EP0768739A2 - Konfektioniertes Kabel, Herstellungsverfahren dafür sowie mit konfektioniertem Kabel versehenes Hörgerät - Google Patents
Konfektioniertes Kabel, Herstellungsverfahren dafür sowie mit konfektioniertem Kabel versehenes Hörgerät Download PDFInfo
- Publication number
- EP0768739A2 EP0768739A2 EP96116195A EP96116195A EP0768739A2 EP 0768739 A2 EP0768739 A2 EP 0768739A2 EP 96116195 A EP96116195 A EP 96116195A EP 96116195 A EP96116195 A EP 96116195A EP 0768739 A2 EP0768739 A2 EP 0768739A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- connector housing
- housing block
- connector
- cable
- electrical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/02—Contact members
- H01R13/025—Contact members formed by the conductors of a cable end
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/20—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for assembling or disassembling contact members with insulating base, case or sleeve
- H01R43/24—Assembling by moulding on contact members
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; ELECTRIC HEARING AIDS; PUBLIC ADDRESS SYSTEMS
- H04R2225/00—Details of deaf aids covered by H04R25/00, not provided for in any of its subgroups
- H04R2225/57—Aspects of electrical interconnection between hearing aid parts
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; ELECTRIC HEARING AIDS; PUBLIC ADDRESS SYSTEMS
- H04R25/00—Electric hearing aids
- H04R25/60—Mounting or interconnection of hearing aid parts, e.g. inside tips, housings or to ossicles
- H04R25/609—Mounting or interconnection of hearing aid parts, e.g. inside tips, housings or to ossicles of circuitry
Definitions
- the invention relates to a prefabricated cable, a method for its production and a hearing aid equipped with a prefabricated cable.
- the invention relates to a prefabricated cable with an electrical connector and a number of each provided with a conductive wire and an insulating jacket electrical cable according to the preamble of claim 13 and a method for manufacturing a prefabricated cable provided with an electrical connector from a number of each a conductive wire and an insulating jacket provided electrical cable according to the preamble of claim 1.
- the invention relates in particular to a hearing aid according to the preamble of claim 30.
- a prefabricated cable with individual insulated conductors bound together by stranding or by means of an additional cable sheath according to the preamble of claim 13 and a method for its production are known.
- the individual conductors are encased at least by a first insulating plastic jacket, which can be surrounded by a second insulating plastic jacket.
- the material of the first insulating plastic sheath has a higher melting and decomposition temperature than the material of the second plastic sheath and that of the plastic sheath enveloping the entire assembled cable.
- the connector housing block is not produced by an injection molding process before being cut to length, but rather by cutting and UV curing of a synthetic resin strip after cutting to length.
- a device and a method for producing a micro connector element and an electrical supply line with at least one micro connector element are known.
- the individual conductors are provided with separate connection elements.
- the known manufacturing process works on a piece-by-piece basis, the micro-connector element being assembled from individual parts with the aid of a special assembly device and then glued together by means of curing an adhesive under IR light.
- the known device consists of a device with which a line can be transported with cycle feed through processing stations, in which the wire of the line is stripped and a contact element is attached to the exposed conductor.
- an injection molding unit which consists of a carrier rotatable about an axis and equipped with at least two injection molds and at least one extruder. The injection molds provided with inlet openings are fastened to the carrier at the same distance from the axis of the carrier in the circumferential direction.
- the inventive method makes it possible to postpone the cutting and separating of the assembled cables compared to the prior art, so that a much larger proportion of the manufacturing process can be carried out quickly and inexpensively in a continuous production cycle with cable material from a storage drum.
- the injection molding process is carried out before the continuous strand is cut.
- a prefabricated cable according to the invention can be produced which has exceptional mechanical properties due to the structure of the structure and the choice of material.
- the invention is particularly suitable for the production of heavily used cable assemblies, such as occur, for example, when connecting electronic hearing aids ("hearing aids") to special control devices; when dimensioning the intended cable to be expected that on the one hand the cable must be made very thin to avoid unpleasant rigidity, on the other hand very high mechanical loads can occur if tensile forces are transmitted to the hearing aid by the user.
- hearing aids electronic hearing aids
- special control devices when dimensioning the intended cable to be expected that on the one hand the cable must be made very thin to avoid unpleasant rigidity, on the other hand very high mechanical loads can occur if tensile forces are transmitted to the hearing aid by the user.
- the application of the invention is not limited to prefabricated cables for hearing aids.
- Another application example is the use as a data transmission line for mobile microcomputers and notepads.
- the method according to the invention has a further step after the injection molding, in which the connection of the individual insulating sheaths of the electrical cables takes place outside the area that is provided with the connector housing block by the injection molding process.
- the method according to the invention can be designed in such a way that the connection of the individual insulating sheaths of the electrical cables takes place in that a thermoplastic plastic is selected for the insulating shells, which is used to bring about the connection is blown with hot air. It is even more advantageous to design the insulating sheaths as a laminate with an external thermoplastic layer.
- the contact areas can be formed by producing a protruding contactable wire stump from each wire when cutting and stripping the electrical cables.
- the electrical cables can be stripped in particular by removing the sheath by means of laser radiation.
- a laser beam from a carbon dioxide laser is preferably used for this.
- connector housing block and the covering agent are temporarily hardened by cooling before the polishing process, which is preferably done by immersion in liquid nitrogen.
- the core stumps can be coated with a corrosion-resistant metal in order to ensure permanent good contact.
- the core stumps can be gold-plated.
- the method according to the invention is also suitable for the manufacture of assembled shielding or coaxial cables.
- the connector housing block after the injection molding of the connector housing block and before connecting the insulating sheaths to individual cables or to the cable bundle electrically conductive shielding jacket and a second insulating jacket applied to the electrically conductive shielding jacket.
- the assembled cable according to the invention is provided with an electrical connector and with a number of electrical cables each provided with a conductive wire and an insulating jacket.
- the electrical connector has a connector housing block, the outer surface of which has a contact area for each electrical cable.
- the insulating jacket consists at least on its outer surface of a thermoplastic.
- the melting temperature and / or the decomposition temperature of the material used for the connector housing block and of a material used for an inner layer of the insulating jacket is higher than the melting temperature of the material of the outer surface of the insulating jacket, so that significant thermal damage to the connector housing block and the inner layer of the insulating jacket is excluded.
- the insulating sheath is provided with an inner layer made of high strength modified polytetrafluoroethylene, which enables a strain relief function of the assembled cable.
- the insulating jacket has an outer layer made of ethylene tetrafluoroethylene.
- the connector housing block is also made of acrylonitrylbutadiene styrene.
- the cable according to the invention can be designed such that a contactable projecting core stump is assigned to each core on the outer surface of the connector housing block.
- the contact areas can be coated with a noble metal, in particular gold.
- the assembled cable can be provided with a beveled connector housing block, so that the outer surface of the connector housing block with the contact areas is inclined relative to a perpendicular on the longitudinal axis of the connector housing block.
- the assembled cable according to the invention is preferably provided with a connector clamp fastened to the connector housing block, which clamps the contact areas of the outer surface of the connector housing block with corresponding projecting contactable wire stumps on the outer surface of a second connector housing block.
- the connector clamp is designed as a connector cap with a body part which has a cross section corresponding to the cross section of the connector housing block, the connector housing block being received by the body part of the connector clamp.
- This preferred embodiment also has a cable outlet part, which closes the fuselage part on one side and through which the cable leading out of the connector housing block is led outward from the connector clamp, and a coupling part which connects to the fuselage part to the other side and which is shaped so that the second connector housing block can be accommodated therein.
- the coupling part has a latching device in order to prevent the second connector housing block from falling out.
- the locking device can be designed as an inwardly facing bead lip arranged at the outer end of the coupling part.
- the connector clip can in particular consist of plastic. In a particularly preferred embodiment, it is made of LCP. In an embodiment with shielding or coaxial cables, it proves to be advantageous to manufacture connector clips from metal.
- An electronic hearing device for insertion into the auditory canal with a hearing device housing and a hearing device electronics arranged therein has an assembled cable according to the invention which is led outwards from the hearing device electronics through an opening in the hearing device housing, the connector housing block being arranged outside the hearing device housing.
- Three strands of electrical cables 10A, 10B, 10C are unwound from corresponding supply drums 15A, 15B and 15C and fed to an injection mold 20 over a predetermined length, for example 50 mm in length.
- the casting mold 20 has, for example, an inner length of approximately 1 cm.
- the individual cables 10A, 10B, 10C are guided at a predetermined distance from one another. This can be accomplished, for example, by means of a perforated disk 25 before entering the injection mold 20.
- the injection mold 20 is designed with respect to its longitudinal dimension so that a substantial part of the length of the electrical cables 10A, 10B and 10C remains in front of the injection mold after the feeding process and is therefore not included in the injection molding process.
- Plastic extrusion is then introduced into the injection mold via an opening 30 through an extruder (not shown). After the mass has hardened, the injection mold is opened and the strand with the cables 10A, 10B and 10C is again transported further by the predetermined length. In this way, a continuous cable harness is created with connector housing blocks 35A, 35B, 35C arranged thereon and produced by the repetitive injection molding process.
- the semi-finished product used on the drums 15A, 15B and 15C preferably preferably has a copper wire, in particular also made of 135-Cu compound (for example, to be obtained from Hudson International).
- the wire preferably has a diameter of 0.1 mm.
- This insulating jacket is preferably made of laminated unbreakable modified polytetrafluoroethylene ("HSM” - High Strength Modified PTFE).
- HSM laminated unbreakable modified polytetrafluoroethylene
- This HSM material consists of expanded polytetrafluoroethylene (ePTFE), which is laminated with ethylene tetrafluoroethylene (“Tefzel”).
- ePTFE expanded polytetrafluoroethylene
- Tefzel ethylene tetrafluoroethylene
- Typical embodiments use ePTFE of a compressed thickness of 0.5 to 0.7 mil with a tensile strength greater than about 6 x 10 4 psi.
- An embodiment is also possible in which the insulating jacket is made entirely or partially of polyester.
- the plastic used for injection molding the connector housing block can be any type of hard plastic.
- a galvanizable form of acrilonitrylbutadiene styrene (ABS or ABS / PHAT) is preferably used.
- the continuous cable harness can be blown with hot air 40 in areas between two successive connector housing blocks 35A, 35B, 35C in order to glue the insulating sleeves together, taking advantage of the fact that the Tefzel layer has a melting point of around 250 ° C has and can be softened by heat application.
- the hot air temperature is chosen so that the material of the insulating jacket becomes sufficiently plastic for gluing.
- Tefzel has the advantage that, due to the low melting point, little thermal energy is transferred to the connector housing block 35A, 35B, 35C and to the inner jacket material. This protects the connector housing block 35A, 35B, 35C and the insulating jacket from heat damage.
- This process can also be carried out with other materials; however, it is preferable to ensure that the melting point of the thermoplastic material on the insulating jacket of the cables 15A, 15B, 15C used is lower than the melting point or the decomposition temperature of the material used for injection molding the connector housing blocks 35A, 35B, 35C and the material , from which the inner layer of the insulating jacket is made.
- the invention is not limited to the use of three cables. In principle, it can also be implemented with any other number of electrical wiring harnesses.
- the individual assembled cables are obtained as blanks by cutting one of the outer surfaces of the connector housing blocks 35A, 35B, 35C.
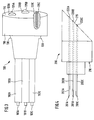
- FIG. 2 The further manufacturing steps are illustrated in FIG. 2 .
- the blanks 45A, 45B, 45C are inserted into a carrier module 50.
- the use of the carrier module 50 has the advantage that a large number of prefabricated cables can be manufactured at the same time, which considerably reduces the processing costs.
- the carrier module 50 essentially consists of a pane provided with openings 52A, 52B, 52C, the bonded cable harness sections 10A, 10B, 10C are passed down through these openings, whereas the corresponding connector housing blocks 35A, 35B, 35C are held by the opening edge. It proves to be advantageous if the edge of the openings 52A, 52B, 52C is provided with a recess (not shown) so that the upper sides of the connector housings 35A, 35B, 35C are flush with the upper side of the washer.
- the insulating sheaths of the cables 10A, 10B, 10C are removed from the surface of the connector housing block 35A, 35B, 35C by a length of approximately 2 to 3 mm. This process can be accomplished particularly advantageously by burning away the cladding material using laser light, for example from a CO 2 laser.
- the surfaces of the connector housing blocks 35A, 35B, 35C are covered with photoresist 55.
- the paint 55 must be selected so that it does not attack the plastic of the connector housing block 35A, 35B, 35C.
- the entire carrier module 50 with the blanks 40A, 40B, 40C is then immersed in liquid nitrogen for the temporary hardening of the lacquer layer and the plastic of the connector housing blocks 35A, 35B, 35C.
- the surfaces of the lacquer layer on the connector housing blocks 35A, 35B and 35C are then mechanically polished with the contactable wire stubs 51A, 51B, 51C protruding from them to form contact areas.
- a gold layer 52A, 52B, 52C is applied to the contactable core stubs 51A, 51B, 51C.
- the thickness of the gold layer 52A, 52B, 52C must be chosen so that it bridges the insulation layer of the wires in order to establish reliable contact between the wire and the outside world.
- the metal layer can be applied, for example, using known plasma application methods.
- the photoresist 55 is selected only because of its mechanical properties in the cryogenic state.
- the mechanical finishing of the contact areas of the wires 51A, 51B, 51C emerging from an outer surface of the connector housing blocks 35A, 35B, 35C can also be done in another way.
- another suitable masking agent can be used, e.g. Wax.
- the cover with a cover layer can be dispensed with.
- the covering with photoresist can be dispensed with if the application of a metal layer to the contactable core stumps 51A, 51B, 51C is dispensed with or if there is no risk of the formation of short-circuit bridges.
- FIG. 3 shows an assembled electrical cable according to the invention with electrical cores 101A, 101B, 101C and corresponding insulating sheaths 102A, 102B, 102C which are bonded together.
- the connector housing block 110 has an end face 115, which is provided with a contact area 120A, 120B, 120C for each wire 101A, 101B or 101C.
- the contact areas 120A, 120B and 120C are provided with a gold coating 125A, 125B, 125C.
- the prefabricated cable shown in FIG. 3 is used in such a way that two of these prefabricated cables are brought together in such a way that the respective end faces of the connector housing blocks provided with contact areas are mechanically placed against one another in such a way that electrical contact is produced between corresponding contact areas (not shown).
- embodiments with up to three wires prove to be particularly advantageous since up to three contact areas are always on the same level.
- sufficiently narrow tolerances are required in the face-side contact areas in order to ensure a uniform contact.
- FIG. 4 shows a schematic cross-sectional view of a second embodiment 200 of an assembled cable according to the invention with wires 201A, 201B, 201C, which are surrounded by insulating sheaths 202A, 202B, 202C analogously to FIG. 3 .
- the connector housing block 210 has a tapered end face 215 on which the contact areas 220A, 220B, 220C are arranged as shown in FIG. 5 .
- a self-cleaning effect is achieved by this beveled arrangement of the contact areas.
- the effective contact area is increased by an oblique cut, which, with appropriate dimensioning of the wire cross sections, can make it possible to dispense with gold plating which improves contact.
- FIG. 6A shows a schematic cross section through a connector bracket 300 with an inserted connector housing block 310.
- the connector clip 300 is designed as a cylindrical connector cap which has a body part 320 which has a cross section corresponding to the cross section of the connector housing block 310, the connector housing block 310 being received by the connector clip 300.
- the connector cap has a cable outlet part 330, which closes off the body part 320 on one side and through which this extends the cable 360 leading the connector housing block 310 is led out of the connector bracket 300 to the outside.
- the cable outlet part is preferably designed in such a way that at the end of the cable outlet, the bottom has an inward-facing, flexible indentation 332.
- the fuselage part 320 is adjoined on the other side by a coupling part 340 which is shaped such that a second connector housing block 310 ', as shown in FIG. 6B , can be accommodated therein, so that the contact areas of the two connector housing blocks touch accordingly.
- the indentation 332 presses elastically on the first connector housing block 310.
- the coupling part 340 has a latching device 390 in order to prevent the second connector housing block 310 'from falling out. Both connector housing blocks 310, 310 'are then mechanically prestressed between the locking device 390 and the indentation 332, so that the contact areas on both sides are under sufficient contact pressure for good contacting.
- the locking device 390 can be designed as an inwardly facing bead lip arranged at the outer end of the coupling part 340.
- the connector housing is expediently designed in terms of its spatial shape in such a way that the latching device 390 can grip securely. In the embodiment shown in FIG. 3 , a locking collar 130 is provided for this.
- the connector clip 300 can be made of plastic, for example LCP. When used with shielding or coaxial cables, it can be advantageous to manufacture them from metal or a conductive plastic.
- connector housing block and connector clip with a reverse polarity protection device (not shown). This can be done, for example, by providing a guide groove in the connector bracket happen in which a corresponding, integrally formed on the connector housing block engages.
- FIG. 7 shows a schematic perspective view of a third embodiment of a prefabricated cable 400 according to the invention.
- the contact regions 410A to 410E are arranged laterally projecting on an edge 420 between an end face 430 and a lateral surface 440 of the connector housing block 450.
- the wires of the cables 460A to 460E are respectively electrically connected to the contact areas 410A to 410E.
- a connector clip which is provided with internally arranged, longitudinally extending transition conductors which are adapted in terms of their spacing to the contact surface arrangement (not shown). These transition conductors facilitate perfect electrical contact between two paired contact areas of the first and second connector housing block (310, 310 ').
- FIG. 8 shows a schematic cross section through the cable material of a preferred embodiment of the assembled cable according to the invention.
- a core 510 made of a conductor, preferably a Cu material, is surrounded by an insulating jacket 520 made of particularly tear-resistant, non-thermoplastic material.
- the insulating jacket 520 is provided with an outer layer 530 made of thermoplastic material.
- FIG. 9A shows a schematic sectional view of a hearing device 600 according to the invention.
- the hearing device 600 has a hearing device housing 610, in which a conventional hearing device electronics 620 is installed.
- a prefabricated cable 630 according to the invention is connected to the hearing aid electronics 620.
- the cable 630 is guided through a small hole 640 from the inside of the hearing aid housing 610 to the outside.
- the prefabricated cable can in particular be used to temporarily connect the hearing device electronics 620 to an operating device (not shown).
- FIG. 9B shows a schematic sectional view of a human auditory canal 700 with a hearing aid 710 inserted therein.
- the assembled cable 720 is dimensioned such that the connector housing block 740 remains at the exit or outside the auditory canal 700 in the region of the ear cup 730.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Connector Housings Or Holding Contact Members (AREA)
Abstract
Die Erfindung betrifft ein konfektioniertes Kabel sowie ein Verfahren zu seiner Herstellung. Das Verfahren zur Fertigung eines mit einem elektrischen Verbinder versehenen konfektionierten Kabels aus einer Anzahl mit je einer leitfähigen Ader und einem isolierenden Mantel versehener elektrischer Kabel weist folgende repetierende Schritte auf: a) Zuführen der Anzahl elektrischer Kabel auf einer vorbestimmten Länge in eine Spritzgußform, wobei die einzelnen Kabel in einem vorbestimmten Abstand voneinander geführt werden und wobei die Anzahl elektrischer Kabel auf einer Teillänge der vorbestimmten Länge außerhalb der Spritzgußform bleibt; b) Spritzgießen eines Verbindergehäuseblockes durch Einbringen einer Spritzgußmasse in die Spritzgußform; c) Schneiden der elektrischen Kabel bei einer der Außenflächen des Verbindergehäuseblockes; d) Abisolieren der elektrischen Kabel an der Außenfläche; und e) Bilden eines Kontaktbereiches für jede Ader auf der Außenfläche des Verbindergehäuseblockes. Das konfektioniertes Kabel mit einem elektrischen Verbinder sowie mit einer Anzahl mit je einer leitfähigen Ader und einem isolierenden Mantel versehener elektrischer Kabel ist dadurch gekennzeichnet, daß der elektrische Verbinder einen Verbindergehäuseblock aufweist, dessen eine Außenfläche für jedes elektrische Kabel je einen Kontaktbereich aufweist. Schließlich wird ein elektronisches Hörgerät zum Einsetzen in den Gehörgang mit einem Hörgerätegeäuse und einer darin angeordneten Hörgeräteelektronik offenbart, wobei ein konfektioniertes Kabel durch eine Öffnung (640) im Hörgerätegehäuse (610) von der Hörgeräteelektronik (620) nach außen geführt ist.
Description
- Die Erfindung betrifft ein konfektioniertes Kabel, ein Verfahren zu seiner Herstellung sowie ein mit einem konfektionierten Kabel ausgestattetes Hörgerät. Insbesondere betrifft die Erfindung ein konfektioniertes Kabel mit einem elektrischen Verbinder sowie einer Anzahl mit je einer leitfähigen Ader und einem isolierenden Mantel versehener elektrischer Kabel nach dem Oberbegriff des Patentanspruches 13 sowie ein Verfahren zur Fertigung eines mit einem elektrischen Verbinder versehenen konfektionierten Kabels aus einer Anzahl mit je einer leitfähigen Ader und einem isolierenden Mantel versehener elektrischer Kabel nach dem Oberbegriff des Patentanspruches 1. Ferner betrifft die Erfindung insbesondere ein Hörgerät nach dem Oberbegriff des Anspruches 30.
- Aus der Druckschrift US-A-5,201,903 sind ein konfektioniertes Kabel mit einzelnen, durch Verseilen oder mittels eines zusätzlichen Kabelmantels zusammengebundenen isolierten Leitern nach dem Oberbegriff des Patentanspruches 13 sowie ein Verfahren zu dessen Herstellung bekannt. Die einzelnen Leiter sind mindestens von einem ersten isolierenden Kunststoffmantel umhüllt, der von einem zweiten isolierenden Kunststoffmantel umgeben sein kann. Das Material des ersten isolierenden Kunststoffmantels weist eine höhere Schmelz- und Zersetzungstemperatur auf als das Material des zweiten Kunststoffmantels und das des das gesamte konfektionierte Kabel umhüllenden Kunststoffmantels. Bei dem bekannten Herstellungsverfahren erfolgt die Herstellung des Verbindergehäuseblockes nicht vor dem Ablängen durch einen Spritzgußvorgang, sondern nach dem Ablängen durch Anlegen und UV-Aushärten eines Kunstharzbandes.
- Aus der Druckschrift DE-A1-42 23 152 sind eine Vorrichtung und ein Verfahren zur Herstellung eines Mikrosteckverbindungselementes sowie eine elektrische Versorgungsleitung mit mindestens einem Mikrosteckverbindungselement bekannt. Bei den aus dieser Entgegenhaltung bekannten Mikrosteckverbindungselementen sind die Einzelleiter mit separaten Anschlußelementen versehen. Das bekannte Herstellungsverfahren arbeitet einzelstückbezogen, wobei das Mikrosteckverbindungselement mit Hilfe einer speziellen Montagevorrichtung aus Einzelteilen assembliert und sodann mittels Aushärtung einer Klebstoffmasse unter IR-Licht zusammengeklebt wird.
- Aus der Druckschrift EP-A2-0 566 969 ist ein Verfahren zur Herstellung eines mit einem Formkörper versehenen Kabelbaumes bekannt, bei dem vorkontaktierte und vorkonfektionierte Leitungen in ein Formwerkzeug eingebracht werden und in einem letzten Verfahrensschritt in das Formwerkzeug Schaummaterial eingeleitet oder darin erzeugt wird, um eine Ummantelung aus Schaumstoff zu erzeugen, so daß die Verfahrensschritte "Steckerfertigung" und "Aufbringen des Formkörpers" zusammengefaßt sind.
- Aus der Druckschrift EP-A1-0 492 270 sind ein Verfahren und eine Vorrichtung zum Anbringen eines elektrischen Steckverbinders an einer Leitung bekannt. Die bekannte Vorrichtung besteht aus einer Einrichtung, mit der eine Leitung bei taktweisem Vorschub durch Bearbeitungsstationen transportierbar ist, in denen die Ader der Leitung abisoliert und an dem dadurch freigelegten Leiter ein Kontaktelement angebracht wird. Zur Herstellung eines gespritzten Schutzkörpers fuhr das Kontaktelement unter Beibehaltung des Taktes der Vorrichtung ist eine Spritzgießeinheit bekannt, die aus einem um eine Achse drehbaren, mit mindestens zwei Spritzformen bestückten Träger und aus mindestens einem Extruder besteht. Die mit Einlaßöffnungen versehenen Spritzformen sind in Umfangsrichtung voneinander getrennt im gleichen Abstand von der Achse des Trägers an demselben befestigt.
- Bei dem aus der Druckschrift bekannten Verfahren werden bereits zu Beginn des Herstellungsprozesses Leitungsabschnitte von einer Vorratsspule abgelängt, wodurch bereits in einer relativ frühen Fertigungsphase kein kontinuierlicher Materialfluß mehr möglich ist und kostentreibende manuelle Arbeit erforderlich wird.
- Es besteht daher ein Bedarf nach einem kostengünstigeren Verfahren, bei dem der Materialfluß über möglichst viele Fertigungsschritte kontinuierlich gestaltet werden kann, und das ein konfektioniertes Kabel liefert, das besonders gute elektrische und mechanische Qualitätseigenschaften zeigt.
- Diese Aufgabe wird erfindungsgemäß gelöst durch ein Verfahren zur Fertigung eines mit einem elektrischen Verbinder versehenen konfektionierten Kabels mit den im Patentanspruch 1 aufgeführten Merkmalen sowie durch ein konfektioniertes Kabel gemäß den Merkmalen des nebengeordneten Patentanspruches 13 und auch durch ein elektronisches Hörgerät gemäß Anspruch 30.
- Das erfindungsgemäße Verfahren ermöglicht es, das Zerschneiden und Vereinzeln der konfektionierten Kabel im Vergleich zum Stand der Technik hinauszuschieben, so daß ein wesentlich größerer Anteil des Fertigungsprozesses schnell und kostengünstig in einem fortlaufenden Fertigungstakt mit Kabelmaterial von einer Vorratstrommel durchgeführt werden kann. Insbesondere der Spritzgußvorgang wird vor dem Zerschneiden des fortlaufenden Stranges durchgeführt.
- Mit dem erfindungsgemäßen Verfahren kann ein erfindungsgemäßes konfektioniertes Kabel hergestellt werden, das durch die Struktur des Aufbaus und durch die Materialauswahl außergewöhnliche mechanische Eigenschaften aufweist.
- Deshalb eignet sich die Erfindung besonders zur Herstellung stark beanspruchter Kabelkonfektionen, wie sie beispielsweise beim Anschluß von elektronischen Hörhilfen ("Hörgeräte") an besondere Steuerungsgerate auftreten; bei der Bemessung des dafür vorgesehenen Kabels ist damit zu rechnen, daß einerseits das Kabel sehr dünn ausgeführt werden muß, um eine unangenehme Steifheit zu vermeiden, andererseits können jedoch sehr hohe mechanische Belastungen auftreten, wenn durch den Benutzer Zugkräfte auf das Hörgerät übertragen werden. Selbstverständlich ist die Anwendung der Erfindung nicht auf konfektionierte Kabel für Hörgeräte beschränkt. Ein weiteres Anwendungsbeispiel ist die Verwendung als Datenübertragungsleitung für mobile Kleinstcomputer und Notepads.
- Das erfindungsgemäße Verfahren zur Fertigung eines mit einem elektrischen Verbinder versehenen konfektionierten Kabels aus einer Anzahl mit je einer leitfähigen Ader und einem isolierenden Mantel versehener elektrischer Kabel weist im einzelnen folgendende Schritte auf:
- a) Zuführen der Anzahl elektrischer Kabel auf einer vorbestimmten Länge in eine Spritzgußform, wobei die einzelnen Kabel in einem vorbestimmten Abstand voneinander geführt werden und wobei die Anzahl elektrischer Kabel auf einer Teillänge der vorbestimmten Länge außerhalb der Spritzgußform bleibt;
- b) Spritzgießen eines Verbindergehäuseblockes durch Einbringen einer Spritzgußmasse in die Spritzgußform;
- c) Schneiden der elektrischen Kabel bei einer der Außenflächen des Verbindergehäuseblockes;
- d) Abisolieren der elektrischen Kabel an der Außenfläche; und
- e) Bilden eines Kontaktbereiches für jede Ader auf der Außenfläche des Verbindergehäuseblockes.
- In einer bevorzigten Ausführungsform weist das erfindungsgemäße Verfahren nach dem Spritzgießen einen weiteren Schritt auf, bei dem ein Verbinden der einzelnen isolierenden Mäntel der elektrischen Kabel außerhalb des Bereiches erfolgt, der durch den Spritzgießvorgang mit dem Verbindergehäuseblock versehen ist.
- Das erfindungsgemäße Verfahren kann dahingehend ausgestaltet werden, daß das Verbinden der einzelnen isolierenden Mäntel der elektrischen Kabel dadurch geschieht, indem für die isolierenden Mäntel ein thermoplastischer Kunststoff gewählt wird, der zum Herbeiführen des Verbindens mit Heißluft angeblasen wird. Noch vorteilhafter ist es dabei, die isolierenden Mäntel als Laminat mit einer außenliegenden thermoplastischen Schicht auszugestalten.
- Bei dem erfindungsgemäßen Verfahren kann das Bilden der Kontaktbereiche dadurch erfolgen, indem beim Schneiden und Abisolieren der elektrischen Kabel aus jeder Ader jeweils ein vorstehender kontaktierbarer Aderstumpf hergestellt wird.
- Das Abisolieren der elektrischen Kabel kann insbesondere durch Abtragen des Mantels mittels Laserstrahlung erfolgen. Bevorzugterweise wird dazu ein Laserstrahl eines Kohlendioxidlasers verwendet.
- Das Bilden eines Kontaktbereiches für jede Ader der elektrischen Kabel wird vorzugsweise mittels folgender Prozeßschritte durchgeführt:
- a) Abdecken der Außenfläche des Verbindergehäuseblockes mit einem abwaschbaren Abdeckmittel, so daß die Spritzgußmasse abgedeckt wird, die vorstehenden kontaktierbaren Aderstümpfe jedoch aus dem Abdeckmittel herausragen;
- b) Polieren der abgedeckten Fläche, um die Oberflächen der Aderstümpfe freizulegen; und
- c) Abwaschen des Abdeckmittels.
- Eine Weiterentwicklung besteht darin, daß der Verbindergehäuseblock und das Abdeckmittel vor dem Poliervorgang durch Abkühlen vorübergehend gehärtet werden, was bevorzugterweise durch Eintauchen in flüssigen Stickstoff geschieht.
- Die Aderstümpfe können mit einem korrosionsbeständigen Metall belegt werden, um dauerhaft eine gute Kontaktgabe sicherzustellen. Insbesondere können die Aderstümpfe vergoldet werden.
- Das erfindungsgemäße Verfahren eignet sich auch für die Herstellung von konfektionierten Abschirm- bzw. Koaxialkabeln. Dabei wird nach dem Spritzgießen des Verbindergehäuseblockes und vor dem Verbinden der isolierenden Mäntel auf einzelne Kabel bzw. auf das Kabelbündel ein elektrisch leitender Abschirmmantel und auf den elektrisch leitenden Abschirmmantel ein zweiter isolierender Mantel aufgebracht.
- Das erfindungsgemäße konfektionierte Kabel ist mit einem elektrischen Verbinder sowie mit einer Anzahl mit je einer leitfähigen Ader und einem isolierenden Mantel versehener elektrischer Kabel versehen.
- Der elektrische Verbinder weist einen Verbindergehäuseblock auf, dessen eine Außenfläche für jedes elektrische Kabel je einen Kontaktbereich aufweist.
- Der isolierende Mantel besteht mindestens an seiner äußeren Oberfläche aus einem thermoplastischen Kunststoff. Die Schmelztemperatur und/oder die Zersetzungstemperatur des für den Verbindergehäuseblock verwendeten Materials sowie eines für eine innere Lage des isolierenden Mantels verwendeten Materials ist höher als die Schmelztemperatur des Materials der äußeren Oberfläche des isolierenden Mantels, so daß eine nennenswerte thermische Beschädigung des Verbindergehäuseblockes sowie der inneren Lage des isolierenden Mantels ausgeschlossen ist.
- Um eine möglichst hohe Reißfestigkeit zu erzielen, wird der isolierende Mantel in einer besonders bevorzugten Ausführungsform mit einer innenliegenden Schicht aus High Strength Modified Polytetrafluorethylen versehen, die eine Zugentlastungsfünktion des konfektionierten Kabels ermöglicht. Bei einer weiteren besonders bevorzugten Ausführungsform weist der isolierende Mantel eine Außenschicht aus Ethylentetrafluoroethylen auf.
- Bei einer bevorzugten Ausführungsform ist darüberhinaus der Verbindergehäuseblock aus Acrylonitrylbutadienstyrol gefertigt.
- Das erfindungsgemäße Kabel kann derart ausgestaltet werden, daß jeder Ader auf der Außenfläche des Verbindergehäuseblockes ein kontaktierbarer vorstehender Aderstumpf zugeordnet ist. Die Kontaktbereiche können mit einem Edelmetall, insbesondere Gold, beschichtet sein.
- Das konfektioniertes Kabel kann mit einem abgeschrägten Verbindergehäuseblock versehen werden, so daß die Außenfläche des Verbindergehäuseblockes mit den Kontaktbereicheschen gegenüber einer auf der Längsachse des Verbindergehäuseblockes stehenden Senkrechten geneigt ist.
- Zum sicheren Verbinden wird das erfindungsgemäße konfektionierte Kabel bevorzugterweise mit einer an dem Verbindergehäuseblock befestigten Verbinderklammer versehen, die die Kontaktbereiche der Außenfläche des Verbindergehäuseblockes mit entsprechenden vorstehenden kontaktierbaren Aderstümpfen auf der Außenfläche eines zweiten Verbindergehäuseblockes verklammert.
- In einer bevorzugten Ausführungsform ist die Verbinderklammer als Verbinderkappe mit einem Rumpfteil ausgeführt, der einen dem Querschnitt des Verbindergehäuseblockes entsprechenden Querschnitt aufweist, wobei der Verbindergehäuseblock von dem Rumpfteil der Verbinderklammer aufgenommen wird. Diese bevorzugte Ausführungsform weist ferner einen Kabelauslaßteil, der den Rumpfteil nach einer Seite hin abschließt und durch den das aus dem Verbindergehäuseblock führende Kabel aus der Verbinderklammer nach außen geführt ist, und einem Kupplungsteil auf, der sich an den Rumpfteil zur anderen Seite hin anschließt und der derart geformt ist, so daß der zweite Verbindergehäuseblock darin aufgenommen werden kann, ausgeführt.
- In einer besonders bevorzugten Ausführungsform weist der Kupplungsteil eine Rastvorrichtung auf, um das Herausfallen des zweiten Verbindergeäuseblockes zu unterbinden. Dabei kann die Rastvorrichtung als eine am äußeren Ende des Kupplungsteils angeordnete, nach innen weisende Wulstlippe ausgeführt werden.
- Die Verbinderklammer kann insbesondere aus Kunststoff bestehen. In einer besonders bevorzugten Ausführungsform ist sie aus LCP gefertigt. Bei einer Ausführungsform mit Abschirm- oder Koaxialkabeln erweist es sich als vorteilhaft, Verbinderklammer aus Metall zu fertigen.
- Ein erfindungsgemäßes elektronisches Hörgerät zum Einsetzen in den Gehörgang mit einem Hörgerätegeäuse und einer darin angeordneten Hörgeräteelektronik weist ein erfindungsgemäßes konfektioniertes Kabel auf, das durch eine Öffnung des Hörgerätegehäuses von der Hörgeräteelektronik nach außen geführt ist, wobei der Verbindergehäuseblock außerhalb des Hörgerätegehäuses angeordnet ist.
- Die Gegenstände der nebengeordneten Patentansprüche 1, 13 und 30 besitzen jeweils eigenständigen erfinderischen Gehalt.
- Im folgenden wird die Erfindung in Gestalt von Ausführungsbeispielen anhand der Zeichnung näher erläutert:
- Fig. 1
- zeigt schematisch den Ablauf eines ersten Abschnittes des erfindungsgemäßen Verfahrens anhand einer schematischen Darstellung einer Vorrichtung zur Ausführung des Verfahrens zur Fertigung eines mit einem elektrischen Verbinder versehenen konfektionierten Kabels aus einer Anzahl mit je einer leitfähigen Ader und einem isolierenden Mantel versehener elektrischer Kabel.
- Fig. 2
- zeigt eine schematische Darstellung weiterer Verfahrensschritte des erfindungsgemäßen Fertigungsverfahrens.
- Fig. 3
- zeigt eine perspektivische, teilweise angeschnittene schematische Ansicht einer ersten Ausführungsform eines erfindungsgemäßen konfektionierten Kabels.
- Fig. 4
- zeigt eine schematisierte Querschnittsansicht einer zweiten Ausfühzungsform eines erfindungsgemäßen konfektionierten Kabels.
- Fig. 5
- zeigt eine schematisierte Aufsicht auf den Kontaktbereich des Verbindergehäuseblockes des erfindungsgemäßen konfektionierten Kabels aus Fig. 4.
- Fig. 6
- zeigt eine Querschnittsansicht eines mit einer Verbinderklammer versehenen erfindungsgemäßen konfektionierten Kabels (Fig. 6A) sowie gepaarte konfektionierte Kabel in einer Verbindungsklammer (Fig. 6B).
- Fig. 7
- zeigt eine schematisierte perspektivische Ansicht einer dritten Ausführungsform eines erfindungsgemäßen konfektionierten Kabels.
- Fig. 8
- zeigt einen schematisierten Querschnitt durch das Kabelmaterial einer Ausführungsform des erfindungsgemäßen konfektionierten Kabels.
- Fig. 9A
- zeigt eine schematische Schnittansicht eines erfindungsgemäßen Hörgerätes.
- Fig. 9B
- zeigt eine schematische Schnittansicht eines menschlichen Gehörganges mit einem darin eingesetzten erfindungsgemäßen Hörgerät.
- Zunächst wird das erfindungsgemäße Verfahren zur Fertigung eines mit einem elektrischen Verbinder versehenen konfektionierten Kabels anhand der Fig. 1 näher erläutert.
- Drei Stränge elektrischer Kabel 10A, 10B, 10C werden von entsprechenden Vorratstrommeln 15A, 15B bzw. 15C abgewickelt und auf einer vorbestimmten Länge von bespielsweise 50 mm Länge einer Spritzgußform 20 zugeführt. Die Stritzgußform 20 weist beispielsweise eine Innenlänge von ungefähr 1 cm auf. Dabei werden die einzelnen Kabel 10A, 10B, 10C in einem vorbestimmten Abstand voneinander geführt. Dies kann beispielsweise durch eine Lochscheibe 25 vor dem Eintritt in die Spritzgußform 20 bewerkstelligt werden. Die Spritzgußform 20 ist hinsichtlich ihrer Längsabmessung so gestaltet, daß ein wesentlicher Teil der Länge der elektrischen Kabel 10A, 10B und 10C nach dem Zuführvorgang vor der Spritzgußform bleibt und somit nicht in den Spritzgußvorgang einbezogen wird.
- Durch einen Extruder (nicht dargestellt) wird sodann über eine Öffnung 30 Kunststoffmasse in die Spritzgußform eingeführt. Nach dem Aushärten der Masse wird die Spritzgußform geöffnet und der Strang mit den Kabeln 10A, 10B und 10C wiederum um die vorbestimmte Länge weitertransportiert. Auf diese Weise entsteht ein fortlaufender Kabelstrang mit darauf angeordneten und durch den repitierenden Spritzgußvorgang hergestellten Verbindergehäuseblöcken 35A, 35B, 35C.
- Das auf den Trommeln 15A, 15B und 15C eingesetzte Kabelhalbfabrikat weist vorzugsweise vorzugsweise eine Kupferader auf, insbesondere auch aus 135-Cu-Verbindung (beispielsweise zu beziehen über Firma Hudson International). Bei einem Kabel zur Anwendung an einem Hörgerät weist die Ader vorzugsweise einen Durchmesser von 0,1 mm auf.
- Die Ader ist von einem isolierenden Mantel umgeben. Dieser isolierende Mantel besteht vorzugsweise aus laminiertem bruchfestem modifiziertem Polytetrafluorethylen ("HSM" - High Strength Modified PTFE). Dieser HSM-Werkstoff besteht aus expandiertem Polytetrafluorethylen (ePTFE), das mit Ethylentetrafluorethylen ("Tefzel") laminiert ist. Typische Ausführungsformen verwenden ePTFE einer verdichteten Dicke von 0,5 bis 0,7 mil bei einer Zugfestigkeit größer ungefähr 6 x 104 psi. Auch ist eine Ausführungsform möglich, bei der der isolierende Mantel ganz oder teilweise aus Polyester gefertigt ist.
- Der zum Spritzgießen des Verbindergehäuseblocks verwendete Kunststoff kann jede Art von hartem Kunststoff sein. Vorzugsweise wird eine galvanisierbare Form von Acrilonitrylbutadienstyrol (ABS bzw. ABS/PHAT) eingesetzt.
- Nach dem Herausziehen aus der Spritzgußform sind die einzelnen Kabel noch nicht zusammengebunden. Hinter der Spritzgußform 20 kann der fortlaufende Kabelstrang in Bereichen zwischen zwei aufeinanderfolgenden Verbindergehäuseblöcken 35A, 35B, 35C mit Heißluft 40 angeblasen werden, um die Isoliermäntel miteinender zu verkleben, wobei ausgenutzt wird, daß die Tefzel-Schicht einen Schmelzpunkt um 250 °C hat und durch Wärmeapplikation erweicht werden kann. Dabei wird die Heißlufttemperatur so gewählt, daß das Material der Isoliermäntel zum Verkleben hinreichend plastisch wird.
- Die Verwendung von Tefzel hat den Vorteil, daß aufgrund des niedrigen Schmelzpunktes wenig Wärmeenergie zum Verbindergehäuseblock 35A, 35B, 35C sowie auf das innere Mantelmaterial übertragen wird. Dadurch wird der Verbindergehäuseblock 35A, 35B, 35C und der isolierende Mantel vor Beschädigung durch Hitze geschützt.
- Dieses Verfahren kann auch mit anderen Materialien ausgeführt werden; es ist jedoch vorzugsweise darauf zu achten, daß der Schmelzpunkt des thermoplastischen Materials auf dem isolierenden Mantel der verwendeten Kabel 15A, 15B, 15C niedriger liegt als der Schmelzpunkt oder als die Zersetzungstemperatur des zum Spritzgießen der Verbindergehäuseblöcke 35A, 35B, 35C verwendeten Materials sowie des Materials, aus dem die innenliegende Schicht des isolierende Mantel gefertigt ist.
- Die Erfindung ist nicht auf die Verwendung von drei Kabeln beschränkt. Sie kann grundsätzlich auch mit jeder anderen Anzahl von elektrischen Kabelsträngen implementiert werden.
- Nach der in Fig. 1 dargestellten Herstellung eines fortlaufenden Kabelstrangs werden die einzelnen konfektionierten Kabel durch Schneiden bei einer der Außenflächen der Verbindergehäuseblöcke 35A, 35B, 35C als Rohlinge gewonnen.
- Die weiteren Herstellungsschritte sind in Fig. 2 veranschaulicht. Nach dem Zerlegen des fortlaufenden Kabelstranges werden die Rohlinge 45A, 45B, 45C in ein Trägermodul 50 eingelegt. Die Verwendung des Trägermoduls 50 hat den Vorteil, daß eine große Anzahl von konfektionierten Kabeln gleichzeitig gefertigt werden kann, was die Kosten für die Verarbeitung erheblich verringert.
- Das Trägermodul 50 besteht im wesentlichen aus einer mit Öffnungen 52A, 52B, 52C versehenen Scheibe, wobei die verklebten Kabelstrangabschnitte 10A, 10B, 10C durch diese Öffnungen nach unten geführt werden, wohingegen die entsprechenden Verbindergehäuseblöcke 35A, 35B, 35C durch den Öffnungsrand gehaltert werden. Es erweist sich als vorteilhaft, wenn der Rand der Öffnungen 52A, 52B, 52C mit einer Ausnehmung (nicht dargestellt) versehen ist, so daß die Oberseiten der Verbindergehäuse 35A, 35B, 35C bündig mit der Oberseite der Scheibe abschließen.
- Nach dem Einlegen der Rohlinge 40A, 40B, 40C in das Modul 50 werden die isolierenden Mäntel der Kabel 10A, 10B, 10C auf einer Länge von ungefähr 2 bis 3 mm von der Oberfläche des Verbindergehäuseblockes 35A, 35B, 35C entfernt. Dieser Vorgang kann besonders vorteilhaft durch Wegbrennen des Mantelmaterials mittels Läserlicht beispielsweise aus einem CO2-Laser bewerkstelligt werden.
- Bei einer bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens werden die Oberflächen der Verbindergehäuseblöcke 35A, 35B, 35C mit Photolack 55 bedeckt. Der Lack 55 muß so gewählt werden, daß er den Kunststoff des Verbindergehäuseblockes 35A, 35B, 35C nicht angreift. In einer besonders bevorzugten Ausführungsform wird das gesamte Trägermodul 50 mit dem Rohlingen 40A, 40B, 40C sodann zur vorübergehenden Härtung der Läckschicht und des Kunststoffes der Verbindergehäuseblöcke 35A, 35B, 35C in flüssigen Stickstoff eingetaucht. Anschließend werden die Oberflächen der Lackschicht auf den Verbindergehäuseblöcken 35A, 35B und 35C mit den aus Ihnen hervorstehenden kontaktierbaren Aderstümpfen 51A, 51B, 51C zum Bilden von Kontaktbereichen mechanisch poliert.
- Nach dem Poliervorgang wird in einer bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens auf die kontaktierbaren Aderstümpfe 51A, 51B, 51C jeweils eine Goldschicht 52A, 52B, 52C aufgetragen. Die Dicke der Goldschicht 52A, 52B, 52C muß so gewählt werden, daß sie die Isolationsschicht der Adern überbrückt, um einen zuverlässigen Kontakt zwischen der Ader und der Außenwelt herzustellen. Das Auftragen der Metallschicht kann beispielsweise mit bekannten Plasmaauftragsverfahren vorgenommen werden.
- Der Photolack 55 wird bei der beschriebenen bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens lediglich wegen seiner mechanischen Eigenschaften im tiefkalten Zustand gewählt. Die mechanische Feinbearbeitung der Kontaktbereiche der aus einer Außenfläche der Verbindergehäuseblöcke 35A, 35B, 35C austretenden Adern 51A, 51B, 51C kann auch auf andere Art und Weise geschehen. Statt Photolack kann auch ein anderes geeignetes Abdeckmittel verwendet werden, z.B. Wachs. Auch kann bei Polierverfahren, die die Oberfläche des Kunststoffes der Verbindergehäuseblöcke 35A, 35B, 35C nicht nennenswert angreifen, auf die Abdeckung mit einer Abdeckschicht verzichtet werden.
- Ferner ist die Abdeckung mit Photolack entbehrlich, wenn auf das Auftragen einer Metallschicht auf die kontaktierbaren Aderstumpfe 51A, 51B, 51C verzichtet wird oder wenn keine Gefahr der Bildung von Kurzschlußbrücken besteht.
- Fig. 3 zeigt ein erfindungsgemäßes konfektioniertes elektrisches Kabel mit elektrischen Adern 101A, 101B, 101C und entsprechenden miteinander verbackenen isolierenden Mänteln 102A, 102B, 102C.
- Der Verbindergehäuseblock 110 weist eine Stirnfläche 115 auf, die mit je einem Kontaktbereich 120A, 120B, 120C für jede Ader 101A, 101B bzw. 101C versehen ist. Die Kontaktbereiche 120A, 120B und 120C sind mit einer Goldbeschichtung 125A, 125B, 125C versehen.
- Die Verwendung des in Fig. 3 dargestellten konfektionierten Kabels erfolgt derart, daß zwei dieser konfektionierten Kabel so zusammengebracht werden, daß die jeweiligen mit Kontaktbereichen versehenen Stirnseiten der Verbindergehäuseblöcke mechanisch derart gegeneinander gestellt werden, daß ein elektrischer Kontakt zwischen entsprechenden Kontaktbereichen entsteht (nicht dargestellt).
- Bei stirnseitiger Anordnung der Kontaktbereiche erweisen sich Ausführungsformen mit bis zu drei Adern als besonders vorteilhaft, da bis zu drei Kontaktbereiche stets in einer gemeinsamen Ebene liegen. Bei Ausführungsformen mit mehr als drei Adern sind bei stirnseitigen Kontaktbereichen ausreichend enge Toleranzen erforderlich, um eine gleichmäßige Kontaktgabe sicherzustellen.
- Um Beeinträchtigung der elektrischen Kontaktgabe durch eventuelle Schmutzablagerungen auf dem Kontaktbereich zu minimieren, ist es vorteilhaft, das in Fig. 3 dargestellte erfindungsgemäße konfektionierte Kabel 100 wie in Fig. 4 dargestellt weiterzuentwickeln. Fig. 4 zeigt eine schematisierte Querschnittsansicht einer zweiten Ausführungsform 200 eines erfindungsgemäßen konfektionierten Kabels mit Adern 201A, 201B, 201C, welche analog zu Fig. 3 mit isolierenden Mänteln 202A, 202B, 202C umgeben sind. Der Verbindergehäuseblock 210 weist jedoch eine konisch abgeschrägte Stirnfläche 215 auf, auf der die Kontaktbereiche 220A, 220B, 220C wie in Fig. 5 dargestellt angeordnet sind.
- Durch diese abgeschrägte Anordnung der Kontaktbereiche wird ein Selbstreinigungseffekt erzielt. Außerdem wird durch einen schrägen Anschnitt die wirksame Kontaktfläche erhöht, wodurch es bei entsprechender Bemessung der Aderquerschnitte möglich werden kann, auf eine die Kontaktgabe verbessernde Vergoldung zu verzichten.
- Um die erfindungsgemäßen konfektionierten Kabel dauerhaft elektrisch miteinander verbinden zu können, ist es vorteilhaft, sie mit einer Verbinderklammer zu versehen. Fig. 6A zeigt einen schematischen Querschnitt durch eine Verbinderklammer 300 mit einem eingeschobenen Verbindergehäuseblock 310.
- Im vorstehenden Ausführungsbeispiel ist die Verbinderklammer 300 als zylindrische Verbinderkappe ausgeführt, die einen Rumpfteil 320 aufweist, der einen dem Querschnitt des Verbindergehäuseblockes 310 entsprechenden Querschnitt aufweist, wobei der Verbindergehäuseblock 310 von der Verbinderklammer 300 aufgenommen wird.
- Ferner weist die Verbinderkappe ein Kabelauslaßteil 330 auf, das den Rumpfteil 320 nach einer Seite hin abschließt und durch den das aus dem Verbindergehäuseblock 310 führende Kabel 360 aus der Verbinderklammer 300 nach außen geführt ist. Der Kabelauslaßteil ist bevorzugt so ausgestaltet, daß am Kabelabgangsende der Boden eine nach innen weisende elastische Einstülpung 332 hat.
- An den Rumpfteil 320 schließt sich zur anderen Seite ein Kupplungsteil 340 an, der derart geformt ist, daß ein zweiter Verbindergehäuseblock 310', wie in Fig. 6B gezeigt, darin aufgenommen werden kann, so daß sich die Kontaktbereiche der beiden Verbindergehäuseblöcke entsprechend berühren. Die Einstülpung 332 drückt elastisch auf den ersten Verbindergehäuseblock 310.
- In einer besonders bevorzugten Ausführungsform weist der Kupplungsteil 340 eine Rastvorrichtung 390 auf, um das Herausfallen des zweiten Verbindergeäuseblockes 310' zu unterbinden. Beide Verbindergehäuseblöcke 310, 310' sind dann zwischen der Rastvorrichtung 390 und der Einstülpung 332 mechanisch vorgespannt, so daß die Kontaktbereiche beider Seiten unter für eine gute Kontaktgabe ausreichendem Anpreßdruck stehen.
- Die Rastvorrichtung 390 kann als eine am äußeren Ende des Kupplungsteils 340 angeordnete, nach innen weisende Wulstlippe ausgeführt sein. Zweckmäßigerweise werden die Verbindergehäuse in ihrer Raumform derart gestaltet, so daß die Rastvorrichtung 390 sicher greifen kann. Bei der in Fig. 3 dargestellten Ausführungsform ist dazu ein Rastkragen 130 vorgesehen.
- Die Verbinderklammer 300 kann aus Kunststoff, beispielsweise LCP, bestehen. Bei Einsatz mit Abschirm- oder Koaxialkabeln kann es vorteilhaft sein, sie aus Metall oder einem leitfähigen Kunststoff zu fertigen.
- Es ist vorteilhaft, Verbindergehäuseblock und Verbinderklammer mit einer Verpolungsschutzvorrichtung (nicht dargestellt) zu versehen. Dies kann beispielsweise durch Vorsehen einer Führungsnut in der Verbinderklammer geschehen, in die eine entsprechende, an den Verbindergehäuseblock angeformte Feder eingreift.
- Ferner ist es vorteilhaft, die Verbinderklammer durch längslaufende Rippen oder Sicken mechanisch zu versteifen.
- Statt wie in den beschriebenen Ausführungsformen die Kontaktbereiche vollständig auf einer Stirnfläche des Verbindergehäuseblockes auszubilden, ist es auch möglich, seitliche Kontaktbereiche vorzusehen. Bei einer derartigen Ausführungsform bestehen auch bei einer Ausgestaltung mit mehr als drei Adern geringere Toleranzprobleme.
- Fig. 7 zeigt eine schematisierte perspektivische Ansicht einer dritten Ausführungsform eines erfindungsgemäßen konfektionierten Kabels 400. Bei dieser Ausführungsform sind die Kontaktbereiche 410A bis 410E seitlich auskragend an einer Kante 420 zwischen einer Stirnfläche 430 und einer Mantelfläche 440 des Verbindergehäuseblockes 450 angeordnet. Die Adern der Kabel 460A bis 460E sind jeweils entsprechend mit den Kontaktbereichen 410A bis 410E elektrisch verbunden. Bei dieser in Fig. 7 dargestellten dritten Ausführungsform ist es zweckmäßig, eine Verbinderklammer zu verwenden, die mit innen angeordneten, längslaufenden und hinsichtlich ihrer Beabstandung an die Kontaktflächenanordnung angepaßten Übergangsleitern versehen ist (nicht dargestellt). Diese Übergangsleiter erleichtern eine einwandfreie elektrische Kontaktgabe zwischen je zwei paarigen Kontaktbereichen des ersten bzw. zweiten Verbindergehäuseblockes (310, 310').
- Fig. 8 zeigt zur Erläuterung einen schematisierten Querschnitt durch das Kabelmaterial einer bevorzugten Ausführungsform des erfindungsgemäßen konfektionierten Kabels. Eine Ader 510 aus einem Leiter, vorzugsweise einem Cu-Material, ist von einem isolierenden Mantel 520 aus besonders reißfestem nicht thermoplastischem Material umgeben. Der isolierende Mantel 520 ist mit einer äußeren Schicht 530 aus thermoplastischem Kunststoff versehen.
- Fig. 9A zeigt eine schematische Schnittansicht eines erfindungsgemäßen Hörgerätes 600. Das Hörgerät 600 weist ein Hörgerätegehäuse 610 auf, in das eine konventionelle Hörgeräteelektronik 620 eingebaut ist. An die Hörgeräteelektronik 620 ist ein erfindungsgemäßes konfektioniertes Kabel 630 angeschlossen. Das Kabel 630 wird dabei durch ein kleines Loch 640 aus dem Inneren des Hörgerätegehäuses 610 nach außen geführt. Zur Zugentlastung ist es zweckmäßig, das konfektionierte Kabel 630 mit einem im Inneren des Hörgerätegehäuses liegenden Knoten 650 zu versehen, wobei das Loch 640 so dimensioniert ist, daß der Knoten 650 dieses nicht passieren kann.
- Das konfektionierte Kabel kann insbesondere dazu verwendet werden, um die Hörgeräteelektronik 620 zeitweise mit einem Bediengerät (nicht dargestellt) zu verbinden.
- Fig. 9B zeigt eine schematische Schnittansicht eines menschlichen Gehörganges 700 mit einem darin eingesetzten erfindungsgemäßen Hörgerät 710. Das konfektionierte Kabel 720 ist derart dimensioniert, so daß der Verbindergehäuseblock 740 am Ausgang oder außerhalb des Gehörganges 700 im Bereich der Ohrmuschel 730 verbleibt.
Claims (30)
- Verfahren zur Fertigung eines mit einem elektrischen Verbinder versehenen konfektionierten Kabels aus einer Anzahl mit je einer leitfähigen Ader und einem isolierenden Mantel versehener elektrischer Kabel (10A, 10B, 10C), mit folgenden repetierenden Schritten:a) Zuführen der Anzahl elektrischer Kabel (10A, 10B, 10C) auf einer vorbestimmten Länge in eine Spritzgußform (20), wobei die einzelnen Kabel (10A, 10B, 10C) in einem vorbestimmten Abstand voneinander geführt werden und wobei die Anzahl elektrischer Kabel (10A, 10B, 10C) auf einer Teillänge der vorbestimmten Länge außerhalb der Spritzgußform (20) bleibt;b) Spritzgießen eines Verbindergehäuseblockes (35A, 35B, 35C) durch Einbringen einer Spritzgußmasse in die Spritzgußform (20);gekennzeichnet durch folgende Schritte:c) Schneiden der elektrischen Kabel (10A, 10B, 10C) bei einer der Außenflächen des Verbindergehäuseblockes (35A, 35B, 35C);d) Abisolieren der elektrischen Kabel (10A, 10B, 10C) an der Außenfläche; unde) Bilden eines Kontaktbereiches (51A, 51B, 51C) für jede Ader auf der Außenfläche des Verbindergehäuseblockes (35A, 35B, 35C).
- Verfahren nach Anspruch 1, gekennzeichnet durch folgenden, nach dem Spritzgießen stattfindenden Schritt: Verbinden der einzelnen isolierenden Mäntel der elektrischen Kabel (10A, 10B, 10C) außerhalb des Bereiches, der durch den Spritzgießvorgang mit dem Verbindergehäuseblock (35A, 35B, 35C) versehen ist.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, daß das Verbinden der einzelnen isolierenden Mäntel der elektrischen Kabel (10A, 10B, 10C) dadurch geschieht, daß für die isolierenden Mäntel ein thermoplastischer Kunststoff gewählt wird, der zum Herbeiführen des Verbindens mit Heißluft angeblasen wird.
- Verfahren nach Anspruch 1, 2 oder 3, dadurch gekennzeichnet, daß das Bilden der Kontaktbereiche (51A, 51B, 51C) dadurch erfolgt, daß beim Schneiden und Abisolieren der elektrischen Kabel (10A, 10B, 10C) aus jeder Ader jeweils ein vorstehender kontaktierbarer Aderstumpf entsteht.
- Verfahren nach Anspruch 1, 2, 3 oder 4, dadurch gekennzeichnet, daß das Abisolieren der elektrischen Kabel (10A, 10B, 10C) das Abtragen des isolierenden Mantels mittels Laserstrahlung beinhaltet.
- Verfahren nach Anspruch 5, dadurch gekennzeichnet, daß zum Abtragen des Mantels ein Läserstrahl eines Kohlendioxidlasers verwendet wird.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß das Bilden eines Kontaktbereiches für jede Ader der elektrischen Kabel (10 A, 10B, 10C) folgende Schritte aufweist:a) Abdecken der Außenfläche des Verbindergehäuseblockes (35A, 35B, 35C) mit einem abwaschbaren Abdeckmittel (55), so daß die Spritzgußmasse abgedeckt wird, die vorstehenden kontaktierbaren Aderstümpfe (51A, 51B, 51C) jedoch aus dem Abdeckmittel (55) herausragen;b) Polieren der Oberlächen der Kontaktbereiche (51A, 51B, 51C); undc) Abwaschen des Abdeckmittels (55).
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, daß der Verbindergehäuseblock (35A, 35B, 35C) und das Abdeckmittel (55) vor dem Poliervorgang durch Abkühlen vorübergehend gehärtet wird.
- Verfahren nach Anspruch 8, dadurch gekennzeichnet, daß das Abkühlen durch Eintauchen in flüssigen Stickstoff bewirkt wird.
- Verfahren nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, daß die Kontaktbereiche (51A, 51B, 51C) mit einem korrosionsbeständigen Metall (52A, 52B, 52C) belegt werden.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, daß die Kontaktbereiche (51A, 51B, 51C) vergoldet werden.
- Verfahren nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, daß nach dem Spritzgießen des Verbindergehäuseblockes (35A, 35B, 35C) auf mindestens ein elektrisches Kabel (10A, 10B, 10C) oder auf das Kabelbündel ein elektrisch leitender Abschirmmantel und auf den elektrisch leitenden Abschirmmantel ein zweiter isolierender Mantel aufgebracht wird.
- Konfektioniertes Kabel (100;200)a) mit einem elektrischen Verbinder sowieb) mit einer Anzahl mit je einer leitfähigen Ader (101A, 101B, 101C; 201A, 201B, 201C) und einem isolierenden Mantel (102A, 102B, 102C; 202A, 202B, 202C) versehener elektrischer Kabel,c) wobei der elektrische Verbinder (100;200) einen Verbindergehäuseblock (110; 210) aufweist, dessen eine Außenfläche (115; 215) für jedes elektrische Kabel je einen Kontaktbereich (120A, 120B, 120C; 220A, 220B, 220C) aufweist,d) wobei der isolierende Mantel (102A, 102B, 102C; 202A, 202B, 202C) mindestens an seiner äußeren Oberfläche einen thermoplastischen Kunststoff aufweist,e) wobei die Schmelztemperatur und/oder die Zersetzungstemperatur des Materials einer inneren Schicht des isolierenden Mantels höher ist als die Schmelztemperatur des Materials der äußeren Oberfläche des isolierenden Mantels (102A, 102B, 102C; 202A, 202B, 202C),dadurch gekennzeichnet,f) daß die Schmelztemperatur und/oder die Zersetzungstemperatur des für den Verbindergehäuseblock (110; 210) verwendeten Materials höher ist als die Schmelztemperatur des Materials der äußeren Oberfläche des isolierenden Mantels (102A, 102B, 102C; 202A, 202B, 202C).
- Konfektioniertes Kabel nach Anspruch 13, dadurch gekennzeichnet, daß der isolierende Mantel (102A, 102B, 102C; 202A, 202B, 202C) eine innenliegende Schicht aus modifiziertem hochfestem Polytetrafluorethylen aufweist.
- Konfektioniertes Kabel nach Anspruch 13 oder 14, dadurch gekennzeichnet, daß der isolierende Mantel (102A, 102B, 102C; 202A, 202B, 202C) eine Außenschicht aus Ethylentetrafluoroethylen aufweist.
- Konfektioniertes Kabel nach einem der Ansprüche 13 bis 15, dadurch gekennzeichnet, daß der Verbindergehäuseblock (110;210) aus Acrylonitrylbutadienstyrol besteht.
- Konfektioniertes Kabel nach einem der Ansprüche 13 bis 16, dadurch gekennzeichnet, daß für jede Ader (101A, 101B, 101C; 201A, 201B, 201C) auf der Außenfläche (115; 215) des Verbindergehäuseblockes (110; 210) ein kontaktierbarer vorstehender Aderstumpf (120A, 120B, 120C; 220A, 220B, 220C) angeordnet ist.
- Konfektioniertes Kabel nach einem der Ansprüche 13 bis 16, dadurch gekennzeichnet, das für jede Ader (101A, 101B, 101C; 201A, 201B, 201C) auf einer seitlichen Außenfläche (115; 215) des Verbindergehäuseblockes (110; 210) ein Kontaktbereich angeordnet ist.
- Konfektioniertes Kabel nach einem der Ansprüche 13 bis 18, dadurch gekennzeichnet, daß die Kontaktbereiche mit einem Edelmetall beschichtet sind.
- Konfektioniertes Kabel nach Anspruch 19, dadurch gekennzeichnet, daß das Edelmetall Gold ist.
- Konfektioniertes Kabel nach einem der Ansprüche 13 bis 20, dadurch gekennzeichnet, daß die Außenfläche (110; 210) des Verbindergehäuseblockes (110; 210) mit den Kontaktbereichen gegenüber einer auf der Langsachse des Verbindergehäuseblockes (110; 210) stehenden Senkrechten geneigt ist.
- Konfektioniertes Kabel nach einem der Ansprüche 13 bis 21, gekennzeichnet durcha) eine an dem Verbindergehäuseblock (110; 210) befestigte Verbinderklammer (300),b) die die Kontaktbereiche (120A, 120B, 120C; 220A, 220B, 220C) der Außenfläche (115; 215) des Verbindergehäuseblockes (110; 210) mit entsprechenden vorstehenden kontaktierbaren Aderstümpfen auf der Außenfläche eines zweiten Verbindergehäuseblockes (310') verklammert.
- Konfektioniertes Kabel nach Anspruch 22, dadurch gekennzeichnet, daß die Verbinderklammer (300) als Verbinderkappe ausgeführt ist mit:a) einem Rumpfteil (320), der einen dem Querschnitt des Verbindergehäuseblockes entsprechenden Querschnitt aufweist, wobei der Verbindergehäuseblock von dem Rumpfteil (320) Verbinderklammer (300) aufgenommen wird,b) einem Kabelauslaßteil (330), der den Rumpfteil (320) nach einer Seite hin abschließt und durch den das aus dem Verbindergehäuseblock führende Kabel aus der Verbinderklammer (300) nach außen geführt ist, und mitc) einem Kupplungsteil (340), der sich an den Rumpfteil (320) zur anderen Seite hin anschließt und der derart geformt ist, so daß der zweite Verbindergehäuseblock darin aufgenommen werden kann.
- Konfektioniertes Kabel nach Anspruch 23, dadurch gekennzeichnet, daß der Kupplungsteil (340) eine Rastvorrichtung (390) aufweist, um das Herausfallen des zweiten Verbindergeäuseblockes zu unterbinden.
- Konfektioniertes Kabel nach Anspruch 24, dadurch gekennzeichnet, daß die Rastvorrichtung (390) als eine am äußeren Ende des Kupplungsteils (340) angeordnete, nach innen weisende Wulstlippe ausgeführt ist.
- Konfektioniertes Kabel nach Anspruch 23, 24 oder 25, dadurch gekennzeichnet, daß die Verbinderklammer (300) aus Kunststoff oder Metall besteht.
- Konfektioniertes Kabel nach Anspruch 26, dadurch gekennzeichnet, daß die Verbinderklammer (300) aus LCP besteht.
- Konfektioniertes Kabel nach einem der Ansprüche 22 bis 27, dadurch gekennzeichnet, daß die Verbinderklammer (300) inwendig mindestens eine sich in Langsrichtung erstreckende Leiterbahn zur Vermittlung einer elektrischen Verbindung zwischen Kontaktbereichen des ersten Verbindergehäuseblockes (310) und des zweiten Verbindergehäuseblockes (310') aufweist.
- Konfektioniertes Kabel nach einem der Ansprüche 13 bis 28, dadurch gekennzeichnet, daß mit einem isolierenden Mantel (102A, 102B, 102C; 202A, 202B, 202C) versehenen elektrischen Kabel Koaxialkabel sind oder das Kabelbündel abgeschirmt ist.
- Elektronisches Hörgerät (600) zum Einsetzen in den Gehörgang (700),a) mit einem Hörgerätegeäuse (610) und einer darin angeordneten Hörgeräteelektronik (620),gekennzeichnet durchb) ein konfektioniertes Kabel (100;200;400) nach einem der Ansprüche 13 bis 29,c) das durch eine Öffnung (640) im Hörgerätegehäuse (610) von der Hörgeräteelektronik (620) nach außen geführt ist,d) wobei der Verbindergehäuseblock (110;210;450) außerhalb des Hörgerätegehäuses (610) angeordnet ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19537724A DE19537724A1 (de) | 1995-10-10 | 1995-10-10 | Konfektioniertes Kabel, Herstellungsverfahren dafür sowie mit konfektioniertem Kabel versehenes Hörgerät |
| DE19537724 | 1995-10-10 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0768739A2 true EP0768739A2 (de) | 1997-04-16 |
| EP0768739A3 EP0768739A3 (de) | 2000-03-29 |
Family
ID=7774493
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96116195A Withdrawn EP0768739A3 (de) | 1995-10-10 | 1996-10-09 | Konfektioniertes Kabel, Herstellungsverfahren dafür sowie mit konfektioniertem Kabel versehenes Hörgerät |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0768739A3 (de) |
| AU (1) | AU6800496A (de) |
| DE (1) | DE19537724A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009049619A1 (en) * | 2007-10-16 | 2009-04-23 | Estron A/S | An electrical connector for a hearing device |
| US8608512B2 (en) | 2011-04-18 | 2013-12-17 | Fci Americas Technology, Llc | Cable connector |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2355913A (en) * | 1939-05-31 | 1944-08-15 | Simon Johanna Elly | Connecting device |
| FR1185592A (fr) * | 1956-11-05 | 1959-08-03 | Plessey Co Ltd | Connecteur à contact par aboutement |
| DE4136663C2 (de) * | 1990-12-24 | 1994-04-07 | Kabelmetal Electro Gmbh | Vorrichtung zum Anbringen eines Teils eines elektrischen Steckverbinders an einer Leitung |
| US5201903A (en) * | 1991-10-22 | 1993-04-13 | Pi (Medical) Corporation | Method of making a miniature multi-conductor electrical cable |
| DE4209097A1 (de) * | 1992-03-20 | 1993-09-23 | Manfred Dipl Ing Mueller | Universelles steckverbindersystem |
| EP0566969A3 (de) * | 1992-04-16 | 1995-06-28 | Leonische Drahtwerke Ag | Verfahren zur Herstellung eines Kabelbaums. |
| US5274917A (en) * | 1992-06-08 | 1994-01-04 | The Whitaker Corporation | Method of making connector with monolithic multi-contact array |
| DE4223152C1 (de) * | 1992-07-14 | 1993-10-21 | Sanol Arznei Schwarz Gmbh | Vorrichtung und Verfahren zur Herstellung eines Mikrosteckverbindungselementes sowie elektrische Versorgungsleitung mit wenigstens einem Mikrosteckverbindungselement |
-
1995
- 1995-10-10 DE DE19537724A patent/DE19537724A1/de not_active Withdrawn
-
1996
- 1996-10-07 AU AU68004/96A patent/AU6800496A/en not_active Abandoned
- 1996-10-09 EP EP96116195A patent/EP0768739A3/de not_active Withdrawn
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009049619A1 (en) * | 2007-10-16 | 2009-04-23 | Estron A/S | An electrical connector for a hearing device |
| US8608512B2 (en) | 2011-04-18 | 2013-12-17 | Fci Americas Technology, Llc | Cable connector |
Also Published As
| Publication number | Publication date |
|---|---|
| AU6800496A (en) | 1997-04-17 |
| EP0768739A3 (de) | 2000-03-29 |
| DE19537724A1 (de) | 1997-04-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE19948819C2 (de) | Heizleiter mit einem Anschlußelement und/oder einem Abschlußelement sowie ein Verfahren zur Herstellung desselben | |
| DE10218398B4 (de) | Verfahren zur Herstellung einer Abzweigverbindung an einem abgeschirmten Leiter | |
| DE69002994T2 (de) | Bearbeitung von Kabelenden beim Herstellen von elektrischen Kabelbäumen. | |
| DE4340425A1 (de) | Hochimpedanz-Leitungskabel mit abstreifbarer Isolierung | |
| DE10218400A1 (de) | Abschirmanordnung an einem Abschirmflachkabel und Verfahren zu deren Herstellung | |
| DE19822716C2 (de) | Verfahren zum Wasserdichtmachen des Einführbereichs eines ummantelten Leiters | |
| DE19934967C2 (de) | Wasserdichter Verbinder | |
| EP0542005A1 (de) | Verfahren zur Herstellung einer elektrisch leitenden Verbindung zwischen zwei elektrischen Leitungen | |
| DE2607058A1 (de) | Verfahren und form zum herstellen von geformten kabel-spleisstellen | |
| WO2010034432A1 (de) | Kabeldurchführungselement sowie verfahren zur ausbildung eines kabeldurchführungselements | |
| DE102016114945A1 (de) | Elektrische Flachleiteranordnung und Herstellungsverfahren für eine solche | |
| DE19625974C1 (de) | Verfahren zur Herstellung eines vorgefertigten Türmoduls für eine Kraftfahrzeugtür | |
| EP1689057B1 (de) | Knickschutzeinrichtung für ein elektrisches Kabel | |
| DE19757587C2 (de) | Drathverbindungsstruktur für Verbinder und Herstellungsverfahren hierfür | |
| DE10218399B4 (de) | Anordnung mit einem mehradrigen Abschirmkabel | |
| DE19909335A1 (de) | Verbindungsstruktur für ummantelte Leitungen | |
| DE69423054T3 (de) | Glasscheibe mit Anschlusselement | |
| DE3636927C2 (de) | ||
| DE3002320A1 (de) | Geraete-anschlusstecker und verfahren zu dessen herstellung | |
| WO2011042005A2 (de) | Kabeldurchführung in steckverbindergehäusen | |
| DE69401118T2 (de) | Elektrischer Kabel für Verbinder sowie Produktionsverfahren und Einrichtung | |
| DE10255070B4 (de) | Anordnung zum Verbinden eines Erdungskabels mit einem flachen abgeschirmten Kabel und Verfahren zum Verbinden derselben | |
| EP0768739A2 (de) | Konfektioniertes Kabel, Herstellungsverfahren dafür sowie mit konfektioniertem Kabel versehenes Hörgerät | |
| WO2018029291A1 (de) | Elektrische flachleiteranordnung und herstellungsverfahren für eine solche | |
| DE3725124A1 (de) | Verfahren zum wasser- bzw. wasserdampfdichten umkleiden von leiterverbindungen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): BE ES FR GB IT NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): BE ES FR GB IT NL SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20000930 |