EP0648563B1 - Procédé de moulage de pièces en fonte ou en tout autre métal présentant une température de fusion élevée - Google Patents
Procédé de moulage de pièces en fonte ou en tout autre métal présentant une température de fusion élevée Download PDFInfo
- Publication number
- EP0648563B1 EP0648563B1 EP19940402317 EP94402317A EP0648563B1 EP 0648563 B1 EP0648563 B1 EP 0648563B1 EP 19940402317 EP19940402317 EP 19940402317 EP 94402317 A EP94402317 A EP 94402317A EP 0648563 B1 EP0648563 B1 EP 0648563B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- metal
- cast iron
- cast
- casing
- process according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
Definitions
- the subject of the present invention is a process for casting cast iron parts or all other metal with a melting temperature high.
- a first method consists in using a sand mold into which the cast iron is poured. This process is generally implemented to carry out large volumes requiring a unit manufacturing. Now sand is a material likely to be contaminated in contact with cast iron radioactive. Also, to be used in a nuclear installation ventilated and continuously in depression, the cast iron parts thus molded must have their radioactivity checked. This process therefore leads to a large amount of waste including disposal is expensive.
- a second method consists in using a shell mold having an internal shell and an outer shell between which the melting.
- the shells are then cooled, generally by a circulation of fluids, for allow the part to be removed from the mold.
- the purpose of this process is disadvantage of being rigid; so it cannot be put only for simple forms and preferably for mass production.
- the shells being cooled by the circulation of a fluid, risks of contact with the fluid with molten iron are to be expected; as well, such a method cannot be implemented in a nuclear installation.
- a third molding process consists of project molten iron onto a central shell rotating rapidly and cooled by a fluid. he it is a centrifugal molding process. This process has significantly disadvantages identical to those of the second method presented above. In addition, this process presents a risk of rupture of the rotating part whose consequences could be considerable. The implementation of such a process does not therefore cannot be envisaged in an installation nuclear because of its unreliability.
- the present invention has precisely for object a process for casting cast iron parts (or other metals with a high melting point) at means of collaborating formwork, also called envelopes; for application to industry nuclear, the metal used to mold the part can be a more or less radioactive recycled metal.
- the realization of the envelope may consist of welding sheets to inside which the second metal is poured.
- the first metal is steel and the second metal is cast iron.
- the aggregates are preferably steel balls.
- this process allows the creation of waste containers radioactive from recycled ferrous metals.
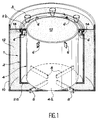
- Figure 1 therefore represents the formwork collaborating 1, or envelope 1, used to produce, according to the method of the invention, a container capable of receive, for example, radioactive waste.
- the envelope produced for the implementation of this method of the invention comprises an outer sheet 2 cylindrical and an inner sheet 4 cylindrical and concentric with the outer sheet 2.
- the envelope may be of parallelepiped shape or of a whole other form.
- All sheets 2, 4, 2b, 2a, 4a, made of a first metal, are welded together to form the envelope.
- this first metal is steel, steel having the property of being tensile and compression.
- Sheets 2 and 4 are kept in a fixed position relative to each other by means metal inserts. According to the example in Figure 1, sheets 2 and 4 are maintained at their ends upper, by six inserts welded on the one hand on the sheet 2 and secondly on sheet 4. At the ends lower panels 2 and 4, four inserts 8 are welded, on the one hand on the face outside of the bottom 4a of the sheet 4 and on the other hand on the bottom 2a of the sheet 2.
- the number of metal inserts now the two sheets is, of course, given as example and may vary depending on resistance the metals used and the shape of the parts to be molded.
- the envelope can have only one sheet metal, no metal insert is necessary.
- this collaborating formwork, or envelope When this collaborating formwork, or envelope, is made, it is introduced into a box 10, the bottom of which is covered with aggregates. A multitude of aggregates 12 are then deposited in the box 10, all around the envelope.
- aggregates can also be introduced to inside the envelope. Especially for the example of the envelope of figure 1, aggregates are introduced inside the inner sheet 4. These aggregates maintain the envelope during from the introduction of cast iron.
- These aggregates 12 which can be by example steel balls, prevent all deformations of sheets 2 and 4 during casting of molten iron, the temperature of the sheets possibly reach approximately 1000 C. At such a temperature, the sheets may, in fact, deform under the pressure of the cast iron.
- These steel balls have a size of about 0.3 to 5 mm in diameter.
- the aggregates 12 also have a role predominant in the evacuation of calories resulting casting molten iron, these aggregates having a high heat capacity.
- the collaborating formwork can, as required, include reinforcements, inserts, reserves, notches, etc.
- molten iron is, in turn, introduced into envelope 1 and, in particular between plates 2 and 4 for the example of FIG. 1, through a few orifices 3.
- the molten cast iron is divided into several jets distributed over the surface of the envelope. Such a distribution of the cast iron ensures better distribution of the forces due to the pressure of the cast iron molten on the sheets as well as calories due to the high temperature of molten iron.
- Such an embodiment makes it possible to mold thin pieces using jets of small diameter molten iron.
- the casting speed of the cast iron can be adapted to allow solidification faster melting, reducing pressure undergone by the sheet 4 of the casing 1 (pressure effect ferrostatic).
- the walls, respectively, external of sheet 2 and internal of sheet 4 can be previously coated with a product poteyage.
- FIG. 2 there is shown, in section, the container of Figure 1, with its lid, obtained by the method of the invention.
- the container shown in this figure 2 therefore comprises the casing 1 made of steel sheets collaborating with solidified cast iron 3.
- the association steel / cast iron / sandwich steel has excellent strength characteristics, cast iron having good compressive strength and steel having good tensile strength and compression as well as good elongation capacity to absorb shocks. This association also constitutes good protection against radioactivity.
- cover 16 is shown. of the container. This cover has an envelope 18 in steel sheets working with a layer of cast iron 20.
- the cover 16 is fixed to the container by means a screwing system.
- This screwing system consists in several tapped holes made in the cover and in the container, inside which are introduced screws.
- FIG 2 there is shown two tapped holes 22 and two screws 24 inserted in said tapped holes 22.
- the fixing of the lid on the container can be achieved by a weld bead deposited between the cover and the container, this attachment further ensuring the tightness of the assembly.
- the method of the invention can be implemented works to achieve all kinds of radiation protection such as doors, walls, floors, etc., the thickness of which can vary from approximately 40 to 350 millimeters.
- This process therefore makes it possible to carry out radiation protections using ferrous metals recycled from the nuclear industry.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Processing Of Solid Wastes (AREA)
- Arc Welding In General (AREA)
Description
- réaliser une enveloppe par assemblage de tôles en un premier métal,
- disposer des granulats autour de cette enveloppe,
- couler un second métal en fusion dans ladite enveloppe,
- après refroidissement et solidification du second métal, retirer les granulats, ledit second métal solidifié collaborant avec l'enveloppe en premier métal pour réaliser la pièce.
- la figure 1 représente une vue en perspective partiellement coupée d'un coffrage collaborant pour la mise en oeuvre du procédé selon l'invention ;
- la figure 2 représente, schématiquement, une vue en coupe d'un conteneur de déchets radioactifs réalisé selon le procédé de l'invention.
Claims (7)
- Procédé pour mouler des pièces en métaux présentant des températures de fusion élevées, caractérisé en ce qu'il consiste, pour chaque pièce à mouler, à :réaliser un coffrage collaborant, ou enveloppe, (1) par assemblage de tôles en un premier métal,disposer des granulats (12) autour de l'enveloppe,couler un second métal (3) en fusion dans ladite enveloppe,après refroidissement et solidification du second métal, retirer les granulats, ledit second métal solidifié collaborant avec l'enveloppe en premier métal pour réaliser la pièce.
- Procédé selon la revendication 1, caractérisé en ce que la réalisation de l'enveloppe consiste à souder des tôles à l'intérieur desquelles est coulé le second métal.
- Procédé selon la revendication 2, caractérisé en ce que la réalisation de l'enveloppe consiste en outre à souder des inserts métalliques (6, 8) sur certaines tôles pour maintenir en position fixe lesdites tôles l'une par rapport aux autres.
- Procédé selon l'une quelconque des revendications 1 à 3, caractérisé en ce que le premier métal est de l'acier.
- Procédé selon l'une quelconque des revendications 1 à 4, caractérisé en ce que le second métal est de la fonte.
- Procédé selon l'une quelconque des revendications 1 à 5, caractérisé en ce que les granulats sont des billes d'acier.
- Procédé pour mouler des conteneurs de déchets radioactifs, caractérisé en ce qu'il consiste en un procédé selon l'une quelconque des revendications 1 à 6.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9312440A FR2711329B1 (fr) | 1993-10-19 | 1993-10-19 | Procédé de moulage de pièces en fonte ou en tout autre métal présentant une température de fusion élevée. |
| FR9312440 | 1993-10-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0648563A1 EP0648563A1 (fr) | 1995-04-19 |
| EP0648563B1 true EP0648563B1 (fr) | 1998-04-29 |
Family
ID=9451985
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19940402317 Expired - Lifetime EP0648563B1 (fr) | 1993-10-19 | 1994-10-17 | Procédé de moulage de pièces en fonte ou en tout autre métal présentant une température de fusion élevée |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0648563B1 (fr) |
| CA (1) | CA2118291A1 (fr) |
| DE (1) | DE69409905T2 (fr) |
| ES (1) | ES2117772T3 (fr) |
| FR (1) | FR2711329B1 (fr) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2468887C1 (ru) * | 2011-07-26 | 2012-12-10 | Открытое акционерное общество "Чепецкий механический завод" (ОАО ЧМЗ) | Изделие защитной техники |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH610083A5 (fr) * | 1976-09-01 | 1979-03-30 | Saurer Ag Adolph | |
| JPS5993851A (ja) * | 1982-11-19 | 1984-05-30 | Kobe Steel Ltd | 鋳包用B↓4C−Cu焼結板 |
| DE3324929A1 (de) * | 1983-07-09 | 1985-01-17 | Buderus Ag, 6330 Wetzlar | Verfahren zum herstellen eines dickwandigen behaeltergrundkoerpers hoher kerbschlagzaehigkeit |
-
1993
- 1993-10-19 FR FR9312440A patent/FR2711329B1/fr not_active Expired - Lifetime
-
1994
- 1994-10-17 CA CA 2118291 patent/CA2118291A1/fr not_active Abandoned
- 1994-10-17 DE DE1994609905 patent/DE69409905T2/de not_active Expired - Lifetime
- 1994-10-17 EP EP19940402317 patent/EP0648563B1/fr not_active Expired - Lifetime
- 1994-10-17 ES ES94402317T patent/ES2117772T3/es not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE69409905T2 (de) | 1998-10-22 |
| CA2118291A1 (fr) | 1995-04-20 |
| ES2117772T3 (es) | 1998-08-16 |
| EP0648563A1 (fr) | 1995-04-19 |
| FR2711329B1 (fr) | 1995-12-22 |
| FR2711329A1 (fr) | 1995-04-28 |
| DE69409905D1 (de) | 1998-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0373997B1 (fr) | Conteneur de stockage pour déchets radioactifs | |
| FR2626508A1 (fr) | Moule de coulee de metaux, equipe d'un manchon contenant un filtre | |
| FR2495817A1 (fr) | Conteneur pour le stockage et le transport d'au moins une coquille remplie de dechets radio-actifs incorpores dans du verre fondu | |
| FR2727895A1 (fr) | Procede pour la realisation d'une lentille optique en matiere synthetique polymerisable et appareillage correspondant | |
| WO2011121251A1 (fr) | Procédé et dispositif pour la fabrication d'une virole bi-matériaux, et virole ainsi réalisée. | |
| EP1928601B1 (fr) | Ensemble de conditionnement d'un volume predetermine de substance biologique destinee a etre plongee dans un agent cryogenique liquide | |
| EP0648563B1 (fr) | Procédé de moulage de pièces en fonte ou en tout autre métal présentant une température de fusion élevée | |
| FR2857890A1 (fr) | Moule metallique de grande dimension | |
| EP2700077B1 (fr) | Elément de conduction thermique permettant d'améliorer la fabrication d'un emballage de transport et/ou d'entreposage de matières radioactives | |
| LU88549A1 (fr) | Procédé de fabrication d'un galet de broyage bimétallique et galet de broyage obtenu par la mise en oeuvre de ce procédé | |
| EP0077225B1 (fr) | Procédé permettant d'enrober hermétiquement les armatures d'une pièce en matière plastique armée intérieurement et pièces obtenues selon ce procédé | |
| FR2682312A1 (fr) | Procede d'obtention de canaux de petite taille et de tres petite taille dans des articles coules a modele perdu. | |
| EP0586314B1 (fr) | Procédé de fabrication de pièces en alliages coulés avec zones de renforcement | |
| CA2251020C (fr) | Lingotiere de coulee continue en charge verticale des metaux | |
| FR2629838A1 (fr) | Procede et appareil d'introduction d'un materiau fluide dans un bain de metal fondu | |
| FR2772662A1 (fr) | Piece en materiau composite a insert de repartition d'efforts, procede de fabrication d'une telle piece, moule pour la mise en oeuvre du procede et agencement d'application d'efforts a la piece | |
| WO2011048279A1 (fr) | Procede pour fabriquer un lingot metallique comportant un alesage, lingot et dispositif de moulage associes | |
| EP1133372B1 (fr) | Cuve de traitement de metal liquide basculante et son dispositif de liaison etanche avec une goulotte fixe | |
| FR3035807A1 (fr) | Masque d’encollage pour coller entre elles les strates d’un modele perdu | |
| EP3387357B1 (fr) | Procede de realisation d'un dispositif fluidique a mousse metallique | |
| FR2550652A1 (fr) | Conteneur pour le stockage et le transport d'au moins une coquille remplie de dechets radio-actifs incorpores dans du verre fondu | |
| FR2609426A1 (fr) | Procede de realisation d'une enceinte fermee traversee de facon etanche en au moins un point et application a la realisation des echangeurs thermiques | |
| FR2525131A1 (fr) | Procede et dispositif de fabrication d'un lingot d'acier creux | |
| FR2498960A1 (fr) | Procede de coulee d'acier, en particulier de lingots d'acier | |
| FR2868346A1 (fr) | Moule pour la coulee d'un metal liquide et procede correspondant |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE CH DE ES GB LI SE |
|
| 17P | Request for examination filed |
Effective date: 19950921 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 19970731 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE ES GB LI SE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69409905 Country of ref document: DE Date of ref document: 19980604 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19980716 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2117772 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19991008 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19991025 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19991026 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20001018 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20001031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20001031 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20001031 |
|
| BERE | Be: lapsed |
Owner name: AFE ENVIRONNEMENT Effective date: 20001031 Owner name: COMMISSARIAT A L'ENERGIE ATOMIQUE Effective date: 20001031 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20011113 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20131015 Year of fee payment: 20 Ref country code: GB Payment date: 20131010 Year of fee payment: 20 Ref country code: DE Payment date: 20131004 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69409905 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69409905 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20141016 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20141016 |