EP0664259A1 - Conteneur à sac - Google Patents
Conteneur à sac Download PDFInfo
- Publication number
- EP0664259A1 EP0664259A1 EP95200020A EP95200020A EP0664259A1 EP 0664259 A1 EP0664259 A1 EP 0664259A1 EP 95200020 A EP95200020 A EP 95200020A EP 95200020 A EP95200020 A EP 95200020A EP 0664259 A1 EP0664259 A1 EP 0664259A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bag
- liner
- baffles
- baffle
- corners
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000000463 material Substances 0.000 claims abstract description 22
- 239000004744 fabric Substances 0.000 claims abstract description 19
- 238000004519 manufacturing process Methods 0.000 claims abstract description 9
- 238000000034 method Methods 0.000 claims description 15
- 238000009958 sewing Methods 0.000 claims description 5
- 239000004033 plastic Substances 0.000 claims description 4
- 229920003023 plastic Polymers 0.000 claims description 4
- -1 polyethylene Polymers 0.000 claims description 4
- 229910003460 diamond Inorganic materials 0.000 claims description 3
- 239000010432 diamond Substances 0.000 claims description 3
- 238000003466 welding Methods 0.000 claims description 3
- 239000004698 Polyethylene Substances 0.000 claims description 2
- 239000004743 Polypropylene Substances 0.000 claims description 2
- 239000011236 particulate material Substances 0.000 claims description 2
- 229920000573 polyethylene Polymers 0.000 claims description 2
- 229920001155 polypropylene Polymers 0.000 claims description 2
- 239000002759 woven fabric Substances 0.000 claims 1
- 238000010276 construction Methods 0.000 description 4
- 239000000945 filler Substances 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000004023 plastic welding Methods 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 238000009877 rendering Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D88/00—Large containers
- B65D88/16—Large containers flexible
- B65D88/1612—Flexible intermediate bulk containers [FIBC]
- B65D88/1631—Flexible intermediate bulk containers [FIBC] with shape keeping flexible elements
Definitions
- This invention relates to container bags and in particular relates to container bags for carrying loads in the range of 1 ⁇ 2 to 2 tonnes and known as flexible intermediate bulk containers (FIBC's).
- FIBC's flexible intermediate bulk containers
- FIBC Flexible intermediate bulk containers are increasing employed in cargo handling and transporting situations, especially for the carriage of particulate or pulverulent material.
- a typical FIBC will be manufactured from a fabric woven from a polyolefin tape and have lifting loops. Examples of such containers are described in UK patent numbers 1591091 and 2063816.
- FIBC's have to meet various national and international safety standards; for example, it is normal to require a 5 to 1 safety ratio, that is an FIBC rated at 1 tonne should not break under loads of less than 5 tonnes.
- FIBC FIBC
- the baffles are provided with holes which permit the product to flow from the centre of the FIBC to the corners thereby allowing the whole volume to be filled.
- Such "square" configurations are preferred for ease of stacking and storage of filled FIBC's.
- the baffles need to be individually cut or stamped out and then sewn manually into each corner of the bag, and this does increase production costs.
- a method of making container bag which comprises a body of flexible material having lifting loops across the corners thereof and baffles at the corners to maintain a square configuration characterised in that at least one side of the bag or a liner for the bag is formed in the flat with an integral baffle, the baffle is folded and sewn in the correct position, and the or each side is attached to the adjacent side to complete the liner or bag.
- the bag is made from a single length of fabric an which the portions to form the baffles have holes stamped out to allow material to flow through in the finished FIBC.
- the fabric is folded so as to bring the baffles to the required positions across the corners of the bag, as described more fully hereinafter, and lines of sewing are inserted to lock the baffles into position.
- each of the four sides may be made from a length of fabric having a single baffle formed at one end.
- the baffle is folded and sewn to stabilise it as before, after which the four sides, each with its own baffle, are sewn together.
- This embodiment uses less fabric than that described above since only a single thickness of fabric is employed adjacent each baffle rather than the double thickness necessarily implicit in the former design.
- the stitching is through three layers of fabric (rather than two layers conventionally) which gives a tighter seam, more resistant to product leakage.
- the liner may be made from a single length of impervious material, e.g. plastics material sheet, in which the portions to form the baffles have holes stamped out to allow material to flow through in the finished FIBC.
- the fabric is folded so as to bring the baffles to the required positions across the corners of the bag, as described more fully hereinafter, and the baffles locked into position, e.g. by plastic welding.
- the advantage of the this construction is that it lends itself to automatic production as the holes may be stamped, the fabric folded, and the weld lines formed automatically, with only the final weld to complete the liner needing to be done manually.
- each of the four sides may be made from a length of mterial having a single baffle formed at one end.
- the baffle is folded and welded to stabilise it as before, after which the four sides, each with its own baffle, are joined together.
- This embodiment uses less material than that described above since only a single thickness of material is employed adjacent each baffle rather than the double thickness necessarily implicit in the former design.
- the liner described above may be used with a conventional FIBC and will impart 'square' properties in accordance with the invention.
- the liner may have a base, but need not if it is at least as long as the bag walls as the bag base and top will usually be of an impervious coated fabric, thus rendering the whole impervious to moisture as well.
- the material from which the liner is formed may be a conventional material for use as a liner in this type of container bag and may be polyethylene or polypropylene sheet material.
- the container bag of the invention will normally have four lifting loops spaced across the bag corners.
- the corners will normally be defined by side seams and this construction is particularly preferred since it aids the "square" or cubic configuration of the bag when filled and therefore aids stacking of filled FIBC's.
- the container bag may be fitted with a top and/or filling spout as well as a discharge spout as is conventional in the FIBC art.
- the baffles may be similar in configuration to those used previously in the production of a "square" FIBC such as the "MULOX QUADRO" where they were sewn in individually, and may have diamond shape cut-outs to facilitate particulate material passing therethrough.
- the baffles need not, in general, extend entirely from the top to the bottom of the respective corners of the FIBC but may be somewhat lesser in length than the height of the FIBC, but, in accordance with the invention, where the baffles are formed from the same length(s) of material as the side walls, it may be convenient to leave them the same length.
- a bag generally designated 10, comprises side walls 12 each having reinforced zones or areas 14 to which lifting loops 16 are attached.
- This construction is generally in accordance with our UK patent number 1591091.
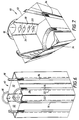
- the bag 10 is formed from a single length of fabric folded at each corner (see Figure 2) so as to provide baffles 18.
- the areas of the fabric destined to form the baffles 18 may be pre-stamped with holes 20 to allow free flow of product in the finished bag.
- the baffles are locked into position by means of lines of stitching 22 which may be arranged to be done automatically.
- the final step is that the four corners 24 are sewn together with stitching 26 ( Figure 6). The latter may be done manually.
- a base is attached as known per se, as may be a top, filler spout, etc.
- This procedure is equally applicable to the manufacture of a liner from a sheet of plastics material, except that heat sealing or ultra sonic welding may be substituted for sewing, and this may be done automatically.
- the final step is that the four corners 24 are welded together at 26. The latter may be done manually.
- a base may be attached as known per se.
- each side wall 12 is made from a sheet material blank 28 which comprises a side wall portion 30 and a baffle portion 32.
- the latter may have stamped-out diamond shaped holes 20 as before.
- the ends 32 are folded over as illustrated in Figure 4 to provide baffles 18, which are stabilised by a line of sewing or welding 34.
- Four such 'blanks' are assembled together as shown in Figure 5 and are welded together at the lines 1,2,3 and 4.
- FIBC fabric this method may be used for the bag itself (e.g. Figure 7); if a plastics sheet material is employed, the method is applicable to the liner. In the latter case, the completed liner may then be dropped into an FIBC to give a lined impervious 'square' bag.
- the bag may be provided with a top filling spout and a discharge spout as is conventional in the FIBC art.
- a top filling spout and a discharge spout as is conventional in the FIBC art.
- the particulate or pulverulent material will fill the liner passing through the cut-outs 20 in the baffles 18 so as to complete the filling of theliner/bag assembly.
- the baffles although only in the liner, enable the bag to maintain a "square" configuration when filled, for ease of stacking and handling.
- the method of the invention provides improved methods of manufacture, which lend themselves to automation, for the desirable 'square' FIBC configuration with the advantage of being moisture impervious.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bag Frames (AREA)
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB9401078 | 1994-01-20 | ||
| GB9401078A GB9401078D0 (en) | 1994-01-20 | 1994-01-20 | Container bag |
| GB9402345A GB9402345D0 (en) | 1994-02-08 | 1994-02-08 | Container bag |
| GB9402345 | 1994-02-08 | ||
| GB9405762A GB9405762D0 (en) | 1994-01-20 | 1994-03-23 | Container bag |
| GB9405762 | 1994-03-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0664259A1 true EP0664259A1 (fr) | 1995-07-26 |
Family
ID=27267024
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95200020A Withdrawn EP0664259A1 (fr) | 1994-01-20 | 1995-01-06 | Conteneur à sac |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0664259A1 (fr) |
| AU (1) | AU1023995A (fr) |
| BR (1) | BR9500260A (fr) |
| CA (1) | CA2140586A1 (fr) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB9401078D0 (en) * | 1994-01-20 | 1994-03-16 | Mulox Ibc Ltd | Container bag |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0441720A1 (fr) * | 1990-02-09 | 1991-08-14 | Rosenlew Sa | Conteneur souple pour un matériau fluide |
| EP0475703A1 (fr) * | 1990-09-11 | 1992-03-18 | Christopher C. Cuddy | Conteneurs pour matériaux en vrac |
| WO1993012995A1 (fr) * | 1991-12-31 | 1993-07-08 | Bowater Packaging Limited | Amelioration concernant les conteneurs pour produits en vrac |
-
1995
- 1995-01-06 EP EP95200020A patent/EP0664259A1/fr not_active Withdrawn
- 1995-01-17 AU AU10239/95A patent/AU1023995A/en not_active Abandoned
- 1995-01-19 CA CA 2140586 patent/CA2140586A1/fr not_active Abandoned
- 1995-01-19 BR BR9500260A patent/BR9500260A/pt not_active Application Discontinuation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0441720A1 (fr) * | 1990-02-09 | 1991-08-14 | Rosenlew Sa | Conteneur souple pour un matériau fluide |
| EP0475703A1 (fr) * | 1990-09-11 | 1992-03-18 | Christopher C. Cuddy | Conteneurs pour matériaux en vrac |
| WO1993012995A1 (fr) * | 1991-12-31 | 1993-07-08 | Bowater Packaging Limited | Amelioration concernant les conteneurs pour produits en vrac |
Also Published As
| Publication number | Publication date |
|---|---|
| BR9500260A (pt) | 1995-10-17 |
| CA2140586A1 (fr) | 1995-07-21 |
| AU1023995A (en) | 1995-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5564833A (en) | Container bag | |
| US5865541A (en) | Bulk container liner and method | |
| US4597102A (en) | Intermediate bulk container | |
| US5104236A (en) | Scrapless collapsible bag with circumferentially spaced reinforced strips | |
| CA1308390C (fr) | Sac a cargo et methode de fabrication connexe | |
| US4759473A (en) | Collapsible receptacle with integral sling | |
| EP1375387B1 (fr) | Sac de chargement en vrac pour viande ou produits à base de viande | |
| US5127893A (en) | Method of making scrapless collapsible bag with circumferentially spaced reinforced strips | |
| EP0535869B1 (fr) | Récipients flexibles | |
| EP0703162A1 (fr) | Conteneur souple recyclable pour matières en vrac | |
| US6935782B2 (en) | Bulk bag with seamless bottom | |
| US5758973A (en) | Bulk bag with reinforced lift straps | |
| US6056440A (en) | Sift proofing membrane for bulk lift bag and method | |
| US4191229A (en) | Flexible container for transportation and storage of bulk materials | |
| AU734247B2 (en) | Container bag | |
| US5924796A (en) | One piece flexible intermediate bulk container and process for manufacturing same | |
| US4948265A (en) | Container bag | |
| CA1158574A (fr) | Contenant pliant a anses de levage incorporees | |
| US4715635A (en) | Flexible container for transporting and storing bulk goods | |
| WO1998021107A1 (fr) | Sac d'emballage en vrac dote de bandes deflectrices internes | |
| EP0311662B1 (fr) | Recipient souple comprenant plusieurs moyens de levage | |
| EP0664259A1 (fr) | Conteneur à sac | |
| GB1602726A (en) | Bulk material container | |
| US4750846A (en) | Container for transport and storage of bulk material | |
| GB1581438A (en) | Containers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU MC NL PT SE |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: REXAM MULOX LIMITED |
|
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: REXAM MULOX LIMITED |
|
| 17P | Request for examination filed |
Effective date: 19960115 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19970801 |