EP0570032B1 - Verfahren und Vorrichtung zum quasiisostatischen Pressen von insbesondere thermoplastisch gebundenen Präzisionssprengladungen - Google Patents
Verfahren und Vorrichtung zum quasiisostatischen Pressen von insbesondere thermoplastisch gebundenen Präzisionssprengladungen Download PDFInfo
- Publication number
- EP0570032B1 EP0570032B1 EP93200642A EP93200642A EP0570032B1 EP 0570032 B1 EP0570032 B1 EP 0570032B1 EP 93200642 A EP93200642 A EP 93200642A EP 93200642 A EP93200642 A EP 93200642A EP 0570032 B1 EP0570032 B1 EP 0570032B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pressure
- autoclave
- during
- explosive
- mould
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000002360 explosive Substances 0.000 title claims abstract description 43
- 238000000034 method Methods 0.000 title claims abstract description 30
- 230000008569 process Effects 0.000 title claims abstract description 17
- 238000000462 isostatic pressing Methods 0.000 title claims abstract description 5
- 239000000463 material Substances 0.000 claims abstract description 15
- 238000001816 cooling Methods 0.000 claims description 17
- 230000006835 compression Effects 0.000 claims description 15
- 238000007906 compression Methods 0.000 claims description 15
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 7
- 230000009467 reduction Effects 0.000 claims description 5
- 239000004020 conductor Substances 0.000 claims description 3
- 239000000203 mixture Substances 0.000 claims description 2
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 claims 3
- 230000002045 lasting effect Effects 0.000 claims 2
- 238000003754 machining Methods 0.000 claims 2
- 238000000465 moulding Methods 0.000 claims 2
- 239000012530 fluid Substances 0.000 claims 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 abstract description 12
- 238000013461 design Methods 0.000 abstract description 6
- 239000004033 plastic Substances 0.000 abstract description 4
- 229920003023 plastic Polymers 0.000 abstract description 4
- 239000007788 liquid Substances 0.000 description 7
- 238000003825 pressing Methods 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 5
- 239000002826 coolant Substances 0.000 description 5
- 239000007789 gas Substances 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 230000005540 biological transmission Effects 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 230000002349 favourable effect Effects 0.000 description 3
- 239000008187 granular material Substances 0.000 description 3
- UZGLIIJVICEWHF-UHFFFAOYSA-N octogen Chemical compound [O-][N+](=O)N1CN([N+]([O-])=O)CN([N+]([O-])=O)CN([N+]([O-])=O)C1 UZGLIIJVICEWHF-UHFFFAOYSA-N 0.000 description 3
- 229920003051 synthetic elastomer Polymers 0.000 description 3
- 239000005061 synthetic rubber Substances 0.000 description 3
- 229920001169 thermoplastic Polymers 0.000 description 3
- 239000004416 thermosoftening plastic Substances 0.000 description 3
- 239000006096 absorbing agent Substances 0.000 description 2
- FMYKJLXRRQTBOR-BZSNNMDCSA-N acetylleucyl-leucyl-norleucinal Chemical compound CCCC[C@@H](C=O)NC(=O)[C@H](CC(C)C)NC(=O)[C@H](CC(C)C)NC(C)=O FMYKJLXRRQTBOR-BZSNNMDCSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 238000005429 filling process Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 230000035939 shock Effects 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- 239000000028 HMX Substances 0.000 description 1
- 241000220010 Rhode Species 0.000 description 1
- 208000027418 Wounds and injury Diseases 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000005474 detonation Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 208000014674 injury Diseases 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 239000011814 protection agent Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/001—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a flexible element, e.g. diaphragm, urged by fluid pressure; Isostatic presses
-
- C—CHEMISTRY; METALLURGY
- C06—EXPLOSIVES; MATCHES
- C06B—EXPLOSIVES OR THERMIC COMPOSITIONS; MANUFACTURE THEREOF; USE OF SINGLE SUBSTANCES AS EXPLOSIVES
- C06B21/00—Apparatus or methods for working-up explosives, e.g. forming, cutting, drying
- C06B21/0033—Shaping the mixture
- C06B21/0041—Shaping the mixture by compression
Definitions
- the present invention relates to a method according to the preamble of the claim. This allows the production of precision explosive charges at room temperature and ensures low internal stresses while maintaining high homogeneity, even in critical zones. This process is known from EP-A1-0 296 099.
- the subject of the invention should be suitable for series production.
- the method characterized in claim 1 allows the simultaneous production of several precision explosive charges with suitable process control in a system known per se (EP-A1-0 296 099).
- the division of the third process step into two individual steps, according to claim 2 is more economical and serves to increase performance. It enables the production of at least 150 precision explosive charges within 24 hours.
- the inventive method according to claim 1 or 2 has a very high level of operational safety and allows a large number of plastic-bound high-performance explosives to be processed into precision explosive charges.
- the preheating of the material to be pressed is carried out in a conventional laboratory autoclave and can be optimized in time in accordance with the thermal conductivity of the explosive and its masses.
- the pressure medium warm water or a mixture according to claim 4 is particularly easy to handle, as a result of which the cooling of the explosive during the pressing process can be minimized.
- the method according to claim 5 is particularly advantageous since the low-pressure autoclave and the material to be pressed remain dry and corresponding cleaning and / or drying processes are dispensed with.
- the device according to claim 6 has the advantage of being easy to handle and ensures favorable cooling behavior of the explosive. It can also be adapted to most common explosive device shapes, or its heat-dissipating mandrel and / or insert and / or flange can be designed in such a way that the quasi-isostatic pressure curve on the compact is ensured.
- the longitudinally movable design of the device according to claim 7 allows for taking into account the reduction in the volume of the compact during the pressing process, without large excess dimensions in the form and thus waste or processing effort being necessary.
- the embodiment according to claim 8 is particularly advantageous since it isolates the explosive from the pressure medium.
- the design of the press mold according to claim 9 is particularly economical, since it keeps the housing free of pressure and can be made thin-walled accordingly.
- Another embodiment claim 10, considerably reduces the effort required to manufacture the mold.
- the design of the high-pressure autoclave is mechanically very favorable; it enables permanent construction and ensures very easy loading without reducing the mechanical safety of the system.
- a favorable cooling according to claim 12 is possible, for example, by adding a liquid medium. But it can also be provided by installing electrical plugs for cooling elements; these can also be installed directly in the front of the autoclave.
- the supply of water as a liquid cooling medium is particularly simple, cf. Claim 14.
- Peltier elements makes it possible to simplify the design effort and, with an appropriate arrangement, can be used for targeted control of the temperature profile, taking into account their heating effect.
- the screw cap has proven itself in the pressure conditions prevailing in the low-pressure autoclave, claim 16.
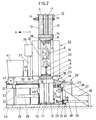
- the pressed material 1 to be solidified according to the method is in a carrying basket 2, cf. Fig. 2, introduced into the high pressure autoclave 30.
- This consists of a solid outer jacket 31 and an inner jacket 32 made of high-strength steel and forms with them a high-pressure chamber 33, in which, in a manner known per se, a hydraulic pressure P of up to max. 5000 bar prevails.
- the carrier basket 2 rests on a filling body 34 which is permeable to liquid in the center, with which the dead volume and thus the time required for the pressure build-up and pressure reduction can be easily adapted to the filling level of the chamber 33.
- the end of the chamber 33 is closed by a cover flange 36 with a ring seal 8 and a bottom flange 37 with a seal 9.
- the flanges 36 and 37 rest on force transmission plates 15 and 16, which in turn are held by struts 5 and 6, FIG. 1, with connecting struts 3 and 4 are fixed in a yoke 10.
- the yoke 10 consists of a middle part 11, FIG. 2, and side parts 12, 13 and is held together by means of screw connections 14. It also has a recess 7, cf. Fig. 1, and can be moved or driven horizontally over the high pressure chamber 33 under normal pressure conditions.
- the system Fig. 1, 2 is built on the workshop floor; a frame 22 with supports 21 and struts 23 rests on a base plate 25 with leveling shoes 24.
- a staircase 26 with side cheeks 27 leads to a pedestal 26 ', on which, when the yoke 10 is extended horizontally in the direction of arrow H, the autoclave 30 can be loaded by an operator.
- An operating panel 35 is located on a support 35 ', through which the electrical control lines for introducing the displacement of the yoke 10 and for the filling process are guided in the chamber 33.
- Guide shafts 20 on supports 20 ' serve as the transport rail for the yoke 10, cf. Fig. 1, on which rollers 18 roll in guide supports 17.
- the autoclave 30 rests stationary on its supports 19, 19 '.
- the yoke 10 is displaced by a linearly operating hydraulic cylinder 28 with an oil reservoir 28 ', via an articulated coupling 29.
- the end positions to be maintained are controlled by limit switches 40, one of which scans a cam rail 39; a shock absorber 44 prevents unwanted mechanical impulses in the system.
- a low-pressure pump 42 pumps the pressure medium - essentially water with a corrosion protection agent known per se - from the water tank 41 into the chamber 33.
- a valve unit arranged in a block 43 After reaching the maximum filling quantity and venting the chamber 33, controlled by an in A valve unit arranged in a block 43 generates a pressure of a few bar, the lines are closed, the flanges 36 and 37 are now in a form-fitting manner on their force transmission plates 15 and 16.
- Now high-pressure valves 38 open the connection to high-pressure pumps located in an adjoining room (not shown here) and, in a time-controlled manner, generate a pressure increase of up to 1000 bar / min. In the example of the explosive LX-14, a maximum pressure of 3500 bar is reached. This pressure is held for 1.0 to 1.5 minutes; after compression, the pressure is reduced again at 2000 bar / min.
- This type of hydraulic compression of the explosive carries only a minimal risk, despite its high explosiveness.
- the procedure can also be carried out behind armored walls, so that a possible event would not lead to personal injury.
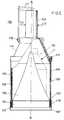
- the low-pressure autoclave used in accordance with the method, FIG. 3, has a casing 51, in which a ring nut 52 with a thread 54 is screwed in by means of rotary handles 55.
- the ring nut 52 fixes a cover flange 56 with a peripheral ring seal 58.
- a retaining ring 59 with an expanding ring 60 establishes the mechanical connection between the threaded ring 52 and the cover flange 56, in which flange 56 valve connections 61 are provided, which are connected to bores 62 inside the Guide low pressure chamber 53.
- cooling element 67 In this chamber 53 there is the cooling element 67, provided with a further ring seal 58, on which the pressed material 1 is mounted.
- the cooling element 67 is fixed by a bottom 57 provided with a further thread 54; Coolant connections 65 are provided in this base 57, which are connected to one another by coolant lines 66.
- a pressure connection 63 is provided in the center of the bottom 57, which introduces the pressure medium into the chamber 53 via a gas inlet 64.
- Nitrogen gas is also suitable as the pressure medium in the low-pressure autoclave 50.
- the necessary compressors working up to a pressure of 500 bar are commercially available (Bauer Kompressoren GmbH, D-8000 Kunststoff 71; Type I 25.18 - 75).
- the mold 106 has an axis of rotation A.
- a dimensionally stable and heat-dissipating body 100 has a conical shape and is provided with a heat capacity 101 in its lower part.
- the dimensionally stable body 100 is enclosed in its largest edge area 100 'by an elastic sleeve 103, which in turn rests on a metallic housing 104 which has a plurality of passages 105.
- a screw bolt 110 which is designed in its length in such a way that the body 100 only minimally compresses the O-ring 109 in its rest position, ie without pressure load, projects downward, cf. Item I. On the other hand, if a pressing pressure is present, the body 100 springs in, the heat capacity 101 serving as a heat conductor in accordance with item II.
- the above-described mold 106 is charged with explosive powder 102 and / or granules via the tubular end of the elastic sleeve 103 and then evacuated to approximately 20 mm Hg and then closed by a hose clip 113. If the material to be preheated to 100-120 ° C. is put under pressure in the autoclaves 30 or 50, it compresses to form a compact 1 ', the final shape of which is shown in broken lines in FIG. 4.
- FIG. 5 Another mold 106, FIG. 5, is constructed in an analogous manner; A conical part 114 is placed on the cylindrical housing 104 here and mechanically non-positively connected with rivets by means of a connecting ring 115. At the bottom, the housing 104 is joined to a flange 107 by means of rigid rings 116, 116 ′.
- the footprint of the flange 107 is relatively large here, so that good thermal contact occurs and the energy stored in the heat capacity 101 or in the body 100 is rapidly dissipated to the bottom surface of the autoclave 50 or 30.
- a charge of explosives of the type LX-14 with a simple geometry was therefore calculated using the "finite element” method (software Abacus; trademark Abaqus Codes from Hibit, Karlsson & Sorenson, Inc., Buffalo, Rhode Island, USA).
- a cylindrical load of 120 mm in length with a diameter of 50 mm was specified, which rests on a cylinder made of steel of 60 mm in length and 60 mm in diameter and is closed off by a sleeve made of synthetic rubber of 4.0 mm in thickness and which is sealed over the steel -Turned cylinder.
- Explosive density LX-14 1.83 x 103 kg / m3; Thermal conductivity according to LLNL Explosives Handbook, 1985, UCRL - 52'997, pp. 6-4; specific heat LLNL Explosives Handbook, 1985, UCRL - 52'997, pp. 6-11.
- a heat transfer coefficient (pressure medium / press material) was assumed to be 300 W / m2 ° K.
- the initial thermal conditions are: temperature of the explosive (LX-14 granulate) 100 ° C, temperature rubber and steel: 20 ° C.
- So-called colored contour plots (not shown for reasons of drawing) have a concentric temperature distribution after 200 seconds. After 1000 sec or 2000 sec, the area of highest temperature has shifted from the outside to the inside; the cooling behavior can be recognized as constant.
- the temperature curve behaves somewhat differently in the radial direction, cf. 6a to 6c. As a result of the given geometry, there are slight kinks in the temperature profile, in recognizable outer third of the radius x.
- the radius x is normalized to a value of 1.0, the temperature is in the range, FIG. 6a from 24 to 98 ° C., FIG. 6b from 22 to 70 ° C. and FIG. 6c from 21 to 42 ° C. the ordinate t x is recorded.
- the curve profile 200 shows the temperature profile after 200 sec
- the curve profile 1000 shows the temperature profile after 1000 sec
- the one with 2000 designates the curve profile after 2000 sec after the explosive has been filled in.
- liquid media with good thermal conductivity are primarily considered as the pressure medium for larger masses, while smaller masses can easily be pressed by an inert gas and can be cooled using appropriate means.
Landscapes
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Press Drives And Press Lines (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Description
- Die vorliegende Erfindung bezieht sich auf ein Verfahren gemäss dem Oberbegriff des Patentanspruchs. Dieses erlaubt die Herstellung von Präzisionssprengladungen bei Raumtemperatur und gewährleistet unter Einhaltung einer hohen Homogenität, auch in kritischen Zonen, geringe innere Spannungen. Dieses Verfahren ist bekannt aus EP -A1- 0 296 099.
- Im weiteren sind Vorrichtungen zur Durchführung des Verfahrens vorgesehen.
- Nachteilig ist beim Bekannten, dass die Herstellung der Sprengladungen bei Raumtemperatur erfolgt und bei kunststoffgebundenen Ladungen keine oder nur eine beschränkte Ausnutzung der Eigenschaften des Bindemittels erfolgen kann und somit in praxi auf das Pressen nicht thermoplastisch gebundener Stoffe mit oft ungenügenden mechanischen Eigenschaften beschränkt ist.
- Einfach gestaltete kunststoffgebundene Ladungen, sogenannte Billets, wurden bereits labormässig in vorgewärmten Gummibeuteln bei einer Temperatur von 120° C isostatisch warmgepresst (Lawrence Livermore National Laboratory, California/Livermore, 1977; UCRL-52350, distr. of doc. unlimited). Diese Versuche wurden mittels an sich bekannter thermoplastischer Hochleistungsprengstoffe der Typen LX-14-0 und LX-14-1 (ein Sprengstoff auf Basis Cyclotetramethylentetranitramin = Octogen der Lawrence Livermore National Laboratory) durchgeführt und die Ladungen in bezug auf ihre Leistung und ihre mechanischen und thermischen Eigenschaften erfolgreich getestet.
- Das dort beschriebene Verfahren ist nicht für eine Serienfabrikation von realen, d.h. von in konventionellen Waffen eingesetzten Präzisionssprengladungen geeignet. Es ist unwirtschaftlich und auf die unmittelbare Herstellung einfachster geometrischer Formen beschränkt.
- Es ist daher Aufgabe der vorliegenden Erfindung ein Verfahren und eine Vorrichtung zu schaffen, welche die sichere Herstellung von zumindest partiell rotationsymmetrischen Präzisionssprengladungen hoher Homogenität und Dichte ermöglichen, insbesondere von thermoplastisch gebundenen Ladungen bei einer Verdichtung unter gegenüber Raumtemperatur erhöhter Temperatur.
- Zudem soll der Erfindungsgegenstand für eine Serienproduktion geeignet sein.
- Das im Anspruch 1 charakterisierte Verfahren erlaubt in einer an sich bekannten Anlage (EP -A1- 0 296 099) die gleichzeitige Herstellung mehrer Präzisionssprengladungen bei geeigneter Prozessführung.
- Die Aufteilung des dritten Verfahrensschrittes in zwei Einzelschritte, gemäss Anspruch 2, ist wirtschaftlicher und dient der Leistungssteigerung. Sie ermöglicht die Herstellung von wenigstens 150 Präzisionssprengladungen innert 24 Stunden.
- Das erfindungsgemässe Verfahren nach Anspruch 1 oder 2 weist entgegen den von Fachleuten erwarteten Risiken eine sehr hohe Betriebssicherheit auf und erlaubt eine Vielzahl von kunststoffgebundenen Hochleistungssprengstoffen zu Präzisionssprengladungen zu verarbeiten.
- In nachfolgenden abhängigen Ansprüchen sind Weiterbildungen des Erfindungsgegenstandes näher beschrieben.
- Das Vorwärmen des Pressgutes erfolgt in einem üblichen Labor-Autoklaven und ist entsprechend der Wärmeleitfähigkeit des Sprengstoffes und dessen Massen zeitlich, gemäss Anspruch 3, optimierbar.
- Besonders einfach handhabbar ist das Druckmedium warmes Wasser oder eine Mischung gemäss Anspruch 4, wodurch das Abkühlen des Sprengstoffes während des Pressvorgangs minimierbar ist.
- Das Verfahren nach Anspruch 5 ist besonders vorteilhaft, da der Niederdruck-Autoklav und das Pressgut trocken bleiben und entsprechende Reinigungs- und/oder Trocknungsvorgänge entfallen.
- Die Vorrichtung nach Anspruch 6 weist den Vorteil ihrer einfachen Handhabbarkeit auf und sichert ein günstiges Abkühlungsverhalten des Sprengstoffes. Sie lässt sich zudem an die meisten üblichen Sprengkörperformen anpassen, bzw. ihr wärmeableitender Dorn und/oder Einsatz und/oder Flansch lassen sich derart ausgestalten, dass der quasi isostatische Druckverlauf am Pressling gewährleistet ist.
- Der Einbezug wärmeableitender Mittel steigert die Leistungsfähigkeit des Verfahrens, ohne dass Qualitätseinbussen in Kauf zu nehmen sind.
- Die längsbewegliche Ausführung der Vorrichtung nach Anspruch 7 erlaubt eine Berücksichtigung der Verringerung des Volumens des Presslings während des Pressvorgangs, ohne dass grosse Übermasse in der Form und damit Abfälle bzw. Bearbeitungsaufwand notwendig sind.
- Besonders vorteilhaft ist die Ausgestaltung nach Anspruch 8, da sie den Sprengstoff vom Druckmedium isoliert.
- Besonders wirtschaftlich ist die Ausführung der Pressform nach Anspruch 9, da dadurch das Gehäuse druckfrei bleibt und entsprechend dünnwandig ausgestaltet werden kann.
- Eine weitere Ausführungsform, Anspruch 10, reduziert den Aufwand zur Herstellung der Form beträchtlich.
- Die konstruktive Ausbildung des Hochdruck-Autoklaven gemäss Anspruch 11 ist mechanisch sehr günstig; sie ermöglicht eine dauerhafte Konstruktion und gewährleistet eine sehr einfache Beschickung, ohne dass die mechanische Sicherheit der Anlage dadurch verringert ist.
- Eine günstige Kühlung gemäss Anspruch 12, ist beispielsweise durch die Zuführung eines flüssigen Mediums möglich. Sie kann aber auch durch den Einbau von elektrischen Steckern für Kühl-Elemente vorgesehen werden; diese können auch direkt in die Stirnseite des Autoklaven eingebaut sein.
- Eine Steigerung der Abkühlgeschwindigkeit ist durch die Massnahmen gemäss Anspruch 13 möglich.
- Die Zuführung von Wasser als flüssiges Kühlmedium ist besonders einfach, vgl. Anspruch 14.
- Die Verwendung von handelsüblichen Peltier-Elementen, Anspruch 15, erlaubt eine Vereinfachung des konstruktiven Aufwands und kann bei entsprechender Anordnung zur gezielten Steuerung des Temperaturverlaufs, unter Einbezug ihrer Heizwirkung, genutzt werden.
- Bei den im Niederdruck-Autoklav herrschenden Druckverhältnissen hat sich der Schraubverschluss bewährt, Anspruch 16.
- Ausführungs- und Berechnungsbeispiele der Erfindung sind anschliessend in Zeichnungen dargestellt.
- Es zeigen:
- Fig. 1
- einen Hochdruck-Autoklaven in Frontalansicht,
- Fig. 2
- den Autoklaven Fig. 1 in einer Seitenansicht, in einer Teilschnittdarstellung,
- Fig. 3
- einen vereinfacht dargestellten Niederdruck-Autoklaven,
- Fig. 4
- eine Pressform zur Herstellung von Präzisionssprengladungen,
- Fig. 5
- eine Variante der Pressform Fig. 4 für eine weitere Sprengladung,
- Fig. 6a bis 6c
- die gerechnete radiale Temperaturverteilung in einem Probekörper und
- Fig. 7a bis 7c
- die gerechnete axiale Temperaturverteilung im gleichen Probekörper.
- Das gegenüber EP -A1- 0296 099 weiterentwickelte Verfahren setzt entsprechende Vorrichtungen voraus, welche anhand der nachfolgend beschriebenen Figuren in ihren wichtigsten Elementen diskutiert werden.
- Gemäss Fig. 1 und Fig. 2 ist das verfahrensgemäss zu verfestigende Pressgut 1 in einem Tragkorb 2, vgl. Fig. 2, in den Hochdruck-Autoklaven 30 eingebracht. Dieser besteht aus einem massiven äusseren Mantel 31 und einem inneren Mantel 32 aus hochfestem Stahl und bildet mit diesen eine Hochdruck-Kammer 33, in welcher in an sich bekannter Weise erzeugt, ein hydraulischer Druck P von bis zu max. 5000 bar herrscht.
- Der Tragkorb 2 ruht auf einem im Zentrum flüssigkeitsdurchlässigen Füllkörper 34, mit welchem sich das Totvolumen und damit die notwendige Zeit für den Druckauf- und Druckabbau in einfacher Weise dem Füllgrad der Kammer 33 anpassen lässt.
- Stirnseitig abgeschlossen ist die Kammer 33 durch je einen Deckelflansch 36 mit Ringdichtung 8 und einen Bodenflansch 37 mit Dichtung 9. Die Flansche 36 und 37 liegen an Kraftübertragungsplatten 15 und 16 an, welche ihrerseits durch Haltestreben 5 und 6, Fig. 1, mit Verbindungsstreben 3 und 4 in einem Joch 10 fixiert sind.
- Das Joch 10 besteht aus einem Mittelteil 11, Fig. 2, sowie Seitenteilen 12, 13 und ist mittels Schraubverbindungen 14 zusammengehalten. Es weist ferner eine Ausnehmung 7, vgl. Fig. 1, auf und lässt sich unter Normaldruckbedingungen horizontal über die Hochdruckkammer 33 verschieben bzw. fahren.
- Aufgebaut ist die Anlage Fig. 1, 2 auf dem Werkstattboden; ein Gestell 22 mit Trägern 21 und Streben 23 ruht auf einer Bodenplatte 25 mit Nivellierschuhen 24.
- Eine Treppe 26 mit Seitenwangen 27 führt zu einem Podest 26', auf welchem bei in Pfeilrichtung H horizontal ausgefahrenem Joch 10, der Autoklav 30 durch eine Bedienungsperson beschickbar ist. Ein Bedienungspult 35 befindet sich auf einer Stütze 35', durch welche die elektrischen Steuerleitungen zur Einleitung der Verschiebung des Jochs 10 und für den Füllvorgang in der Kammer 33 geführt sind.
- Als Transportschiene für das Joch 10 dienen Führungswellen 20 auf Stützen 20', vgl. Fig. 1, auf welchen Rollen 18 in Führungssupports 17 abrollen. Der Autoklav 30 ruht dabei stationär auf seinen Auflagern 19, 19'. Verschoben wird das Joch 10 durch einen linear arbeitenden Hydraulikzylinder 28 mit Oelreservoir 28', über eine Gelenkkupplung 29. Kontrolliert werden dabei die einzuhaltenden Endpositionen durch Endschalter 40, wobei der eine Nockenschiene 39 abtastet; ein Stossdämpfer 44 verhindert unerwünschte mechanische Impulse in der Anlage.
- Der Füllvorgang in der Hochdruckkammer 33 erfolgt etappenweise: Eine Niederdruckpumpe 42 pumpt das Druckmedium - im wesentlichen Wasser mit einem an sich bekannten Korrosionsschutzmittel - vom Wassertank 41 in die Kammer 33. Nach Erreichen der maximalen Füllmenge und des Entlüftens der Kammer 33, gesteuert durch eine in einem Block 43 angeordnete Ventileinheit wird ein Druck von einigen bar erzeugt, die Leitungen werden geschlossen, die Flansche 36 und 37 liegen nun formschlüssig an ihren Kraftübertragungsplatten 15 und 16 an. Jetzt öffnen Hochdruckventile 38 den Anschluss, an in einem hier nicht dargestellten Nebenraum befindliche Hochdruckpumpen und erzeugen zeitabhängig gesteuert einen Druckanstieg von bis zu 1000 bar/min. Im Beispiel des Sprengstoffs LX-14 wird ein Maximaldruck von 3500 bar erreicht. Dieser Druck wird während 1,0 bis 1,5 min gehalten; nach erfolgter Verdichtung wird der Druck gezielt mit 2000 bar/min wieder abgebaut.
- Diese Art der hydraulischen Verdichtung des Sprengstoffes birgt nur ein minimales Risiko, trotz dessen hoher Brisanz. Das Verfahren lässt sich zudem hinter gepanzerten Wänden ausführen, sodass auch ein eventuelles Ereignis nicht zu Personenschäden führen würde.
- Der verfahrensgemäss eingesetzte Niederdruck-Autoklav, Fig. 3, weist einen Mantel 51 auf, in welchem eine Ringmutter 52 mit Gewinde 54 mittels Drehgriffen 55 eingeschraubt ist. Die Ringmutter 52 fixiert einen Deckelflansch 56 mit einer peripheren Ringdichtung 58. Ein Haltering 59 mit Spreizring 60 stellt die mechanische Verbindung zwischen dem Gewindering 52 und dem Deckelflansch 56 her, in welchem Flansch 56 Ventilanschlüsse 61 vorgesehen sind, die mit Bohrungen 62 verbunden ins Innere der Niederdruckkammer 53 führen.
- In dieser Kammer 53 befindet sich das mit einer weiteren Ringdichtung 58 versehene Kühlelement 67, auf welchem das Pressgut 1 gelagert ist. Das Kühlelement 67 ist durch einen mit einem weiteren Gewinde 54 versehenen Boden 57 fixiert; in diesem Boden 57 sind Kühlmittelanschlüsse 65 vorgesehen, welche miteinander durch Kühlmittelleitungen 66 verbunden sind. Im weiteren ist im Zentrum des Bodens 57 ein Druckanschluss 63 vorgesehen, welcher über einen Gaseinlass 64 das Druckmedium in die Kammer 53 einführt.
- Als Druckmedium im Niederdruck-Autoklaven 50 eignet sich auch Stickstoffgas. Die notwendigen bis zu einem Druck von 500 bar arbeitenden Verdichter sind handelsüblich (Fa. Bauer Kompressoren GmbH, D-8000 München 71; Typ I 25.18 - 75).
- In den nachfolgenden Figuren sind gleiche Funktionsteile mit gleichen Bezugsziffern versehen.
- Die Pressform 106, Fig. 4, weist eine Rotationsachse A auf. Ein formfester und wärmeableitender Körper 100 besitzt eine Kegelform und ist in seinem unteren Teil mit einer Wärmekapazität 101 versehen. Der formfeste Körper 100 ist in seinem grössten Randbereich 100' durch eine elastische Hülle 103 umschlossen, welche ihrerseits an einem metallischen Gehäuse 104 anliegt, welches mehrere Durchlässe 105 aufweist.
- Als untere Stellfläche dient ein Flansch 107 mit einer kegelförmigen Stirnfläche 108, auf welcher ein O-Ring 109 aus synthetischem Gummi aufliegt. Aus dem Flansch 107 ragen im Umfang gleichmässig verteilt drei Führungsbolzen 111 heraus, welche in Bohrungen 112 der Wärmekapazität 101 geführt sind. Nach unten ragt ein Schraubenbolzen 110, der in seiner Länge derart ausgelegt ist, dass der Körper 100 in seiner Ruhestellung, d.h. ohne Druckbelastung, den O-Ring 109 nur minimal zusammendrückt, vgl. Pos. I. Ist dagegen ein Pressdruck vorhanden, so federn der Körper 100, die als Wärmeleiter dienende Wärmekapazität 101 entsprechend Pos. II ein.
- Die vorstehend beschriebene Pressform 106 wird mit Sprengstoffpulver 102 und/oder Granulat über das schlauchförmige Ende der elastischen Hülle 103 beschickt und anschliessend bis auf ca. 20 mm Hg evakuiert und dann durch eine Schlauchbride 113 verschlossen. Wenn das auf 100 - 120° C vorgewärmte Pressgut in den Autoklaven 30 bzw. 50 unter Druck gesetzt wird, so verdichtet sich dieses zu einem Pressling 1', dessen endgültige Form in Fig. 4 gestrichelt eingezeichnet ist.
- Eine andere Pressform 106, Fig. 5, ist in analoger Weise aufgebaut; auf das hier zylinderförmige Gehäuse 104 ist ein kegeliges Teil 114 aufgesetzt und mittels eines Verbindungsrings 115, mit Nieten mechanisch kraftschlüssig verbunden. Unten ist das Gehäuse 104 mittels starrer Ringe 116, 116'mit einem Flansch 107 zusammengefügt.
- Im weiteren befindet sich zur vereinfachten Manipulation am Ende des kegeligen Teils 114 ein Tragbügel 117, auf einem Lagerzapfen 118.
- Die Stellfläche des Flansches 107 ist hier relativ gross ausgebildet, so dass ein guter Wärmekontakt entsteht und die in der Wärmekapazität 101 bzw. im Körper 100 gespeicherte Energie rasch auf die Bodenfläche des Autoklaven 50 bzw. 30 abgeführt wird.
- Das Abkühlverhalten einer Präzisionssprengladung lässt sich, insbesondere im Innern eines im Betrieb befindlichen Hochdruck-Autoklaven nur mit Schwierigkeiten im Experiment untersuchen.
- Es wurde deshalb mit Hilfe der Methode "finiter Elemente" eine Ladung aus Sprengstoff des Typs LX-14 mit einer einfachen Geometrie gerechnet (Software Abacus; Handelsmarke Abaqus Codes der Firma Hibit, Karlsson & Sorenson, Inc., Providence, Rhode Island, USA).
- Vorgegeben wurde eine zylinderförmige Ladung von 120 mm Länge mit einem Durchmesser von 50 mm, welche auf einem Zylinder aus Stahl von 60 mm Länge und 60 mm Durchmesser aufliegt und durch eine Hülle aus synthetischem Gummi von 4,0 mm Dicke abgeschlossen und welche über den Stahl-Zylinder gestülpt ist.
- Es wurden dabei folgende Annahmen getroffen:
Dichte des Sprengstoffs LX-14: 1,83·10³ kg/m³; Wärmeleitfähigkeit gemäss LLNL Explosives Handbook, 1985, UCRL - 52'997, S. 6-4; spezifische Wärme LLNL Explosives Handbook, 1985, UCRL - 52'997, S. 6-11. - Hülle aus synthetischem Gummi (Neopren, Handelsmarke der Firma Du Pont, USA). Dichte 0,9·10³ kg/m³; Wärmeleitfähigkeit 0,15 W/m °K; spezifische Wärme 2,01 kJ/kg °K.
- Stahl: Dichte 7,85·10³ kg/m³; Wärmeleitfähigkeit: 52 W/m °K; spezifische Wärme 0,465 kJ/kg °K.
- Ferner wurde ein Wärmeübergangskoeffizient (Druckmittel/Pressgut) angenommen mit 300 W/m² °K. Die thermischen Anfangsbedingungen sind: Temperatur des Sprengstoffs (LX-14 Granulat) 100° C, Temperatur Gummi und Stahl: 20° C.
- Sogenannte farbige Konturplots (aus zeichnerischen Gründen nicht dargestellt) weisen nach 200 sec, eine konzentrische Temperaturverteilung auf. Nach 1000 sec bzw. 2000 sec, hat sich der Bereich höchster Temperatur von aussen nach innen verlagert; das Abkühlverhalten ist als stetig zu erkennen.
- Etwas anders verhält sich der Temperaturverlauf in radialer Richtung, vgl. Fig. 6a bis 6c. Hier sind als Folge der vorgegebenen Geometrie leichte Knicke im Temperaturverlauf, im äusseren Drittel des Radius x zu erkennen. Dabei ist der Radius x auf einen Wert 1,0 normiert, die Temperatur ist im Bereich, Fig. 6a von 24 bis 98° C, Fig. 6b, von 22 bis 70 °C und Fig. 6c von 21 bis 42 °C in der Ordinate tx aufgezeichnet. Der Kurvenverlauf 200 zeigt den Temperaturverlauf nach 200 sec, der Kurvenverlauf 1000 den Temperaturverlauf nach 1000 sec und derjenige mit 2000 bezeichnet den Kurvenverlauf nach 2000 sec, nach dem Einfüllen des Sprengstoffes.
- In gleicher Weise sind die Fig. 7a bis 7c aufgebaut, wobei hier die Abszisse y die axiale Länge der Ladung, normiert auf 10, darstellt. Die jeweilige Temperatur ist an der Ordinate ty ablesbar.
- Die Temperaturverteilungen gemäss Fig. 6a bis 6c bzw. 7a bis 7c zeigen, dass in den realisierten Abkühlungsintervallen keine Gefahr einer Detonation des Sprengstoffes aufgrund von Temperaturspannungen besteht. Dies gilt auch, durch praktische Versuche erhärtet, bei komplexeren geometrischen Formen, so dass das anfänglich als zu gefährlich betrachtete Verfahren als absolut verantwortbar für eine industrielle Massenfertigung eingesetzt werden kann.
- An einem praktischen Beispiel des quasi-isostatischen Pressens einer Hohlladung für einen Gefechtskopf von Kaliber 120 mm, mit 2 kg Masse, erscheint folgender bevorzugter Verfahrensablauf als zweckmässig:
- a) Der in Granulatform vorliegende Sprengstoff wird in einem handelsüblichen Heizschrank auf 120° C vorgewärmt;
- b) Die Pressform 106 mit ihrer elastischen Hülle 103 wird dann durch den Schraubenbolzen 110 an ihrer Basis abgedichtet und mit dem vorgewärmten Sprengstoff gefüllt und anschliessend mittels einer Labor-Vakuumpumpe auf 10 mbar evakuiert;
- c) Sobald sich das Entweichen von Dämpfen bzw. Gasen einstellt, wird der Einfüllstutzen durch eine Schlauchbride 113 dicht verschlossen und die derart gefüllte Pressform 106 in den mit der auf 95° C vorgewärmten Pressflüssigkeit bereits gefüllten Hochdruckautoklaven 30 eingesetzt;
- d) Anschliessend wird der Autoklav 30 bei einem Druckanstieg von 1 kbar/min auf 3500 bar unter Druck gesetzt und
- e) während 1 min auf diesem Maximaldruck gehalten.
- f) Nach erfolgter Verdichtung wird der Überdruck auf Normaldruck abgebaut bei einem Druckabfall von 2000 bar/min;
- g) Anschliessend wird der Pressling möglichst rasch, innert weniger als 2,5 min, in den Niederdruckautoklaven 50 umgeladen, dabei darf keine unkontrollierte Abkühlung des Sprengstoffs entstehen;
- h) Innert 1 min wird der Druck im Autoklaven 50 auf 500 bar gesteigert;
- i) Der Maximaldruck von 500 bar wird solange gehalten, bis die Temperatur des Presslings auf Raumtemperatur abgesunken ist. Die Druckhaltezeit beträgt ca. 2 Std. (bei 2 kg Masse) und bei einem flüssigen Druckmedium.
- j) Anschliessend wird der Druck in 10 sec auf Normaldruck abgebaut;
- k) Der Pressling kann jetzt eine eventuelle mechanische Nachbearbeitung erfahren und/oder ist einbaufertig.
- Aus dem unter i) aufgezeigten Abkühlverhalten lässt sich erkennen, dass als Druckmedium für grössere Massen in erster Linie flüssige Medien mit einer guten Wärmeleitfähigkeit in Betracht kommen, während kleinere Massen leicht durch ein inertes Gas pressbar und mit entsprechenden Mitteln abkühlbar sind.
- Bei flüssigen Druckmedien muss gewährleistet sein, dass deren Temperatur, abhängig vom atmosphärischen Druck, genügend weit unterhalb der Siedetemperatur liegt, und dass die Bildung von Dampfblasen vermieden wird.
- Die am Beispiel von rotationssymmetrischen Ladungen geführten Überlegungen und Ausführungsvarianten lassen sich in beschränktem Masse auch auf lineare Schneidladungen und/oder ähnliche nicht rotationssymmetrische Ladungen übertragen, wobei je nach Konfiguration der Vorteil eines isostatischen bzw. quasi-isostatischen Druckverlaufs verloren geht. Dies könnte teilweise durch "Übermasse" wettgemacht werden, d.h. Teile des Presslings, welche nicht die nötige Homogenität aufweisen, könnten durch eine anschliessende mechanische Bearbeitung eliminiert werden.
-
- 1
- Pressgut
- 1'
- Pressling (in endgültiger Form = Sprengkörper)
- 2
- Tragkorb
- 3
- Verbindungsstreben (oben)
- 4
- Verbindungsstreben (unten)
- 5
- Haltestreben (oben)
- 6
- Haltestreben (unten)
- 7
- Ausnehmung
- 8
- Dichtring (oben)
- 9
- Dichtring (unten)
- 10
- Joch
- 11
- Mittelteil
- 12
- Seitenteil (vorn)
- 13
- Seitenteil (hinten)
- 14
- Schraubverbindung
- 15
- Kraftübertragungsplatte (oben)
- 16
- Kraftübertragungsplatte (unten)
- 17
- Führungssupport
- 18
- Rollen
- 19, 19'
- Auflager
- 20, 20'
- Führungswelle mit Stütze
- 21
- Träger
- 22
- Gestell
- 23
- Streben
- 24
- Nivelierschuhe
- 25
- Bodenplatte
- 26
- Treppe
- 26'
- Podest
- 27
- Seitenwange
- 28, 28'
- Hydraulikzylinder mit Reservoir
- 29
- Gelenkkupplung
- 30
- Hochdruck-Autoklav
- 31
- Äusserer Mantel
- 32
- Innerer Mantel
- 33
- Hochdruckkammer
- 34
- Füllkörper
- 35, 35'
- Bedienungspult mit Stütze (el. Steuerleitungen)
- 36
- Deckelflansch
- 37
- Bodenflansch
- 38
- Hochdruckventile
- 39
- Nockenschiene
- 40
- Endschalter
- 41
- Wassertank (Reservoir)
- 42
- Niederdruck (Füll-) Pumpe
- 43
- Ventileinheit (Block)
- 44
- Stossdämpfer
- 50
- Niederdruck-Autoklav
- 51
- Mantel
- 52
- Ringmutter
- 53
- Niederdruckkammer
- 54
- Gewinde, Schraubverschluss
- 55
- Drehgriffe
- 56
- Deckelflansch
- 57
- Boden
- 58
- Ringdichtungen
- 59
- Haltering
- 60
- Spreitzring
- 61
- Ventilanschlüsse
- 62
- Bohrungen
- 63
- Druckanschlüsse (Gas)
- 64
- Gaseinlass
- 65
- Kühlmittelanschluss
- 66
- Kühlmittelleitungen
- 67
- Kühlelement
- 100
- Formfeste Körper (wärmeableitend)
- 100'
- Grösster Randbereich von 100
- 101
- Wärmeleiter, Wärmekapazität
- 102
- Sprengstoff
- 103
- Elastische Hülle
- 104
- Gehäuse (Metall)
- 105
- Durchlässe (Löcher)
- 106
- Pressform
- 107
- Flansch (Stellfläche)
- 108
- Kegelförmige Stirnfläche von 107
- 109
- 0-Ring, Ringdichtung
- 110
- Schraubenbolzen
- 111
- Führungsbolzen (3 Stück)
- 112
- Bohrung (Führung)
- 113
- Schlauchbride
- 114
- Kegeliges Teil
- 115
- Verbindungsring (mit Nieten)
- 116, 116'
- Starre Ringe
- 117
- Tragbügel
- 118
- Lagerzapfen
- I
- Ausgangslage (vor Pressen)
- II
- Endlage (nach Pressen)
- H
- Horizontal (- Ebene)
- A
- Rotationsachse
- P
- Druck im Hochdruck-Autoklaven
Claims (16)
- Verfahren zum quasi-isostatischen Pressen von Präzisionssprengladungen hoher Dichte und Homogenität, wobei die Innen- oder Aussenform (100) durch einen formfesten Körper hoher Oberflächengüte vorgegeben und zumindest partiell rotationssymmetrisch ist und der eine endliche Steigung relativ zur Rotationsachse (A) aufweist, und wobei in einem ersten Verfahrensschritt die Innen- oder Aussenform durch eine elastische Hülle (103) abgegrenzt wird, diese formschlüssig zum grössten Randbereich (100') an der Innen- oder Aussenform angebracht und mechanisch angepresst wird, so dass eine beschickbare Pressform (106) entsteht, welche in einem zweiten Verfahrensschritt in deren Hohlraum mit pulverförmigem oder granuliertem Sprengstoff (102) gefüllt wird und wobei der Innenraum und der Sprengstoff (102) sowie der Raum ausserhalb der Pressform evakuiert werden und wobei in einem dritten Verfahrensschritt der Innenraum abgeschlossen und die gefüllte Pressform (106) in eine Druckkammer (33) eingebracht wird und das Innere der Druckkammer (33) mit einem Druck (P) beaufschlagt wird, wobei der Druck (P) kontinuierlich erhöht wird bis zum Erreichen eines durch die in diesem Verfahrensschritt zu erzielende Dichte und Festigkeit des Sprengstoffs vorgegebenen Wert und wobei anschliessend durch eine kontinuierliche Druckentlastung die gefüllte Pressform (106) auf den Normaldruck zurückgeführt wird, dadurch gekennzeichnet, dass im dritten Verfahrensschritt das Pressgut (1) vorgewärmt wird und in einem Autoklaven (30) einem Druck von 500 bis 5000 bar ausgesetzt wird, während einer Druckhaltezeit von 0,5 bis 5 min und dass nach einem Druckabbau das Pressgut (1), in einer Abkühlungsphase von 10 bis 180 min Dauer, diese einem Druck von 50 bis 500 bar ausgesetzt wird, und dass nach einem weiteren Druckabbau das Pressgut (1) aus dem Autoklaven (30) entfernt wird und der Pressling (1') zur mechanischen Endbearbeitung und/oder Montage entnommen wird.
- Verfahren zum quasi-isostatischen Pressen von Präzisionssprengladungen hoher Dichte und Homogenität, wobei die Innen- oder Aussenform (100) durch einen formfesten Körper hoher Oberflächengüte vorgegeben und zumindest partiell rotationssymmetrisch ist und der eine endliche Steigung relativ zur Rotationsachse (A) aufweist, und wobei in einem ersten Verfahrensschritt die Innen- oder Aussenform durch eine elastische Hülle (103) abgegrenzt wird, diese formschlüssig zum grössten Randbereich (100') an der Innen- oder Aussenform angebracht und mechanisch angepresst wird, so dass eine beschickbare Pressform (106) entsteht, welche in einem zweiten Verfahrensschritt in deren Hohlraum mit pulverförmigem oder granuliertem Sprengstoff (102) gefüllt wird und wobei der Innenraum und der Sprengstoff (102) sowie der Raum ausserhalb der Pressform evakuiert werden und wobei in einem dritten Verfahrensschritt der Innenraum abgeschlossen und die gefüllte Pressform (106) in eine Druckkammer (33) eingebracht wird und das Innere der Druckkammer (33) mit einem Druck (P) beaufschlagt wird, wobei der Druck (P) kontinuierlich erhöht wird bis zum Erreichen eines durch die in diesem Verfahrensschritt zu erzielende Dichte und Festigkeit des Sprengstoffs vorgegebenen Wert und wobei anschliessend durch eine kontinuierliche Druckentlastung die gefüllte Pressform (106) auf den Normaldruck zurückgeführt wird, dadurch gekennzeichnet, dass der dritte Verfahrensschritt in zwei nacheinander folgende Einzelschritte aufgeteilt wird, wobei in diesem ersten Einzelschritt das Pressgut (1) vorgewärmt wird und in einem Hochdruck-Autoklaven (30) einem Druck von bis zu 500 bis 5000 bar ausgesetzt wird, während einer Druckhaltezeit von 0,5 bis 5 min und dass nach einem Druckabbau von 500 bis 10000 bar/min das Pressgut (1) aus dem Autoklaven entfernt und in einem weiteren Einzelschritt, dieses in einem Niederdruck-Autoklaven (50), in einer Abkühlungsphase von 10 bis 180 min Dauer, einem Druck von 50 bis 500 bar ausgesetzt wird, und dass nach einem Druckabbau von 1 bis 100 bar/min das Pressgut (1) aus dem Autoklaven entfernt wird und der Pressling (1') zur mechanischen Endbearbeitung und/oder Montage entnommen wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass das Pressgut (1) auf eine Temperatur von 100 bis 120° C, während einem Zeitintervall von 60 bis 600 min vorgewärmt wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass als Druckmedium Wasser und/oder eine Mischung aus Wasser-Ethylenglykol mit einem Korrosionsschutz bei einer Temperatur oberhalb der Raumtemperatur und unterhalb der Siedetemperatur in die Druckkammer (30) eingeführt wird.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, dass in den Niederdruck-Autoklaven (50) als Druckmedium Gas eingeführt wird.
- Vorrichtung zur Durchführung des Verfahrens nach Anspruch 1 oder 2 mittels einer Pressform, welche einen rotationssymetrischen, formfesten Innen- oder Aussenkörper hoher Oberflächengüte enthält und deren Innenraum durch eine elastische Hülle gebildet ist, dadurch gekennzeichnet, dass in der Pressform (106) oder an dieser zumindest ein wärmeableitender Körper (100, 101, 107) vorgesehen ist.
- Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, dass der formfeste wärmeableitende Körper (100) und sein zusätzlicher Wärmeleiter (101) in ihren Längsachse beweglich geführt sind.
- Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, dass zur Abdichtung des Spaltes zwischen dem wärmeableitenden Körper (100, 100') und der elastischen Hülle (103) eine Ringdichtung (109) angeordnet ist.
- Vorrichtung nach Anspruch 6 oder 8, dadurch gekennzeichnet, dass die elastische Hülle (103) von einem starren, flüssigkeitsdurchlässigen Gehäuse (104) umgeben ist.
- Vorrichtung nach Anspruch 9, dadurch gekennzeichnet, dass das Gehäuse (104) einen zylindrischen Mantel aufweist, der mit Durchlässen (105) versehen ist.
- Vorrichtung zur Durchführung des Verfahrens nach Anspruch 1, dadurch gekennzeichnet, dass der Hochdruck-Autoklav (30) eine Hochdruckkammer (33) aufweist, welche in einem Joch (10) gelagert und axial gehalten ist und dass das Joch (10) in einer Horizontalebene (H) in Durchlassrichtung verfahrbar angeordnet ist.
- Vorrichtung zur Durchführung des Verfahrens nach Anspruch 2 mittels einer Pressform, welche einen rotationssymetrischen, formfesten Innen- oder Aussenkörper hoher Oberflächengüte enthält und deren Innenraum durch eine elastische Hülle gebildet ist, dadurch gekennzeichnet, dass der Niederdruck-Autoklav (50) als zylindrische Kammer (53) ausgestaltet ist, und dass im Bereich der Auflageflächen der Pressformen (106) wärmeableitende Mittel (65-67) vorgesehen sind.
- Vorrichtung nach Anspruch 12, dadurch gekennzeichnet, dass in deren unteren Stirnseite ein Boden (57) mit Kühlmittelanschlüssen (65) vorgesehen ist, welche mit Kühlmittelleitungen (66) verbunden sind.
- Vorrichtung nach Anspruch 12, dadurch gekennzeichnet, dass die wärmeableitenden Mittel (65-67) ein flüssiges Medium enthalten.
- Vorrichtung nach Anspruch 12, dadurch gekennzeichnet, dass die wärmeableitenden Mittel ein Peltier-Element enthalten.
- Vorrichtung nach Anspruch 12, dadurch gekennzeichnet, dass zumindest die obere Stirnseite des Niederdruck-Autoklaven (50) als Schraubverschluss (54) ausgebildet ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH874/92 | 1992-03-18 | ||
| CH87492 | 1992-03-18 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0570032A2 EP0570032A2 (de) | 1993-11-18 |
| EP0570032A3 EP0570032A3 (de) | 1993-12-01 |
| EP0570032B1 true EP0570032B1 (de) | 1996-06-12 |
Family
ID=4197189
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93200642A Expired - Lifetime EP0570032B1 (de) | 1992-03-18 | 1993-03-05 | Verfahren und Vorrichtung zum quasiisostatischen Pressen von insbesondere thermoplastisch gebundenen Präzisionssprengladungen |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US5354519A (de) |
| EP (1) | EP0570032B1 (de) |
| AT (1) | ATE139219T1 (de) |
| DE (1) | DE59302879D1 (de) |
| DK (1) | DK0570032T3 (de) |
| ES (1) | ES2089696T3 (de) |
| GR (1) | GR3020453T3 (de) |
| IL (1) | IL104995A (de) |
| NO (1) | NO302541B1 (de) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2746054B1 (fr) * | 1996-03-13 | 1998-06-12 | Procede, moyens et dispositif de compactage, adaptes au compactage de matieres a tendance pyrophorique | |
| US5888559A (en) * | 1997-09-15 | 1999-03-30 | The United States Of America As Represented By The Secretary Of The Army | Press for compacting plastic explosive material |
| US6383437B1 (en) * | 1999-09-30 | 2002-05-07 | Thomas G. Grieve | Rotational moulding method and apparatus for making multi color plastic articles |
| RU2176229C1 (ru) * | 2000-09-26 | 2001-11-27 | Государственное унитарное предприятие "Научно-исследовательский институт полимерных материалов" | Установка для смешения и формования |
| RU2206555C2 (ru) * | 2001-06-13 | 2003-06-20 | Федеральное государственное унитарное предприятие "Научно-исследовательский институт полимерных материалов" | Установка для смешения и формования |
| DE10152397B4 (de) * | 2001-10-24 | 2009-08-06 | BOWAS AG für Industrievertrieb | Herstellung von lösungsmittelfreiem Treibladungspulver |
| CN1303410C (zh) * | 2004-12-22 | 2007-03-07 | 华南理工大学 | 一种直接测试粉末压制过程中侧压力的方法及其装置 |
| KR101028813B1 (ko) * | 2009-01-19 | 2011-04-12 | 국방과학연구소 | 폭발탄에 압축형 복합화약을 충전하는 방법 및 그 제조장치 |
| US8062563B2 (en) * | 2009-12-14 | 2011-11-22 | Bowas AG für Industrieplanung | Method of manufacturing explosives |
| MY166317A (en) | 2011-07-08 | 2018-06-25 | Xtek Ltd | Process for the manufacture of multilayer articles |
| US8573107B1 (en) * | 2011-08-02 | 2013-11-05 | The United States Of America As Represented By The Secretary Of The Army | Burster tube loading apparatus and method |
| CN102626998B (zh) * | 2012-03-29 | 2015-10-21 | 苏州市科林除尘设备有限公司 | 缠绕式等静液压机 |
| US9546856B1 (en) * | 2014-09-22 | 2017-01-17 | The United States Of America As Represented By The Secretary Of The Army | Press load process for warhead |
| US11965720B2 (en) | 2018-11-20 | 2024-04-23 | Saab Bofors Dynamics Switzerland Ltd. | Warhead with asymmetric initiation |
| US11209255B1 (en) | 2019-09-10 | 2021-12-28 | The United States Of America As Represented By The Secretary Of The Army | Press load process for warheads |
| CN112066823B (zh) * | 2020-08-18 | 2022-08-19 | 西安近代化学研究所 | 提高异型弹体装药密度和密度均匀性的炸药压制成型方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2432215A (en) * | 1944-01-12 | 1947-12-09 | Brown Instr Co | Temperature responsive control system for presses |
| FR2021439A1 (de) * | 1968-10-24 | 1970-07-24 | Asea Ab | |
| DE2108519A1 (de) * | 1971-02-23 | 1972-09-14 | Lohrengel, Heinz, Dipl Ing , 6102Pfungstadt | Isostatische Preßanlage in Rahmen bauweise |
| US4003697A (en) * | 1974-07-30 | 1977-01-18 | Allmanna Svenska Elektriska Aktiebolaget | Pressure furnace for treating products at high temperature and high pressure |
| US4359336A (en) * | 1979-07-16 | 1982-11-16 | Pressure Technology, Inc. | Isostatic method for treating articles with heat and pressure |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1147945A (fr) * | 1954-12-31 | 1957-12-02 | Bisterfeld & Stolting | Procédé et machine pour la fabrication de pièces annulaires composites à liant thermodurcissable et pièces conformes à celles obtenues par ledit procédé ou similaire |
| US3172153A (en) * | 1961-10-11 | 1965-03-09 | David G Loomis | Apparatus for molding powdered materials |
| US3600486A (en) * | 1967-12-04 | 1971-08-17 | Aerojet General Co | Pressure casting process |
| FR2114101A5 (en) * | 1970-11-16 | 1972-06-30 | France Etat | Solid propergol blocks prepn - by mixing ingredients in adry state |
| GB1483286A (en) * | 1976-07-08 | 1977-08-17 | Chloride Silent Power Ltd | Isostatic pressing |
| DE2734779C1 (de) * | 1977-08-02 | 1992-09-24 | Dynamit Nobel Ag | Verfahren zur Herstellung poroeser Treibmittelkoerper |
| FR2436120A1 (fr) * | 1978-09-12 | 1980-04-11 | Basset Bretagne Loire | Dispositif et procede de fabrication d'elements en poudre agglomeree |
| SE451239B (sv) * | 1982-11-18 | 1987-09-21 | Cold Isostatic Press Syst Kb | Kassett innefattande en pressform for semi-isostatisk kompaktering av ett pulver som er innehallet i pressformens kavitet |
| US4978482A (en) * | 1984-10-29 | 1990-12-18 | The United States Of America As Represented By The Secretary Of The Navy | Melt cast thermoplastic elastomeric plastic bonded explosive |
| CH673704A5 (de) * | 1987-06-17 | 1990-03-30 | Eidgenoess Munitionsfab Thun |
-
1993
- 1993-03-05 EP EP93200642A patent/EP0570032B1/de not_active Expired - Lifetime
- 1993-03-05 ES ES93200642T patent/ES2089696T3/es not_active Expired - Lifetime
- 1993-03-05 DK DK93200642.2T patent/DK0570032T3/da not_active Application Discontinuation
- 1993-03-05 AT AT93200642T patent/ATE139219T1/de not_active IP Right Cessation
- 1993-03-05 DE DE59302879T patent/DE59302879D1/de not_active Expired - Lifetime
- 1993-03-09 IL IL10499593A patent/IL104995A/en not_active IP Right Cessation
- 1993-03-16 US US08/031,590 patent/US5354519A/en not_active Expired - Lifetime
- 1993-03-17 NO NO930969A patent/NO302541B1/no not_active IP Right Cessation
-
1996
- 1996-07-03 GR GR960401826T patent/GR3020453T3/el unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2432215A (en) * | 1944-01-12 | 1947-12-09 | Brown Instr Co | Temperature responsive control system for presses |
| FR2021439A1 (de) * | 1968-10-24 | 1970-07-24 | Asea Ab | |
| DE2108519A1 (de) * | 1971-02-23 | 1972-09-14 | Lohrengel, Heinz, Dipl Ing , 6102Pfungstadt | Isostatische Preßanlage in Rahmen bauweise |
| US4003697A (en) * | 1974-07-30 | 1977-01-18 | Allmanna Svenska Elektriska Aktiebolaget | Pressure furnace for treating products at high temperature and high pressure |
| US4359336A (en) * | 1979-07-16 | 1982-11-16 | Pressure Technology, Inc. | Isostatic method for treating articles with heat and pressure |
Also Published As
| Publication number | Publication date |
|---|---|
| IL104995A (en) | 1996-01-31 |
| DK0570032T3 (da) | 1996-10-28 |
| NO302541B1 (no) | 1998-03-16 |
| EP0570032A2 (de) | 1993-11-18 |
| NO930969D0 (no) | 1993-03-17 |
| US5354519A (en) | 1994-10-11 |
| ATE139219T1 (de) | 1996-06-15 |
| DE59302879D1 (de) | 1996-07-18 |
| ES2089696T3 (es) | 1996-10-01 |
| NO930969L (no) | 1993-09-20 |
| GR3020453T3 (en) | 1996-10-31 |
| EP0570032A3 (de) | 1993-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0570032B1 (de) | Verfahren und Vorrichtung zum quasiisostatischen Pressen von insbesondere thermoplastisch gebundenen Präzisionssprengladungen | |
| DE102017200191B4 (de) | Verfahren und Vorrichtung zum Glätten einer aus einem Kunststoff gebildeten Oberfläche eines Artikels und mittels des Verfahrens hergestellter Artikel | |
| EP2925166B1 (de) | Behälterverschliessvorrichtung für hochdruckkammer | |
| DE3016926A1 (de) | Vorrichtung zum aushaerten stranggepresster koerper | |
| DE60114917T2 (de) | Aufarbeitung und Wiederverwendung von Schleifschlamm in Brikettform | |
| EP3636936A1 (de) | Hydraulischer druckübersetzer und verfahren zur herstellung einer axialen druckspannung im hochdruckzylinder | |
| EP1384534B1 (de) | Vorrichtung zur abschnittsweisen Autofrettage von Rohren | |
| EP0296099B1 (de) | Verfahren zum quasi-isostatischen Pressen von Präzisionssprengladungen sowie Vorrichtung zu deren Herstellung und Anwendung des Verfahrens | |
| EP3897899A2 (de) | Vorrichtung und verfahren zum kontinuierlichen hochdruckbehandeln von schüttgut sowie verwendung | |
| EP0137958B1 (de) | Treibladung und Verfahren zu ihrer Herstellung | |
| DE1956551A1 (de) | Presswerkzeug fuer die Herstellung von Stangen und Rohren durch Pressen von Pulver | |
| EP3302948B1 (de) | Schliesskrafteinheit | |
| DE2953386C2 (de) | Vorrichtung zur Erzeugung von Höchstdruck | |
| DE2756670C2 (de) | Verfahren und Vorrichtung zur Heißformung zweibasiger Propergolblöcke | |
| DE4422606C1 (de) | Verfahren und Vorrichtung zum Schmelzen und Fördern von in einem Faß enthaltenem thermoplastischem Material, insbesondere Heißklebemittel | |
| DE4138174C2 (de) | Kolbenpumpe | |
| DE602004001938T2 (de) | Verfahren und Vorrichtung zur Zerstörung von Festtreibstoffmotoren | |
| WO1999042269A1 (de) | Interne flüssiggaskühlung | |
| DE4242395B4 (de) | Verfahren und Vorrichtung zum Strangpressen | |
| DE1961702A1 (de) | Geraet zur Herstellung verdichteter Gegenstaende | |
| EP1707346B1 (de) | Isostatpresse mit einem mehrteiligen Druckbehälter | |
| DE60116384T2 (de) | Verfahren und vorrichtung zum hydrostatischen warmpressen von werkstücken | |
| DE19835717A1 (de) | Mehrzylinder-Metallstrangpresse | |
| DE69231165T2 (de) | Dichtungskopf für eine Vorrichtung zum Erweitern eines Rohres | |
| DE102012020142A1 (de) | Strangpresswerkzeug, insbesondere Blockaufnehmer |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU MC NL PT SE |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU MC NL PT SE |
|
| 17P | Request for examination filed |
Effective date: 19940425 |
|
| 17Q | First examination report despatched |
Effective date: 19950220 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SCHWEIZERISCHE EIDGENOSSENSCHAFT VERTRETEN DURCH D |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU MC NL PT SE |
|
| REF | Corresponds to: |
Ref document number: 139219 Country of ref document: AT Date of ref document: 19960615 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PPS POLYVALENT PATENT SERVICE AG |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: 68727 |
|
| REF | Corresponds to: |
Ref document number: 59302879 Country of ref document: DE Date of ref document: 19960718 |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19960726 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: FG4A Free format text: 3020453 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2089696 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2089696 Country of ref document: ES Kind code of ref document: T3 |
|
| SC4A | Pt: translation is available |
Free format text: 960912 AVAILABILITY OF NATIONAL TRANSLATION |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970331 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Effective date: 19970930 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Free format text: SCHWEIZERISCHE EIDGENOSSENSCHAFT VERTRETEN DURCH DIE SM SCHWEIZERISCHE MUNITIONSUNTERNEHMUNG DER GRUPPE FUER RUESTUNGSDIENSTE TRANSFER- SM SCHWEIZERISCHE MUNITIONSUNTERNEHMUNG AG |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: PC4A Free format text: SM SCHWEIZERISCHE MUNITIONSUNTERNEHMUNG AG CH Effective date: 20010320 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| NLS | Nl: assignments of ep-patents |
Owner name: SM SCHWEIZERISCHE MUNITIONSUNTERNEHMUNG AG |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20060221 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20060227 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20060312 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20060320 Year of fee payment: 14 Ref country code: BE Payment date: 20060320 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20060321 Year of fee payment: 14 Ref country code: AT Payment date: 20060321 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070905 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20070905 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070305 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20071001 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| BERE | Be: lapsed |
Owner name: *RUAG MUNITION Effective date: 20070331 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: SAAB BOFORS DYNAMICS SWITZERLAND LTD. Free format text: SM SCHWEIZERISCHE MUNITIONSUNTERNEHMUNG AG#ALLMENDSTRASSE 74#3602 THUN (CH) -TRANSFER TO- SAAB BOFORS DYNAMICS SWITZERLAND LTD.#ALLMENDSTRASSE 86#3602 THUN (CH) Ref country code: CH Ref legal event code: NV Representative=s name: DR. LUSUARDI AG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071001 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070305 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070402 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071003 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20120120 Year of fee payment: 20 Ref country code: CH Payment date: 20120209 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20120111 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20120322 Year of fee payment: 20 Ref country code: GB Payment date: 20120124 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20120329 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59302879 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20130304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20130304 Ref country code: DE Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20130306 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20120327 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20130702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20130306 |