EP0708578A2 - Verbindungsleitung - Google Patents
Verbindungsleitung Download PDFInfo
- Publication number
- EP0708578A2 EP0708578A2 EP95115519A EP95115519A EP0708578A2 EP 0708578 A2 EP0708578 A2 EP 0708578A2 EP 95115519 A EP95115519 A EP 95115519A EP 95115519 A EP95115519 A EP 95115519A EP 0708578 A2 EP0708578 A2 EP 0708578A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- voice coil
- membrane
- plastic film
- connection
- connection line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; ELECTRIC HEARING AIDS; PUBLIC ADDRESS SYSTEMS
- H04R7/00—Diaphragms for electromechanical transducers; Cones
- H04R7/16—Mounting or tensioning of diaphragms or cones
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; ELECTRIC HEARING AIDS; PUBLIC ADDRESS SYSTEMS
- H04R1/00—Details of transducers, loudspeakers or microphones
- H04R1/06—Arranging circuit leads; Relieving strain on circuit leads
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; ELECTRIC HEARING AIDS; PUBLIC ADDRESS SYSTEMS
- H04R9/00—Transducers of moving-coil, moving-strip, or moving-wire type
- H04R9/02—Details
Definitions
- the invention relates to the formation of connecting lines for contacting loudspeakers between the wire ends of the voice coil and the stationary connections arranged on the loudspeaker basket, in particular with the high-temperature resistant design of such connections.
- the contacting of the wire ends of the voice coil with the stationary connections arranged on the loudspeaker basket is usually realized in such a way that each bare, ie. H. Free of baked enamel and insulation, the wire end of the voice coil is conductively connected to the respective stationary connection contact via a connecting line.
- the connecting lines between the wire ends of the voice coil and the stationary connections on the loudspeaker basket are designed such that they span the lateral distance between the wire ends and the connections in an arc.
- the arcuate course of the connecting lines is chosen so that there is also a distance between the underside of the membrane and the connecting lines, so that the connecting lines cannot be pushed off the membrane under the influence of the lifting movements of the oscillating loudspeaker parts.
- connecting lines which, on the one hand, are dimensionally stable in order to maintain the arcuate course and, on the other hand - despite the dimensional stability - have little or no influence on the stroke movements of the exercise vibrating speaker parts. Due to the effective lifting movements and the bending loads exerted on the connecting lines, it is also necessary that the connecting lines have a high flexural fatigue strength if a long service life of the loudspeaker is to be guaranteed.
- Connection lines that meet these requirements are formed from a woven wire mesh and usually have a core formed from plastic material. Such connecting lines are also referred to as speaker strands.
- connection area is also connected Glue secured to the membrane and / or the voice coil former.
- connection of the speaker strands to the connection contacts is usually also carried out as a soldered connection, since soldering on this side of the strands is less critical because of the lower bending loads there. It is also known to form the connection between the strand and the terminal contact as a clamp connection, which completely eliminates remaining soldering problems.
- loudspeakers are to be exposed to temperatures of over 250 °, the technology previously discussed can no longer be used. This is because the securing of the connection area between the strands and the wire ends made by means of the adhesive becomes ineffective. This has the consequence that the detaching connection areas lead to a complete failure of the loudspeaker, since in the case of detached connection areas the wire ends of the voice coil are exposed to high bending loads due to the lifting movements of the vibrating loudspeaker parts and therefore very quickly because they are not designed for these loads break.
- connection line with contacting for speakers which is temperature-resistant up to 400 ° C and simple, i. H. can be manufactured without major changes to conventional production systems.
- the respective connecting line including its end region, which is conductively connected to the respective bare wire ends of the voice coil, is provided on at least one side with a band-shaped and high-temperature-resistant plastic film and there are fastening tabs on the plastic film which are attached to the membrane by means of fastening means / or the voice coil carrier can be connected, a voice coil contact is created, which can be manufactured on conventional production systems, and without additional fixing of the connection between the wire ends and the connecting lines by means of adhesive being necessary.
- the respective end regions of the connecting lines are connected to the respective wire ends of the voice coil by ultrasonic welding, the problems which occur with the conventional soldered connection are eliminated.
- Ultrasonic welding can only be carried out because, contrary to the prior art, the connecting lines have no plastic cores and the stabilizing effect is brought about by the plastic material in that the plastic film is only attached after the wire ends have been connected to the connecting lines.
- the connecting lines are formed from a woven wire mesh. In addition to the good flexibility of such connecting lines, this also has the advantage that a connection between the film and the connecting line can be created in a very simple manner by thermal softening of the plastic film and merely pressing the wire mesh into the film.
- the connecting line is formed by a conductor track applied to a plastic film
- a subsequent coating of the connecting line with the plastic material is not necessary.
- connection cables laminated on plastic film are available.
- the connection of the conductor tracks already laminated onto the plastic film with the respective wire ends of the voice coil should preferably be carried out as electrical welding. This is because ultrasound welding can damage the film due to the plastic film already present in this process step, which may result in electrical insulation of the connecting lines to the oscillating loudspeaker parts (voice coil, membrane) formed from metal being removed via the film.
- a U-shaped clamp is used as the fastening means, which penetrates the plastic film and the membrane or the voice coil former, the use of such a clamp is sufficient for fastening if the web connecting the legs of the clamp parallel to the course of the respective connecting lines runs.
- both parts can also be ultrasonically welded to one another if both the clamp and the membrane or voice coil former are made of ultrasonically weldable metal.
- connection between the connecting line and the membrane or the voice coil former is particularly simple if, as stated in claim 8, a plate is present and this is ultrasonically welded to the membrane and / or the voice coil former through an opening in the plastic film.
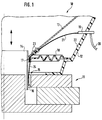
- FIG. 1 shows a largely conventionally constructed loudspeaker 10 in a side section, the illustration of the regions of the loudspeaker 10 lying to the left of the center line and the regions located further upwards being omitted.
- This loudspeaker 10 is essentially formed by a magnet system 11, a loudspeaker basket 12, a membrane 13 and a voice coil former 14.
- the magnet system 11 is connected to the speaker basket 12.
- the tubular voice coil carrier 14 is arranged in the air gap 15 formed in the magnet system 11.
- the end of the voice coil former 14, which in the Air gap 15 protrudes, is wound with the voice coil 16.
- the other end of the voice coil bobbin 14 is connected to the loudspeaker membrane 13.
- the voice coil bobbin 14 and the membrane 13 are made of aluminum and welded by means of ultrasound.
- the upper edge of the membrane 13 facing away from the voice coil support 14 is connected to the speaker basket 12 via a so-called bead (not shown).
- a centering membrane 18 is arranged between the neck 17 of the membrane 13 and the loudspeaker basket. Furthermore, a conductive connection contact 19 is inserted in the loudspeaker basket 12, which is formed here from a high-temperature-resistant plastic. At this point it should be pointed out that in another embodiment (not shown) the loudspeaker basket 12 can also be formed from another high-temperature-resistant material (ceramic or metal). In the illustration according to FIG. 1, this connection contact 19 is connected to one of two audio signal lines 20.
- a connecting line 21 is provided.
- This connecting line 21 the configuration of which will be discussed in more detail below, is guided from the side of the connecting contact 19 located on the inside 22 of the basket 12 with an arcuate course to the membrane 13 and fixed there by means of two mechanical fastening means 23 in the form of rents.
- the respective wire ends 24 of the voice coil 16 are also guided along the outer jacket of the voice coil former 14 to the fastening area and are conductively connected there to the respective connecting lines 21.
- FIG. 2 shows a connecting line 21 which is formed from a band-shaped wire mesh made of a copper-beryllium alloy.
- This connecting line 21 is placed and connected to a high-temperature-resistant, band-shaped plastic film 25.
- a wire end 24 of the voice coil 16 is guided to the connecting line 21.
- the wire end 24 is covered with an insulation 27 (here baking lacquer).
- the wire end 24 is ultrasonically welded to the connecting line 21.
- fastening tabs 28 are formed on the plastic film, which are used for connection to the membrane 13 (FIG. 1).
- the plastic film 25 was formed from polyimide material.
- polyimide material is temperature-resistant up to over 400 ° C and can be obtained commercially, for example, under the brand name Kapton® from Dupont.
- the overlapping regions of the wire end 24 and the connecting line 21 are pressed together between the sonotrode and the counter electrode of an ultrasonic welding arrangement (not shown) and the ultrasonic welding is carried out.
- the fact that in this state the end region 26 of the wire end 24 resting on the connecting line 21 is still covered with baked enamel is of no importance, since the baked enamel coating "burns" when the ultrasonic welding is started.
- connection point and the connecting line 21 are then connected to the plastic film 25 formed from polyimide material by the wire mesh being pressed into the plastic film 25 under the action of heat. It is essential for electrical insulation of the connection that the plastic film 25 to over the area of the wire end 24 is sufficient, which is still coated with baking lacquer or insulating material 27 if the membrane 13 and / or the voice coil former 14 is formed from metal.
- the plastic film 25 with the side facing away from the side with the connecting line 21 is placed against the membrane 13 (FIG. 1) and by means of the rivets 23 (FIG. 1) guided through the fastening tabs 28 and the membrane 13 Membrane 13 attached.
- FIG. 3 shows a section through an arrangement according to FIG. 2.
- a further plastic film 25 ' (shown in dashed lines) is present.
- the connecting line 21 and the wire end 24 are arranged between these two plastic films 25, 25 ', so that both parts 21, 24 are completely covered by the two plastic films 25, 25'.
- This complete sheathing of the parts 21, 24 can be carried out in such a way that both foils 25, 29 are thermally softened with the connecting line 21 and wire end 24 interposed, and are pressed against one another in this state.
- FIG. 4 shows a plastic film 25 on which two connecting lines 21 are applied with a mutual lateral spacing. This was achieved by evaporating copper onto a plastic film made of polyimide, which was also used here, and by forming the interconnects forming the connecting lines 21 by etching. Two wire ends 24 of the voice coil 16 are guided to these two connecting lines 21.
- the connection of the laminated conductor tracks 21 to the respective wire ends 24 was realized in the present case by electric welding, since ultrasonic welding can possibly damage the already existing plastic film 25 in the welding area X. However, this does not mean that it is not also shown in connection with FIG Plastic film 25 vapor-deposited connecting lines 21 can also be used for the connection not the ultrasonic welding technology.
- the conductor tracks 21 formed on the plastic film 25 are connected to the wire ends 24 by ultrasonic welding and the area of the plastic film 25, which is identified by the dashed line, is damaged, such a connecting line 21 can nevertheless be used for the purposes discussed here, if the surface of the film 25 on which the conductor track 21 is formed is connected to a further film 25 '(see FIG. 3) which covers the welding area X to the membrane 13.
- the ultrasonic welding of an arrangement shown in FIG. 4 and comprising only one film 25 can also be carried out in all cases in which the insulation of the connection areas between the wire ends 24 and the conductor tracks 21 plays a subordinate role. The latter is the case when, for example, the membrane 13 (FIG. 1) is formed from insulating material.
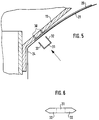
- FIG. 5 shows a fastening of a film 25 carrying two connecting lines 21 to the membrane 13, an exact representation of the connecting lines 21 and the wire ends 24 being omitted for reasons of clarity.
- the membrane 13 has two slot-shaped openings 30 and that there is a U-shaped bracket 31 for connection.
- the U-shaped bracket 31, the development of which is shown in FIG. 6, is moved toward the openings 30 with its legs 22 in the direction of the arrow in order to produce the connection between the membrane 13 and the plastic film 25. Since the ends of the legs 32 are pointed (FIG. 6), they penetrate the film area 29 between the two Connection lines 21 ( Figure 4) before they penetrate the openings 30.
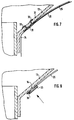
- a final connection is realized in that after the legs 32 have penetrated the openings 30, the legs 32 are bent over. It is very advantageous if the clamp connection is designed as shown in FIG. 7. If - as shown in FIG. 7 - the legs 32 on the upper side 33 of the membrane 13 are bent outwards and the membrane 13 and the clamp 31 are formed from metal, the two parts 13, 31 can be ultrasonically welded particularly well because only In this case, both parts 13, 31 lie directly on top of one another, there is no plastic material in this area and, furthermore, both sides of parts 13, 31 are accessible to the electrodes of the ultrasonic welding arrangement.
- the fastening of the plastic film 25 to the membrane 13 can also be ultrasonically welded if - as shown in FIG. 8 - a thin, flat plate 33 and a plastic film 25 provided with a hole 34 are used. If this plate 33, which must have a larger dimension than the hole 34, is pressed in the direction of the arrow against the membrane 13, the side 35 of the plate 33, which faces the membrane 13, penetrates the hole 34 and comes in with the membrane 13 Contact. If both parts 13, 33 are formed from metals that can be ultrasonically welded to one another, the welding can then begin when both parts 13, 33 touch through the hole 34 in the plastic film 25. For the sake of completeness, it should be pointed out that the parts 13, 25 and 33 have been shown at a distance from one another in FIG. 8 for better clarity.
- the application of the invention is not limited to speakers that are exposed to high ambient temperatures.
- connecting lines 21 provided with the plastic film 25 can also be connected to the respective connecting contacts 19 in the manner valid for the connection to the wire ends 24.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Acoustics & Sound (AREA)
- Signal Processing (AREA)
- Multimedia (AREA)
- Audible-Bandwidth Dynamoelectric Transducers Other Than Pickups (AREA)
Abstract
Description
- Die Erfindung befaßt sich mit der Ausbildung von Verbindungsleitungen zum Kontaktieren von Lautsprechern zwischen den Drahtenden der Schwingspule und den stationären, am Lautsprecherkorb angeordneten Anschlüssen, insbesondere mit der hochtemperaturfesten Ausbildung derartiger Verbindungen.
- Gemäß dem Stand der Technik ist die Kontaktierung der Drahtenden der Schwingspule mit den stationären, am Lautsprecherkorb angeordneten Anschlüssen meist so realisiert, daß jedes blanke, d. h. von Backlack und Isolierung befreite, Drahtende der Schwingspule über eine Verbindungsleitung mit dem jeweiligen stationären Anschlußkontakt leitend verbunden ist. Um eine Bewegung der Membran bzw. des Schwingspulenträgers zu gewährleisten, sind die Verbindungsleitungen zwischen den Drahtenden der Schwingspule und den stationären Anschlüssen am Lautsprecherkorb so ausgebildet, daß sie den seitlichen Abstand zwischen den Drahtenden und den Anschlüssen bogenförmig überspannen. Der bogenförmige Verlauf der Verbindungsleitungen ist dabei so gewählt, daß auch ein Abstand zwischen der Unterseite der Membran und den Verbindungsleitungen verbleibt, damit unter dem Einfluß der Hubbewegungen der schwingenden Lautsprecherteile ein Abstoßen der Verbindungsleitungen an die Membran ausgeschlossen ist.
- Dies erfordert Verbindungsleitungen, die zum einen zur Aufrechterhaltung des bogenförmigen Verlaufs formstabil sind und zum weiteren - trotz der Formstabilität - keinen oder nur einen geringen Einfluß auf die Hubbewegungen der schwingenden Lautsprecherteile ausüben. Aufgrund der wirkenden Hubbewegungen und den dadurch auf die Verbindungsleitungen ausgeübten Biegebelastungen ist es ferner notwendig, daß die Verbindungsleitungen eine hohe Biege-Wechsel-Festigkeit aufweisen, wenn eine lange Lebensdauer des Lautsprechers garantiert werden soll.
- Verbindungsleitungen, welche diese Anforderungen erfüllen, werden aus einem gewobenen Drahtgeflecht gebildet und weisen meistens eine aus Kunststoffmaterial gebildete Seele auf. Derartige Verbindungsleitungen werden auch als Lautsprecherlitzen bezeichnet.
- Die Verbindung dieser Lautsprecherlitzen mit den Drahtenden der Schwingspule erfolgt durch Lötung. Diese Art der Verbindung ist allerdings nicht unkritisch. Werden die Drahtenden der Schwingspule mit den Litzen der Verbindungsleitung zusammengehalten und die Lötung ausgeführt, so verbrennt unter dem Einfluß der Löttemperatur zunächst die Backlack- und Isolationsummantelung der Drahtenden sowie die Kunststoffseele der Lautsprecherlitze in dem Bereich, in welchem die Drahtenden und die Litzen der Löttemperatur ausgesetzt werden. Da die Lautsprecherlitzen aus gewobenem Drahtgeflecht gebildet sind und daher wegen ihrer Kapillarwirkung dazu neigen das Lot sehr gut anzunehmen, muß die Lötung sehr präzise, d. h. in einer genau definierten Zeitspanne ablaufen. Schon geringe Erhöhungen der Lötzeit und/oder der Löttemperatur führen dazu, daß größere Bereiche der Kunststoffseele verbrennen bzw. daß das Lot in stärkerem Umfang in die Litzen gelangt und somit längere Endbereiche der Litze mit Lot durchtränkt. Letzteres hat zur Folge, daß längere Endbereiche als vorgesehen durch das erkaltende Lot verfestigt werden. Die weitere Folge ist, daR unter dem Einfluß der Hubbewegungen die Litzen in dem Bereich, der unerwünscht mit Lot durchtränkt ist, brechen.
- Sind die Lautsprecherlitzen mit den Drahtenden leitend verbunden, wird der Verbindungsbereich zusätzlich noch mit Klebstoff an der Membran und/oder dem Schwingspulenträger gesichert.
- Die Verbindung der Lautsprecherlitzen an den Anschlußkontakten ist zumeist auch als Lötverbindung ausgeführt, da eine Lötung an dieser Seite der Litzen wegen der dort geringeren Biegebelastungen weniger kritisch ist. Auch ist es bekannt, die Verbindung zwischen Litze und Anschlußkontakt als Klemmverbindung auszubilden, welche verbleibende Lötprobleme völlig beseitigt.
- Sollen Lautsprecher Temperaturen von über 250° ausgesetzt werden, so ist die bisher erörterte Technik nicht mehr einsetzbar. Dies deshalb, weil die über den Klebstoff hergestellte Sicherung des Verbindungsbereichs zwischen den Litzen und den Drahtenden wirkungslos wird. Dies hat zur Folge, daß die sich ablösenden Verbindungsbereiche zu einem vollständigen Ausfall des Lautsprechers führen, da bei abgelösten Verbindungsbereichen die Drahtenden der Schwingspule durch die Hubbewegungen der schwingenden Lautsprecherteile hohen Biegebelastungen ausgesetzt werden und daher - weil sie für diese Belastungen nicht ausgelegt sind - sehr schnell brechen.
- Daneben tritt bei diesen Temperaturen das zusätzliche Problem auf, daß auch die Lötstellen erweichen und sich die gebildete Verbindung zwischen Drahtende und Litze auflöst.
- Um diese Probleme von hochtemperaturbelasteten Lautsprechern zu lösen, ist aus DE 42 41 212.9 eine Anordnung bekannt, bei welcher die Kontaktierung der Drahtenden der Schwingspule mittels einer auf dem Polkern des Lautsprechers angeordneten Federanordnung erfolgt, ohne daß die Drahtenden der Schwingspule Biegebelastungen ausgesetzt sind. Auch kann gemäß der bekannten Anordnung auf eine Lötverbindung zwischen den Drahtenden und den jeweiligen Kontaktteilen der Federanordnung verzichtet werden, wenn beispielsweise Klemmvorrichtungen an den Kontaktteilen vorgesehen sind.
- Daneben ist es aus DE 44 19 311.4 bekannt, anstatt von Lautsprecherlitzen leitfähige und gegenüber den Schwingspulenträger isoliert angeordnete Segmente einer Zentriermembran zu verwenden, zu welchen die Drahtenden der Schwingspule geführt sind. Die Drahtenden der Schwingspule sind mit den jeweiligen Segmenten der Zentriermembran mittels Ultraschallverschweißung verbunden.
- Abgesehen davon, daß die beiden letztbenannten Anordnungen sehr aufwendig sind, erfordern sie auch Produktionsanordnungen, die von den Produktionsanlagen für herkömmliche ausgebildete und bogenförmige Verbindungsleitungen aufzuweisende Lautsprecher in erheblichem Umfang abweichen.
- Daher besteht nach wie vor das Bedürfnis eine Verbindungsleitung nebst Kontaktierung für Lautsprecher anzugeben, welche bis über 400°C temperaturfest ist und einfach, d. h. ohne große Veränderung der herkömmlichen Produktionsanlagen gefertigt werden kann.
- Diese Aufgabe wird mit den Merkmalen gemäß Anspruch 1 gelöst. Vorteilhafte Aus- und Weiterbildungen der Erfindung sind den Ansprüchen 2 - 8 entnehmbar.
- Ist gemäß Anspruch 1 die jeweilige Verbindungsleitung einschließlich ihres Endbereichs, welche mit den jeweiligen blanken Drahtenden der Schwingspule leitend verbunden ist, zumindest an einer Seite mit einer bandförmigen und hochtemperaturfesten Kunststoffolie versehen und sind an der Kunststoffolie Befestigungslaschen vorhanden, die mittels von Befestigungsmitteln mit der Membran und/oder dem Schwingspulenträger verbindbar sind, ist eine Schwingspulenkontaktierung geschaffen, welche auf herkömmlichen Produktionsanlagen gefertigt werden kann, und ohne daß eine zusätzliche Fixierung der Verbindung zwischen den Drahtenden und den Verbindungsleitungen durch Klebstoff notwendig ist. In diesem Zusammenhang sei darauf hingewiesen, daß es besonders vorteilhaft ist, die Kunststoffolie an der Seite der Verbindungsleitung anzuordnen, welche der Membran bzw. dem Schwingspulenträger zugewandt ist, da durch die Kunststoffolie an dieser Seite gleichzeitig eine Isolierung der Verbindungsleitungen zu den bei thermisch hoch belasteten Lautsprechern verwendeten Metallmembranen bzw. aus Metall gebildeten Schwingspulenträgern geschaffen wird. Die Realisierung einer solchen Schwingspulenkontaktierung auf einer herkömmlichen Produktionsanlage unterscheidet sich nur dadurch, daß nach dem Verbinden der Drahtenden mit den Verbindungsleitungen in einem zusätzlichen Schritt die Verbindungsleitungen mit der Kunststoffolie versehen werden und die Befestigungslaschen der Kunststoffolie mit der Membran und/oder dem Schwingspulenträger verbunden werden.
- Sind gemäß Anspruch 2 die jeweiligen Endbereiche der Verbindungsleitungen mit den jeweiligen Drahtenden der Schwingspule durch Ultraschallschweißung verbunden, entfallen die Probleme, welche bei der herkömmlichen Lötverbindung auftreten. Die Ultraschallschweißung ist nur deshalb ausführbar, weil die Verbindungsleitungen entgegen dem Stand der Technik keine Kunststoffseelen aufweisen und die stabilisierende Wirkung durch das Kunststoffmaterial dadurch herbeigeführt wird, daß erst nach dem Verbinden der Drahtenden mit den Verbindungsleitungen die Kunststoffolie angebracht wird. Von besonderem Vorteil ist es, wenn die Verbindungsleitungen aus gewobenem Drahtgeflecht gebildet werden. Dies hat neben der guten Flexibilität derartiger Verbindungsleitungen auch den Vorteil, daß durch thermische Erweichung der Kunststoffolie und bloßes Eindrücken des Drahtgeflechts in die Folie in sehr einfacher Weise eine Verbindung zwischen der Folie und der Verbindungsleitung geschaffen werden kann.
- Wird gemäß Anspruch 3 die Verbindungsleitung von einer auf einer Kunststoffolie aufgebrachten Leiterbahn gebildet, entfällt eine nachträgliche Beschichtung der Verbindungsleitung mit dem Kunststoffmaterial. Auch können derartige auf Kunststoffolie aufkaschierte Verbindungsleitungen konfektioniert bezogen werden. Die Verbindung der bereits auf die Kunststoffolie aufkaschierten Leiterbahnen mit den jeweiligen Drahtenden der Schwingspule sollte bevorzugt als Elektroschweißung ausgeführt werden. Dies deshalb, weil eine Ultraschallschweißung wegen der bei diesem Prozeßschritt schon anwesenden Kunststoffolie zu einer Beschädigung der Folie führen kann, wodurch möglicherweise eine über die Folie bewirkte elektrische Isolierung der Verbindungsleitungen zu den aus Metall gebildeten, schwingenden Lautspecherteilen (Schwingspule, Membran) aufgehoben werden kann.
- Sind gemäß Anspruch 4 zumindest 2 Verbindungsleitungen mit seitlichem Abstand zueinander auf einer Kunststoffolie angeordnet, sind besondere Befestigungslaschen überflüssig, da in diesem Fall durch den Kunststoffbereich, welcher zwischen den beiden Verbindungsleitungen angeordnet ist, als Befestigungslasche genutzt werden kann.
- Wird gemäß Anspruch 5 als Befestigungsmittel eine u-förmige Klammer verwendet, die die Kunststoffolie und die Membran bzw. den Schwingspulenträger durchdringt, reicht der Einsatz bloß einer solcher Klammer zur Befestigung aus, wenn der die Schenkel verbindende Steg der Klammer parallel zum Verlauf der jeweiligen Verbindungsleitungen verläuft.
- Sind - wie in Anspruch 6 angegeben - die Enden der Schenkel spitz ausgebildet, hat dies neben dem Vorteil der Gewichtsersparnis auch den Vorteil, daß die Kunststoffolie zur Vermeidung des Ausreißens nicht vorgelocht werden muß.
- Liegen gemäß Anspruch 7 die umgebogenen Enden der Schenkel direkt auf der Oberfläche der Membran bzw. den Schwingspulenträger auf, können beide Teile zusätzlich auch miteinander ultraschallverschweißt werden, wenn sowohl die Klammer als auch die Membran bzw. der Schwingspulenträger aus ultraschallschweißbarem Metall gebildet sind.
- Besonders einfach ist die Verbindung zwischen der Verbindungsleitung und der Membran bzw. dem Schwingspulenträger dann, wenn - wie in Anspruch 8 angegeben - ein Plättchen vorhanden ist und dieses durch eine Öffnung in der Kunststoffolie mit der Membran und/oder dem Schwingspulenträger ultraschallverschweißt ist.
- Es zeigen:
- Figur 1
- Eine Detailansicht eines Lautsprechers im Seitenschnitt;
- Figur 2
- eine Draufsicht auf eine Kontaktierung von Drahtende und Verbindungsleitung;
- Figur 3
- eine Darstellung gemäß Figur 2 im Seitenschnitt;
- Figur 4
- eine weitere Darstellung gemäß Figur 2;
- Figur 5
- eine weitere Darstellung gemäß Figur 1;
- Figur 6
- eine Abwicklung einer Klammer;
- Figur 7
- eine weitere Darstellung gemäß Figur 4; und
- Figur 8
- eine weitere Darstellung gemäß Figur 7.
- Die Erfindung soll nun anhand der Figuren näher erläutert werden.
- Mit Figur 1 ist ein weitgehend konventionell aufgebauter Lautsprecher 10 im Seitenschnitt gezeigt, wobei auf die Darstellung der links der Mittellinie liegenden sowie auf die weiter oben angeordneten Bereiche des Lautsprechers 10 verzichtet wurde.
- Dieser Lautsprecher 10 wird im wesentlichen von einem Magnetsystem 11, einem Lautsprecherkorb 12, einer Membran 13 und einem Schwingspulenträger 14 gebildet. Das Magnetsystem 11 ist mit dem Lautsprecherkorb 12 verbunden. In den im Magnetsystem 11 gebildeten Luftspalt 15 ist der rohrförmig ausgebildete Schwingspulenträger 14 angeordnet. Das Ende des Schwingspulenträgers 14, welches in den Luftspalt 15 ragt, ist mit der Schwingspule 16 umwickelt. Das andere Ende des Schwingspulenträgers 14 ist mit der Lautsprechermembran 13 verbunden. Im vorliegenden Fall sind der Schwingspulenträger 14 und die Membran 13 aus Aluminium gebildet und mittels von Ultraschall verschweißt. Nur vollständigkeitshalber sei darauf hingewiesen, daß der obere, dem Schwingspulenträger 14 abgewandte Rand der Membran 13 mit dem Lautsprecherkorb 12 über eine sogenannte Sicke (nicht dargestellt) verbunden ist.
- Zwischen dem Hals 17 der Membran 13 und dem Lautsprecherkorb ist eine Zentriermembran 18 angeordnet. Ferner ist im Lautsprecherkorb 12, welcher vorliegend aus einem hochtemperaturfesten Kunststoff gebildet ist, ein leitfähiger Anschlußkontakt 19 eingesetzt. An dieser Stelle sei darauf hingewiesen, daß in einem anderen - nicht dargestellten - Ausführungsbeispiel der Lautsprecherkorb 12 auch aus einem anderen hochtemperaturfesten Werkstoff (Keramik oder Metall) gebildet sein kann. Dieser Anschlußkontakt 19 ist in der Darstellung gemäß Figur 1 mit einer von zwei Tonsignalleitungen 20 verbunden.
- Um die niederfrequenten Tonsignale von den Anschlußkontakten 19 zur Schwingspule 16 zu führen, ist eine Verbindungsleitung 21 vorgesehen. Diese Verbindungsleitung 21, auf deren Ausgestaltung noch unten näher eingegangen wird, ist von der an der Innenseite 22 des Korbes 12 gelegenen Seite des Anschlußkontakts 19 mit bogenförmigen Verlauf zur Membran 13 geführt und dort mittels von zwei mechanischen Befestigungsmitteln 23 in der Form von Mieten fixiert. Die jeweiligen Drahtenden 24 der Schwingspule 16 sind entlang dem Außenmantel des Schwingspulenträgers 14 ebenfalls zu dem Befestigungsbereich geführt und dort mit den jeweiligen Verbindungsleitungen 21 leitend verbunden.
- Wie die Verbindungsleitung 21 näher ausgestaltet ist und wie die Kontaktierung der Verbindungsleitung 21 mit dem jeweiligen Drahtende 24 der Schwingspule 16 realisiert ist, wird im Zusammenhang mit den Figuren 2 - 4 näher erläutert.
- Figur 2 zeigt eine Verbindungsleitung 21, die aus einem bandförmigen Drahtgeflecht aus einer Kupfer-Beryllium-Legierung gebildet ist. Diese Verbindungsleitung 21 ist auf eine hochtemperaturfeste, bandförmig ausgebildete Kunststoffolie 25 aufgelegt und verbunden. Ferner ist zu der Verbindungsleitung 21 ein Drahtende 24 der Schwingspule 16 geführt. Das Drahtende 24 ist bis auf den Endbereich 26, der auf der Verbindungsleitung 21 aufliegt, mit einer Isolierung 27 (hier Backlack) ummantelt. In dem Bereich, in welchem sich der blanke Endbereich 26 des Drahtendes 24 und die Verbindungsleitung 21 überlappen und welche mit X gekennzeichnet ist, ist das Drahtende 24 mit der Verbindungsleitung 21 ultraschallverschweißt. Nahe der Schweißstelle X sind an der Kunststoffolie 25 Befestigungslaschen 28 ausgebildet, welche zur Verbindung mit der Membran 13 (Figur 1) dienen.
- Die Kunststoffolie 25 wurde vorliegend aus Polyimidmaterial gebildet. Derartiges Material ist bis über 400°C temperaturfest und kann beispielsweise unter der Markenbezeichnung Kapton® bei der Firma Dupont handelsüblich bezogen werden.
- Um eine in Figur 2 dargestellte Anordnung zu realisieren, werden die sich überlappenden Bereiche des Drahtendes 24 und der Verbindungsleitung 21 zu zwischen der Sonotrode und der Gegenelektrode einer Ultraschallschweißanordnung (nicht dargestellt) zusammengedrückt und die Ultraschallschweißung ausgeführt. Daß in diesem Zustand der auf der Verbindungsleitung 21 aufliegende Endbereich 26 des Drahtendes 24 noch mit Backlack ummantelt ist, ist ohne Bedeutung, da die Backlackummantelung bei Einsetzen der Ultraschallschweißung "verbrennt".
- Sodann werden die Verbindungsstelle und die Verbindungsleitung 21 mit der aus Polyimidmaterial gebildeten Kunststoffolie 25 verbunden, indem das Drahtgeflecht unter Wärmeeinwirkung in die Kunststoffolie 25 eingedrückt wird. Dabei ist es für eine elektrische Isolierung der Verbindung wesentlich, daß die Kunststoffolie 25 bis über den Bereich des Drahtendes 24 reicht, der noch mit Backlack bzw. Isoliermaterial 27 beschichtet ist, wenn die Membran 13 und/oder der Schwingspulenträger 14 aus Metall gebildet ist.
- Nach diesem Prozeß wird die Kunststoffolie 25 mit der Seite, welche der Seite mit der Verbindungsleitung 21 abgewandt ist, an die Membran 13 (Figur 1) angelegt und mittels der durch die Befestigungslaschen 28 und die Membran 13 geführten Nieten 23 (Figur 1) an der Membran 13 befestigt.
- Figur 3 zeigt einen Schnitt durch eine Anordnung gemäß Figur 2. Abweichend von der Darstellung gemäß Figur 2 ist eine weitere Kunststoffolie 25' (gestrichelt dargestellt) vorhanden. Zwischen diesen beiden Kunststoffolien 25, 25' sind die Verbindungsleitung 21 und das Drahtende 24 angeordnet, so daß beide Teile 21, 24 von den beiden Kunststoffolien 25, 25' vollständig ummantelt werden. Diese vollständige Ummantelung der Teile 21, 24 kann so ausgeführt werden, daß beide Folien 25, 29 bei zwischengelegter Verbindungsleitung 21 und Drahtende 24 thermisch erweicht werden und in diesem Zustand gegeneinander gedrückt werden.
- Mit Figur 4 ist eine Kunststoffolie 25 gezeigt, auf der zwei Verbindungsleitungen 21 mit gegenseitigem seitlichen Abstand aufgebracht sind. Dies wurde dadurch erreicht, daß auf eine auch hier verwendete Kunststoffolie aus Polyimid Kupfer aufgedampft wurde und die die Verbindungsleitungen 21 bildenden Leiterbahnen durch Ätzung herausgebildet wurden. Zu diesen beiden Verbindungsleitungen 21 sind zwei Drahtenden 24 der Schwingspule 16 geführt. Die Verbindung der aufkaschierten Leiterbahnen 21 mit den jeweiligen Drahtenden 24 wurde vorliegend durch Elektroschweißung realisiert, da eine Ultraschallverschweißung möglicherweise die schon vorhandene Kunststoffolie 25 im Schweißbereich X beschädigen kann. Dies heißt aber nicht, daß nicht auch bei im Zusammenhang mit Figur 4 gezeigten und auf der Kunststoffolie 25 aufgedampften Verbindungsleitungen 21 nicht auch die Ultraschallschweißtechnik zur Verbindung eingesetzt werden kann. Werden beispielsweise die auf der Kunststoffolie 25 ausgebildeten Leiterbahnen 21 durch Ultraschallverschweißung mit den Drahtenden 24 verbunden und wird dabei der Bereich der Kunststoffolie 25, welcher durch die gestrichelte Linie gekennzeichnet ist, beschädigt, kann eine solche Verbindungsleitung 21 für die hier erörterten Zwecke dennoch eingesetzt werden, wenn die Oberfläche der Folie 25, auf welcher die Leiterbahn 21 ausgebildet sind, mit einer weiteren Folie 25' (siehe Figur 3) verbunden wird, welche den Schweißbereich X zur Membran 13 abdeckt. Auch kann die Ultraschallschweißung einer in Figur 4 gezeigten und nur eine Folie 25 umfassenden Anordnung in all den Fällen ausgeführt werden, in denen die Isolierung der Verbindungsbereiche zwischen den Drahtenden 24 und den Leiterbahnen 21 eine untergeordnete Rolle spielt. Letzteres ist dann der Fall, wenn etwa die Membran 13 (Figur 1) aus Isolierstoff gebildet ist.
- Ferner ist in Figur 4 erkennbar, daß auf die Ausbildung besonderer Befestigungslaschen 28 verzichtet werden kann, da zur Befestigung ohne weiteres der Folienbereich 29 zwischen den beiden Leiterbahnen 21 zur Befestigung mit der Membran 13 (Figur 1) genutzt werden kann.
- Mit Figur 5 ist eine Befestigung einer zwei Verbindungsleitungen 21 tragenden Folie 25 mit der Membran 13 gezeigt, wobei aus Gründen der Übersichtlichkeit eine genaue Darstellung der Verbindungsleitungen 21 und der Drahtenden 24 verzichtet wurde. Wesentlich ist in Figur 5 nur, daß die Membran 13 zwei schlitzförmige Öffnungen 30 aufweist und daR zur Verbindung eine u-förmige Klammer 31 vorhanden ist. Die u-förmige Klammer 31, deren Abwicklung in Figur 6 gezeigt ist, wird zur Herstellung der Verbindung zwischen Membran 13 und Kunststoffolie 25 mit ihren Schenkeln 22 in Pfeilrichtung auf die Öffnungen 30 zu bewegt. Da die Enden der Schenkel 32 spitz ausgebildet sind (Figur 6), durchdringen diese den Folienbereich 29 zwischen den beiden Verbindungsleitungen 21 (Figur 4), bevor sie die Öffnungen 30 durchdringen. Eine endgültige Verbindung wird dadurch realisiert, daß, nachdem die Schenkel 32 die Öffnungen 30 durchdrungen haben, die Schenkel 32 umgebogen werden. Dabei ist es sehr vorteilhaft, wenn die Klammerverbindung so ausgebildet wird wie es in Figur 7 dargestellt ist. Werden nämlich - wie in Figur 7 gezeigt - die Schenkel 32 auf der Oberseite 33 der Membran 13 nach außen umgebogen und sind die Membran 13 und die Klammer 31 aus Metall gebildet, lassen sich die beiden Teile 13, 31 besonders gut ultraschallverschweißen, weil nur in diesem Fall beide Teile 13, 31 direkt aufeinanderliegen, kein Kunststoffmaterial in diesem Bereich vorhanden ist und zum weiteren beide Seiten der Teile 13, 31 für die Elektroden der Ultraschallschweißanordnung zugänglich sind.
- Eine Ultraschallschweißbarkeit der Befestigung der Kunststoffolie 25 an der Membran 13 ist auch dann gegeben, wenn - wie in Figur 8 gezeigt - ein dünnes, ebenes Plättchen 33 und eine mit einem Loch 34 versehene Kunststoffolie 25 verwendet wird. Wird dieses Plättchen 33, welches gegenüber dem Loch 34 eine größere Abmessung haben muß, in Pfeilrichtung gegen die Membran 13 gedrückt, so durchdringt die Seite 35 des Plättchens 33, welche der Membran 13 zugewandt ist, das Loch 34 und kommt mit der Membran 13 in Berührung. Sind beide Teile 13, 33 aus miteinander ultraschallverschweißbaren Metallen gebildet, kann dann die Verschweißung beginnen, wenn sich beide Teile 13, 33 durch das Loch 34 in der Kunststoffolie 25 berühren. Nur aus Gründen der Vollständigkeit sei darauf hingewiesen, daR in Figur 8 zu besseren Anschaulichkeit die Teile 13, 25 und 33 Abstand zueinander dargestellt wurden.
- Ergänzend sei darauf hingewiesen, daß die hier nur für die Membran 13 gezeigte Verbindung auch für den Schwingspulenträger 14 Gültigkeit hat.
- Auch ist die Anwendung der Erfindung nicht nur auf Lautsprecher beschränkt, die hohen Umgebungstemperaturen ausgesetzt werden.
- Ferner ist selbtverständlich, daß die mit der Kunststofffolie 25 versehenen Verbindungsleitungen 21 in der für die Verbindung mit den Drahtenden 24 gültigen Weise auch mit den jeweiligen Anschlußkontakten 19 verbunden werden können.
Claims (8)
- Verbindungsleitung zum Kontaktieren von Lautsprechern zwischen den jeweiligen Drahtenden (24) der Schwingspule (16) und den stationären, am Lautsprecherkorb (12) angeordneten Anschlüssen (19)
dadurch gekennzeichnet,
daß die jeweilige Verbindungsleitung (21) einschließlich ihres Endbereichs, welcher mit dem jeweiligen blanken Drahtende (24) der Schwingspule (16) leitend verbunden ist, zumindest an einer Seite mit einer hochtemperaturfesten, bandförmigen Kunststoffolie (25) versehen ist,
daß an der Kunststoffolie (25) Befestigungslaschen (28) vorgesehen sind und
daß die Befestigungslaschen (28) mittels von Befestigungsmitteln (23, 31, 33) an der Membran (13) und/oder dem Schwingspulenträger (14) befestigt sind. - Verbindungsleitung nach Anspruch 1,
dadurch gekennzeichnet,
daß der Endbereich der Verbindungsleitung (21) mit dem jeweiligen Drahtende (24) der Schwingspule (16) durch Ultraschallschweißung verbunden ist. - Verbindungsleitung nach Anspruch 1,
dadurch gekennzeichnet,
daß die jeweilige Verbindungsleitung (21) von einer auf der Kunststoffolie (25) aufkaschierten Leiterbahn (21) gebildet wird und
daß der Endbereich der Leiterbahn (21) mit dem jeweiligen Drahtende (24) der Schwingspule (16) durch Elektroschweißung verbunden ist. - Verbindungsleitung nach Anspruch 2 oder Anspruch 3,
dadurch gekennzeichnet,
daß zumindest zwei Verbindungsleitungen (21) mit seitlichem Abstand zueinander auf derselben Kunststoffolie (25) angeordnet sind und
daß durch den Kunststoffbereich (29), welcher zwischen den beiden Verbindungsleitungen (21) vorhanden ist, die Befestigungsmittel (23) geführt sind. - Verbindungsleitung nach Anspruch 1,
dadurch gekennzeichnet,
daß die Befestigungsmittel (23) u-förmige Klammern (31) sind, die die Kunststoffolie (25) und die Membran (13) und/oder den Schwingspulenträger (14) durchdringen und umgebogene Schenkel (32) aufweisen. - Verbindungsleitung nach Anspruch 5,
dadurch gekennzeichnet,
daß die Enden der Schenkel (32) spitz ausgebildet sind. - Verbindungsleitung nach Anspruch 5,
dadurch gekennzeichnet,
daß die umgebogenen Enden der Schenkel (32) direkt auf der Oberfläche (33) der Membran (13) bzw. des Schwingspulenträgers (14) anliegen und
daß alle Teile (31, 32, 13 bzw. 14) aus miteinander ultraschallverschweißbarem Metall gebildet sind. - Verbindungsleitung nach Anspruch 1,
dadurch gekennzeichnet,
daß ein Plättchen (33) vorhanden ist,
daß die Kunststoffolie (25) zwischen den Plättchen (33) und der Membran (13) und/oder dem Schwingspulenträger (14) eingeklemmt ist und
daß das Plättchen (33) durch ein Loch (34) in der Kunststoffolie (25) mit der Membran (13) und/oder dem Schwingspulenträger ultraschallverschweißt ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4437476 | 1994-10-20 | ||
| DE4437476A DE4437476A1 (de) | 1994-10-20 | 1994-10-20 | Verbindungsleitung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0708578A2 true EP0708578A2 (de) | 1996-04-24 |
| EP0708578A3 EP0708578A3 (de) | 1997-03-05 |
Family
ID=6531243
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95115519A Withdrawn EP0708578A3 (de) | 1994-10-20 | 1995-10-02 | Verbindungsleitung |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US5602931A (de) |
| EP (1) | EP0708578A3 (de) |
| JP (1) | JPH08214396A (de) |
| DE (1) | DE4437476A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1102618C (zh) * | 1996-09-27 | 2003-03-05 | 松下电器产业株式会社 | 蜡,浸润了此蜡的用于扬声器的铜箔丝线以及扬声器 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6130954A (en) * | 1996-01-02 | 2000-10-10 | Carver; Robert W. | High back-emf, high pressure subwoofer having small volume cabinet, low frequency cutoff and pressure resistant surround |
| AU4230397A (en) | 1996-08-12 | 1998-03-06 | Robert W. Carver | High back emf, high pressure subwoofer |
| DE19827793A1 (de) * | 1998-06-23 | 1999-12-30 | Harman Audio Electronic Sys | Schwingspulenanordnung und Verfahren zu ihrer Herstellung |
| DE19928241B4 (de) * | 1999-06-21 | 2006-02-23 | Harman Audio Electronic Systems Gmbh | Lautsprecher |
| FR2799919B1 (fr) * | 1999-10-19 | 2002-10-11 | Sagem | Actionneur a aimant permanent et bobine electrique d'excitation, notamment haut-parleur de telephone mobile |
| JP4260333B2 (ja) * | 2000-03-16 | 2009-04-30 | スター精密株式会社 | 電気音響変換器 |
| NO317716B1 (no) * | 2002-11-29 | 2004-12-06 | Nexans | Fremgangsmate for ledende sammenkopling av to elektriske ledere |
| JP4596835B2 (ja) * | 2004-07-09 | 2010-12-15 | パナソニック株式会社 | スピーカ用銅箔糸線、及びこのスピーカ用銅箔糸線を用いたスピーカ |
| US20060073743A1 (en) * | 2004-10-06 | 2006-04-06 | Tim Ford | Welded electrical connector and machine to make same |
| GB2518660A (en) | 2013-09-27 | 2015-04-01 | Pss Belgium Nv | Loudspeaker |
| CN108471566B (zh) * | 2018-06-21 | 2024-05-03 | 广东朝阳电子科技股份有限公司 | 耳机线材之芯线不断线式连接结构及其制作方法 |
| GB2594746A (en) * | 2020-05-07 | 2021-11-10 | Pss Belgium Nv | Loudspeaker and method for manufacturing the same |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1995080A (en) * | 1929-06-27 | 1935-03-19 | Operadio Mfg Co | Loud speaker |
| US2010529A (en) * | 1930-05-26 | 1935-08-06 | Rca Corp | Electro dynamic moving system |
| DE3038905C2 (de) * | 1980-10-15 | 1985-11-28 | Blaupunkt-Werke Gmbh, 3200 Hildesheim | Lautsprecher und Verfahren zu dessen Herstellung |
| DE3247941A1 (de) * | 1982-12-24 | 1984-06-28 | Standard Elektrik Lorenz Ag, 7000 Stuttgart | Lautsprecher |
| US4825533A (en) * | 1985-10-11 | 1989-05-02 | Pioneer Electronic Corporation | Method of making a voice coil with rectangular coil wire and foil leads |
| JPS62150999A (ja) * | 1985-12-24 | 1987-07-04 | Matsushita Electric Ind Co Ltd | スピ−カ |
| NL8600267A (nl) * | 1986-02-04 | 1987-09-01 | Philips Nv | Elektrodynamische omzetter. |
| DE4241212A1 (de) * | 1992-12-08 | 1994-06-09 | Nokia Deutschland Gmbh | Schwingspulenkontaktierung für Lautsprecher |
| JP3011826B2 (ja) * | 1993-02-02 | 2000-02-21 | 株式会社ケンウッド | スピーカ |
-
1994
- 1994-10-20 DE DE4437476A patent/DE4437476A1/de not_active Withdrawn
-
1995
- 1995-10-02 US US08/537,462 patent/US5602931A/en not_active Expired - Fee Related
- 1995-10-02 EP EP95115519A patent/EP0708578A3/de not_active Withdrawn
- 1995-10-20 JP JP7272960A patent/JPH08214396A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1102618C (zh) * | 1996-09-27 | 2003-03-05 | 松下电器产业株式会社 | 蜡,浸润了此蜡的用于扬声器的铜箔丝线以及扬声器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH08214396A (ja) | 1996-08-20 |
| EP0708578A3 (de) | 1997-03-05 |
| US5602931A (en) | 1997-02-11 |
| DE4437476A1 (de) | 1996-05-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0708578A2 (de) | Verbindungsleitung | |
| DE102019210341B4 (de) | Elektrischer leiter mit einem anschluss und verfahren zur herstellung desselben | |
| DE69413098T2 (de) | Lautsprecherstruktur | |
| DE19502257C2 (de) | Elektrischer Verteilerkasten mit Drahtschaltungsplatte | |
| DE102011004526B4 (de) | Leiterplatte mit hoher Stromtragfähigkeit und Verfahren zur Herstellung einer solchen Leiterplatte | |
| DE102022204082A1 (de) | Schweißkörper-Herstellungsverfahren und Schweißkörper | |
| WO2018141544A1 (de) | Planardynamischer wandler | |
| EP0924957B1 (de) | Anschlusskontaktierung | |
| DE4013391C2 (de) | ||
| DE19739495A1 (de) | Piezoelektrisches Bauteil und Verfahren zur Herstellung desselben | |
| EP3206258A1 (de) | System zur herstellung einer elektrischen verbindung, elektrische verbindung und verfahren zu deren herstellung | |
| DE102017121924B3 (de) | Elektrisches Bauelement mit Anschlussbereich und Verfahren zur Herstellung eines Anschlussbereichs | |
| EP0685979A2 (de) | Zentriermembran | |
| EP1480291B1 (de) | Elektronische Baugruppe | |
| DE10255070A1 (de) | Anordnung zum Verbinden eines Erdungskabels mit einem flachen abgeschirmten Kabel und Verfahren zum Verbinden derselben | |
| EP0685981A2 (de) | Lautsprecher | |
| DE102006036607A1 (de) | Elektromagnetisches Schweißverfahren und Leitermodul | |
| DE3736896A1 (de) | Elektroakustischer wandler | |
| DE2939012C2 (de) | Schwingspulenanordnung für einen Lautsprecher | |
| EP0158230B1 (de) | Piezoelektrisch-akustischer Wandler für elektroakustische Kapseln mit Konstruktionsausführung für die Montage | |
| DE3100253C2 (de) | Elektrodenanschlußstreifen für einen Kondensator | |
| EP2092811B1 (de) | Drahtbeschriebene leiterplatte | |
| WO1997042687A1 (de) | Verfahren zur herstellung einer elektrisch leitenden verbindung zwischen einem ummantelten kupferdraht und einem elektrischen leiter | |
| DE3900038A1 (de) | Lautsprecher-schwingspule | |
| DE2423932B2 (de) | Bauelement fuer schalt- und/oder trennleisten in verteilern fuer fernmeldeanlagen, insbesondere fernsprechvermittlungsanlagen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| RHK1 | Main classification (correction) |
Ipc: H04R 9/04 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19970326 |
|
| 17Q | First examination report despatched |
Effective date: 19970813 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19990326 |