EP0613819B1 - Procédé et dispositif pour fabriquer un emballage blister-carton - Google Patents
Procédé et dispositif pour fabriquer un emballage blister-carton Download PDFInfo
- Publication number
- EP0613819B1 EP0613819B1 EP94103318A EP94103318A EP0613819B1 EP 0613819 B1 EP0613819 B1 EP 0613819B1 EP 94103318 A EP94103318 A EP 94103318A EP 94103318 A EP94103318 A EP 94103318A EP 0613819 B1 EP0613819 B1 EP 0613819B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- blister
- cardboard
- pack
- tape
- blister pack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/50—Enclosing articles, or quantities of material, by disposing contents between two sheets, e.g. pocketed sheets, and securing their opposed free margins
Definitions
- the invention relates to a method for producing a blister pack with a cardboard insert (Blister cardboard pack) according to the preamble of claim 1 and a device for producing a blister cardboard pack according to the preamble of the claim 14.
- Blister cardboard packs are known per se, particularly in the medical field, where they are used for the packaging of pharmaceuticals such as tablets or the like.
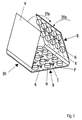
- Such Blister cardboard pack BK is shown in Fig. 1. It essentially consists of one Blister pack B and a cardboard insert K.
- the cardboard insert is on the blister pack sealed and serves to reinforce the blister pack and as an information carrier, for example for information on the dosage or pharmaceutical form and for Manufacturer information.
- blister pack B also becomes packaging and Administration of medical preparations such as tablets or the like used.
- This Blister pack is made on a known blister pack manufacturing machine 1 manufactured, as shown in Fig. 2.
- the tablets are placed between two strips of film Tape form sealed in, the film strips later torn to remove a tablet or subtracted from each other.
- the endless blister pack strip is in the or separated into individual sections following the blister pack production machine 1, each containing one or more tablets, followed by these sections put in a multipack.
- the blister pack B used in the context of the invention consists of a base film which for example made of PVC and the courtyards or bowls N for the product to be inserted having. These cups are made from the base film in the blister pack manufacturing machine 1 molded out.
- a second film or cover film is applied to the base film using sealing wax sealed up to open the blister for taking a tablet from the Bottom film is peeled off.
- This second sealing film usually consists of several layers, for example a polyester layer, a metal foil layer and one Paper layer.
- On the side of the cover film facing the base film is initially the polyester layer, which is the weak point for peeling off the cover film from the bottom film forms.
- the metal foil layer for example an aluminum layer, is located above it. which seals the tablet airtight and watertight in the bowls. To increase the The paper layer can also provide stability against the cover film being pushed through be provided.
- On the polyester layer is the sealing wax through which the cover film is sealed onto the bottom film.
- perforation lines can sections for single dosages, e.g. B. formed for a single tablet with the individual section being separated from the blister cardboard pack can.
- the cardboard insert and the bottom foil of the blister pack can in the cardboard insert and the bottom foil of the blister pack at the crossing points of the perforation lines P, that is to say between adjacent cups N, further recesses E be provided on which the cover film of the blister pack B is not through the cardboard insert K and the bottom film of the blister pack is covered, but remains free.
- detaching a single section of the blister cardboard pack BK is then on at least one corner of this individual section, such a part of the recess which remains free E the cardboard insert and the bottom sheet.
- Another method and another device for producing a blister cardboard pack are known from CH-A-448 485. This document describes the procedure accordingly the preamble of claim 1 and the device according to the Preamble of claim 14.
- a continuous film tape, from which later a blister pack is formed is combined with a cardboard insert at a union station.
- the Cardboard insert is also provided as an endless belt.
- Openings or recesses punched into the cardboard tape. These recesses serve in addition, the wells which are subsequently formed by deep drawing during the formation of the blister pack to record.
- the wells of the so formed blister cardboard pack filled with the product in question and sealed.
- the blister cardboard packing tape is cut into individual sections with the length of one Blister cardboard pack separated.
- This known method has the disadvantage that all of them are used to produce the finished blister cardboard pack contain the necessary individual steps in a single production process are, namely punching out the recesses from the cardboard web, sealing the Blister pack film on the cardboard web, the subsequent deep drawing of the product wells the blister pack film and filling the wells with the product to be packaged. If problems occur at any of these stations, the entire production process disturbed and interrupted. For example, it is problematic to deep-draw the bowls Make the film exactly at the position of the combined tape where the previously punched out There are recesses in the cardboard insert without damaging the cardboard insert becomes.
- the bowls must be filled exactly at the position of the belt, on which there is a cup previously produced by deep drawing and on which in turn previously a recess has been punched out of the cardboard web. All of these steps need to be done so be exactly synchronized with each other.
- the speed of the cardboard web must be synchronized with the speed of the blister pack film web. All in all only a slow speed of the production process is possible. Will this Requirements not met arise in the same way as that described above Example faulty and unusable blister cardboard packs with a correspondingly high level Reject rate.
- the object of the invention is therefore to produce a blister cardboard pack by Join a cardboard insert with a blister pack tape to speed up and safer to make, whereby a committee should be reduced and costs saved.
- the cardboard insert is then placed on the blister pack tape in the union station, the recesses of the cardboard insert overlap the wells of the blister pack.
- the the blister-cardboard packaging tape thus formed is then essentially in steps the length of a blister carton pack moved further. Finally it will Blister cardboard packing tape into individual sections the length of a blister cardboard pack Cut.
- the invention thus provides an automated method and an associated device created for the production of a blister cardboard pack, in contrast to the state of the art, individual cardboard inserts one after the other on the inseparable endless blister pack tape laid on and sealed with this. Only then will it be so formed blister cardboard packing tape separated into individual blister cardboard packing sections.
- the blister pack tape is then used to guide and position the device forming blister cardboard packs.
- This method can be used depending on the application with a single blister pack band or with several parallel to each other Carry out blister pack tapes.
- the bowls of the blister pack and the associated recesses in the cardboard insert depending on the Product that is sealed in the bowls have any shape.
- a stack packaging machine 3 can also be used be provided.
- the blister pack B In the conventional blister pack manufacturing machine 1, the blister pack B, as described above, manufactured as an endless belt.
- the cardboard insert K can be placed on the blister pack tape from above, this is at the exit of the Blister pack manufacturing machine 1 in an interlacing area 4 by 180 ° by one Axis twisted or crossed, which is substantially parallel to the direction of conveyance of the blister pack tape lies, so that the bowls of the blister pack then point upwards.
- the blister pack tape B thus twisted then becomes the blister carton pack making machine 2 fed.
- the blister pack tape is therefore constantly in the right location for the respective production step. For filling the bowls with the product they face down in the blister pack manufacturing machine 1. After the bowls for placing the cardboard insert indicate the interlacing of the blister pack tape up in the blister carton pack making machine 2.
- a blending station is located in the blister carton pack making machine 2 11, in which the cardboard insert K is placed on the blister pack tape B. This will at this union station 11, the cardboard insert provided the recesses for the Blister packs. In the conveying direction of the blister pack, the cardboard insert in essentially the length of a blister cardboard pack BK, and in particular it is slight longer than a blister box.
- the blister pack tape B becomes the union station 11 in steps of essentially the length of a blister cardboard pack BK fed, especially in increments that are slightly longer than one Blister carton pack are. Also by means of these funding bodies, this is done by hanging up the cardboard insert K formed on the blister packing tape B blister cardboard packing tape behind the union station 11 again in steps with essentially the length of a blister carton pack moved further.
- the feed pawl 10, the holding pliers 9 and the draw-off rollers 15 thus run synchronously with one another.
- the blister pack tape B is in front of the union station 11 positioned relative to the cardboard insert K.
- the feed pawl 10 engages on the The front of the foremost wells N of the blister pack by one short movement opposite to the direction of conveyance of the blister cardboard packing tape makes.
- the blister pack tape is then one promoted by the feed pawl 10 limited path, the length of one to be formed Blister carton pack section corresponds.
- the horizontal one determines Stroke of the feed pawl the feed carried out in a single conveying step of the blister pack tape.
- the feed pawl 10 At the end of its horizontal movement in the conveying direction, it comes loose the feed pawl 10 upwards from the blister pack belt and runs counter to it to the direction of conveyance back to its original position on the bowls of the attack the next blister cardboard pack to be formed.
- the holding forceps 9 released until then holds the blister pack tape against further forward movement by pulling the take-off rollers 15 firm.
- the take-off rollers 15 are provided with a slip clutch. While the drive of the take-off rollers 15 runs continuously, the rollers themselves come to Standstill when the holding pliers 9 or the feed pawl 10 counter the blister pack tape Hold the feed.
- the blister pack tape then exercises such on the take-off rollers 15 Force that their slip clutch is released and the rollers come to a standstill. If the force of the holding pliers 9 or the feed pawl 10 is lost, i.e. if this is detach from the blister pack tape, the slip clutch of the take-off rollers 15 engages again. The take-off rollers 15 then pull the blister pack band again by the stroke and approximately at the feed speed of the feed pawl 10 further in the conveying direction. The Draw-off rollers 15 thus effect the actual feed pull while the feed pawl 10 determines the approved stroke. Instead of the slip clutch on the take-off rollers 15, a correspondingly acting electronic element can also be provided.
- the cardboard insert K is made to measure on the blister pack tape B placed, the recesses of the cardboard insert the bowls N of the blister pack B overlap.
- a turntable 25 is arranged next to the union station 11 .
- the cardboard insert taken from a magazine 26.
- the turntable 25 can in a second position 27 optionally a part of the cardboard insert over another part of the Cardboard insert to be folded.
- the turntable again 25 in a third position 28 the parts of the cardboard insert folded together sealed.
- the insert can be formed, for example, an insert pocket.
- the turntable 25 is rotated further into a last position 29, in which the cardboard insert from the Turntable 25 is removed and placed on the blister pack tape.
- the cardboard insert by 180 ° parallel to the conveying direction of the blister pack tape and turns them from the side and from above custom-made on the blister pack tape, the recesses of the cardboard insert reach over the bowls of the blister pack.
- the one pointing upwards on the turntable 25 The side of the cardboard insert is thus turned downwards and then lies on the blister pack tape on.
- the cardboard insert provided laterally next to the union station 11, transversely to the conveying direction of the blister pack belt transferred and placed on the blister pack tape from above the cardboard insert is provided in a magazine arranged above the merging station 11 from which it is placed on the blister pack tape from above.
- the cardboard insert can also be placed without the previously created pocket. This could then be folded and folded in a subsequent station on the feed line Sealing parts of the cardboard insert are formed, as explained further below.
- a sealing station 12 is connected to the union station 11 Seal the blister pack tape with the cardboard insert provided.
- a cooling station 13 the blister cardboard packaging tape formed is then cooled.
- a perforating station 14 which Blister cardboard packing tape is perforated lengthways and / or crossways, causing the top described individual sections of the blister cardboard pack BK are formed, which then for example for a single dose in the blister carton pack contained drug can be separated from this.
- the blister cardboard pack should have an insert pocket
- the two embodiments described above for placing the cardboard insert on the blister pack tape as an alternative to the two sealing stations for sealing the insert pocket and for sealing the cardboard insert with the blister pack tape a sealing station can be saved. Both sealing processes are then carried out in one station performed simultaneously, which is a simpler and less expensive solution.
- the stroke of the feed pawl 10 is, for example, 122.5 mm per Clock.
- Suction cups 18 and conveying devices such as are connected to the cutting or punching station 16 for example, lifting rails 19 for conveying the blister cardboard packs formed BK on.
- Fig. 2 is in the blister pack making machine 1 one Control device 32, which already determines during the production of the blister pack whether a defective blister pack is present, e.g. if it is not completely sealed or if one or more products are missing in the cups per packing unit. Identifies the control device 32 such a faulty blister pack, it controls the turntable 25 in such a way that it will skip a beat if the faulty blister pack the union station 11 reached so that here no cardboard insert is placed on the blister pack tape.
- the Control device 32 also controls the sealing station 12, the cooling station 13, the perforating station 14 and the suction cups 18 such that they do not work if they have the corresponding the blister pack is faulty.
- the sealing station 12 and the perforating station 14 there are synchronous clutches which are controlled by the control device 32 and cause the respective station to not work if it was previously in the Blister pack manufacturing machine detected faulty blister pack reached this station.
- the suction cups 18 also stop when they are reported to them by the control device 32 faulty blister pack can be reached.
- the still inseparable Blister-cardboard packing tape behind the cutting station 16 immediately before cutting the next blister carton pack is pushed over a free space, see above that about two thirds to three quarters of the blister carton pack length protrude freely. If it is a good, usable blister cardboard box, it will be in front of the Cutting received by the suction cup 18, held and continued after the cutting promoted to the lifting rail 19. However, if the blister pack is faulty, so the suction 18 does not work and the pack falls through the free after cutting Space down into a reject bin 17.
- each other Blister pack tapes parallel to the blister carton pack making machine 2 to each other with the cardboard insert placed on several or all of these tapes becomes.
- these tapes are connected to each other by the cardboard insert.
- a cutting device at the outlet of the blister pack manufacturing machine 1 7 provided that the hitherto connected blister pack tape in the longitudinal direction in the at least two independent blister pack tapes separates.
- the individual blister cardboard packs BK in the cutting station 16 from the Blister cardboard packaging tape has been cut off, they lie flat in the conveyor.
- the upper or outer blister cardboard packing section and the laterally protruding section with the insert pocket of the cardboard insert inwards over the inner blister cardboard packing section be folded.
- two in following the cutting station 16 Direction of delivery folding stations 20, 21 are provided, through which the Blister cardboard pack BK conveyed through by means of lifting rails or driving rakes 19 becomes.
- the upper or outer blister cardboard packaging section folded laterally over the inner blister cardboard packing section first Folding 20a in Fig. 1).
- the bowls of the two blister cardboard pack sections are arranged and aligned so that the two Nap rows of the outer packing section lying next to one another transversely to the conveying direction after folding in the free spaces between the three next to each other across the conveying direction lying rows of nap of the inner packing section.
- the Wells of the two pack sections not next to each other but next to each other, whereby a lower height of the folded pack is achieved and thus a lower Space is required for further packaging.
- an insertion station 31 can be placed between the two folding stations 20 and 21 to add other inserts, such as package inserts or brochures, to the individual blister cardboard packs may be provided.
- the individual blister cardboard pack is made by means of the lifting rails or driver rakes 19 promoted by the folding stations 20 and 21 and the loading station 31.
- the purpose of the lifting rails is to have fingers on the front and back of each Attack blister cardboard packs for guiding them.
- the lifting rails 19 push the Pack then by a stroke length, which corresponds essentially to the length of a pack, in Direction of conveyance, then dive down and run below the Pack back to its starting position to pick up the next pack.
- An additional, but not necessary, safety feature can be placed between the lifting rails fixed fingers are arranged to hold and fix the individual packs during the lifting rail has detached itself from these and returns to its starting position.
- At the embodiment described here with two parallel to each other Blister cardboard packing tapes can have two lifting rails with two fingers side by side and several such finger pairs can be provided one behind the other in the conveying direction.
- a common one Method provides for the use of chain conveyors with carriers. Instead of Toothed belts can be used, with drivers attached to their backs in accordance with the division are.
- vacuum conveyor belts can be used, which are suitable for division perforated or perforated timing belts are made, one from below through the holes acting vacuum holds the product to be conveyed.
- a Slide 22 pushes individual blister cardboard packs out of the conveyor 19 in a stack above. After a certain number of blister cardboard packs becomes this stack through a further slide 23 into a conventional stack packaging machine 3 pushed out.
- the stack of blister cardboard packs is further processed here, For example, packed and checked in a wrapping box.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Container Filling Or Packaging Operations (AREA)
- Making Paper Articles (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
Claims (27)
- Procédé pour la fabrication d'un emballage blister (B) avec une feuille de carton supplémentaire (K) (emballage blister-carton BK) présentant les étapes suivantes :a) mise à disposition d'une bande sans fin d'emballage blister (B) à une station d'assemblage (11);b) mise à disposition d'une feuille de carton supplémentaire (K) qui présente des échancrures pour des godets (N) de l'emballage blister (B) à la station d'assemblage (11);c) raccordement de la bande sans fin d'emballage blister (B) avec la feuille de carton supplémentaire (K) en une bande d'emballage blister-carton;d) séparation de la bande d'emballage blister-carton formée en sections individuelles présentant la longueur d'un emballage blister-carton (BK);
caractérisé par les étapes suivantes :e) la bande d'emballage blister (B) est mise à disposition à la station d'assemblage (11) avec des produits scellés dans des godets (N);f) la feuille de carton supplémentaire (K) est mise à disposition à la station d'assemblage (11) dans une longueur qui est substantiellement celle de l'emballage blister-carton (BK) en direction de transport de l'emballage blister;g) la bande d'emballage blister (B) est acheminée à la station d'assemblage (11) en cadence représentant substantiellement la longueur d'un emballage blister-carton (BK);h) la feuille de carton supplémentaire (K), dans les dimensions appropriées, est posée dans la station d'assemblage (11) sur la bande d'emballage blister (B), les échancrures de la feuille de carton supplémentaire s'engageant par-dessus les godets (N) de l'emballage blister;i) la bande d'emballage blister-carton formée est déplacée en cadence substantiellement de la longueur d'un emballage blister-carton (BK). - Procédé selon la revendication 1, caractérisé en ce que les étapes g) et i) sont exécutées ensemble par des organes de transport (10, 15) se déplaçant de manière réciproquement synchrone dans les sous-étapes suivantes :positionnement de la bande d'emballage blister (B) devant la station d'assemblage (11) par rapport à la feuille de carton supplémentaire (K) au moyen d'un organe de transport (10) attaquant au côté avant des godets (N) les plus avancés en direction du transport;poursuite du transport en cadence de la bande d'emballage blister (B) dans la station d'assemblage (11) d'une distance prédéterminée par les organes de transport (10);déplacement ultérieur de la bande d'emballage blister-carton au-delà de la station d'assemblage (11) au moyen des organes de transport (10, 15).
- Procédé selon la revendication 1, caractérisé par les étapes suivantes :mise à disposition de la bande d'emballage blister (B) présentant des godets (N) dirigés vers le bas;rotation de la bande d'emballage blister (B) de 180° autour d'un axe qui se trouve essentiellement en parallèle à la direction de transport de la bande d'emballage blister de sorte que les godets (N) sont dirigés vers le haut.
- Procédé selon la revendication 1, caractérisé en ce que la feuille de carton supplémentaire (K) est mise à disposition latéralement à côté de la station d'assemblage (11), transférée transversalement par rapport à la direction de transport de la bande d'emballage blister (B) et posée d'en haut sur la bande d'emballage blister.
- Procédé selon la revendication 1, caractérisé en ce que la feuille de carton supplémentaire (K) est mise à disposition au-dessus de la station d'assemblage (11) et est posée d'en haut sur la bande d'emballage blister (B).
- Procédé selon la revendication 1, caractérisé en ce que l'étape c) présente les sous-étapes suivantes :scellement de la bande d'emballage blister (B) avec la feuille de carton supplémentaire (K);refroidissement successif de la bande d'emballage blister-carton.
- Procédé selon la revendication 1, caractérisé en ce que dans l'étape c) la bande d'emballage blister-carton est perforée en direction longitudinale et/ou transversale.
- Procédé selon la revendication 1, caractérisé en ce que dans l'étape d) des emballages blister-carton (BK) individuels sont coupés de la bande d'emballage blister-carton transversalement par rapport à la direction de transport.
- Procédé selon la revendication 1, caractérisé en ce que l'étape d) est suivie d'au moins une des étapes suivantes :poursuite du transport des emballages blister-carton (BK) individuels;pliage d'une première partie des emballages blister-carton (BK) individuels par-dessus une seconde partie;adjonction de feuilles supplémentaires aux emballages blister-carton (BK) individuels;pliage d'une troisième partie des emballages blister-carton (BK) individuels par-dessus les première et seconde parties et par-dessus la feuille supplémentaire;empilage de plusieurs emballages blister-carton (BK);évacuation d'une pile de plusieurs emballages blister-carton (BK) dans une machine d'emballage de piles (24).
- Procédé selon l'une quelconque des revendications précédentes, caractérisé par les étapes suivantes :détermination par un dispositif de contrôle (32) dans la fabrication d'emballages blister d'emballages blister (B) défectueux;commande des étapes de la pose de la feuille de carton supplémentaire (K) sur la bande d'emballage blister (B) ainsi que du scellement, du refroidissement et de la perforation de la bande d'emballage blister-carton par le dispositif de contrôle (32) de manière à ce que ces étapes ne travaillent pas lorsque des emballages blister (B) défectueux sont présents;éjection d'emballages blister (B) défectueux après la séparation.
- Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce qu'au moins deux bandes d'emballage blister (B) indépendantes l'une de l'autre s'étendent parallèlement l'une par rapport à l'autre et que lors de la pose de la feuille de carton supplémentaire (K) cette dernière les relie.
- Procédé selon la revendication 11, caractérisé en ce que une bande d'emballage blister est séparée, suite à sa fabrication, en direction longitudinale dans les au moins deux bandes d'emballage blister (B) indépendantes l'une de l'autre.
- Procédé selon les revendications 9 et 11, caractérisé en ce que l'une des bandes d'emballage blister (B) est pliée latéralement par-dessus l'autre bande d'emballage blister (B) et/ou qu'une partie dépassant latéralement de la feuille de carton supplémentaire (K) est repliée par-dessus les bandes d'emballage blister (B).
- Dispositif pour la fabrication d'un emballage blister (B) comportant une feuille de carton supplémentaire (K) (emballage blister-carton BK), présentant les caractéristiques suivantes :une station d'assemblage (11) pour assembler une bande sans fin d'emballage blister (B) mise à disposition à une feuille de carton supplémentaire (K) mise à disposition, la feuille de carton supplémentaire (K) présentant des échancrures pour des godets (N) dans l'emballage blister (B);un dispositif (16) pour séparer la bande d'emballage de blister-carton formée en sections individuelles présentant la longueur d'un emballage blister-carton (BK);
caractérisé par les éléments suivants :la bande d'emballage blister (B) mise à disposition à la station d'assemblage (11) présente des godets (N) dans lesquels un produit est scellé;la feuille de carton supplémentaire (K) mise à disposition à la station d'assemblage (11) présente, en direction de transport de l'emballage blister, substantiellement la longueur d'un emballage blister-carton (BK);la station d'assemblage (11) sert à la pose dans les dimensions appropriées de la feuille de carton supplémentaire (K) sur la bande d'emballage blister (B), les échancrures de la feuille de carton supplémentaire s'engageant par-dessus les godets (N) de l'emballage blister;des dispositifs (10, 9, 15) pour l'acheminement de la bande d'emballage blister (B) à la station d'assemblage (11) et pour déplacer la bande d'emballage blister-carton qui y est formée en direction de transport au-delà de la station d'assemblage (11), en cadence représentant substantiellement la longueur d'un emballage blister-carton (BK). - Dispositif selon la revendication 14, caractérisé en ce que les dispositifs d'acheminement et de déplacement présentent un margeur (10), une pince de maintien (9) et des rouleaux d'évacuation (15) qui sont réciproquement synchronisés, le margeur (10) s'attaquant au côté avant des godets (N) les plus avancés en direction de transport afin de positionner la bande d'emballage blister (B) devant la station d'assemblage (11) par rapport à la feuille de carton supplémentaire (K), et que le margeur (10) et les rouleaux d'évacuation (15) transportent la bande d'emballage blister (B) en cadence sur une distance prédéterminée par le margeur (10) vers la station d'assemblage (11) et continuent à transporter la bande d'emballage blister-carton au-delà de la station d'assemblage (11).
- Dispositif selon la revendication 15, caractérisé en ce que la pince de maintien (9) est commandée de manière à ce qu'elle maintient la bande d'emballage blister (B) contre la traction des rouleaux d'évacuation (15) alors que le margeur (10) s'est détaché de la bande d'emballage blister (B) et retourne dans sa position de départ.
- Dispositif selon la revendication 14, caractérisé par des dispositifs (4) entre une machine de fabrication d'emballages blister (1) et la station d'assemblage (11) pour tourner la bande d'emballage blister (B) de 180° autour d'un axe qui se trouve essentiellement en parallèle à la direction de transport de la bande d'emballage blister.
- Dispositif selon la revendication 14, caractérisé par des dispositifs pour relier la bande d'emballage blister (B) à la feuille de carton supplémentaire (K) en bande d'emballage blister-carton en aval de la station d'assemblage (11).
- Dispositif selon la revendication 14, caractérisé en ce que pour la mise à disposition de la feuille de carton supplémentaire (K) une assiette tournante (25) disposée à côté de la station d'assemblage (11) est prévue, qui présente au moins l'une des caractéristiques suivantes :une première position pour prélever la feuille de carton supplémentaire (K) d'un magasin (26);une deuxième position (27) pour plier une partie de la feuille de carton supplémentaire (K) sur une autre partie de la feuille de carton supplémentaire;une troisième position (28) pour sceller les parties de la feuille de carton supplémentaire (K) pliées, superposées;une dernière position (29) pour prélever la feuille de carton supplémentaire (K) par l'assiette tournante (25) et pour la poser sur la bande d'emballage blister (B).
- Dispositif selon la revendication 19, caractérisé en ce qu'un dispositif de retournement (30) est prévu dans la dernière position (29) qui retourne de 180° la feuille de carton supplémentaire (K) autour d'un axe s'étendant en parallèle à la direction de transport de la bande d'emballage blister (B) et qui la pose à partir du côté latéral et d'en haut sur la bande d'emballage blister.
- Dispositif selon la revendication 14, caractérisé en ce que pour la mise à disposition de la feuille de carton supplémentaire (K) un magasin est prévu au-dessus de la station d'assemblage (11), à partir duquel la feuille de carton supplémentaire est posée d'en haut sur la bande d'emballage blister (B).
- Dispositif selon la revendication 18, caractérisé en ce que les dispositifs pour relier la bande d'emballage blister (B) à la feuille de carton supplémentaire (K) comportent une station de scellement (12) pour sceller la bande d'emballage blister avec la feuille de carton supplémentaire ainsi qu'une station de refroidissement (13).
- Dispositif selon la revendication 14, caractérisé en ce qu'une station de perforation (14) pour perforer la bande d'emballage blister-carton en direction longitudinale et/ou transversale est prévue.
- Dispositif selon la revendication 14, caractérisé en ce que le dispositif pour séparer la bande d'emballage blister-carton présente une station de coupage ou de poinçonnage (16) pour couper des emballages blister-carton (BK) individuels de la bande d'emballage blister-carton, transversalement par rapport à la direction de transport.
- Dispositif selon la revendication 24, caractérisé en ce que la station de coupage ou de poinçonnage (16) est suivie d'au moins un des dispositifs suivants :aspirateur (18) et dispositifs de transport (19) pour transporter les emballages blister-carton (BK) individuels;une première station de pliage (20) pour plier une première partie des emballages blister-carton (BK) individuels sur une seconde partie;une station d'insertion (31) pour ajouter des feuilles supplémentaires aux emballages blister-carton (BK) individuels;une seconde station de pliage (21) pour plier une troisième partie des emballages blister-carton (BK) individuels par-dessus la première et la seconde partie et par-dessus la feuille supplémentaire;un poussoir (22) pour empiler plusieurs emballages blister-carton (BK);un poussoir (23) pour pousser une pile de plusieurs emballages blister-carton (BK) dans une machine d'emballage de piles (3).
- Dispositif selon l'une quelconque des revendications précédentes, caractérisé par les éléments suivants :un dispositif de contrôle (32) dans la machine de fabrication d'emballages blister (1) pour déterminer des emballages blister (B) défectueux et pour commander l'assiette tournante (25) de manière à ce qu'elle saute une cadence lorsque l'emballage blister (B) défectueux atteint la station d'assemblage (11) de sorte qu'aucune feuille de carton supplémentaire (K) n'est posée sur la bande d'emballage blister, ainsi que pour la commande de la station de scellement (12), la station de refroidissement (13), la station de perforation (14) et l'aspirateur (18) de sorte que ceux-ci ne travaillent pas lorsque l'emballage blister (B) défectueux est présent à leur niveau;un réservoir de collecte des rebuts (17) qui reçoit, en aval de la station de coupage ou de poinçonnage (16), l'emballage blister (B) défectueux éjecté.
- Dispositif selon l'une quelconque des revendications précédentes, caractérisé en ce qu'à la sortie de la machine de fabrication d'emballages blister (1) un dispositif de découpage (7) est prévu qui sépare la bande d'emballage blister en direction longitudinale en au moins deux bandes d'emballage blister (B) indépendantes l'une de l'autre et s'étendant réciproquement en parallèle.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4306996A DE4306996A1 (de) | 1993-03-05 | 1993-03-05 | Verfahren und Vorrichtung zum Herstellen einer Blister-Karton-Packung |
| DE4306996 | 1993-03-05 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0613819A1 EP0613819A1 (fr) | 1994-09-07 |
| EP0613819B1 true EP0613819B1 (fr) | 1998-02-04 |
Family
ID=6482066
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94103318A Expired - Lifetime EP0613819B1 (fr) | 1993-03-05 | 1994-03-04 | Procédé et dispositif pour fabriquer un emballage blister-carton |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US5542235A (fr) |
| EP (1) | EP0613819B1 (fr) |
| DE (2) | DE4306996A1 (fr) |
| ES (1) | ES2115088T3 (fr) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE515129C2 (sv) * | 1996-07-01 | 2001-06-11 | Astrazeneca Ab | Blisterförpackning, apparat och förfarande för tillverkning av en blisterförpackning samt användning av en blisterförpackning |
| FR2773357B1 (fr) * | 1998-01-02 | 2000-04-07 | Georges Giulj | Dispositif d'emballage et systeme de fabrication associe |
| FR2773354B1 (fr) * | 1998-01-02 | 2000-02-11 | Georges Giulj | Dispositif d'emballage et systeme de fabrication associe |
| DE19855318C1 (de) * | 1998-12-01 | 2000-04-20 | Lohmann Therapie Syst Lts | Packmittel für Medikamente in Form einer Faltschachtelkombination für wenigstens zwei unterschiedliche Primärverpackungen |
| IT1311383B1 (it) * | 1999-12-30 | 2002-03-12 | Ima Spa | Metodo e apparecchiatura per la formatura di un nastro alveolato diconfezioni blister in macchine blisteratrici. |
| US7125828B2 (en) * | 2000-11-27 | 2006-10-24 | The Procter & Gamble Company | Detergent products, methods and manufacture |
| GB2385841B (en) * | 2002-03-01 | 2005-05-25 | Piae Ltd | Blister pack dispensing wallets |
| FR2837473B1 (fr) * | 2002-03-25 | 2004-07-09 | Paker Sa | Procede et dispositif d'assemblage d'un blister et d'une cartonnette |
| ITBO20020180A1 (it) * | 2002-04-08 | 2003-10-08 | Packservice S R L | Metodo per lo scarto differenziato di articoli difettosi , in particolare confezioni strip in fase di trasferimento da una linea di confezio |
| US20040086737A1 (en) * | 2002-11-01 | 2004-05-06 | Yockey A. James | Product packaging with improved printed paper and method of making the same |
| DE102004062864A1 (de) * | 2004-12-21 | 2006-06-22 | Boehringer Ingelheim Pharma Gmbh & Co. Kg | Folienbehälter |
| DE102006021980A1 (de) | 2005-11-21 | 2007-05-24 | Robert Bosch Gmbh | Blisterverpackung und Verfahren zum Verpacken eines Blisters in der Blisterverpackung |
| US20110121019A1 (en) * | 2008-07-10 | 2011-05-26 | 2P2D Solutions Ltd. | Device for Drug Distribution and Method of Using Thereof |
| DE102008045025B4 (de) * | 2008-08-29 | 2014-05-28 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Einrichtung zur Herstellung von Faltpackungen |
| US8567606B2 (en) * | 2009-01-14 | 2013-10-29 | Philip Morris Usa Inc. | Book-like packaging structure for receiving a blister pack |
| WO2013128459A1 (fr) * | 2012-03-01 | 2013-09-06 | 2P2D Solutions Ltd. | Chaîne blister repliée, machine de pliage et procédé de pliage |
| DE102012008984A1 (de) * | 2012-05-04 | 2013-11-07 | Andreas Dittrich | Verpackung für streufähige Stoffe, insbesondere für streufähigen Tabak |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3053023A (en) * | 1961-03-23 | 1962-09-11 | American Packaging Corp | Package and method of making same |
| CH385718A (fr) * | 1961-11-04 | 1964-12-15 | Bodet Jean | Procédé et dispositif pour conditionner des articles solides de petit volume, et ensemble obtenu par ce procédé |
| NL6605663A (fr) * | 1965-04-30 | 1966-10-31 | ||
| FR1499939A (fr) * | 1966-04-21 | 1967-11-03 | Perfectionnements aux procédés et dispositifs pour conditionner les dragées et aux ensembles conditionnés obtenus | |
| DE1991437U (de) * | 1968-05-03 | 1968-08-08 | Hassia Verpackungsmaschinen G | Vorrichtung an einer tiefziehmaschine zum einsetzen von tiefziehpackungen in traeger. |
| DE2160534A1 (de) * | 1971-12-07 | 1973-06-14 | Uhlmann Maschf Josef | Form- und packmaschine |
| GB1522403A (en) * | 1976-03-02 | 1978-08-23 | New Jersey Electronic Co | Apparatus and method for forming and closing a display package |
| IT1186935B (it) * | 1985-10-04 | 1987-12-16 | Newpack Srl | Apparato per l attivazione con ciclo continuo di macchine adibite alla formazione al riempiemento ed alla saldatura di contenitore ad esempio di macchine del tipo delle blisteratrici |
| IT1242534B (it) * | 1990-06-07 | 1994-05-16 | Ima Spa | Apparecchiatura per il ricevimento di blister da una linea di blister per il confezionamento di articoli vari in singoli blister, e per l'alimentazione, con pile di tali blister di relativi contenitori situati in una linea di allestimento contenitori. |
| DE4128248A1 (de) * | 1991-08-26 | 1993-03-04 | Varta Batterie | Verkaufs- und vorratspackung fuer zink/luftzellen |
| US5207050A (en) * | 1992-01-15 | 1993-05-04 | Thiele Engineering Company | Apparatus and method for assembling compact disc or media package |
-
1993
- 1993-03-05 DE DE4306996A patent/DE4306996A1/de not_active Withdrawn
-
1994
- 1994-03-02 US US08/204,966 patent/US5542235A/en not_active Expired - Fee Related
- 1994-03-04 DE DE59405197T patent/DE59405197D1/de not_active Expired - Fee Related
- 1994-03-04 ES ES94103318T patent/ES2115088T3/es not_active Expired - Lifetime
- 1994-03-04 EP EP94103318A patent/EP0613819B1/fr not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE4306996A1 (de) | 1994-09-08 |
| US5542235A (en) | 1996-08-06 |
| ES2115088T3 (es) | 1998-06-16 |
| DE59405197D1 (de) | 1998-03-12 |
| EP0613819A1 (fr) | 1994-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0613819B1 (fr) | Procédé et dispositif pour fabriquer un emballage blister-carton | |
| EP2544958B1 (fr) | Paquet pour cigarettes | |
| EP2509889B1 (fr) | Procede et dispositif pour fabriquer des emballages en particulier pour des cigarettes | |
| EP1116661B1 (fr) | Procédé et dispositif pour fabriquer des paquets (de cigarettes) | |
| DE69103233T2 (de) | Vorrichtung zum Überführen von Blisterpackungen von einer Schneideanlage zu einem Zuführförderband von Blisterpackungen. | |
| EP2477907B1 (fr) | Emballages, en particulier de cigarettes, et procédé et dispositif pour leur fabrication | |
| DE102009026220A1 (de) | Verfahren und Vorrichtung zum Gruppieren und Verbinden von Artikeln | |
| EP3266718A1 (fr) | Machine d'emballage comprenant un dispositif de stockage temporaire pour des produits pharmaceutiques emballés | |
| EP2562092A1 (fr) | Dispositif et procédé de fabrication d'emballages pour cigarettes | |
| EP0653354B1 (fr) | Emballage pour livres et/ou autres objets; procédé et dispositif pour sa fabrication | |
| EP3877275B1 (fr) | Emballage pour produits de l'industrie du tabac | |
| EP2537766B1 (fr) | Station de découpe complète et procédé d'isolation d'emballages | |
| DE29622554U1 (de) | Teilbare Verpackung, insbesondere Zigarettenkartusche | |
| WO2023147998A1 (fr) | Installation et procédé pour emballer des produits alimentaires | |
| EP3257762A1 (fr) | Dispositif de formation de piles de plaquettes thermoformees comprenant des elements de fixation souples | |
| DE20105928U1 (de) | Vorrichtung zum Herstellen von Blister-Briefchen | |
| EP2743189A1 (fr) | Alimentation de plusieurs piles d'emballages transparents dans une boîte pliante | |
| DE2162737C3 (de) | Verfahren zum Verpacken von tafelförmigen Warenstücken, insbesondere Süßwarenteilen | |
| EP1761433B1 (fr) | Procede d'emballage de produits | |
| EP4149842A1 (fr) | Appareil permettant d'emballer des produits en forme de pavé ou cuboïdes | |
| EP3643626A1 (fr) | Procédé et dispositif de fabrication d'emballages pour produits de l'industrie de la cigarette | |
| DE102013011884A1 (de) | Verfahren und Vorrichtung zur Herstellung von Packungen für Zigaretten | |
| DE3936320C2 (fr) | ||
| DE29616341U1 (de) | Vorrichtung zur Wiedergewinnung pharmazeutischer Produkte | |
| DE3782344T2 (de) | Schachtelverpackungsmaschine. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE CH DE DK ES FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19941213 |
|
| 17Q | First examination report despatched |
Effective date: 19960321 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SIEBLER VERPACKUNGSTECHNIK GMBH |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE DK ES FR GB IT LI NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19980204 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59405197 Country of ref document: DE Date of ref document: 19980312 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL & PARTNER AG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980331 |
|
| ITF | It: translation for a ep patent filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19980504 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19980504 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19980514 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2115088 Country of ref document: ES Kind code of ref document: T3 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| BERE | Be: lapsed |
Owner name: SIEBLER VERPACKUNGSTECHNIK G.M.B.H. Effective date: 19980331 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20000229 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20000320 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20000324 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20000327 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20000418 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010305 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010331 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20010304 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020101 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20030203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050304 |