EP0689913A1 - Hilfsvorrichtung zum Herstellen von Schalungsteilen - Google Patents
Hilfsvorrichtung zum Herstellen von Schalungsteilen Download PDFInfo
- Publication number
- EP0689913A1 EP0689913A1 EP95109704A EP95109704A EP0689913A1 EP 0689913 A1 EP0689913 A1 EP 0689913A1 EP 95109704 A EP95109704 A EP 95109704A EP 95109704 A EP95109704 A EP 95109704A EP 0689913 A1 EP0689913 A1 EP 0689913A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- auxiliary device
- frame
- parts
- formwork
- station
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000009416 shuttering Methods 0.000 title abstract 3
- 238000004519 manufacturing process Methods 0.000 claims abstract description 15
- 238000009415 formwork Methods 0.000 claims description 23
- 238000003860 storage Methods 0.000 claims description 7
- 239000011178 precast concrete Substances 0.000 claims description 6
- 239000000463 material Substances 0.000 claims description 4
- 238000005507 spraying Methods 0.000 claims description 4
- 239000000696 magnetic material Substances 0.000 claims description 2
- 238000009499 grossing Methods 0.000 claims 1
- 238000007688 edging Methods 0.000 abstract 1
- 239000007921 spray Substances 0.000 description 5
- 238000001035 drying Methods 0.000 description 2
- 239000004568 cement Substances 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/30—Producing shaped prefabricated articles from the material by applying the material on to a core or other moulding surface to form a layer thereon
- B28B1/32—Producing shaped prefabricated articles from the material by applying the material on to a core or other moulding surface to form a layer thereon by projecting, e.g. spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/0002—Auxiliary parts or elements of the mould
- B28B7/0014—Fastening means for mould parts, e.g. for attaching mould walls on mould tables; Mould clamps
- B28B7/002—Fastening means for mould parts, e.g. for attaching mould walls on mould tables; Mould clamps using magnets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/26—Assemblies of separate moulds, i.e. of moulds or moulding space units, each forming a complete mould or moulding space unit independently from each other
Definitions
- the invention has for its object to provide an auxiliary device for producing such formwork parts, with which a more cost-effective production is possible.
- the spray gun is located inside the frame and is operated by hand or by a robot.
- the frame In order to bring the production molds into the correct position relative to the spray gun, the frame can be mounted on a handling device which can be moved in the direction of both edge directions, tilted by two tilting axes parallel to the edges and rotated around the vertical axis.
- FIG. 3 where the frame 1 together with production molds 3 is shown at 14 on a turntable 14 in two tilted positions.
- a robot operating the spray gun is denoted by 15 and the central nozzle of the spray gun by 16.
- Fig. 1 can be seen at the two corner points of the angular parts 5, a part 11 through which the angular part receives a chamfer.
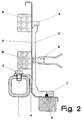
- screw sleeves or one or more welding bases can be introduced, which are also fixed in a favorable manner by magnets. 2 shows a screw sleeve 12 with a magnet 13.
- the frame 1 either gets into the Spraying and compaction station 21 or in the meantime also in a storage station, consisting of a transport elevator 22 and magazines 23 and 24.
- a transport elevator 22 and magazines 23 and 24 One of these magazines can also be used for drying (warm air) the formwork parts.
- the spray station 21 contains an action mechanism, which is drawn out at 25, which permits lifting, turning, shifting and clipping. At 26 and 27, the functions are partially drawn separately.
- the frame 1 with the two molded formwork parts 5 is brought into the storage station for drying and storage.
- the storage station is preferably designed as an intelligent warehouse that allows automatic retrieval of the special formwork parts required in each case.
- the frame with its parts reaches the formwork station 20, where the formwork is also removed.
- the demolded formwork part can be taken over by a crane and transported directly to point 7 in the same plant, where the precast concrete part is also manufactured.
- the means of transport between the stations can e.g. be a conveyor chain.
- angular parts were made. This is not a requirement. It is e.g. also possible to manufacture rounded parts or e.g. also simply elongated parts.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Moulds, Cores, Or Mandrels (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
Abstract
Es wird eine Hilfsvorrichtung zum Herstellen von die Sichtfläche von Betonfertigteilen bildenden Schalungsteilen beschrieben. Diese werden aus feinkörnigem Material faserverstärkt hergestellt und werden später in das Betonfertigteil eingegossen. Die Hilfseinrichtung ist als quadratischer Rahmen (1) ausgebildet; an diesen werden die Fertigungsformen (3) für die Schalungsteile (5) angeschraubt; an diesen Fertigungsformen (3) sind Begrenzungsteile (6, 7, 8) aus magnetischem Material zur seitlichen Begrenzung der Schalungsteile mittels Magnete (9, 10) fixiert. <IMAGE>
Description
- Es ist bekannt, Schalungsteile für Betonfertigteile aus feinkörnigem Material (z.B. Zement) mit Faserverstärkung herzustellen (zu spritzen) und diese Schalungsteile als sogenannte verlorene Schalungsteile zu verwenden, d.h., sie in das Betonfertigteil zu integrieren. Da derartige Schalungsteile mit einer geschlossenen sauberen Oberfläche hergestellt werden können, werden sie als Sichtfläche des Betonfertigteils verwendet.
- Der Erfindung liegt die Aufgabe zugrunde, eine Hilfsvorrichtung zum Herstellen derartiger Schalungsteile zu schaffen, mit der eine kostengünstigere Herstellung ermöglicht wird.
- Diese Aufgabe wird durch die im Anspruch 1 angegebenen Merkmale gelöst. In den Unteransprüchen sind weitere Ausgestaltungen der Erfindung beschrieben.
- Anhand der Zeichnung werden Ausführungsbeispiele der Erfindung näher erläutert. Es zeigen:
- Fig. 1
- die Hilfsvorrichtung in perspektivischer Darstellung
- Fig. 2
- einen Schnitt durch ein Rahmenteil
- Fig. 3
- eine schematische Darstellung für eine mögliche Stellung des Rahmens beim Spritzen
- Fig. 4
- eine schematische Darstellung verschiedener Stationen bei der Herstellung der Schalungsteile
- Die Spritzpistole befindet sich im Innern des Rahmen und wird per Hand oder von einem Roboter bedient. Um die Fertigungsformen in die richtige Stellung zur Spritzpistole zu bringen, kann der Rahmen auf einem Handlungsgerät montiert sein, das den Rahmen in Richtung beider Kantenrichtungen verschiebbar, ihn um zwei Kippachsen parallel zu den Kanten verkippbar und ihn um die Hochachse verdrehbar macht. Dies ist in Fig. 3 angedeutet, wo mit 14 der Rahmen 1 samt Fertigungsformen 3 auf einem Drehtisch 14 in zwei zueinander gekippten Stellungen gezeigt ist. Ein die Spritzpistole bedienender Roboter ist mit 15 und die Zentraldüse der Spritzpistole mit 16 bezeichnet.
In Fig. 1 erkennt man an den beiden Eckpunkten der Winkelteile 5 je ein Teil 11, durch das das Winkelteil eine Fase erhält. In die Schalungsteile 5 (Winkelteile) können Aufhängeteile, Schraubhülsen oder auch ein oder mehrere Schweißgründe eingebracht werden, die in günstiger Weise ebenfalls durch Magnete fixiert werden. In Fig. 2 ist eine Schraubhülse 12 mit Magnet 13 gezeigt. - Bis jetzt wurde beschrieben, wie die gesamte Schalung 3, 6, 7, 8 für die Schalungsteile 5 auf dem Rahmen untergebracht wird. Dies kann in einer speziellen Schalungsstation 20 vor sich gehen, wie dies Fig. 4 zeigt. Von dort gelangt der Rahmen 1 entweder in die Spritz- und Verdichtungsstation 21 oder zwischenzeitlich auch in eine Lagerstation, bestehend aus einem Transportaufzug 22 und Magazinen 23 und 24. Eines dieser Magazine kann auch zur Trocknung (Warmluft) der Schalungsteile dienen. Wie schon erwähnt, enthält die Spritzstation 21 einen Handlungsmechanismus, der bei 25 herausgezeichnet ist, der ein Heben, Drehen, Verschieben und Klippen zuläßt. Bei 26 und 27 sind die Funktion teilweise getrennt gezeichnet.
- Nach dem Spritzen und Verdichten in Station 21 wird der Rahmen 1 mit den zwei gespritzten Schalungsteilen 5 zum Trocknen und Lagern in die Lagerstation gebracht. Die Lagerstation ist vorzugsweise als intelligentes Lager ausgebildet, das ein automatisches Abrufen der jeweils benötigten speziellen Schalungsteile erlaubt. Dann gelangt der Rahmen mit seinen Teilen wieder zur Schalungsstation 20, wo auch die Entschalung stattfindet. Hier kann das entschalte Schalungsteil von einem Kran übernommen und direkt zu der Stelle 7 im gleichen Werk befördert werden, wo auch das Betonfertigteil gefertigt wird. Das Transportmittel zwischen den Stationen kann z.B. eine Förderkette sein. In dem obigen Beispiel wurden Winkelteile hergestellt. Dies ist keine Notwendigkeit. Es ist z.B. auch möglich, abgerundete Teile zu fertigen oder z.B. auch einfach langgestreckte Teile.
Claims (11)
- Hilfsvorrichtung zum Herstellen von die Sichtfläche(n) von Betonfertigteilen bildenden Schalungsteilen, die aus feinkörnigem Material faserverstärkt hergestellt (gespritzt) werden und die später in das Betonfertigteil eingegossen werden, dadurch gekennzeichnet, daß die Hilfsvorrichtung als rechteckiger insbesondere quadratischer Rahmen (1) ausgebildet ist, daß an diesem Rahmen (1) die Fertigungsform(en) für die Schalungsteile (5) befestigt sind, und daß an diesen Fertigungsformen (3) Begrenzungsteile (6, 7, 8) aus magnetischem Material zur seitlichen Begrenzung der Schalungsteile (5) durch Magnete (9, 10) fixiert sind.
- Hilfsvorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß der Rahmen (1) mit einem Raster mit Schrauböffnungen (2) versehen ist und daß die Fertigungsformen mit Verbindungsteilen (4) versehen sind, deren Plazierung dem Raster entspricht.
- Hilfsvorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß der Rahmen an den Ecken eine Fase (bei 11) aufweist.
- Hilfsvorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß der Rahmen in Richtung seiner Kanten verschiebbar ist (Fig. 4).
- Hilfsvorrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß der Rahmen um wenigstens eine Kippachse verkippbar ist (Fig. 3 und 4).
- Hilfsvorrichtung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß der Rahmen höhenverstellbar ist (Fig.4).
- Hilfsvorrichtung nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß der Rahmen um die Hochachse drehbar ist (Fig. 3 und 4).
- Hilfsvorrichtung nach den Ansprüchen 4, 5, 6 oder 7, dadurch gekennzeichnet, daß die Bewegungsmöglichkeiten zur Einstellung des Schalungsteils gegenüber der Spritzeinrichtung und gegebenenfalls einer Glättungs- und Verdichtungseinrichtung genutzt sind (Fig. 3).
- Hilfsvorrichtung nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, daß der Rahmen auch als Transportrahmen zum Verbringen des Schalungsteils(teile) in eine Härtestation und/oder in eine Lagerstation und/oder eine Ausschalstation dient (Fig. 4).
- Hilfsvorrichtung nach Anspruch 9, dadurch gekennzeichnet, daß die Lagerstation als Lagerturm mit mehreren Magazinen ausgebildet ist, die durch einen Aufzug angefahren werden (Fig. 4).
- Hilfsvorrichtung nach Anspruch 10, dadurch gekennzeichnet, daß das Lager ein intelligentes Lager ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4422442 | 1994-06-29 | ||
| DE4422442A DE4422442A1 (de) | 1994-06-29 | 1994-06-29 | Hilfsvorrichtung zum Herstellen von Schalungsteilen |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0689913A1 true EP0689913A1 (de) | 1996-01-03 |
Family
ID=6521603
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95109704A Withdrawn EP0689913A1 (de) | 1994-06-29 | 1995-06-22 | Hilfsvorrichtung zum Herstellen von Schalungsteilen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0689913A1 (de) |
| DE (1) | DE4422442A1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10114398A1 (de) * | 2001-03-23 | 2002-09-26 | Kobra Formen Gmbh | Formrahmen für eine Form |
| AU763613B2 (en) * | 1998-09-23 | 2003-07-31 | George Anthony Contoleon | Formwork attachment to frames for concrete walls |
| CN103950094A (zh) * | 2014-05-19 | 2014-07-30 | 叶萌 | 一种混凝土砌块通用多腔组合模具 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112936527B (zh) * | 2021-02-20 | 2024-06-11 | 湖北宝业建筑工业化有限公司 | 叠合剪力墙组模系统及组模方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1270466B (de) * | 1962-10-15 | 1968-06-12 | Coignet Construct Edmond | Form zum Herstellen von Baukoerpern aus Beton oder aehnlichen erhaertenden Stoffen |
| EP0006080A1 (de) * | 1978-05-30 | 1979-12-12 | A-Betong AB | Verfahren zur Herstellung eines Schichtstoffes |
| GB2028906A (en) * | 1978-08-16 | 1980-03-12 | Ankarswedshus Ab | Foundation Beam and Mould for Casting Same |
| US4404158A (en) * | 1978-03-08 | 1983-09-13 | Olympian Stone Company | Method of making a building panel |
| EP0340185A2 (de) * | 1988-04-28 | 1989-11-02 | Betemi Oy | Verfahren zum Herstellen von Säulen oder Balken aus Beton |
| FR2645565A1 (fr) * | 1989-04-11 | 1990-10-12 | Public Essais Etudes Lab | Elements de parement prefabriques, moule et gabarit pour leur fabrication |
| US5096648A (en) * | 1988-08-03 | 1992-03-17 | Johnson Brothers Precision Precast Products, Inc. | Method of manufacturing precast concrete articles |
| DE4221679A1 (de) * | 1992-07-02 | 1994-01-13 | Roeder & Spengler Stanz | Verfahren und Vorrichtung zum Herstellen von Kunststoff enthaltenden Teilen |
-
1994
- 1994-06-29 DE DE4422442A patent/DE4422442A1/de not_active Withdrawn
-
1995
- 1995-06-22 EP EP95109704A patent/EP0689913A1/de not_active Withdrawn
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1270466B (de) * | 1962-10-15 | 1968-06-12 | Coignet Construct Edmond | Form zum Herstellen von Baukoerpern aus Beton oder aehnlichen erhaertenden Stoffen |
| US4404158A (en) * | 1978-03-08 | 1983-09-13 | Olympian Stone Company | Method of making a building panel |
| US4404158B1 (de) * | 1978-03-08 | 1986-07-22 | ||
| EP0006080A1 (de) * | 1978-05-30 | 1979-12-12 | A-Betong AB | Verfahren zur Herstellung eines Schichtstoffes |
| GB2028906A (en) * | 1978-08-16 | 1980-03-12 | Ankarswedshus Ab | Foundation Beam and Mould for Casting Same |
| EP0340185A2 (de) * | 1988-04-28 | 1989-11-02 | Betemi Oy | Verfahren zum Herstellen von Säulen oder Balken aus Beton |
| US5096648A (en) * | 1988-08-03 | 1992-03-17 | Johnson Brothers Precision Precast Products, Inc. | Method of manufacturing precast concrete articles |
| FR2645565A1 (fr) * | 1989-04-11 | 1990-10-12 | Public Essais Etudes Lab | Elements de parement prefabriques, moule et gabarit pour leur fabrication |
| DE4221679A1 (de) * | 1992-07-02 | 1994-01-13 | Roeder & Spengler Stanz | Verfahren und Vorrichtung zum Herstellen von Kunststoff enthaltenden Teilen |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU763613B2 (en) * | 1998-09-23 | 2003-07-31 | George Anthony Contoleon | Formwork attachment to frames for concrete walls |
| DE10114398A1 (de) * | 2001-03-23 | 2002-09-26 | Kobra Formen Gmbh | Formrahmen für eine Form |
| CN103950094A (zh) * | 2014-05-19 | 2014-07-30 | 叶萌 | 一种混凝土砌块通用多腔组合模具 |
| CN103950094B (zh) * | 2014-05-19 | 2016-04-06 | 叶萌 | 一种混凝土砌块通用多腔组合模具 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE4422442A1 (de) | 1996-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0674069B1 (de) | Vorrichtung und Verfahren zur Herstellung von Bauwerken unter Verwendung von aus Mauerstein und/oder Schalungen bestehenden Bauteilen | |
| DE3615460C1 (de) | Vorrichtung zur Herstellung von Bewehrungen von fuer Bauzwecke vorgesehenen Platten aus Stahlbeton fuer Fertigdecken | |
| DE2818515C2 (de) | Form zur Herstellung von Betonbausteinen | |
| EP1092524A1 (de) | Handlingsystem für eine Kunststoff-Spritzgiessmaschine | |
| EP2361739A1 (de) | Anlage zur Herstellung von Betonfertigteilen | |
| EP0689913A1 (de) | Hilfsvorrichtung zum Herstellen von Schalungsteilen | |
| CH676943A5 (de) | ||
| DE2257768A1 (de) | Anlage zur herstellung von fertigbeton-teilen | |
| AT253200B (de) | Verfahren und Vorrichtung zur Herstellung von Mauerwerk aus Bausteinen | |
| EP0415435B1 (de) | Vorrichtung zum Herstellen von Natursteinen aus Beton | |
| DE19756148C2 (de) | Verfahren und Vorrichtung zur Herstellung von Steinformlingen für Paßstücke | |
| EP0536600B1 (de) | Vorrichtung zur Erstellung von Bewehrungen | |
| DE2145746A1 (de) | Verfahren und vorrichtung zur herstellung eines beton-schalungssteines | |
| DE3516477C2 (de) | ||
| AT389842B (de) | Schalungsvorrichtung zur herstellung fertiggaragen | |
| DE4133589A1 (de) | Vorrichtung zur erstellung von bewehrungen | |
| DE9410444U1 (de) | Einrichtung zur Herstellung von Betonfertigteilen | |
| DE3714580C1 (en) | Device for producing recesses, oblique cuts, severing cuts or the like in the case of precast concrete floor slabs or the like | |
| DE3248333A1 (de) | Maschine zum herstellen von formkoerpern aus beton | |
| DE2334002B2 (de) | Verfahren und kastenförmiger Hohlkörper zur Herstellung eines Betonsteins für den Aufbau von demontierbaren Abschirmwänden in Kernreaktoranlagen | |
| DE3344034A1 (de) | Anlage zur fliessbandfertigung von betonfertigbauteilen, insbesondere von grosstafeln | |
| DE2902287C2 (de) | Wärmebehandlungsofen zum Aushärten von in Formen gegossenen Betonmassen und Anlage zur Herstellung von Betonfertigteilen | |
| DE2430941C3 (de) | Verfahren und Vorrichtung zur Herstellung von großformatigen Betonbauelementen | |
| DE2756596C2 (de) | Verfahren zur Herstellung eines Fertigteiles aus Stahlbeton, insbesondere einer Raumzelle, und Vorrichtung zur Durchführung des Verfahrens | |
| DE2101093C3 (de) | Vorrichtung zum Herstellen von insbesondere bewehrten, plattenförmigen Wand- und Deckenelementen aus Beton für den Fertigbau |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR LI NL SE |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE CH DE ES FR LI NL SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19960704 |