferunterebene des Gutes - des Stapels (10) - heraus bewegbare Bandführungsvorrichtung (5; 45) aufweist, die derart gesteuert ist, daß sie aus der Ruhelage (7; 47) nach Ergreifen des Gutes - des Stapels (10) - durch den Greifer (1; 41) und Abheben von der Anlieferungsfläche in die Betriebslage (6; 46) bewegt und nach Ausführen der Umgreifung des Gutes - des Stapels (10) - mit dem Umreifungsband (12; 52) in die Ruhelage (7; 47) zurückbewegt wird, bevor der Greifer (1; 41) das Gut - den Stapel (10) - auf der Fläche der Lagerstelle, Palette oder dergleichen Transporteinrichtung absetzt. - Gerät nach Anspruch 1,
dadurch gekennzeichnet,
daß die Bandführungsvorrichtung (5; 45) zwischen der Betriebslage (6; 46) und der Ruhelage (7; 47) hin- und hergehend verschwenkbar gelagert ist. - Gerät nach Anspruch 1 oder 2,
dadurch gekennzeichnet,
daß die Bandführungsvorrichtung (5) das in der Betriebslage (6) aufgenommene Umreifungsband (12) auch in der Ruhelage (7) führt, welches Umreifungsband (12) "Endlosband" von zwei Vorratstrommeln (14, 14') abgezogen wird und nach Verbinden eines um ein Gut - einen Plattenstapel (10) - herum gezogenen Bandabschnittes an der Verbindungsstelle hinsichtlich seiner dadurch frei werdenden beiden Enden wiederum verbunden wird, wobei die Bandführungsvorrichtung (5) neben der seitlichen Verschwenkbewegung zwischen der Ruhelage (7) und der Betriebslage (8) in der letzteren höhenversetzbar geführt ist. - Gerät nach Anspruch 3,
dadurch gekennzeichnet,
daß die Bandführungsvorrichtung (5) zwei Arme (8, 8') umfaßt, die an ihren in der Betriebslage (6) unterhalb der Absetzebene des Plattenstapels (10) liegenden Enden jeweils eine Bandführungsrolle (15, 15') aufweisen und um koaxiale Lager (8, 9') verschwenkbar gehalten sind. - Gerät nach Anspruch 3 oder 4,
dadurch gekennzeichnet,
daß die Bandführungsvorrichtung bzw. deren Arme nebst Lager in ihrer Gesamtheit höhenverstellbar geführt sind. - Gerät nach Anspruch 4,
dadurch gekennzeichnet,
daß die Arme (8, 8') innerhalb ihrer Lage (9, 9') höhenversetzbar geführt sind, insbesondere über einen Zahnstangenantrieb mit Ausbildung der Zahnstange an den Armen (8, 8') und innerhalb der Schwenklager (9, 9') drehbar gehaltenem und angetriebenem Ritzel. - Gerät nach einem der Ansprüche 4 bis 6,
dadurch gekennzeichnet,
daß die Verschwenkbewegung mittels einer Kolben-Zylinder-Einrichtung (16, 16') - insbesondere in hydraulischer Ausbildung - und die Höhenversetzbewegung mittels eines Elektromotoraggregates (17), bevorzugt über eine durchgehende Welle (18) auf beide Ritzel des Zahnstangenantriebes arbeitend, ausgeführt sind. - Gerät nach Anspruch 6 oder 7,
dadurch gekennzeichnet,
daß die Achse der Antriebswelle (18) für die Ritzel zugleich die Verschwenkachse für die Arme (8, 8') ist. - Gerät nach Anspruch 1 oder 2,
dadurch gekennzeichnet,
daß die Bandführungsvorrichtung (45) einen Aufnahmekanal (19) für ein von einer Vorratstrommel (48) abgezogenes Umreifungsband (52), beispielsweise Stahlband, aufweist, das mit einem Ende voran pro Umreifungsvorgang in den Aufnahmekanal (19) einführbar ist und das nach Umführung um das Gut - den Stapel (10) - gegen dieses - diesen - durch Freigabe aus dem Aufnahmekanal (19), insbesondere unter Ausschwenken federelastischer Sperrstege, anlegbar ist. - Gerät nach einem der Ansprüche 1 bis 9,
dadurch gekennzeichnet,
daß jede der Greifbacken (3, 3') hinsichtlich der vertikalen, in Stapellängsrichtung verlaufenden Mittelebene (13) des Stapels (10) zweigeteilt und mittels des Greifers (1) beidseits dieser Ebene getrennt gehalten und betätigt ist. - Gerät nach einem der Ansprüche 1 bis 10,
dadurch gekennzeichnet,
daß die Greifbacken (3, 3') des Greifers (1) mittels eines Scherengestänges (2) betätigt sind. - Gerät nach einem der Ansprüche 1 bis 10,
dadurch gekennzeichnet,
daß die Greifbacken (43, 43') des Greifers (41) linear aufeinander zu und voneinander fort bewegbar geführt (42, 54) und angetrieben (55, 57) sind. - Gerät nach Anspruch 12,
dadurch gekennzeichnet,
daß die Greifbacken (43, 43') an in Führungsschienen (53) längsverschiebbaren Schlitten (54) gehalten sind. - Gerät nach Anspruch 12 oder 13,
dadurch gekennzeichnet,
daß die Greifbacken (43, 43') mittels Ketten (55) in ihre Greifstellung aufeinander zu gerichtet gezogen und mittels Federn (57) in ihre Spreizstellung voneinander fort gerichtet beaufschlagt sind. - Gerät nach Anspruch 14,
dadurch gekennzeichnet,
daß die einen Endes an den Schlitten (54) angreifenden Ketten (55) jeweils um ein Umlenkrad (56) geführt anderen Endes an einen Hubbalkenrahmen (58) angeschlossen sind, der sich oberhalb des Greifers (41) befindet. - Gerät nach Anspruch 15,
dadurch gekennzeichnet,
daß die Festlegung eines der Kettenenden gestuft (59) oder kontinuierlich in wirksamer Kettenlängsrichtung veränderlich ausgebildet ist. - Gerät nach einem der Ansprüche 12 bis 16,
dadurch gekennzeichnet,
daß die Aufeinanderzu-Bewegung der Greifbacken (43, 43') und der auf das Gut - den Stapel (10) - ausgeübte Druck von der für den Hub des Greifers (41) zum Anheben des Gutes - des Stapels (10) - erforderlichen Kraft abgeleitet sind. - Gerät nach den Ansprüchen 15 und 17,
dadurch gekennzeichnet,
daß die Hubeinrichtung (35) für das Anheben und Absenken des Greifers (41) an dem Hubbalkenrahmen (58) angreift. - Gerät nach einem der Ansprüche 1 bis 18,
dadurch gekennzeichnet,
daß der Bandführungsrahmen (45) in seiner Betriebslage (46) senkrecht zur Linearführungsrichtung der Greifbacken (43, 43') in verschiedene Betriebsstellungen verschiebbar ist.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4211541 | 1992-04-06 | ||
| DE19924211541 DE4211541A1 (de) | 1992-04-06 | 1992-04-06 | Gerät für das Umsetzen eines Plattenstapels |
| DE4305204A DE4305204A1 (de) | 1992-04-06 | 1993-02-19 | Gerät für das Umsetzen eines Plattenstapels |
| DE4305204 | 1993-02-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0565062A1 true EP0565062A1 (de) | 1993-10-13 |
| EP0565062B1 EP0565062B1 (de) | 1995-12-20 |
Family
ID=25913713
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93105699A Expired - Lifetime EP0565062B1 (de) | 1992-04-06 | 1993-04-06 | Gerät für das Umsetzen eines zu umreifenden Gutes |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0565062B1 (de) |
| AT (1) | ATE131785T1 (de) |
| DE (2) | DE4305204A1 (de) |
| ES (1) | ES2081154T3 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6233910B1 (en) * | 1999-03-10 | 2001-05-22 | Hiroshi Hataya | Binding machine with tape |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3116566A1 (de) * | 1981-04-25 | 1982-12-30 | Moskopf-Abitra GmbH, 5450 Neuwied | Vorrichtung zum umreifen von gruppen von steinen oder dgl. |
| EP0105557A2 (de) * | 1982-10-06 | 1984-04-18 | ITIPACK s.r.l. | Bindemaschinen für Verpackungen |
| EP0225665A1 (de) * | 1985-12-06 | 1987-06-16 | Endra B.V. | Vorrichtung zum Anbringen einer vorgespannten Umschnürung, eines Wickels oder eines anderen Bindeelementes, wie ein Faden, ein Draht, ein dünner Streifen, zum Beispiel Streifen, ein dünner Zuschnitt oder Folie aus flexiblem Material um einen Gegenstand oder eine Vielzahl von Gegenständen zum Beispiel eine Reihe oder ein Stapel |
-
1993
- 1993-02-19 DE DE4305204A patent/DE4305204A1/de not_active Withdrawn
- 1993-04-06 EP EP93105699A patent/EP0565062B1/de not_active Expired - Lifetime
- 1993-04-06 DE DE59301189T patent/DE59301189D1/de not_active Expired - Fee Related
- 1993-04-06 AT AT93105699T patent/ATE131785T1/de active
- 1993-04-06 ES ES93105699T patent/ES2081154T3/es not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3116566A1 (de) * | 1981-04-25 | 1982-12-30 | Moskopf-Abitra GmbH, 5450 Neuwied | Vorrichtung zum umreifen von gruppen von steinen oder dgl. |
| EP0105557A2 (de) * | 1982-10-06 | 1984-04-18 | ITIPACK s.r.l. | Bindemaschinen für Verpackungen |
| EP0225665A1 (de) * | 1985-12-06 | 1987-06-16 | Endra B.V. | Vorrichtung zum Anbringen einer vorgespannten Umschnürung, eines Wickels oder eines anderen Bindeelementes, wie ein Faden, ein Draht, ein dünner Streifen, zum Beispiel Streifen, ein dünner Zuschnitt oder Folie aus flexiblem Material um einen Gegenstand oder eine Vielzahl von Gegenständen zum Beispiel eine Reihe oder ein Stapel |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6233910B1 (en) * | 1999-03-10 | 2001-05-22 | Hiroshi Hataya | Binding machine with tape |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0565062B1 (de) | 1995-12-20 |
| ES2081154T3 (es) | 1996-02-16 |
| DE59301189D1 (de) | 1996-02-01 |
| DE4305204A1 (de) | 1994-08-25 |
| ATE131785T1 (de) | 1996-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3122451C2 (de) | Vorrichtung zum kontinuierlichen Stapeln von aufeinanderfolgend zugeführtem blattförmigen Material | |
| DE2644652A1 (de) | Vorrichtung zum verpacken mehrerer spulen in einen karton oder dergleichen | |
| DE2831621A1 (de) | Vorrichtung zum lagenweisen stapeln von stueckgut auf einer palette | |
| DE3411295A1 (de) | Palettiervorrichtung | |
| DE2037911A1 (de) | Verfahren zum Aufstapeln von Vorzugs weise zusammengefalteten Schachteln o dgl und Vorrichtung zur Durchfuhrung des Ver fahrens | |
| DE3504491A1 (de) | Vorrichtung zum anlegen von bogen | |
| DE2713135A1 (de) | Vorrichtung zum selbsttaetigen verladen von saecken | |
| DE2824304C2 (de) | Transportvorrichtung zum Übertragen von Faltschachtelzuschnitten von einer Druck- und Stanzmaschine zu einer Falt- und Klebemaschine | |
| DE3518906A1 (de) | Kopstransportvorrichtung | |
| EP0014923A1 (de) | Verfahren zum Verpacken von faserigem Gut in Ballen sowie geeignetes Pressensystem dazu | |
| DE2808129C2 (de) | Vorrichtung zum Beladen von Paletten mit Säcken | |
| DE3232180C2 (de) | Stapelvorrichtung für langgestrecktes Gut | |
| DE2553499C3 (de) | Vorrichtung zum Verdichten und Umbinden von ringförmigen Gegenständen | |
| DE20023213U1 (de) | Vorrichtung zum Palettieren von Kartonagen | |
| DE2530309A1 (de) | Verfahren und vorrichtung zum vollautomatischen elektronisch gesteuerten schichten fuer dreischenkelige transformatorenkerne mit saeulendurchmesser von 250 bis 1020 mm | |
| DE9311406U1 (de) | Packpresse | |
| EP0565062B1 (de) | Gerät für das Umsetzen eines zu umreifenden Gutes | |
| DE6802369U (de) | Rollenabgabe-vorrichtung. | |
| DE19540147C2 (de) | Vorrichtung zum Stapeln und Entstapeln von Transportkisten | |
| EP4291519B1 (de) | Verfahren zum umsetzen eines stapels flächiger, flacher produkte und umsetzvorrichtung zum umsetzen eines stapels flächiger, flacher produkte | |
| DE1297528B (de) | Vorrichtung zum Pressen und Binden von gruppenweise koaxial nebeneinander gelegten Walzdrahtbunden | |
| EP0232913A2 (de) | Vorrichtung zum Bilden mehrschichtiger Stapel von Packstücken oder dergleichen auf palettenförmigen Trägern | |
| DE69923454T2 (de) | Vorrichtung zur Handhabung von Plattenbündeln und Tragebett zur Anwendung in einer solchen Vorrichtung | |
| DE68904882T2 (de) | Verfahren und vorrichtung zum lagern von zylindrischen gegenstaenden auf einer tragflaeche. | |
| DE9204741U1 (de) | Gerät für das Umsetzen eines Plattenstapels |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE DE ES FR IT NL |
|
| 17P | Request for examination filed |
Effective date: 19940314 |
|
| 17Q | First examination report despatched |
Effective date: 19950227 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE DE ES FR IT NL |
|
| REF | Corresponds to: |
Ref document number: 131785 Country of ref document: AT Date of ref document: 19960115 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| REF | Corresponds to: |
Ref document number: 59301189 Country of ref document: DE Date of ref document: 19960201 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2081154 Country of ref document: ES Kind code of ref document: T3 |
|
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19990414 Year of fee payment: 7 Ref country code: AT Payment date: 19990414 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19990429 Year of fee payment: 7 Ref country code: FR Payment date: 19990429 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19990512 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000406 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 20000407 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000430 |
|
| BERE | Be: lapsed |
Owner name: ERNST BAUER & SOHN G.M.B.H. & CO. K.G. Effective date: 20000430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20001101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20001229 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20001101 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010629 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20020204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050406 |