EP0709481A1 - Acier faiblement allié pour la fabrication de moules pour matières plastiques ou pour caoutchouc - Google Patents
Acier faiblement allié pour la fabrication de moules pour matières plastiques ou pour caoutchouc Download PDFInfo
- Publication number
- EP0709481A1 EP0709481A1 EP95402230A EP95402230A EP0709481A1 EP 0709481 A1 EP0709481 A1 EP 0709481A1 EP 95402230 A EP95402230 A EP 95402230A EP 95402230 A EP95402230 A EP 95402230A EP 0709481 A1 EP0709481 A1 EP 0709481A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- steel
- alloy steel
- low alloy
- chemical composition
- manufacture
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
Definitions
- the present invention relates to a low alloy steel used in particular for the manufacture of molds for plastics or for rubber.
- the molds for plastics or for rubber are produced by machining massive metal blocks whose thickness can exceed 500mm.
- the surface of the impression obtained by machining is most often either polished or chemically grained in order to give the objects obtained by molding the desired surface appearance.
- any point on their surface must have a high hardness of between 250HB and 400HB and most often between 270HB and 350HB. They must also have the highest possible elastic limit and good resilience to resist shock and deformation.
- the machining operation being very important, since it commonly represents 70% of the total cost of manufacturing the mold, the metal must be as machinable as possible and, very often, the aptitude for machining cannot be obtained by conventional additions which are too large, such as sulfur or lead, since these additions deteriorate the ability to polish or to emboss.
- the metal used must also be as weldable as possible.
- the metal used must have the highest possible thermal conductivity in order to facilitate heat transfers which limit the productivity of the production of molded objects.
- blocks of low-alloy steel which are sufficiently quenching are generally used to obtain, after quenching and tempering, a martensitic or martensitic-bainitic structure having sufficient hardness, a high elastic limit, good toughness.
- the most used steel is steel P20 according to the AISI standard or steels W1.2311 or W1.2738 according to the German standard WERKSTOFF.
- Steel P20 contains, by weight, from 0.28% to 0.4% of Carbon, from 0.2% to 0.8% of Silicon, from 0.6% to 1% of Manganese, from 1.4 % at 2% chromium, from 0.3% to 0.55% molybdenum, the rest being iron and impurities linked to the production.
- W1.2311 and W1.2738 steels contain, by weight, from 0.35% to 0.45% of Carbon, from 0.2% to 0.4% of Silicon, from 1.3% to 1.6% Manganese, 1.8% to 2.10% Chromium and 0.15% to 0.25% Molybdenum; W1.2738 steel also contains 0.9% to 1.2% Nickel, the rest being iron and impurities linked to the production.
- This steel which certainly has good weldability and acceptable machinability, however has insufficient thermal conductivity.
- the object of the invention is to provide a steel for the manufacture of molds for plastics or for rubber which, while having at least the same mechanical properties and the ability to machine known steels, has a higher thermal conductivity. at 40W / m / K to allow in particular to manufacture molds entirely of steel.
- the subject of the invention is a low-alloy steel intended for the manufacture of molds for plastics or for rubber, the chemical composition of which comprises by weight: 0.24% ⁇ C ⁇ 0.35% 1% ⁇ Mn ⁇ 2.5% 0.3% ⁇ Cr ⁇ 2.5% 0.1% ⁇ Mo + W / 2 ⁇ 0.8% 0% ⁇ Ni ⁇ 2.5% 0% ⁇ V ⁇ 0.3% If ⁇ 0.5% 0.002% ⁇ B ⁇ 0.005% 0.005% ⁇ Al ⁇ 0.1% 0% ⁇ Ti ⁇ 0.1% P ⁇ 0.02%
- the steel contains, 0.24% ⁇ C ⁇ 0.28% 1% ⁇ Mn ⁇ 1.3% 1% ⁇ Cr ⁇ 1.5% 0.3% ⁇ Mo + W / 2 ⁇ 0.4% 0.03% ⁇ V ⁇ 0.1%
- the steel preferably, should contain less than 0.1% silicon.
- Copper can also be added in order to obtain additional hardening during tempering, the steel must then contain from 0.8% to 2% of Nickel and from 0.5% to 2.5% of Copper.
- the hardness can be improved by additions of Niobium, in contents lower than 0.1% and the machinability can be improved by additions of Sulfur, Tellurium, Selenium, Bismuth, Calcium, Antimony, Lead, Indium, Zirconium or Earths rare in contents lower than 0.1%.
- the invention also relates to the use of a steel according to the invention for the manufacture by machining of quenched quenched steel blocks whose hardness is between 270HB and 350HB.
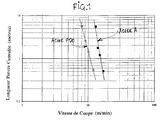
- FIG. 1 represents a diagram for measuring machinability in drilling according to the Taylor method.
- the steel contains or may contain elements such as Silicon, Copper, Nickel either as impurities or as elements of complementary alloy.
- Copper can also be added to produce a structural hardening effect.
- the copper content must be between 0.5% and 2% and be accompanied by a nickel content between 0.8% and 2.5%.
- the hardness can also be adjusted by additions of Niobium in contents of less than 0.1%.
- the machinability can be improved by adding Sulfur, Tellurium, Selenium, Bismuth, Calcium, Antimony, Lead, Indium, Zirconium or Rare earths in contents lower than 0 , 1%.
- the chemical composition must be chosen so that U ⁇ 200 and R ⁇ 25.
- the thermal conductivity is then greater than 40W / m / K
- a steel is produced according to the invention, optionally by pre-oxidation with silicon, then deoxidation with aluminum, then titanium and boron are added.
- the liquid metal thus obtained is poured in the form of a semi-finished product such as an ingot, a slab or a billet.
- the semi-finished product is then reheated to a temperature preferably below 1300 ° C. and either forged or rolled to obtain a bar or a sheet.
- the bar or the sheet is then quenched to obtain a martensitic or martensito-bainitic structure in all its mass.
- the quenching can be done either directly in the hot rolling or forging if the end of rolling or end of forging temperature is less than 1000 ° C, or after austenitization at a temperature above the Ac3 point and preferably less than 1000 ° C.
- the bars or sheets After quenching in air, oil or water depending on the dimensions, the bars or sheets are subjected to tempering above 500 ° C and preferably above 550 ° C so as to obtain a hardness between 270HB and 350HB, and preferably close to 300HB, at all points of the bars or sheets and so that the internal stresses generated by the quenching are relaxed.
- blocks of the desired size are cut which are machined so as in particular to form the imprint of the object which it is desired to obtain by molding.
- the surface of the impression can then be subjected to a surface treatment such as polishing or embossing to give it the desired surface appearance and possibly be nitrided or chromed.
- a surface treatment such as polishing or embossing to give it the desired surface appearance and possibly be nitrided or chromed.
- the difference in machinability index U results in a difference in machinability as shown in fig. 1 which represents Taylor lines in drilling for steel A and for steel P20 taken example. It can be seen in this figure that at equal cutting speed, the length that can be drilled in steel A is approximately 10 times greater than in steel P20, or, that with equal drilled length, the speed of permissible cut is 25% greater in steel A than in steel P20.
- the weldability being all the better when the equivalent carbon or the BH coefficient is low, it is found that the steel according to the invention has better weldability than the P20 steel.
- steel A has a thermal conductivity 17% higher than that of steel P20, moreover it has an elastic limit and a resilience markedly higher than that of steel P20.
- the block After austenitization at 900 ° C, quenching with water, and returned to 570 ° C, the block had a hardness close to 300HB throughout the mass and:
- This steel has a BH index better than that of steel A but it has a worse equivalent Carbon. Its machinability index is comparable to that of steel A but its thermal conductivity is 15% lower.
- Blocks of 400mm thick made of steel B according to the invention were also made, austenitized at 920 ° C., quenched with water and returned to 560 ° C. then cooled in air.
- the hardness at all points was between 300HB and 315HB.
- the elastic limit Re was 878MPa, and the breaking strength Rm was 969MPa, ie a Re / Rm ratio of 0.91.
- This steel whose analysis differs from that of steel A mainly by the silicon and nickel content, has the same advantages as steel A and moreover, it has a much better thermal conductivity.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Heat Treatment Of Steel (AREA)
- Laminated Bodies (AREA)
Abstract
Description
- La présente invention concerne un acier faiblement allié utilisé notamment pour la fabrication de moules pour matières plastiques ou pour caoutchouc.
- Les moules pour matières plastiques ou pour caoutchouc sont fabriqués par usinage de blocs de métal massifs dont l'épaisseur peut dépasser 500mm. La surface de l'empreinte obtenue par usinage est le plus souvent soit polie soit grainée chimiquement afin de conférer aux objets obtenus par moulage l'aspect de surface souhaité. Afin de réduire au maximum l'usure des moules, tout point de leur surface doit avoir une dureté élevée comprise entre 250HB et 400HB et le plus souvent entre 270HB et 350HB. Ils doivent également avoir une limite d'élasticité la plus élevée possible et une bonne résilience pour résister aux chocs et aux déformations.
- L'opération d'usinage étant très importante, puisqu'elle représente couramment 70% du coût total de fabrication du moule, le métal doit être le plus usinable possible et, très souvent, l'aptitude à l'usinage ne peut pas être obtenu par des additions classiques trop importantes tels que le Soufre ou le Plomb, car ces additions détériorent l'aptitude au polissage ou au grainage.
- Les moules étant assez souvent réparés par soudure, le métal utilisé doit également être le plus soudable possible.
- Enfin, le moulage des matières plastiques ou du caoutchouc se faisant à chaud, le métal utilisé doit avoir une conductibilité thermique la plus élevée possible afin de faciliter les transferts thermiques qui limitent la productivité de la fabrication d'objets moulés.
- Pour fabriquer les moules on utilise en général des blocs d'acier faiblement allié suffisamment trempant pour obtenir, après trempe et revenu une structure martensitique ou martensito-bainitique ayant une dureté suffisante, une limite d'élasticité élevée, une bonne ténacité.
- L'acier le plus utilisé est l'acier P20 selon la norme AISI ou les aciers W1.2311 ou W1.2738 selon la norme allemande WERKSTOFF.
- L'acier P20 contient, en poids, de 0,28% à 0,4% de Carbone, de 0,2% à 0,8% de Silicium, de 0,6% à 1% de Manganèse, de 1,4% à 2% de Chrome, de 0,3% à 0,55% de Molybdène, le reste étant du fer et des impuretés liées à l'élaboration.
- Les aciers W1.2311 et W1.2738 contiennent, en poids, de 0,35% à 0,45% de Carbone, de 0,2% à 0,4% de Silicium, de 1,3% à 1,6% de Manganèse, de 1,8% à 2,10% de Chrome et de 0,15% à 0,25% de Molybdène ; l'acier W1.2738 contient en outre de 0,9% à 1,2% de Nickel, le reste étant du fer et des impuretés liées à l'élaboration.
- Ces aciers ont une bonne tenue à l'usure, mais il ont une soudabilité, une aptitude à l'usinage, une ténacité et une conductibilité thermique insuffisantes.
- Afin d'améliorer l'aptitude au soudage, il a été proposé, dans la demande EP 0 431 557, un acier contenant, en poids, de 0,1% à 0,3% de Carbone, moins de 0,25% de Silicium, de 0,5% à 3,5% de Manganèse, moins de 2% de Nickel, de 1% à 3% de Chrome, de 0,03% à 2% de Molybdène, de 0,01% à 1% de Vanadium, moins de 0,002% de Bore, élément considéré comme étant une impureté nuisible, le reste étant substantiellement du fer ; la composition devant en outre satisfaire à la relation :

- Compte tenu de cette relation, la teneur en Carbone doit rester inférieure à 0,238%.
- Cet acier qui a certes, une bonne soudabilité et une usinabilité acceptable, présente cependant une conductibilité thermique insuffisante.
- En fait, l'Homme du Métier choisit toujours une analyse située à l'intérieur des fourchettes indiquées de façon à obtenir une trempabilité suffisante pour pouvoir réaliser des pièces d'épaisseur pouvant dépasser 400mm ; en particulier les différents éléments ne peuvent jamais être simultanément au bas des fourchettes. De ce fait tous ces aciers ont une conductibilité thermique inférieure à 35W/m/K et lorsque, dans certains moules, il est nécessaire d'avoir certaines parties dont la conductibilité thermique est sensiblement supérieure, on réalise les parties correspondantes en alliage de Cuivre/Aluminium/Fer dont la conductibilité thermique est supérieure à 40W/m/K. Mais cette technique présente l'inconvénient de compliquer la fabrication des moules puisque ce sont alors des objets composites, de plus les alliages utilisés sont beaucoup plus coûteux que l'acier.
- Le but de l'invention est de proposer un acier pour la fabrication de moules pour matières plastiques ou pour caoutchouc qui, tout en ayant au moins les mêmes propriétés mécanique et d'aptitude à l'usinage des aciers connus, ait une conductibilité thermique supérieure à 40W/m/K afin de permettre notamment de fabriquer des moules entièrement en acier.
- A cet effet, l'invention a pour objet un acier faiblement allié destiné à la fabrication de moules pour matières plastiques ou pour caoutchouc, dont la composition chimique comprend en poids :











- Cette analyse satisfaisant, en plus, aux relations suivantes :


- De préférence l'acier contient,





- L'acier, de préférence, doit contenir moins de 0,1% de Silicium.
- On peut ajouter en outre, du Cuivre afin d'obtenir un durcissement supplémentaire lors du revenu, l'acier doit alors contenir de 0,8% à 2% de Nickel et de 0,5% à 2,5% de Cuivre.
- La dureté peut être améliorée par des additions de Niobium, en des teneurs inférieures à 0,1% et l'usinabilité peut être améliorée par des additions de Soufre, Tellure, Sélénium, Bismuth, Calcium, Antimoine, Plomb, Indium, Zirconium ou Terres rares en des teneurs inférieures à 0,1%.
- L'invention a également pour objet l'utilisation d'un acier suivant l'invention pour la fabrication par usinage de blocs d'acier trempés revenus dont la dureté est comprise entre 270HB et 350HB.
- L'invention va maintenant être décrite en regard de la figure 1 qui représente un diagramme de mesure d'usinabilité en perçage selon la méthode de Taylor.
- L'acier selon l'invention est un acier faiblement allié contenant principalement, en poids :
- plus de 0,24%C pour obtenir après trempe et revenu à plus de 500°C, une dureté supérieure à 270HB, et moins de 0,35%C pour ne pas trop détériorer la soudabilité et pour limiter l'importance des ségrégations défavorables à l'usinabilité, à la polissabilité et à la grainabilité ; de préférence, la teneur en Carbone doit être comprise entre 0,24% et 0,28%.
- plus de 1% de Manganèse pour augmenter la trempabilité de l'acier et moins de 2,5% et de préférence moins de 1,3% pour éviter de trop diminuer la conductibilité thermique de l'acier.
- plus de 0,3% de Chrome également pour augmenter la trempabilité et notamment éviter la formation de phases ferrito-perlitiques défavorables à la polissabilité et moins de 2,5% afin de ne pas détériorer la soudabilité et d'éviter la formation d'une quantité trop importante de carbures de Chrome défavorables notamment à l'usinabilité ; de préférence la teneur en Chrome doit être comprise entre 1% et 1,5% .
- plus de 0,1% et de préférence plus de 0,3% de Molybdène pour augmenter la trempabilité et pour ralentir l'adoucissement au revenu, mais moins de 0,8% et de préférence moins de 0,4% car, en trop grande quantité le Molybdène forme des carbures très durs défavorables à l'usinabilité, et il ségrège fortement en veines ce qui est défavorable à la polissabilité, à la grainabilité et peut également engendrer des ruptures d'outils au cours de l'usinage. Le Molybdène peut être remplacé totalement ou partiellement par du Tungstène à raison de 2% de Tungstène pour 1% de Molybdène, si bien que la teneur à prendre en compte est Mo +W/2.
- entre 0% et 0,3% et de préférence entre 0,03% et 0,1% de Vanadium afin de produire un durcissement secondaire au cours du revenu.
- entre 0,002% et 0,005% de Bore accompagné de 0,005% à 0,1% d'Aluminium et de 0% à 0,1% de Titane de façon à augmenter significativement la trempabilité sans détériorer les autres propriétés. L'aluminium et le Titane servent à éviter que le Bore ne se combine à l'Azote presque toujours en quantité telle qu'il faut protéger le Bore.
- Pour que ces additions soient efficaces, lorsque la teneur en Azote est supérieure à 50 ppm la teneur en Aluminium doit être supérieure à 0,05% lorsque la teneur en Titane est inférieure à 0,005% ; lorsque la teneur en Titane est supérieure à 0,015%, la teneur en Aluminium peut être inférieure à 0,03% et de préférence être comprise entre 0,020% et 0,030%.
- moins de 0,02% de Phosphore qui est une impureté fragilisante.
- Outre ces éléments principaux de composition chimique, l'acier contient ou peut contenir des éléments tels que le Silicium, le Cuivre, le Nickel soit à titre d'impuretés soit à titre d'éléments d'alliage complémentaire.
- L'acier, notamment lorsqu'il est fabriqué à partir de ferrailles contient un peu de Cuivre et de Nickel. Lorsque le Nickel est en faible quantité, le Cuivre en des teneurs trop importantes créé des défauts lors du laminage à chaud ou du forgeage à chaud car il fragilise les joints de grain. En l'absence d'additions particulières, les teneurs en Nickel et Cuivre restent inférieures à 0,5% chacune
- On peut ajouter jusqu'à 2,5% de Nickel pour augmenter la trempabilité.
- On peut également ajouter du Cuivre pour produire un effet de durcissement structural. Dans ce cas, la teneur en Cuivre doit être comprise entre 0,5% et 2% et être accompagnée d'une teneur en Nickel comprise entre 0,8% et 2,5%.
- La dureté peut également être ajustée par des additions de Niobium en des teneurs inférieures à 0,1%.
- Lorsque les exigences d'aptitude au polissage ou au grainage le permettent, on peut améliorer l'usinabilité par des additions de Soufre, Tellure, Sélénium, Bismuth, Calcium, Antimoine, Plomb, Indium, Zirconium ou Terres rares en des teneurs inférieures à 0,1%.
- Les inventeurs ont constaté que, dans ce domaine de composition chimique, lorsque :

- Enfin, pour que la conductibilité thermique soit suffisante il faut que :

- Aussi, la composition chimique doit être choisie pour que U < 200 et R < 25. La conductibilité thermique est alors supérieure à 40W/m/K
- Pour fabriquer un moule, on élabore un acier selon l'invention en faisant éventuellement une prédésoxydation au Silicium, puis une désoxydation à l'aluminium, puis on ajoute le titane et le Bore.
- Le métal liquide ainsi obtenu est coulé sous forme d'un demi produit tel qu'un lingot, une brame ou une billette.
- Le demi produit est alors réchauffé à une température de préférence inférieure à 1300°C et soit forgé, soit laminé pour obtenir une barre ou une tôle.
- La barre ou la tôle est alors trempée pour obtenir dans toute sa masse une structure martensitique ou martensito-bainitique.
- La trempe peut se faire soit directement dans la chaude de laminage ou de forgeage si la température de fin de laminage ou de fin de forgeage est inférieure à 1000°C, soit après austénitisation à une température supérieure au point Ac₃ et de préférence inférieure à 1000°C.
- Après trempe à l'air, à l'huile ou à l'eau selon les dimensions, les barres ou tôles sont soumises à un revenu à température supérieure à 500°C et de préférence supérieure à 550°C de façon à obtenir une dureté comprise entre 270HB et 350HB, et de préférence voisine de 300HB, en tous points des barres ou tôles et de telle sorte que les contraintes internes engendrées par la trempe soient relaxées.
- On découpe alors des blocs de dimension voulue qui sont usinés de façon notamment à former l'empreinte de l'objet qu'on souhaite obtenir par moulage.
- La surface de l'empreinte peut alors être soumise à un traitement de surface tel qu'un polissage ou un grainage pour lui donner l'aspect de surface souhaité et éventuellement être nitrurée ou chromée.
- A titre d'exemple, on a réalisé des moules avec l'acier A de composition : (% en poids)













- On a réalisé des blocs de 400mm d'épaisseur, austénitisés à 900°C pendant 1 heure, trempés à l'eau puis revenus à 550°C pendant 1 heure et refroidis à l'air. On a obtenu ainsi une structure martensito-bainitique de dureté comprise entre 300HB et 318HB en tous points du produit. La limite d'élasticité Re est de 883MPa et la résistance à la rupture Rm de 970MPa, soit un rapport Re/Rm voisine de 0,91 ; la résilience KCV à + 20°C est de l'ordre de 60J/cm.
- Le Carbone équivalent de cet acier calculé selon la formule de l'IIW.





- A titre de comparaison, un bloc de même dimension réalisé dans un acier de type P20 de composition,






- Le Carbone équivalent était :

- Le coefficient BH :

- L'indice d'usinabilité :

- La conductibilité thermique :

- La différence d'indice d'usinabilité U se traduit par une différence d'aptitude à l'usinage comme l'indique la fig.1 qui représente des droites de Taylor en perçage pour l'acier A et pour l'acier P20 pris en exemple. On constate sur cette figure qu'à vitesse de coupe égale, la longueur qu'on peut percer dans l'acier A est environ 10 fois plus importante que dans l'acier P20, ou, qu'à longueur percée égale, la vitesse de coupe admissible est 25% plus importante dans l'acier A que dans l'acier P20.
- La soudabilité étant d'autant meilleure que le Carbone équivalent ou le coefficient BH est faible on constate que l'acier selon l'invention a une meilleure soudabilité que l'acier P20.
- On constate que l'acier A a une conductibilité thermique 17% plus élevée que celle de l'acier P20, de plus il a une limite d'élasticité et une résilience nettement supérieure à celles de l'acier P20.
- A titre de comparaison également, on a réalisé un bloc de dimension comparable en acier de composition :







- Après austénitisation à 900°C, trempe à l'eau, et revenu à 570°C, le bloc avait une dureté voisine de 300HB dans toute la masse et :
- Le Carbone équivalent était :

- Le coefficient BH était :

- L'indice d'usinabilité U

- La conductibilité thermique :

- Cet acier a un indice BH meilleur que celui de l'acier A mais il a un Carbone équivalent plus mauvais. Son indice d'usinabilité est comparable à celui de l'acier A mais sa conductibilité thermique est plus faible de 15%.
- On a également fabriqué des blocs de 400mm d'épaisseur en acier B selon l'invention austénitisés à 920°C, trempés à l'eau et revenus à 560°C puis refroidis à l'air. La dureté en tout point était comprise entre 300HB et 315HB. La limite d'élasticité Re était de 878MPa, et la résistance à la rupture Rm de 969MPa soit un rapport Re/Rm de 0,91.
- La composition de l'acier était :












- Le carbone équivalent était :

- Le coefficient BH était :

- L'indice d'usinabilité était :

- La conductibilité thermique :

- Cet acier, dont l'analyse se distingue de celle de l'acier A principalement par la teneur en Silicium et en Nickel présente les mêmes avantages que l'acier A et de plus, il a une conductibilité thermique bien meilleure.
Claims (11)
- Acier faiblement allié dont la composition chimique comprend, en poids:













la composition chimique satisfaisant, en outre, les relations :

- Acier faiblement allié selon la revendication 1 caractérisée en ce que la composition chimique de l'acier faiblement allié comprend, en poids :





- Acier faiblement allié selon la revendication 1 ou la revendication 2 caractérisé en ce que Si ≤ 0,1%
- Acier faiblement allié selon l'une quelconque des revendications 1 à 3 caractérisé en ce que :


- Utilisation pour la fabrication d'un moule pour matières plastiques ou pour caoutchouc par usinage d'au moins un bloc d'acier trempé revenu, d'un acier faiblement allié dont la composition chimique comprend, en poids :












la composition chimique satisfaisant, en outre, les relations :

- Utilisation d'un acier selon la revendication 5 pour la fabrication d'un moule pour matières plastiques ou pour caoutchouc, par usinage d'au moins un bloc de l'acier, trempé revenu, de dureté comprise entre 270HB et 350HB.
- Acier faiblement allié dont la composition chimique comprend, en poids :












la composition chimique satisfaisant, en outre, les relations :

- Acier faiblement allié selon la revendication 7 caractérisée en ce que la composition chimique de l'acier faiblement allié comprend, en poids : Si ≤ 0,1%
- Acier faiblement allié selon l'une quelconque des revendications 7 ou 8 caractérisé en ce que :


- Utilisation d'un acier selon l'une quelconque des revendications 7 à 9 pour la fabrication d'un moule pour matières plastiques ou pour caoutchouc, caractérisée en ce que le moule est fabriqué par usinage d'au moins un bloc de l'acier, trempé revenu.
- Utilisation d'un acier selon la revendication 10 pour la fabrication d'un moule pour matières plastiques ou pour caoutchouc, par usinage d'au moins un bloc de l'acier, trempé revenu, et de dureté comprise entre 270HB et 350HB.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9413029A FR2726287B1 (fr) | 1994-10-31 | 1994-10-31 | Acier faiblement allie pour la fabrication de moules pour matieres plastiques ou pour caoutchouc |
| FR9413029 | 1994-10-31 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0709481A1 true EP0709481A1 (fr) | 1996-05-01 |
| EP0709481B1 EP0709481B1 (fr) | 2000-01-26 |
Family
ID=9468386
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95402230A Expired - Lifetime EP0709481B1 (fr) | 1994-10-31 | 1995-10-06 | Acier faiblement allié pour la fabrication de moules pour matières plastiques ou pour caoutchouc |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US5645794A (fr) |
| EP (1) | EP0709481B1 (fr) |
| JP (1) | JP3845805B2 (fr) |
| CN (1) | CN1049700C (fr) |
| AT (1) | ATE189269T1 (fr) |
| CA (1) | CA2161740C (fr) |
| DE (1) | DE69514755T2 (fr) |
| ES (1) | ES2144113T3 (fr) |
| FR (1) | FR2726287B1 (fr) |
| PT (1) | PT709481E (fr) |
| TW (1) | TW420721B (fr) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997034021A1 (fr) * | 1996-03-12 | 1997-09-18 | Bayer Aktiengesellschaft | Dispositif et procede pour la production de pieces en matiere plastique, en particulier de pieces moulees en polyurethanne |
| EP0725156B1 (fr) * | 1995-01-31 | 2001-07-18 | USINOR INDUSTEEL (France) | Acier à haute ductilité, procédé de fabrication et utilisation |
| EP1251187A1 (fr) * | 2001-04-17 | 2002-10-23 | Edelstahlwerke Buderus Ag | Acier à outils pour moules pour le plastique |
| WO2003083154A1 (fr) * | 2002-04-03 | 2003-10-09 | Industeel (France) | Bloc en acier pour la fabrication de moules pour le moulage par injection de matieres plastiques ou pour la fabrication d'outils pour le travail des metaux |
| WO2003083153A1 (fr) * | 2002-04-03 | 2003-10-09 | Industeel France | Bloc en acier pour la fabrication de moules d'injection de matiere plastique ou pour la fabrication de pieces pour le travail des metaux |
| CN101857946A (zh) * | 2010-06-22 | 2010-10-13 | 任昊 | 一种耐磨铸钢材料 |
| RU2439193C1 (ru) * | 2010-04-21 | 2012-01-10 | Государственное образовательное учреждение высшего профессионального образования "Московский государственный университет путей сообщения" (МИИТ) | Конструкционная низколегированная литейная сталь |
| EP2660348A4 (fr) * | 2010-12-27 | 2014-09-03 | Hitachi Metals Ltd | Acier pour matrice présentant une résistance à la rouille ainsi qu'une conductivité thermique supérieures et procédé pour sa production |
| EP2644717A3 (fr) * | 2012-03-30 | 2017-05-31 | Buderus Edelstahl Gmbh | Matière brute pour des moules en plastique ou moule en plastique |
| CN110565009A (zh) * | 2018-06-06 | 2019-12-13 | 中国科学院金属研究所 | 一种合金化的预硬性塑料模具钢及其制备方法 |
Families Citing this family (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2748037B1 (fr) * | 1996-04-29 | 1998-05-22 | Creusot Loire | Acier reparable par soudure pour la fabrication de moules pour matieres plastiques |
| US5827376A (en) * | 1996-07-19 | 1998-10-27 | A. Finkl & Sons Co. | Molds for plastic prototyping and isothermal forging of aluminum, steel therefor, and method of manufacturing thereof |
| US6200395B1 (en) | 1997-11-17 | 2001-03-13 | University Of Pittsburgh - Of The Commonwealth System Of Higher Education | Free-machining steels containing tin antimony and/or arsenic |
| US6206983B1 (en) | 1999-05-26 | 2001-03-27 | University Of Pittsburgh - Of The Commonwealth System Of Higher Education | Medium carbon steels and low alloy steels with enhanced machinability |
| US6478898B1 (en) * | 1999-09-22 | 2002-11-12 | Sumitomo Metal Industries, Ltd. | Method of producing tool steels |
| KR20020031557A (ko) * | 2000-10-21 | 2002-05-02 | 이계안 | 플라스틱 사출금형용 합금조성물 |
| WO2002077309A1 (fr) * | 2001-03-23 | 2002-10-03 | Sumitomo Metal Industries, Ltd. | Acier moule et moule metallique destine a la coulee |
| ITMI20011402A1 (it) * | 2001-07-02 | 2003-01-02 | Lucchini S P A | Acciaio avente ottime proprieta' di lavorabilita' alle macchine utensili e dopo trattamento termico di indurimento ottime proprieta' meccani |
| FR2847270B1 (fr) * | 2002-11-19 | 2004-12-24 | Usinor | Procede pour fabriquer une tole en acier resistant a l'abrasion et tole obtenue |
| FR2847271B1 (fr) * | 2002-11-19 | 2004-12-24 | Usinor | Procede pour fabriquer une tole en acier resistant a l'abrasion et tole obtenue |
| KR20050021756A (ko) * | 2003-08-26 | 2005-03-07 | 현대자동차주식회사 | 고온사출 성형용 금형의 합금조성물 |
| US20050079087A1 (en) * | 2003-10-09 | 2005-04-14 | Henn Eric D. | Steel alloy for injection molds |
| JP4259347B2 (ja) * | 2004-02-19 | 2009-04-30 | 住友金属工業株式会社 | 高強度非調質継目無鋼管の製造方法 |
| CN1317417C (zh) * | 2005-05-17 | 2007-05-23 | 上海大学 | 汽车覆盖件模具用合金灰铁材料及其制备方法 |
| KR100836699B1 (ko) * | 2005-10-27 | 2008-06-10 | 히타치 긴조쿠 가부시키가이샤 | 금형용 강 |
| US20080073006A1 (en) * | 2006-09-27 | 2008-03-27 | Henn Eric D | Low alloy steel plastic injection mold base plate, method of manufacture and use thereof |
| JP5043529B2 (ja) * | 2007-06-18 | 2012-10-10 | 株式会社日本製鋼所 | 鏡面性に優れたプラスチック成形金型用鋼 |
| JP5727400B2 (ja) * | 2012-02-10 | 2015-06-03 | 株式会社日本製鋼所 | プラスチック成形金型用鋼およびその製造方法 |
| CN103173691B (zh) * | 2013-02-18 | 2014-12-10 | 无锡市派克重型铸锻有限公司 | 一种升船机安全机构锁定块及其制造工艺 |
| US20140345756A1 (en) * | 2013-05-21 | 2014-11-27 | General Electric Company | Martensitic alloy component and process of forming a martensitic alloy component |
| KR20150061516A (ko) * | 2013-11-27 | 2015-06-04 | 두산중공업 주식회사 | 금형강 및 그 제조방법 |
| CN103882323B (zh) * | 2014-03-20 | 2016-06-29 | 马钢(集团)控股有限公司 | MnCr合金化热成形用钢及其生产方法 |
| CN103834877B (zh) * | 2014-03-26 | 2015-11-18 | 武汉钢铁(集团)公司 | 一种薄板坯生产切割鞋模用钢及其制备方法 |
| CN104532154B (zh) * | 2014-04-28 | 2016-08-24 | 如皋市宏茂重型锻压有限公司 | 高硬度高抛光预硬化塑胶模具钢及其制备工艺 |
| US10308996B2 (en) * | 2015-07-30 | 2019-06-04 | Hyundai Motor Company | Hot stamping steel and producing method thereof |
| CN105369152A (zh) * | 2015-12-04 | 2016-03-02 | 苏州市吴中区胥口丰收机械配件厂 | 一种高耐磨合金弹簧及其加工工艺 |
| US10239245B2 (en) * | 2016-02-01 | 2019-03-26 | A. Finkl & Sons Co. | Economical plastic tooling cores for mold and die sets |
| DE102016103283A1 (de) * | 2016-02-24 | 2017-08-24 | Buderus Edelstahl Gmbh | Verfahren zur Herstellung eines Warmformwerkzeuges und Warmformwerkzeug hieraus |
| CN107338393B (zh) * | 2017-06-22 | 2019-10-11 | 江阴兴澄特种钢铁有限公司 | 一种屈服强度大于1400MPa超高强钢板及其生产方法 |
| US10760150B2 (en) | 2018-03-23 | 2020-09-01 | General Electric Company | Martensitic alloy component and process of forming a martensitic alloy component |
| JP7167483B2 (ja) * | 2018-05-15 | 2022-11-09 | 大同特殊鋼株式会社 | ダイカスト金型用鋼及びダイカスト金型 |
| CN110484824A (zh) * | 2019-09-23 | 2019-11-22 | 益阳金能新材料有限责任公司 | 一种耐磨合金钢及其制备方法 |
| CN110747410A (zh) * | 2019-10-28 | 2020-02-04 | 鞍钢股份有限公司 | 一种在酸性条件使用的耐蚀棒材及其制造方法 |
| CN111893403B (zh) * | 2020-07-30 | 2021-09-24 | 舞阳钢铁有限责任公司 | 一种提高中碳合金钢锭致密性的方法 |
| US20220162730A1 (en) * | 2020-11-20 | 2022-05-26 | A. Finkl & Sons Co. | Pre-hardened steel composition and machine parts made therewith |
| CN113528951A (zh) * | 2021-06-25 | 2021-10-22 | 昆山伯仕途精密机械有限公司 | 一种家具塑料模具钢板及其制备方法 |
| CN113502436B (zh) * | 2021-06-30 | 2022-04-19 | 江苏省沙钢钢铁研究院有限公司 | 塑料模具钢板的生产方法及塑料模具钢板 |
| CN116716540A (zh) * | 2023-05-22 | 2023-09-08 | 安格利斯特钢(嘉兴)有限公司 | 高抛光性预硬塑胶模具钢及其制备方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1020913A (en) * | 1961-11-29 | 1966-02-23 | Yawata Iron & Steel Co | Low-alloy tough steel |
| US3418110A (en) * | 1964-01-22 | 1968-12-24 | Goda Susumu | Hardenable steel material containing aluminum |
| GB2186594A (en) * | 1986-02-13 | 1987-08-19 | Hunting Oilfield Services Ltd | Steel alloys |
| JPH05171356A (ja) * | 1991-12-24 | 1993-07-09 | Kawasaki Steel Corp | 高強度ボルト用鋼 |
| JPH05302117A (ja) * | 1991-04-04 | 1993-11-16 | Aichi Steel Works Ltd | 熱間鍛造用焼入省略鋼の製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4957702A (en) * | 1988-04-30 | 1990-09-18 | Qinghua University | Air-cooling duplex bainite-martensite steels |
-
1994
- 1994-10-31 FR FR9413029A patent/FR2726287B1/fr not_active Expired - Lifetime
-
1995
- 1995-10-06 AT AT95402230T patent/ATE189269T1/de active
- 1995-10-06 PT PT95402230T patent/PT709481E/pt unknown
- 1995-10-06 US US08/540,011 patent/US5645794A/en not_active Expired - Lifetime
- 1995-10-06 ES ES95402230T patent/ES2144113T3/es not_active Expired - Lifetime
- 1995-10-06 EP EP95402230A patent/EP0709481B1/fr not_active Expired - Lifetime
- 1995-10-06 DE DE69514755T patent/DE69514755T2/de not_active Expired - Lifetime
- 1995-10-07 TW TW084110566A patent/TW420721B/zh not_active IP Right Cessation
- 1995-10-30 CA CA002161740A patent/CA2161740C/fr not_active Expired - Lifetime
- 1995-10-31 JP JP30645895A patent/JP3845805B2/ja not_active Expired - Fee Related
- 1995-10-31 CN CN95118340A patent/CN1049700C/zh not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1020913A (en) * | 1961-11-29 | 1966-02-23 | Yawata Iron & Steel Co | Low-alloy tough steel |
| US3418110A (en) * | 1964-01-22 | 1968-12-24 | Goda Susumu | Hardenable steel material containing aluminum |
| GB2186594A (en) * | 1986-02-13 | 1987-08-19 | Hunting Oilfield Services Ltd | Steel alloys |
| JPH05302117A (ja) * | 1991-04-04 | 1993-11-16 | Aichi Steel Works Ltd | 熱間鍛造用焼入省略鋼の製造方法 |
| JPH05171356A (ja) * | 1991-12-24 | 1993-07-09 | Kawasaki Steel Corp | 高強度ボルト用鋼 |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0725156B1 (fr) * | 1995-01-31 | 2001-07-18 | USINOR INDUSTEEL (France) | Acier à haute ductilité, procédé de fabrication et utilisation |
| WO1997034021A1 (fr) * | 1996-03-12 | 1997-09-18 | Bayer Aktiengesellschaft | Dispositif et procede pour la production de pieces en matiere plastique, en particulier de pieces moulees en polyurethanne |
| EP1251187A1 (fr) * | 2001-04-17 | 2002-10-23 | Edelstahlwerke Buderus Ag | Acier à outils pour moules pour le plastique |
| WO2002083965A1 (fr) * | 2001-04-17 | 2002-10-24 | Edelstahlwerke Buderus Ag | Acier a outils pour moules a matiere plastique |
| CN1317416C (zh) * | 2002-04-03 | 2007-05-23 | 法国安达斯戴乐公司 | 用于制造塑性材料注塑成型用的模具或用于制造金属加工部件的钢锭 |
| WO2003083153A1 (fr) * | 2002-04-03 | 2003-10-09 | Industeel France | Bloc en acier pour la fabrication de moules d'injection de matiere plastique ou pour la fabrication de pieces pour le travail des metaux |
| FR2838138A1 (fr) * | 2002-04-03 | 2003-10-10 | Usinor | Acier pour la fabrication de moules d'injection de matiere plastique ou pour la fabrication de pieces pour le travail des metaux |
| FR2838137A1 (fr) * | 2002-04-03 | 2003-10-10 | Usinor | Acier pour la fabrication de moules pour le moulage par injection de matieres plastiques ou pour la fabrication d'outils pour le travail des metaux |
| WO2003083154A1 (fr) * | 2002-04-03 | 2003-10-09 | Industeel (France) | Bloc en acier pour la fabrication de moules pour le moulage par injection de matieres plastiques ou pour la fabrication d'outils pour le travail des metaux |
| AU2003258841B2 (en) * | 2002-04-03 | 2008-05-29 | Industeel France | Bulk steel for the production of injection moulds for plastic material or for the production of pieces for working metals |
| RU2439193C1 (ru) * | 2010-04-21 | 2012-01-10 | Государственное образовательное учреждение высшего профессионального образования "Московский государственный университет путей сообщения" (МИИТ) | Конструкционная низколегированная литейная сталь |
| CN101857946A (zh) * | 2010-06-22 | 2010-10-13 | 任昊 | 一种耐磨铸钢材料 |
| EP2660348A4 (fr) * | 2010-12-27 | 2014-09-03 | Hitachi Metals Ltd | Acier pour matrice présentant une résistance à la rouille ainsi qu'une conductivité thermique supérieures et procédé pour sa production |
| EP2644717A3 (fr) * | 2012-03-30 | 2017-05-31 | Buderus Edelstahl Gmbh | Matière brute pour des moules en plastique ou moule en plastique |
| CN110565009A (zh) * | 2018-06-06 | 2019-12-13 | 中国科学院金属研究所 | 一种合金化的预硬性塑料模具钢及其制备方法 |
| CN110565009B (zh) * | 2018-06-06 | 2021-07-23 | 中国科学院金属研究所 | 一种合金化的预硬性塑料模具钢及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2144113T3 (es) | 2000-06-01 |
| PT709481E (pt) | 2000-06-30 |
| FR2726287B1 (fr) | 1997-01-03 |
| CA2161740C (fr) | 2005-06-14 |
| JP3845805B2 (ja) | 2006-11-15 |
| TW420721B (en) | 2001-02-01 |
| CN1049700C (zh) | 2000-02-23 |
| FR2726287A1 (fr) | 1996-05-03 |
| CN1129744A (zh) | 1996-08-28 |
| DE69514755T2 (de) | 2000-08-10 |
| US5645794A (en) | 1997-07-08 |
| EP0709481B1 (fr) | 2000-01-26 |
| JPH08209298A (ja) | 1996-08-13 |
| DE69514755D1 (de) | 2000-03-02 |
| ATE189269T1 (de) | 2000-02-15 |
| CA2161740A1 (fr) | 1996-05-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0709481B1 (fr) | Acier faiblement allié pour la fabrication de moules pour matières plastiques ou pour caoutchouc | |
| CA2203488C (fr) | Acier faiblement allie pour la fabrication de moules pour matieres plastiques | |
| EP0792944B1 (fr) | Acier utilisable notamment pour la fabrication de moules pour injection de matière plastique | |
| EP1490526B1 (fr) | Bloc en acier pour la fabrication de moules d injection de matiere plastique ou pour la fabrication de pieces pour le travail des metaux | |
| EP1649069B1 (fr) | Procede de fabrication de toles d'acier austenitique fer-carbone-manganese, a haute resistance, excellente tenacite et aptitude a la mise en forme a froid, et toles ainsi produites | |
| EP1563103B1 (fr) | Procede pour fabriquer une tole en acier resistant a l'abrasion et tole obtenue | |
| EP1844173B1 (fr) | Procede de fabrication de toles d'acier austenitique fer-carbone-manganese et toles ainsi produites | |
| EP1563105B1 (fr) | Procede pour fabriquer une tole en acier resistant a l'abrasion et tole obtenue | |
| EP0851038B2 (fr) | Acier et procédé pour la fabrication d'une piéce en acier mise en forme par déformation plastique à froid | |
| EP0787812B1 (fr) | Procédé de fabrication d'une pièce forgée en acier | |
| EP0725156A1 (fr) | Acier à haute ductilité, procédé de fabrication et utilisation | |
| EP0629714A1 (fr) | Acier inoxydable martensitique à usinabilité améliorée | |
| CA2203487C (fr) | Acier reparable par soudure pour la fabrication de moules pour matieres plastiques | |
| EP2279275B1 (fr) | Bloc ou tole en acier à hautes caractéristiques pour pièces massives | |
| EP3274483B1 (fr) | Pieces a structure bainitique a hautes proprietes de resistance et procede de fabrication | |
| EP0246233A1 (fr) | Acier a outils. | |
| WO2003083154A1 (fr) | Bloc en acier pour la fabrication de moules pour le moulage par injection de matieres plastiques ou pour la fabrication d'outils pour le travail des metaux | |
| EP0845544B1 (fr) | Produit sidérurgique en acier ayant une structure bainitique et procédé pour la fabrication du produit sidérurgique | |
| EP2690187B1 (fr) | Alliage, pièce et procédé de fabrication correspondants | |
| EP0747496A1 (fr) | TÔle d'acier laminée à chaud à haute résistance et haute emboutissabilité renfermant du titane, et ses procédés de fabrication | |
| JP2022085966A (ja) | 圧延用ロール外層材及び圧延用複合ロール | |
| JPS6360258A (ja) | 耐事故性圧延ロ−ル | |
| JPH06210434A (ja) | 強靱複合材の製造法 | |
| JP3266737B2 (ja) | ハイス系複合ロール及びその製造方法 | |
| MXPA97003092A (en) | Debilmente alloy steel for the molding of molds for plasti materials |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE DE ES GB IT PT SE |
|
| 17P | Request for examination filed |
Effective date: 19960520 |
|
| 17Q | First examination report despatched |
Effective date: 19981002 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE DE ES GB IT PT SE |
|
| REF | Corresponds to: |
Ref document number: 189269 Country of ref document: AT Date of ref document: 20000215 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 69514755 Country of ref document: DE Date of ref document: 20000302 |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20000405 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2144113 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20000330 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| 26 | Opposition filed |
Opponent name: AKTIENGESELLSCHAFT DER DILLINGER HUETTENWERKE Effective date: 20001025 |
|
| 26 | Opposition filed |
Opponent name: EDELSTAHL WITTEN KREFELD GMBH Effective date: 20001026 Opponent name: AKTIENGESELLSCHAFT DER DILLINGER HUETTENWERKE Effective date: 20001025 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: USINOR INDUSTEEL (FRANCE) |
|
| PLBO | Opposition rejected |
Free format text: ORIGINAL CODE: EPIDOS REJO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAA | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOS REFN |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 20050920 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20140925 Year of fee payment: 20 Ref country code: GB Payment date: 20140924 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20141003 Year of fee payment: 20 Ref country code: DE Payment date: 20140924 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20141001 Year of fee payment: 20 Ref country code: AT Payment date: 20140923 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20140926 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20140922 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69514755 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: MAXIMUM VALIDITY LIMIT REACHED Effective date: 20151006 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20151005 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK07 Ref document number: 189269 Country of ref document: AT Kind code of ref document: T Effective date: 20151006 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20160126 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20151005 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20151014 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20151007 |