EP0602492B1 - Vielwalzengerüst - Google Patents
Vielwalzengerüst Download PDFInfo
- Publication number
- EP0602492B1 EP0602492B1 EP93119614A EP93119614A EP0602492B1 EP 0602492 B1 EP0602492 B1 EP 0602492B1 EP 93119614 A EP93119614 A EP 93119614A EP 93119614 A EP93119614 A EP 93119614A EP 0602492 B1 EP0602492 B1 EP 0602492B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roll
- bearing housing
- stand according
- roll stand
- pressure elements
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000005452 bending Methods 0.000 claims abstract description 12
- 230000005489 elastic deformation Effects 0.000 claims 1
- 238000005096 rolling process Methods 0.000 abstract description 24
- 239000000463 material Substances 0.000 description 8
- 230000033001 locomotion Effects 0.000 description 7
- 238000000034 method Methods 0.000 description 3
- 230000006978 adaptation Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B13/00—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories
- B21B13/14—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories having counter-pressure devices acting on rolls to inhibit deflection of same under load; Back-up rolls
- B21B13/147—Cluster mills, e.g. Sendzimir mills, Rohn mills, i.e. each work roll being supported by two rolls only arranged symmetrically with respect to the plane passing through the working rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/58—Roll-force control; Roll-gap control
Definitions
- the invention relates to a multi-roll stand according to the preamble of patent claim 1.
- Multi-roll stands of this type are used to produce flat strips, such as steel strips.
- flat strips such as steel strips.
- the shaping of the material that is to say the stretching of the strip, based on the strip width, should be the same, regardless of any fluctuations in the thickness of the strip entering the roll stand.
- the adaptation to the belt profile is achieved, inter alia, by the fact that the saddle pieces supporting the support rollers against the bearing housing are set differently, as a result of which the support roller shaft carrying the support rollers is bent and, accordingly, the support rollers are also bent according to their division over the length of the support roller shaft, Bend the work rolls over the intermediate rolls and thus influence the roll gap contour.
- the support roller shaft is bent in a known manner by means of components which act on the saddle pieces supporting the support rollers, such as eccentrics which can be moved by means of toothed racks or levers Screws, hydraulic cylinders or other actuators movable wedges, by means of threaded spindles provided with rotary drives or the like.
- Such a multi-roll stand is described in EP 0 476 905 A2, for example, in which the movement of the saddle pieces is effected via eccentrics provided on the support roller shaft, which are actuated via a toothed wheel / rack drive.
- This device works in the area of self-locking or in the limit area.
- the corresponding component When initiating an actuating movement, the corresponding component must first be broken free of static friction. As soon as the device is in motion, the coefficient of friction changes and under certain circumstances there is a run-on which can be so large that a backward movement must subsequently be initiated in order to achieve the desired position of the support rollers or the desired bending of the work roll.
- hydraulic systems are used as pressure elements.
- the invention is based on the object of further developing a multi-roll stand while maintaining jerk-free adjustment options that can be carried out during the rolling operation.
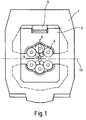
- FIG. 1 shows the basic structure of such a rolling mill using the example of a twelve-roll rolling mill.
- the roll stand shown there in a side view consists of the frame 1, in which the bearing housing 2 is adjustably arranged.
- This bearing housing 7 accommodates three sets of support rollers 6, which in turn support the work roller 4 via the intermediate rollers 5.
- the aforementioned arrangement is again present in mirror form in the roll stand 1.
- the mirror plane is formed by the material path of the strip material to be rolled, so that the strip 13 is passed between two work rolls 4.
- the structure of the lower bearing housing with its rollers corresponds to the upper, so that a detailed description is unnecessary and the invention is explained below with reference to the upper bearing housing 2 and the parts associated with it.
- FIG. 2 shows a roll stand of a twelve-roll rolling mill in a partial representation.
- this is again denotes the upper bearing housing, which shows the three support roller sets 6, the intermediate rollers 5 carried by them and the work rollers 4, between which the strip material 13 to be rolled runs.
- the guidance of the upper bearing housing 2 in the scaffold frame known from FIG. 1 and the lower bearing housing and their adjustability in relation to the scaffold frame to influence the desired strip thickness are not shown here for the sake of clarity.
- the lower bearing housing can be height-adjustable, for example, to adapt to the rolling line when using rollers of different diameters, and the upper bearing housing can be adjusted in relation to the lower bearing housing by means of a direct-acting hydraulic adjusting cylinder 3 (in FIG. 1).
- the upper and lower bearing housings are balanced against each other by means of hydraulic cylinders, and the upper bearing housing 2 can be pivoted, for example, by means of the roller adjustment, which is independent of one another on the operator and drive side, for setting a wedge-shaped roller gap.
- FIG. 2 shows a section along the section line AB from FIG. 2, the support rollers 15 of a support roller set 6 are arranged over the entire width of the strip material on a common support roller shaft 14, in each case between two adjacent support rollers 15 and On the outer sides of the two outer support rollers 15, support saddles 16 are provided on the shaft 14, which support the support rollers on the bearing housing 2 by means of circular-shaped receptacles.
- a bore is provided for each pressure element in the bearing housing 2, which proceeds approximately from the direction of force in the bearing housing from the circular-arc-shaped receptacle for the respective support saddle 16.
- Piezoelectric solid-state actuators are used as pressure elements in these bores, which preferably have piston rod heads 12 with suitable circular-arc-shaped receptacles for the support saddles 16.
- prismatic receptacles are also conceivable if the support saddles 16 are designed accordingly. In order to prevent a lateral deflection of the support roller set 6, the piston rods with the piston rod heads 12 must be guided exactly.
- the piezoelectric solid-state actuators can consist of a plurality of ceramic layers which change their thickness when an electrical voltage is applied and thus have the same effect as the hydraulic cylinders in terms of their effect on the support saddles 16.
- the pressure elements assume a position in which the pistons are retracted into the bearing housing and the receptacles of the piston rod heads 12 are aligned with the receptacles in the bearing housing 2.
- a desired bending of the support roller shaft 14 and thereby of the work roll 4 and adaptation of the roll gap contour takes place by corresponding activation of the respective pressure elements, which move each of the saddle pieces 16 via their pistons into a defined position, whereby a targeted bending line of the support roller shaft is produced, which is via the intermediate rolls 5 is transferred to the work roll 4.
- the outer support saddles 16 of the support roller set or sets in question, relative to the width of the rolling material, are fixed in their position relative to the bearing housing, while the inner support saddles can be moved via the pressure elements in the manner described above and so on achieve the appropriate deflection.
- the support saddles can be fixed directly in the bearing housing 2; but it is also conceivable that a positive connection between the support saddles and the associated pressure elements is provided and the fixing takes place via the latter.
- the position control is described as the first suitable method.
- the setpoint is specified as the path for each piston that is to be required to move the associated support saddle.
- the actual value acquisition of the path takes place via digital or analog position measuring devices 17 of a known type, which are moved, for example, by the piston rod which is brought out outside the bearing housing.
- the voltage applied is controlled by means of known electronic controls in such a way that the predetermined position of the piston is held in the desired position even under different loads.
- Such a regulation can then be overlaid with a correction value which is dependent on the rolling force the elasticity of the system, such as flattening and elastic changes in shape of the work roll, the intermediate rolls or the support rollers, is taken into account as a setpoint change for the actuating movement and is incorporated into the control.
- a second method is that of pressure regulation.
- the rolling force necessary for the deformation of the strip is measured on the cylinders of the roll adjustment and calculated according to the strip width to be rolled and the geometry of the row of support rollers for each support saddle as a base value for the associated pressure element.
- This base value is varied with a proportional value that can be selected for each printing element and is specified as a target value.
- the actual value is recorded using suitable pressure sensors.
- the voltage applied to a piezoelectric pressure element is kept at its desired value by means of known electronic controls.
- the invention described here using the example of a twelve-roll rolling mill can of course also be used in other rolling mills in which the rolling force is transmitted directly or via intermediate rolls to the bearing housing by means of support rollers, such as, for example, in six-roll or twenty-roll rolling mills .
- the invention is also not limited to the exemplary embodiment shown, but can also be used, for example, in a one-piece design of the upper and lower bearing housing or in a two-piece design of the same, in which the bearing housing is connected and guided by means of round rods, anchors or frames.
- the saddle pieces 16, according to FIG. 2 have holding members shown hatched there, such as e.g. Plates, held on the bearing housing and can be secured against falling out or moving.
- holding members and their attachment not shown here, to the bearing housing 2, they can also be easily replaced, for example for a change to rolls of different diameters.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Metal Rolling (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
- Transition And Organic Metals Composition Catalysts For Addition Polymerization (AREA)
- Transplanting Machines (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Description
- Die Erfindung betrifft ein Vielwalzengerüst nach dem Oberbegriff des Patentanspruchs 1.
- Derartige Vielwalzengerüste werden zur Herstellung ebener Bänder, wie zum Beispiel von Stahlbändern, verwendet. Um Bänder mit planer Oberfläche zu erhalten ist es erforderlich, die Walzspaltkontur dem Profil des einlaufenden Bandes anzupassen. Beim Walzen derartiger Bänder soll die Umformung des Materials, das heißt die Streckung des Bandes, bezogen auf die Bandbreite gleich sein und zwar unabhängig von eventuellen Dickenschwankungen des in das Walzengerüst einlaufenden Bandes.
- Bei Zwei- oder Vierwalzengerüsten ist hierzu die Bombierung der Arbeitswalzen und/oder eine Biegung derselben bekannt.
- Bei Vierwalzengerüsten wird die Anpassung an das Bandprofil unter anderem dadurch erreicht, daß die die Stützrollen gegen das Lagergehäuse abstützenden Sattelstücke unterschiedlich zugestellt werden, wodurch die die Stützrollen tragende Stützrollenwelle gebogen wird und dementsprechend die Stützrollen ebenfalls entsprechend ihrer Teilung über die Länge der Stützrollenwelle gebogen werden, über die Zwischenwalzen die Arbeitswalzen biegen und so die Walzspaltkontur beeinflussen.
- Die Biegung der Stützrollenwelle erfolgt in bekannter Weise über Bauelemente, die auf die die Stützrollen abstützenden Sattelstücke wirken, wie zum Beispiel durch Zahnstangen oder Hebel bewegbare Exzenter, durch Schrauben, Hydraulikzylinder oder andere Stellglieder bewegbare Keile, durch mit Drehantrieben versehene Gewindespindeln oder dergleichen.
- So ist zum Beispiel in der EP 0 476 905 A2 ein solches Vielwalzengerüst beschrieben, bei dem die Bewegung der Sattelstücke über auf der Stützrollenwelle vorgesehene Exzenter bewirkt wird, welche über einen Zahnrad/Zahnstangenantrieb betätigt werden. Diese Vorrichtung arbeitet im Bereich der Selbsthemmung oder im Grenzbereich. Bei Einleitung einer Stellbewegung muß das entsprechende Bauelement zunächst aus der Haftreibung losgebrochen werden. Sobald die Vorrichtung in Bewegung ist, ändert sich der Reibwert und es erfolgt unter Umständen ein Nachlauf, der so groß sein kann, daß anschließend eine Rückwärtsbewegung eingeleitet werden muß, um die gewünschte Position der Stützrollen bzw. die gewünschte Verbiegung der Arbeitswalze zu erreichen.
- Aus US 3 478 559, 3 363 444 und 4 676 085 sind Vorrichtungen bekannt, bei denen Druckelemente vorgesehen sind, mit denen die Sattelstücke eingestellt, die Stützrollen und somit auch die Arbeitswalze gebogen werden. Die Druckelemente greifen direkt am jeweiligen Sattelstück an, so daß die Bewegung der Druckelemente direkt auf die Sattelstücke übertragen wird und nachteilige Einflüsse der im selbsthemmenden Bereich arbeitenden bekannten Stellglieder vermieden werden. Dadurch kann ein ruckfreies Einstellen und erforderlichenfalls auch Nachstellen des Walzspaltes auch während des Walzbetriebes erfolgen.
- Bei diesen bekannten Vorrichtungen werden als Druckelemente Hydrauliksyteme verwendet.
- Der Erfindung liegt die Aufgabe zugrunde, ein Vielwalzengerüst unter Beibehaltung ruckfreier und während des Walzbetriebes durchführbarer Einstellmöglichkeiten weiter zu entwickeln.
- Die Aufgabe wird durch die Merkmale des Anspruchs 1 gelöst, insbesondere dadurch, daß als Druckelemente piezoelektrische Festkörperaktoren verwendet werden.
- Die Erfindung wird nachstehend anhand eines Ausführungsbeispieles eines Zwölf-Rollen-Walzwerkes beschrieben. Es zeigen im einzelnen:
- Fig.1
- den grundsätzlichen Aufbau eines derartigen Walzwerkes in einer Seitenansicht,
- Fig.2
- ein Detail aus Fig. 1 mit Druckelementen und
- Figur 3
- das erfindungsgemäße Walzwerk in einer Ansicht entlang der Schnittlinie A-B aus Figur 2.
- In der Figur 1 ist der Grundaufbau eines derartigen Walzwerks am Beispiel eines Zwölf-Rollen-Walzwerks dargestellt. Das dort in einer Seitenansicht gezeigte Walzgerüst besteht aus dem Gerüstrahmen 1, in dem verstellbar das Lagergehäuse 2 angeordnet ist. Dieses Lagergehäuse 7 nimmt drei Stützrollensätze 6 auf, welche ihrerseits über die Zwischenwalzen 5 die Arbeitswalze 4 tragen. Die genannte Anordnung ist im gezeigten Ausführungsbeispiel spiegelbildlich nochmals im Walzgerüst 1 vorhanden. Die Spiegelebene wird dabei durch die Materialdurchlaufbahn des zu walzenden Bandmaterials gebildet, so daß das Band 13 zwischen zwei Arbeitswalzen 4 hindurchgeführt wird. Der Aufbau des unteren Lagergehäuses mit seinen Walzen entspricht dem oberen, so daß sich eine nähere Beschreibung erübrigt und die Erfindung im folgenden anhand des oberen Lagergehäuses 2 und der ihm zugeordneten Teile erläutert wird.
- Figur 2 zeigt ein Walzgerüst eines Zwölf-Walzen-Walzwerks in der ausschnittsweisen Darstellung. Mit 2 ist hier wieder das obere Lagergehäuse bezeichnet, welches die drei Stützrollensätze 6, die von diesen getragenen Zwischenwalzen 5 sowie die Arbeitswalzen 4 zeigt, zwischen denen das zu walzende Bandmaterial 13 läuft. Die Führung des oberen Lagergehäuses 2 im aus der Figur 1 bekannten Gerüstrahmen und das untere Lagergehäuse sowie deren Einstellbarkeit in Bezug auf den Gerüstrahmen zur Beeinflussung der erwünschten Banddicke sind hier der Übersichtlichkeit wegen nicht dargestellt. Dabei kann das untere Lagergehäuse beispielsweise zur Anpassung an die Walzlinie bei Einsatz von Walzen unterschiedlicher Durchmesser höhenverstellbar sein und das obere Lagergehäuse mittels eines direkt wirkenden hydraulischen Anstellzylinders 3 (in Figur 1) in Bezug zum unteren Lagergehäuse zustellbar sein. Oberes und unteres Lagergehäuse sind mittels Hydraulikzylinder gegeneinander ausbalanciert und das obere Lagergehäuse 2 kann beispielsweise mittels der bedienungs- und antriebsseitig voneinander unabhängigen Walzenanstellung zur Einstellung eines keilförmigen Walzenspaltes verschwenkt werden.
- In der Darstellung gemäß der Figur 2 ist von jedem der drei Stützrollensätze 6 jeweils nur eine Stützrolle 15 sichtbar. Wie der Figur 3, die einen Schnitt entlang der Schnittlinie A-B aus Figur 2 darstellt, jedoch zu entnehmen ist, sind die Stützrollen 15 eines Stützrollensatzes 6 über die ganze Breite des Bandmaterials auf einer gemeinsamen Stützrollenwelle 14 angeordnet, wobei jeweils zwischen zwei benachbarten Stützrollen 15 sowie an den Außenseiten der beiden äußeren Stützrollen 15 Stützsättel 16 auf der Welle 14 vorgesehen sind, die die Stützrollen am Lagergehäuse 2 über kreisbogenförmige Aufnahmen abstützen.
- Durch Verstellung einzelner Stützrollen 15 eines oder mehrerer Stützrollensätze 6 kann die gewünschte Biegung des Bandmaterials zur Anpassung des Bandprofils über die Bandbreite erzielt werden. Eine solche Verstellung erfolgt über jeweils ein direkt auf den entsprechenden Stützsattel 16 wirkendes Druckelement.
- Dazu ist für jedes Druckelement im Lagergehäuse 2 eine Bohrung vorgesehen, die annähernd der Kraftrichtung in das Lagergehäuse folgend von der kreisbogenförmigen Aufnahme für den jeweiligen Stützsattel 16 ausgeht. In diese Bohrungen sind als Druckelemente piezoelektrische Festkörperaktoren eingesetzt, die vorzugsweise Kolbenstangenköpfe 12 mit passenden kreisbogenförmigen Aufnahmen für die Stützsättel 16 aufweisen. Anstelle derartiger kreisbogenförmiger Aufnahmen sind aber auch prismatische Aufnahmen bei entsprechender Ausbildung der Stützsättel 16 denkbar. Um ein seitliches Ausweichen des Stützrollensatzes 6 zu verhindern, müssen die Kolbenstangen mit den Kolbenstangenköpfen 12 exakt geführt werden.
- Die piezoelektrischen Festkörperaktoren können aus mehreren Keramikschichten bestehen, die bei Anlegen einer elektrischen Spannung ihre Dicke ändern und so in ihrer Wirkung auf die Stützsättel 16 den Hydraulikzylindern gleichzusetzen sind.
- In Ruhe nehmen die Druckelemente eine Stellung ein, in der die Kolben in das Lagergehäuse zurückgezogen sind und die Aufnahmen der Kolbenstangenköpfe 12 mit den Aufnahmen im Lagergehäuse 2 fluchten.
- Die Achsparallelität der Stützrollensätze 6 untereinander und daraus folgend auch der Zwischen- und der Arbeitswalzen ist bei dem oben beschriebenen Einbau gewährleistet und darüberhinaus ist ein einfachen Auswechseln der Stützrollensätze 6 sichergestellt.
- Eine erwünschte Biegung der Stützrollenwelle 14 und dadurch der Arbeitswalze 4 und Anpassung der Walzspaltkontur erfolgt durch entsprechendes Aktivieren der jeweiligen Druckelemente, die über ihre Kolben jedes der Sattelstücke 16 in eine definierte Position bewegen, wodurch eine gezielte Biegelinie der Stützrollenwelle hervorgerufen wird, die über die Zwischenwalzen 5 auf die Arbeitswalze 4 übertragen wird.
- Um nun eine positive Biegung des Bandmaterials zu erhalten, werden die bezogen auf die Bandbreite des Walzmaterials äußeren Stützsättel 16 des oder der betreffenden Stützrollensätze in ihrer Stellung relativ zum Lagergehäuse fixiert, während die inneren Stützsättel in der oben beschriebenen Weise über die Druckelemente bewegbar sind und so die entsprechende Durchbiegung erzielen.
- Umgekehrt werden für eine negative Biegung der oder die inneren Stützsättel fixiert und die äußeren Stützsättel entsprechend von den Druckelementen beaufschlagt.
- Die Fixierung der Stützsättel kann je nach Bedarf direkt im Lagergehäuse 2 erfolgen; es ist aber auch denkbar, daß eine formschlüssige Verbindung zwischen den Stützsätteln und den zugehörigen Druckelementen vorgesehen ist und die Fixierung über letztere erfolgt.
- Mit dem erfindungsgemäßen Walzgerüst ist es daher möglich, auf Zwischenglieder zwischen den Stellelementen und den Stützsätteln, zu deren Bewegung Reibung zu überwinden ist, zu verzichten und durch die direkte Beaufschlagung derselben ein ruckfreies Einstellen vorzusehen. Eine solche ruckfreie Einstellung läßt dann auch den Einsatz elektronischer Regelungen zu, mit deren Hilfe die Stützsättel während des Walzbetriebs in die erforderlichen Positionen gebracht und dort gehalten, aber auch je nach Bedarf verstellt und angepaßt werden können. Diese Regelung kann dann den Sollwert selbst bei unterschiedlich schwankender Belastung exakt halten.
- Nachstehend sind für eine derartige Regelung geeignete Verfahren beschrieben.
- Als erstes geeignetes Verfahren ist die Lageregelung beschrieben. Dabei wird der Sollwert als Weg für jeden Kolben, der zum Bewegen des zugehörigen Stützsattels erforderlich sein soll, vorgegeben.
- Die Istwerterfassung des Weges erfolgt über digitale oder analoge Wegmeßgeräte 17 bekannter Art, die beispielsweise von der nach außerhalb des Lagergehäuses herausgeführten Kolbenstange bewegt werden. Mittels bekannter elektronischer Regelungen wird die angelegte Spannung so gesteuert, daß die vorgegebene Stellung des Kolbens auch bei unterschiedlicher Belastung in der Sollstellung gehalten wird.
- Einer derartigen Regelung kann dann noch zur Vervollkommnung ein Korrekturwert überlagert werden, der walzkraftabhängig die Elastizität des Systems, wie Abplattungen und elastische Formänderungen der Arbeitswalze, der Zwischenwalzen bzw. der Stützrollen als Sollwertänderung für die Stellbewegung berücksichtigt und in die Regelung einfließt.
- Ein zweites Verfahren ist das der Druckregelung. Hierbei wird die für die Verformung des Bandes notwendige Walzkraft an den Zylindern der Walzenanstellung gemessen und entsprechend der zu walzenden Bandbreite und der Geometrie der Stützrollenreihe für jeden Stützsattel als Basiswert für das zugehörige Druckelement errechnet.
- Dieser Basiswert wird mit einem für jedes Druckelement wählbaren Anteilswert variiert und als Sollwert vorgegeben.
- Die Istwerterfassung erfolgt in diesem Fall über geeignete Druckmeßgeber.
- Mittels bekannter elektronischer Regelungen wird die an ein piezoelektrisches Druckelement angelegte Spannung auf ihrem Sollwert gehalten.
- Bei der Walzkraft "0" erfolgt also keine Biegung, bei Ansteigen der Walzkraft jedoch eine entsprechende Vergrößerung des Solldruckes der einzelnen Druckelemente entsprechend dem eingestellten Anteilswert.
- Es wird eine gewollt ungleichmäßige Verteilung der Walzkraft auf die einzelnen Sattelstücke und damit eine Beeinflussung der Walzspaltkontur erreicht.
- Dadurch kann dann ebenfalls die oben erwähnte Elastizität des Systems eliminert werden.
- Die beiden hier vorgestellten Regelungsmöglichkeiten können sowohl jeweils für sich, als auch in Kombination miteinander eingesetzt werden.
- Die hier am Beispiel eines Zwölf-Walzen-Walzwerks beschriebene Erfindung läßt sich selbstverständlich auch bei anderen Walzwerken, bei denen die Walzkraft direkt oder über Zwischenwalzen mittels Stützrollen auf das Lagergehäuse übertragen wird, einsetzen wie beispielsweise bei Sechs-Walzen- oder Zwanzig-Walzen-Walzwerken.
- Ebenso ist ersichtlich, daß nicht nur eine Biegung der äußeren Stützrollenwelle, sondern auch weiterer Stützrollenwellen allein oder in Kombination miteinander mit der Erfindung durchführbar ist.
- Auch ist die Erfindung nicht auf das gezeigte Ausführungsbeispiel beschränkt, sondern beispielsweise auch bei einteiliger Ausführung von oberem und unterem Lagergehäuse einsetzbar oder bei zweiteiliger Ausführung derselben, bei denen die Lagergehäuse mittels Rundstangen, Anker oder Rahmen verbunden und anstellbar geführt sind.
- Ergänzend sei darauf hingewiesen, daß die Sattelstücke 16, gemäß Figur 2, über dort schraffiert dargestellte Halteglieder, wie z.B. Platten, am Lagergehäuse gehalten und gegen ein Herausfallen oder Verschieben gesichert werden können. Durch entsprechende Ausbildung der Halteglieder und ihrer hier nicht gezeigten Befestigung am Lagergehäuse 2 ist auch ein leichtes Auswechseln derselben, beispielsweise für einen Wechsel zu Rollen anderen Durchmessers möglich.
Claims (8)
- Vielwalzengerüst mit auf wenigstens einer Seite des Walzpfades angeordneter Arbeitswalze (4), wenigstens einer Zwischenwalze (5) sowie wenigstens einem Stützrollensatz (6), jeweils bestehend aus einer Mehrzahl von auf eine Stützrollenwelle (14) aufgesetzten Stützrollen (15), wobei die Stützrollenwelle (14) im wesentlichen parallel zur Längsachse der Arbeitswalze (4) und der Zwischenwalze (5) verläuft, sowie einer Mehrzahl von den Stützrollensatz (6) an einem Lagergehäuse (2) abstützenden Sattelstücken (16), wobei die einzelnen Sattelstücke (16) unabhängig voneinander in ihrer Lage relativ zur Achse des Arbeitswalze (4) zur Biegung derselben über Verstellvorrichtungen einstellbar sind, wobei die Verstellvorrichtungen jeweils aus einem die entsprechenden Sattelstücke (16) direkt beaufschlagenden Druckelement (11,12) bestehen, dadurch gekennzeichnet, daß die Druckelemente (11,12) als piezoelektrische Festkörperaktoren ausgebildet sind.
- Vielwalzengerüst nach Anspruch 1,
dadurch gekennzeichnet, daß
die Druckelemente in ihrer Längsrichtung im Lagergehäuse (2) beweglich angeordnet sind. - Vielwalzengerüst nach einem der Ansprüche 1 bis 2,
dadurch gekennzeichnet, daß zur Erzielung einer positiven Verbiegung der Arbeitswalze (4) die bezogen auf die Stützrollenwelle (14) äußeren Stützsättel (16) in ihrer Stellung relativ zum Lagergehäuse (2) fixierbar sind. - Vielwalzengerüst nach einem der Ansprüche 1 bis 2,
dadurch gekennzeichnet, daß zur Erzielung einer negativen Verbiegung der Arbeitswalze (4) die bezogen auf die Stützrollenwelle (14) inneren Stützsättel (16) in ihrer Stellung relativ zum Lagergehäuse (2) fixierbar sind. - Vielwalzengerüst nach Anspruch 3 oder 4, dadurch gekennzeichnet, daß
die Fixierung über die Druckelemente erfolgt. - Vielwalzengerüst nach einem der Ansprüche 1 bis 5,
dadurch gekennzeichnet, daß
eine Lageregelung für die Betätigung der einzelnen Druckelemente vorgesehen ist. - Vielwalzengerüst nach einem der Ansprüche 1 bis 6,
dadurch gekennzeichnet, daß
eine Druckregelung für die Betätigung der einzelnen Druckelemente vorgesehen ist. - Vielwalzengerüst nach einem der Ansprüche 6 oder 7,
dadurch gekennzeichnet, daß
der Regelung eine Korrektureinrichtung für die elastische Verformung der Bauteile zugeordnet ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4241267 | 1992-12-08 | ||
| DE4241267A DE4241267A1 (de) | 1992-12-08 | 1992-12-08 | Vielwalzengerüst |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0602492A1 EP0602492A1 (de) | 1994-06-22 |
| EP0602492B1 true EP0602492B1 (de) | 1997-03-12 |
Family
ID=6474670
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93119614A Expired - Lifetime EP0602492B1 (de) | 1992-12-08 | 1993-12-06 | Vielwalzengerüst |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0602492B1 (de) |
| JP (1) | JP3305840B2 (de) |
| AT (1) | ATE149888T1 (de) |
| DE (2) | DE4241267A1 (de) |
| RU (1) | RU2108175C1 (de) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL1010366C2 (nl) * | 1998-10-21 | 2000-04-25 | Hoogovens Corporate Services B | Inrichting voor een nauwkeurige positieregeling van een krachtoverbrengend systeem. |
| AP2091A (en) * | 1999-03-04 | 2010-01-18 | Zheng Hongzhuan | A rolling mill with roll deflection bi-dimensionally controlled. |
| CN100345642C (zh) * | 2003-06-09 | 2007-10-31 | 郑红专 | 支撑辊组件 |
| DE102007006683A1 (de) * | 2007-02-10 | 2008-08-28 | WINKLER + DüNNEBIER AG | Vorrichtung und Verfahren zur aktiven Schwingungsdämpfung bei gegenläufig rotierenden Walzen |
| DE102009060640A1 (de) * | 2009-07-07 | 2011-01-13 | Sms Siemag Ag | Clusterarmanordnung für die Zwischenwalzensätze von 18 HS Walzgerüsten |
| JP5613399B2 (ja) * | 2009-11-05 | 2014-10-22 | 三菱日立製鉄機械株式会社 | クラスター式多段圧延機 |
| CN102825066A (zh) * | 2012-09-13 | 2012-12-19 | 山东沃德动力科技有限公司 | 一种不锈钢带精轧机组 |
| CN103341493B (zh) * | 2013-07-11 | 2016-01-20 | 陶洪瑞 | 十八辊轧机工作辊侧支撑的油缸斜铁调整装置 |
| CN103316921A (zh) * | 2013-07-11 | 2013-09-25 | 陶洪瑞 | 十八辊轧机工作辊侧支撑的斜铁调整装置 |
| CN103658191B (zh) * | 2013-12-31 | 2015-06-24 | 一重集团大连设计研究院有限公司 | 一种冷轧机工作辊侧支承装置 |
| CN105290111B (zh) * | 2015-11-27 | 2017-04-05 | 中冶南方工程技术有限公司 | 一种用于十八辊冷轧机的换辊连接装置及换辊方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1015988A (en) * | 1962-12-22 | 1966-01-05 | Skf Svenska Kullagerfab Ab | Improvements in or relating to devices for supporting a load in a machine |
| US3478559A (en) * | 1966-05-20 | 1969-11-18 | Natalis H Polakowski | Flexible strip rolling mill |
| SU523726A1 (ru) * | 1975-02-03 | 1976-08-05 | Предприятие П/Я А-7697 | Рабоча клеть многовалкового прокатного стана |
| SU895568A1 (ru) * | 1975-03-24 | 1982-01-07 | Предприятие П/Я А-7697 | Опорное устройство прокатного валка |
| CH617603A5 (de) * | 1976-10-21 | 1980-06-13 | Escher Wyss Ag | |
| SU947934A1 (ru) * | 1978-03-07 | 1982-07-30 | Предприятие П/Я А-1376 | Пьезоэлектрический преобразователь перемещени дискретного действи |
| AT368040B (de) * | 1981-01-14 | 1982-08-25 | Andritz Ag Maschf | Walzenlagerung an walzgeruesten |
| JPS5970407A (ja) * | 1982-10-15 | 1984-04-20 | Sumitomo Metal Ind Ltd | 分割バツクアツプロ−ルを備えた圧延機 |
| US4603569A (en) * | 1984-07-20 | 1986-08-05 | Tadeusz Sendzimir | Pressure controlled plate mill |
| US4676085A (en) * | 1985-07-31 | 1987-06-30 | Wean United Rolling Mills, Inc. | Rolling mill for controlling the contour of a workpiece |
| JP3034928B2 (ja) * | 1990-09-19 | 2000-04-17 | 株式会社日立製作所 | 多段圧延機,クラスタ式圧延機,センジマー型多段圧延機及び多段圧延機の制御方法 |
| DE4131571C2 (de) * | 1991-09-23 | 1994-11-10 | Sundwiger Eisen Maschinen | Walzenstützvorrichtung zur Korrektur des Walzenspaltes in einem Vielwalzen-Walzgerüst für Bänder |
-
1992
- 1992-12-08 DE DE4241267A patent/DE4241267A1/de not_active Withdrawn
-
1993
- 1993-12-06 DE DE59305750T patent/DE59305750D1/de not_active Expired - Fee Related
- 1993-12-06 AT AT93119614T patent/ATE149888T1/de active
- 1993-12-06 EP EP93119614A patent/EP0602492B1/de not_active Expired - Lifetime
- 1993-12-07 RU RU93054174A patent/RU2108175C1/ru active
- 1993-12-07 JP JP30680793A patent/JP3305840B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP0602492A1 (de) | 1994-06-22 |
| JP3305840B2 (ja) | 2002-07-24 |
| RU2108175C1 (ru) | 1998-04-10 |
| DE59305750D1 (de) | 1997-04-17 |
| ATE149888T1 (de) | 1997-03-15 |
| DE4241267A1 (de) | 1994-06-09 |
| JPH07284821A (ja) | 1995-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2825332B1 (de) | Vorrichtung und verfahren zum richten von metallband | |
| DE69915096T2 (de) | Drahtsäge zum aufschneiden von steinblöcken in platten mit einstellbarer spannung der individuellen sägedrähte | |
| DE3212070C2 (de) | Walzgerüst mit einer Vorrichtung zur Einhaltung der Ebenheit des gewalzten Guts | |
| EP0602492B1 (de) | Vielwalzengerüst | |
| DE2919105A1 (de) | Walzwerk | |
| DE69009362T2 (de) | Walzwerk und Walzverfahren. | |
| DE2748033A1 (de) | Universalwalzgeruest fuer eine i-traegerwalzstrasse und duowalzgeruest fuer eine profilstahlwalzstrasse | |
| DE3029668A1 (de) | Stuetzwalzen-einstellvorrichtung fuer ein sendzimir-walzwerk | |
| DE2856525A1 (de) | Verfahren und vorrichtung zur verarbeitung mit matrizenwalzen bzw. praegerollen | |
| EP1294503A1 (de) | Profilrichtmaschine | |
| DE1427888B2 (de) | Einrichtung zur Dickenverringerung von Bandmaterial | |
| DE1809638A1 (de) | Vorrichtung zum Bearbeiten von Blech- oder Bandmaterial | |
| DE69511651T2 (de) | Walzanlage | |
| DE2048353C3 (de) | Walzgerüst | |
| EP0371280B1 (de) | Verfahren zum Richten von Blechen, Bändern, Tafeln, Profilen, Trägern etc. | |
| DE2341768A1 (de) | Walzgeruest | |
| DE69519158T2 (de) | Verbesserungen an oder bezüglich Profilwalzanlagen | |
| EP3325186B1 (de) | Anlage und verfahren zum beseitigen von planheitsfehlern eines metallischen flachprodukts | |
| EP1212153B1 (de) | Walzgerüst | |
| EP0665067A1 (de) | Vielwalzengerüst in Ständerbauweise vorzugsweise mit direkter hydraulischer Anstellung | |
| EP0102014B1 (de) | Walzgerüst zum Auswalzen von Bandmaterial unterschiedlicher Breite | |
| EP0181474B1 (de) | Sechs-Walzen-Walzwerk | |
| DE69612225T2 (de) | Verfahren und Vorrichtung zum Richten von flachen metallischen Produkten sowie Blechen, Metallbanden | |
| EP0086934B1 (de) | Verfahren und Walzgerüst zum Auswalzen von Bandmaterial unterschiedlicher Breite | |
| DE4131571C2 (de) | Walzenstützvorrichtung zur Korrektur des Walzenspaltes in einem Vielwalzen-Walzgerüst für Bänder |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT DE FR GB |
|
| 17P | Request for examination filed |
Effective date: 19941212 |
|
| 17Q | First examination report despatched |
Effective date: 19950831 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FR GB |
|
| REF | Corresponds to: |
Ref document number: 149888 Country of ref document: AT Date of ref document: 19970315 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19970312 |
|
| REF | Corresponds to: |
Ref document number: 59305750 Country of ref document: DE Date of ref document: 19970417 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20001130 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20001213 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20001228 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010221 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011206 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011206 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020702 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20011206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020830 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |