EP0594513A1 - Verfahren zur Herstellung eines Skis - Google Patents
Verfahren zur Herstellung eines Skis Download PDFInfo
- Publication number
- EP0594513A1 EP0594513A1 EP93420378A EP93420378A EP0594513A1 EP 0594513 A1 EP0594513 A1 EP 0594513A1 EP 93420378 A EP93420378 A EP 93420378A EP 93420378 A EP93420378 A EP 93420378A EP 0594513 A1 EP0594513 A1 EP 0594513A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- assembly
- machining
- sole
- edges
- base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 14
- 230000008569 process Effects 0.000 title abstract description 4
- 238000003754 machining Methods 0.000 claims abstract description 46
- 238000000429 assembly Methods 0.000 claims abstract description 21
- 230000000712 assembly Effects 0.000 claims abstract description 20
- 230000002787 reinforcement Effects 0.000 claims abstract description 4
- 238000000227 grinding Methods 0.000 claims description 18
- 238000004519 manufacturing process Methods 0.000 claims description 11
- 238000005452 bending Methods 0.000 claims description 7
- 238000004140 cleaning Methods 0.000 claims description 4
- 241000131390 Glis Species 0.000 claims 1
- 239000000463 material Substances 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 230000007547 defect Effects 0.000 description 4
- 239000002184 metal Substances 0.000 description 3
- 238000006116 polymerization reaction Methods 0.000 description 3
- 230000003014 reinforcing effect Effects 0.000 description 3
- 239000004753 textile Substances 0.000 description 3
- 239000004593 Epoxy Substances 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000004075 alteration Effects 0.000 description 2
- 238000005034 decoration Methods 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 238000007790 scraping Methods 0.000 description 2
- 229920002725 thermoplastic elastomer Polymers 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 229910001008 7075 aluminium alloy Inorganic materials 0.000 description 1
- 229920005830 Polyurethane Foam Polymers 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000002089 crippling effect Effects 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 230000002427 irreversible effect Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000011496 polyurethane foam Substances 0.000 description 1
- 230000000135 prohibitive effect Effects 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000008093 supporting effect Effects 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images

Classifications
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63C—SKATES; SKIS; ROLLER SKATES; DESIGN OR LAYOUT OF COURTS, RINKS OR THE LIKE
- A63C5/00—Skis or snowboards
- A63C5/04—Structure of the surface thereof
- A63C5/056—Materials for the running sole
Definitions
- the invention relates to a new process for the manufacture and production of skis, in particular alpine skis.
- One of the methods allowing the production of such skis consists in assembling, in particular by gluing, two sub-assemblies, respectively a first sub-assembly consisting of the gliding sole, the edges, and at least one reinforcing element, and a second sub-assembly constituted by the upper part of the ski, namely in particular a rigid shell in shape, corresponding to the external shape of the ski, possibly coated with a decoration and comprising inside the central core.
- This bonding is carried out by any known means, either by means of a thermoplastic film as for example described in the document FR-A-2 663 237, or by means of traditional adhesive for this type of application, or by expansion in situ of the resin constituting the central core (see for example FR-A-2 654 644).
- skis are subjected to a drive ensuring besides the effective progression of the skis at their level, also the application of pressure in the direction of said tools in order to allow a effective action of these.
- This drive is typically carried out by means of a roller, generally coated with rubber, and applying a relatively high pressure on the top of the ski.
- skis have an upper face with a complex profile and in any case not planar, either because it has hollows, bumps, or else successive plates, even grooves or asymmetries, so that 'There is no longer a stable and constant reference surface capable of serving as a bearing surface for said roller. In this way, these differences in relief are reflected at the level of the sole, generating undulations and therefore altering the sliding properties of the ski, regardless of the number of passes at the grinding or sanding stations.
- skis are very often pre-decorated, which implies that the machining operations of the lower surface being carried out practically at the end of the manufacturing process, a defect in crippling machining of this lower surface causes the destruction of the entire ski, thereby increasing the importance of the loss.
- this machining phase carried out on a substantially finished ski is not satisfactory in the context of the industrialization and automation of the manufacture of skis.
- the lower surface of an alpine ski always consists of a sole made of plastic material bordered by metal edges. This juxtaposition of materials, one hard and the other soft, makes machining by sanding or grinding very delicate because the composition of the abrasive products cannot be ideal simultaneously for each of these two materials: it can only be d '' a compromise, to the detriment of the general quality of finish of this underside, which we know the fundamental role in the context of sliding.
- the object of the invention is to overcome these various drawbacks by proposing a method of making skis that reconciles both greater ease of automation and machining of the sole and the edges carried out under optimum conditions.
- This method for producing a ski consisting in assembling by any known means in a shaped mold, at least two sets, respectively a first set, called the sole assembly, consisting of the gliding sole, edges and at least one mechanical reinforcement element, and a second assembly constituted by a rigid shell in shape, defining with the first assembly a space intended to receive a central core is characterized in that prior to the assembly step, the underside of the first assembly undergoes functional machining.
- the invention no longer consists in machining in particular the sole on a finished ski, but in carrying out this phase on a sole assembly, which is rigid and flat, and which also makes it possible automate this machining phase much more easily.
- This functional machining consists first of all of deburring and cleaning, in particular lateral of the edges, for example by scraping, in order to use this lateral face of the edges as a reference face for the subsequent machining phases; then, this first step is followed by the grinding of the sole itself and / or the base of the edge.
- the grinding of the sole can advantageously be preceded by one or more sanding steps by means of an abrasive belt, the number of grinding and / or sanding passes being a function of the desired degree of finish.
- this machining can be carried out continuously, using a loader containing the said first sole assemblies in the form of stacks, the said assemblies being flat, of constant thickness and the periphery of which corresponds to the dimension line of the ski.
- the tip and the heel are bent.
- this bending operation is carried out after the chamfering of the edge edges at the areas intended to be bent.
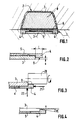
- the ski is made by bonding two sets, namely a first set called “sole assembly” (1), and a second set called “shell assembly” (2).
- the sole assembly (1) is in known manner constituted by a sliding sole (3), typically made of polyethylene, metal lateral edges (4), extending over a large part of the length of the ski, and an element mechanical reinforcement (5), typically consisting of a textile sheet pre-impregnated with a thermosetting resin, namely in particular epoxy.
- the sole assembly (1) may also include additional reinforcing elements, such as for example a blade made of a metal alloy (ZICRAL - registered trademark), or other textile plies.
- the shell assembly (2) comprises a rigid shell (7) in shape, for example made of a prepolymerized textile sheet, covered with a film supporting the decoration, and integrating inside the core (8), made up everywhere of material traditional, and in particular polyurethane, wood, etc .
- these two assemblies (1) and (2) are assembled together in a mold, also in shape, a film of thermosetting adhesive or of hot-melt plastic or of thermoplastic elastomer (6) being previously placed between the two sets (1) and (2).
- the sole assembly (1) undergoes after its completion, a machining phase.
- the various assemblies (1) produced are stored in a stack in a charger (10), said assemblies (1) having a section of constant thickness, are therefore planar, and have an outer periphery corresponding to the dimension line.
- skiing namely in particular a reduced width at the level of the skate, which widens towards the heel and the tip.
- This type of loader of a type known per se, makes it possible to feed the assemblies (1) one by one on a conveyor intended for conveying said assemblies at the level of the different machining stations (13, 15).
- each assembly (1) is driven by means of a roller with horizontal axis (12), typically coated with rubber, and also ensuring the progression of the assembly at the level of said station.
- machining also the exercise of significant pressure, in order to allow effective action of the machining tool. It is possible on such a machining line to machine several assemblies side by side, as has been shown in FIG. 6.
- This machining consists first of all (although not shown in FIGS. 5 and 6) of proceeding to the lateral cleaning of the edges by scraping, an operation necessary to remove the burrs or drips resulting from the creep and then from the baking of the impregnation resin of the reinforcing element (5).
- it thus makes it possible to have a reference face, which is particularly useful during the localized machining of the edges, as described later.
- this particular machining of the edges consists of grinding or grinding the base (9) of the edges (4), according to a machining width L slightly greater than the effective width of the bead of said edge.
- This grinding is traditionally carried out by means of a steel grinding wheel (20) or a disc diamond, thus making it possible to obtain a slight offset s from the base (9) of the edge, typically four hundredths of a millimeter, suitable for promoting the driving of the ski, since it makes it possible to reduce the errors of potential edges.
- this offset s can form a low angle with respect to the plane of the sole, as shown in FIG. 4.
- the accuracy of the dimension s for indenting the edge is guaranteed by the fact that the surface (22) is a clean reference bearing surface.
- this surface can be sanded in the first operation.
- the machining width L is ensured by the lateral copying of the edge shown diagrammatically by the arrow (21) in FIG. 3.
- a sanding phase is carried out, intended to eliminate any defect in the longitudinal flatness of the sole.
- This sanding is traditionally carried out by means of an abrasive band (13) driven in translation in the same direction as the main dimension of the sole assembly (1), and this between two deflection rollers (16), and the operational area comprises a flat pad (14) also directed in this direction, at which the sole assembly (1) is driven under pressure.
- this sanding phase can be replaced directly by a grinding phase.
- the bending of the tip and the heel is then carried out, bending generally carried out by means of a roller bender, capable of giving shape memory to the metal edges.
- a roller bender capable of giving shape memory to the metal edges.
- the edges of the edges are chamfered at the level of the tips and the heel, in order to give ease to the ski, in particular when driving in a turn.
- This process is also particularly suitable, when the bonding of the two assemblies, sole and shell respectively, is ensured by the expansion of a polyurethane foam, acting in particular as a core.
- a polyurethane foam acting in particular as a core.
- the constituents of the foam are injected into the space formed between them.
- the polymerization of the latter gives it adhesion properties, thus capable of firmly and irreversibly joining the sole assembly to the shell assembly.
- the central core (8) consists of an independent element.
- a heating phase capable of inducing before the polymerization of the prepreg resin of said core, its creep, so as to come to wet the two assemblies.
- a resin in particular an epoxy, develops adhesion properties during its polymerization. This then leads, as in the previous case, to a firm and irreversible connection of the two assemblies, sole and shell respectively.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9212983A FR2697169B1 (fr) | 1992-10-23 | 1992-10-23 | Procédé pour la fabrication d'un ski. |
| FR9212983 | 1992-10-23 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0594513A1 true EP0594513A1 (de) | 1994-04-27 |
| EP0594513B1 EP0594513B1 (de) | 1995-11-22 |
Family
ID=9435006
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93420378A Expired - Lifetime EP0594513B1 (de) | 1992-10-23 | 1993-09-21 | Verfahren zur Herstellung eines Skis |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0594513B1 (de) |
| AT (1) | ATE130524T1 (de) |
| DE (1) | DE69300862T2 (de) |
| FR (1) | FR2697169B1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB9211708D0 (en) † | 1992-06-03 | 1992-07-15 | Unilever Plc | Cosmetic composition |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0319435A1 (de) * | 1987-12-04 | 1989-06-07 | Skis Rossignol S.A. | Verfahren zur Verbesserung der Gleiteigenschaften einer Skisohle, die aus pulverisiertem Polyäthylen von hoher Dichte und sehr hohem Molekulargewicht hergestellt ist |
| EP0442262A1 (de) * | 1990-02-15 | 1991-08-21 | Salomon S.A. | Verfahren zur Herstellung eines Skis durch Abguss und nach diesem Verfahren hergestellter Ski |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT394679B (de) * | 1990-02-09 | 1992-05-25 | Tce Technical Coatings Enginee | Hartstoffbeschichtung an kufen von wintersportgeraeten |
-
1992
- 1992-10-23 FR FR9212983A patent/FR2697169B1/fr not_active Expired - Fee Related
-
1993
- 1993-09-21 DE DE69300862T patent/DE69300862T2/de not_active Expired - Fee Related
- 1993-09-21 AT AT93420378T patent/ATE130524T1/de not_active IP Right Cessation
- 1993-09-21 EP EP93420378A patent/EP0594513B1/de not_active Expired - Lifetime
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0319435A1 (de) * | 1987-12-04 | 1989-06-07 | Skis Rossignol S.A. | Verfahren zur Verbesserung der Gleiteigenschaften einer Skisohle, die aus pulverisiertem Polyäthylen von hoher Dichte und sehr hohem Molekulargewicht hergestellt ist |
| EP0442262A1 (de) * | 1990-02-15 | 1991-08-21 | Salomon S.A. | Verfahren zur Herstellung eines Skis durch Abguss und nach diesem Verfahren hergestellter Ski |
Also Published As
| Publication number | Publication date |
|---|---|
| DE69300862T2 (de) | 1996-04-18 |
| EP0594513B1 (de) | 1995-11-22 |
| FR2697169B1 (fr) | 1994-11-18 |
| ATE130524T1 (de) | 1995-12-15 |
| DE69300862D1 (de) | 1996-01-04 |
| FR2697169A1 (fr) | 1994-04-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0421833B1 (de) | Verglasung mit einem Profilrahmen, insbesondere Fahrzeugverglasung, und Verfahren und Vorrichtung zu deren Herstellung | |
| EP4065353A1 (de) | Verbundschaufel für einen flugzeugmotor und verfahren zur herstellung und reparatur derselben | |
| EP2709826B1 (de) | Verbundplatte und verfahren zu ihrer herstellung | |
| EP2552671B1 (de) | Verfahren zur beschichtung eines kerns einer beliebigen form mittels wärmeformen, automatische maschine zur umsetzung des verfahrens und anhand dieses verfahrens gewonnenes endprodukt | |
| EP1076740A1 (de) | Verfahren zum einbauen einer wanne in eine empfangsplatte und das so hergestellte einstückige bauteil für möbel, insbesondere für badezimmer oder küche | |
| EP0442262A1 (de) | Verfahren zur Herstellung eines Skis durch Abguss und nach diesem Verfahren hergestellter Ski | |
| FR2584015A1 (fr) | Procede et dispositif pour former des elements de surface, en particulier pour fabriquer un paraboloide d'antenne | |
| EP0594513B1 (de) | Verfahren zur Herstellung eines Skis | |
| FR2629387A3 (fr) | Procede pour la fabrication d'un plateau moulure en stratifie de matiere plastique a deux couches assemblees | |
| EP0489658B1 (de) | Verfahren zum Trennen von Glasscheiben | |
| FR2602978A1 (fr) | Procede pour la fabrication d'un ski | |
| FR2761895A1 (fr) | Planche de glisse destinee a la pratique du surf sur neige | |
| EP1095840B1 (de) | Kraftfahrzeuglenkrad und Verfahren zu seiner Herstellung | |
| FR3106481A1 (fr) | Plan de travail composite comprenant une plaque de travail en matériau céramique | |
| FR2652036A1 (fr) | Revetement de protection thermique, un procede et une installation pour sa fabrication. | |
| FR2520643A1 (fr) | Procede de fabrication d'outillages destines a la mise en forme de pieces en matiere metallique ou plastique | |
| EP3131702B1 (de) | Verfahren zur herstellung einer komponente mit einer vielzahl von miteinander verbundenen teilen | |
| FR3141384A1 (fr) | Vitrage pour fixation à fleur avec un cadre, élément de vitrage comprenant un cadre et un tel vitrage et procédé de fabrication d’un tel vitrage | |
| FR2961671A1 (fr) | Perfectionnement aux plateaux, en particulier pour mobilier de bureau | |
| FR3131733A1 (fr) | Elément d’habillage d’une arête de coque de siège aéronautique, procédé de fabrication et procédé de pose d’un tel élément | |
| EP0707533A1 (de) | Verfahren zur herstellung eines mehrschichtigen gegenstandes durch giessen und form zur herstellung eines solchen gegenstandes | |
| WO2005065912A1 (fr) | Procede de fabrication d’une planche de glisse et planche obtenue par un tel procede | |
| EP0641642A2 (de) | Verfahren zur Herstellung von Verbundplatten, insbesondere von Schiffsrumpfen | |
| FR2879939A1 (fr) | Procede de fabrication d'une planche de glisse ou de roulage a structure composite | |
| FR2666303A1 (fr) | Procede de fabrication d'une boite destinee notamment a l'emballage et/ou a la presentation d'objets, et boite notamment obtenue selon ce procede. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE LI |
|
| 17P | Request for examination filed |
Effective date: 19940502 |
|
| 17Q | First examination report despatched |
Effective date: 19950203 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE LI |
|
| REF | Corresponds to: |
Ref document number: 130524 Country of ref document: AT Date of ref document: 19951215 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 69300862 Country of ref document: DE Date of ref document: 19960104 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BUGNION S.A. |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19960930 Ref country code: CH Effective date: 19960930 |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19990818 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19990911 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010601 |