EP0787969B1 - Procédé de fabrication d'un projectile à noyau et à chemise - Google Patents
Procédé de fabrication d'un projectile à noyau et à chemise Download PDFInfo
- Publication number
- EP0787969B1 EP0787969B1 EP97100478A EP97100478A EP0787969B1 EP 0787969 B1 EP0787969 B1 EP 0787969B1 EP 97100478 A EP97100478 A EP 97100478A EP 97100478 A EP97100478 A EP 97100478A EP 0787969 B1 EP0787969 B1 EP 0787969B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- projectile
- blank
- core
- case
- shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 13
- 238000000034 method Methods 0.000 claims abstract description 9
- 239000007787 solid Substances 0.000 claims abstract 2
- 239000000463 material Substances 0.000 claims description 10
- 238000005266 casting Methods 0.000 claims description 4
- 239000002131 composite material Substances 0.000 claims description 2
- 238000005245 sintering Methods 0.000 claims description 2
- 238000005507 spraying Methods 0.000 claims description 2
- 230000015572 biosynthetic process Effects 0.000 claims 1
- 238000009713 electroplating Methods 0.000 claims 1
- 230000008020 evaporation Effects 0.000 claims 1
- 238000001704 evaporation Methods 0.000 claims 1
- 238000001746 injection moulding Methods 0.000 claims 1
- 238000003754 machining Methods 0.000 claims 1
- 238000005253 cladding Methods 0.000 abstract 3
- 230000035515 penetration Effects 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 229910000994 Tombac Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000006735 deficit Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F42—AMMUNITION; BLASTING
- F42B—EXPLOSIVE CHARGES, e.g. FOR BLASTING, FIREWORKS, AMMUNITION
- F42B12/00—Projectiles, missiles or mines characterised by the warhead, the intended effect, or the material
- F42B12/02—Projectiles, missiles or mines characterised by the warhead, the intended effect, or the material characterised by the warhead or the intended effect
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F42—AMMUNITION; BLASTING
- F42B—EXPLOSIVE CHARGES, e.g. FOR BLASTING, FIREWORKS, AMMUNITION
- F42B12/00—Projectiles, missiles or mines characterised by the warhead, the intended effect, or the material
- F42B12/72—Projectiles, missiles or mines characterised by the warhead, the intended effect, or the material characterised by the material
- F42B12/76—Projectiles, missiles or mines characterised by the warhead, the intended effect, or the material characterised by the material of the casing
- F42B12/78—Projectiles, missiles or mines characterised by the warhead, the intended effect, or the material characterised by the material of the casing of jackets for smallarm bullets ; Jacketed bullets or projectiles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F42—AMMUNITION; BLASTING
- F42B—EXPLOSIVE CHARGES, e.g. FOR BLASTING, FIREWORKS, AMMUNITION
- F42B33/00—Manufacture of ammunition; Dismantling of ammunition; Apparatus therefor
Definitions
- the invention relates to a method for producing a Projectile as in the introductory part of claim 1 is outlined in more detail.
- Such a projectile is said to be for precision weapons, especially for precision rifles, where it is set up high accuracy even in long range and good Breakthrough performance arrives.
- the floor has one over its entire surface Longitudinal core made of a high density material on, such as tungsten or sintered hard metal. Because the core is the Forms a projectile tip, this can be achieved when using a hard core will not be deformed before the shot.
- a projectile of similar shape is from CH-A-0 318 865 known; this well-known projectile is said to be special have a light core and is therefore for the shot long distance and good penetration not suitable.
- GB-A-2 244 119 also proposes Kern and To produce the jacket cover separately and then these two put together. Then this gets to the core rolled on. But it can also happen when rolling on Material flow come in the circumferential direction.
- the finished outer contour by clamping the Bullet core and turning achieved.
- the axis of rotation of the finished projectile exactly with the clamping axis of the projectile core coincides, and that the floor contour with practical any accuracy can be produced.
- the projectile core blank can, for example, by all common manufacturing processes are manufactured. It is however, it is particularly advantageous that for the production of the Projectile core blanks with a blank on the front Centering tip and at the rear with a centering hole is provided and then added between tips and is processed (claim 2).
- the projectile core thus has an axis of rotation that with its clamping axis and - due to the invention Process - also with the longitudinal axis of the finished Projectile axis coincides.
- the jacket blank can be made separately from the projectile core or by applying it to the core of the floor getting produced.
- the separately manufactured blank shell is preferred pushed onto the barrel of the projectile core blank and there plastically deformed radially inwards (claim 3).
- the material of the later jacket is placed on the Shank of the projectile core blank in the composite casting, by spraying, Sintering, casting, vapor deposition, galvanic Application or the like applied until the excess is reached (Claim 4).
- plastic will preferably be sprayed onto the shaft, while a tombac or aluminum jacket separately preformed and connected to the shaft.
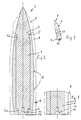
- the floor shown consisting of a core 2 and a coat 1, is considered a relatively long top floor designed with a conical tail and for firing made up of a swirled barrel.
- the finished Gechoß (Fig. 1 and the extended Outlines in Fig. 2 and Fig. 3) has a bullet tip 3, the length of which is part of the total length of the projectile forms; continue a projectile body and a Bullet tail 9, which together is another part of the bullet length take and from a projectile core shaft 4 be pushed through in the middle.
- the projectile core shaft 4 is in the essentially cylindrical and has an outer diameter on the smaller, e.g. 2/3 than the largest outside diameter of the floor.
- the shaft 4 is surrounded by the jacket 1, the outer contour continues continuously in the outer contour of the floor tip 3.
- the jacket 1 on its outside to be smooth or to have punctures (floating) from which one can be seen in FIGS. 1 and 2 and of guide zones 11 is limited to the front and back.
- the shaft 4 ends in a shoulder 6 Rear section 4a, the diameter of which is smaller than that of the shaft 4 and e.g. 2/3 of the shaft diameter is.
- the shaft 4 ends in a conical shape tapered section 4b which is integral with the Tip 3 flows into.
- the maximum diameter of the tip 3 is considerably larger than that of the shaft in this area 4, so that the rear end of the tip 3 over the Shaft 4 protrudes and forms a ring step 5.
- the one tapered shaft portion 4b facing end surface of the Tip 3 forms a very flat conical surface.
- the angle between the contour of the conically tapered shaft section 4b and the adjacent flat cone surface of the tip 3 preferably about 90 °.
- the jacket 1 is close to the outer surface of the shaft 4 and thus positively engages both in the tapered shaft section 4b behind the ring step 5 as also in the rear shaft section 4a.
- the rear floor surface 12 of the floor one flat, round transom, its wreath-shaped outside area from coat 1 and its interior from Shaft 4 of the core 2 is formed.
- In the middle of the interior there is a center hole 10.
- the core 2 is at the foremost end of the tip 3 as a pointed nose cone.
- the nose cone Only in the area of the tip 3 is the core blank 7 the nose cone extends towards the stern and goes into one cylindrical section over whose outside diameter is larger than the largest outer diameter of the core 2 after finishing.
- the end face of the core blank 7 is with the center hole 10 provided.
- a jacket blank 8 becomes a tubular one Sleeve formed, which is pushed onto the shaft and there is pressed so tight that the material of the blank jacket 8 (dash-double-dotted outline) all around the paragraph 6 in the taper on the ring step 5, against this, as well as against the entire length of the outside of the Stems firmly.
- the blank blank thus formed is between again the center bore 10 and the nose cone and machined along an outer surface so that the extended Contour line is reached, with a steady transition is produced between tip 3 and jacket 1. If necessary the bottom surface 12 is also reworked.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Aiming, Guidance, Guns With A Light Source, Armor, Camouflage, And Targets (AREA)
- Developing Agents For Electrophotography (AREA)
- Optical Fibers, Optical Fiber Cores, And Optical Fiber Bundles (AREA)
- Inks, Pencil-Leads, Or Crayons (AREA)
- Soft Magnetic Materials (AREA)
- Walking Sticks, Umbrellas, And Fans (AREA)
Claims (4)
- Procédé de fabrication d'une balle de fusil à noyau, qui est formée par une enveloppe (1) et un noyau (2) massif formant un élément de pénétration, qui présente au moins sur la plus grande partie de sa longueur un diamètre inférieur au diamètre extérieur de l'enveloppe (1), qui s'étend sur toute la longueur de la balle et forme la pointe de la balle (3), dont l'extrémité arrière présente un diamètre supérieur à celui de la partie du noyau (2) formant une tige (4) à l'arrière de la pointe et forme avec ladite tige un décrochement annulaire (5), alors que l'enveloppe (1) s'étend à partir de l'extrémité arrière de la balle (9) seulement sur une partie de la longueur du noyau (2), lequel procédé comprend les étapes suivantes :a) fabrication d'une ébauche du noyau de la balle (7), dans laquelle la tige (4) et la partie avant de la pointe (3) sont fabriquées dans leurs dimensions finales et le reste de la pointe (3) est surdimensionné ;b) fabrication d'une ébauche de l'enveloppe (8) et mise en place de celle-ci sur la tige (4) de l'ébauche du noyau de la balle, dans laquelle l'ébauche de l'enveloppe (8) est fabriquée avec un diamètre surdimensionné et s'engage par conjugaison de forme dans le décrochement annulaire, ainsi que, le cas échéant, dans un épaulement arrière (6) ; etc) montage entre des pointes de l'ébauche de la balle (7) ainsi fabriquée et réalisation du contour définitif de la balle par usinage au tour.
- Procédé selon la revendication 1, caractérisé en ce que, pour la fabrication de l'ébauche du noyau de la balle (7) (étape a), une pièce brute est munie sur sa face frontale d'une pointe de centrage et sur sa face arrière d'une forure de centrage (10), elle est ensuite montée entre des pointes, puis usinée.
- Procédé selon la revendication 1 ou 2, caractérisé en ce que, pour la fabrication de l'ébauche de l'enveloppe (8), ainsi que pour sa mise en place sur l'ébauche du noyau (7) (étape b), on fabrique un tube de gainage, que l'on fait coulisser sur la tige (4) de l'ébauche du noyau (7), sur lequel ledit tube est formé par déformation plastique dans le sens radial vers l'intérieur.
- Procédé selon la revendication 1 ou 2, caractérisé en ce que, pour la fabrication de l'ébauche de l'enveloppe (8) ainsi que pour sa mise en place sur l'ébauche du noyau (7) (étape b), la matière qui constituera ensuite l'enveloppe (1) est déposée sur la tige (4) de l'ébauche du noyau (7) dans un moule composite, par application par extrusion, scellage, application au pistolet, métallisation, application par frittage, application galvanique ou méthode similaire, jusqu'à obtenir la surdimension.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19604061 | 1996-02-05 | ||
| DE19604061A DE19604061C2 (de) | 1996-02-05 | 1996-02-05 | Geschoß |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0787969A1 EP0787969A1 (fr) | 1997-08-06 |
| EP0787969B1 true EP0787969B1 (fr) | 1999-05-26 |
Family
ID=7784517
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97100478A Expired - Lifetime EP0787969B1 (fr) | 1996-02-05 | 1997-01-14 | Procédé de fabrication d'un projectile à noyau et à chemise |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5794320A (fr) |
| EP (1) | EP0787969B1 (fr) |
| KR (1) | KR970062648A (fr) |
| AT (1) | ATE180564T1 (fr) |
| DE (2) | DE19604061C2 (fr) |
| DK (1) | DK0787969T3 (fr) |
| ES (1) | ES2132976T3 (fr) |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2133006C1 (ru) * | 1998-02-02 | 1999-07-10 | Конструкторское бюро приборостроения | Бронебойная пуля и способ ее изготовления |
| US6186072B1 (en) | 1999-02-22 | 2001-02-13 | Sandia Corporation | Monolithic ballasted penetrator |
| RU2151369C1 (ru) * | 1999-04-02 | 2000-06-20 | Государственное унитарное предприятие "Конструкторское бюро приборостроения" | Бронебойная пуля и способ изготовления бронебойных сердечников |
| US6363856B1 (en) | 1999-06-08 | 2002-04-02 | Roscoe R. Stoker, Jr. | Projectile for a small arms cartridge and method for making same |
| US6279214B1 (en) * | 1999-07-14 | 2001-08-28 | Alliant Techsystems Inc. | Moisture seal for composite sabot with depleted uranium penetrator |
| RU2158894C1 (ru) * | 1999-07-15 | 2000-11-10 | Центральный научно-исследовательский институт точного машиностроения | Способ изготовления головной части стальных сердечников пуль |
| AU2002315295B2 (en) * | 2001-04-19 | 2007-09-13 | Ruag Ammotec Gmbh | Bullet for infantry ammunition |
| DE10257590B4 (de) * | 2002-12-09 | 2005-03-24 | Wilhelm Brenneke Gmbh & Co. Kg | Büchsengeschoss für Jagdzwecke |
| DE10305721A1 (de) * | 2003-02-12 | 2004-09-02 | Rheinmetall W & M Gmbh | Verfahren zur Herstellung eines Mantelpenetrators |
| FR2865272A1 (fr) * | 2004-01-20 | 2005-07-22 | Serge Ladriere | Dispositif pour projectile a energie embarquee |
| US20050183617A1 (en) * | 2004-02-23 | 2005-08-25 | Macdougall John | Jacketed ammunition |
| US7451705B2 (en) * | 2004-03-17 | 2008-11-18 | Fry Grant R | Non-discarding sabot projectile system |
| DE102004036148A1 (de) * | 2004-07-24 | 2006-02-16 | Ruag Ammotec Gmbh | Hartkerngeschoss mit Penetrator |
| US8707868B2 (en) * | 2006-11-30 | 2014-04-29 | The United States Of America As Represented By The Secretary Of The Navy | Pre-compressed penetrator element for projectile |
| RU2376099C1 (ru) * | 2008-10-08 | 2009-12-20 | Государственное образовательное учреждение высшего профессионального образования Тульский государственный университет (ТулГУ) | Способ штамповки остроконечных головных частей стальных сердечников пуль |
| RU2380190C1 (ru) * | 2008-10-08 | 2010-01-27 | Государственное образовательное учреждение высшего профессионального образования Тульский государственный университет (ТулГУ) | Способ изготовления стальных бронебойных сердечников и устройство для его осуществления |
| RU2398649C1 (ru) * | 2009-05-22 | 2010-09-10 | ЗАО "Барнаульский патронный завод" | Способ изготовления сердечника бронебойного патрона |
| RU2423202C1 (ru) * | 2009-10-27 | 2011-07-10 | Государственное образовательное учреждение высшего профессионального образования "Тульский государственный университет" (ТулГУ) | Способ изготовления остроконечной головной части стальных сердечников пуль |
| RU2413169C1 (ru) * | 2009-12-21 | 2011-02-27 | Государственное унитарное предприятие "Конструкторское бюро приборостроения" | Легкая высокоскоростная пуля |
| US8028626B2 (en) * | 2010-01-06 | 2011-10-04 | Ervin Industries, Inc. | Frangible, ceramic-metal composite objects and methods of making the same |
| CA2786331C (fr) | 2010-01-06 | 2018-05-01 | Ervin Industries, Inc. | Objets composites ceramique-metal cassables et leurs procedes de fabrication |
| US8783187B2 (en) | 2010-02-09 | 2014-07-22 | Amick Family Revocable Living Trust | Firearm projectiles and cartridges and methods of manufacturing the same |
| US8567297B2 (en) * | 2010-09-21 | 2013-10-29 | Adf, Llc | Penetrator and method of manufacture same |
| USD813974S1 (en) | 2015-11-06 | 2018-03-27 | Vista Outdoor Operations Llc | Cartridge with an enhanced ball round |
| US10551154B2 (en) | 2017-01-20 | 2020-02-04 | Vista Outdoor Operations Llc | Rifle cartridge with improved bullet upset and separation |
| DE102017106526A1 (de) | 2017-03-27 | 2018-10-11 | Rheinmetall Waffe Munition Gmbh | Geschoss, insbesondere im Mittelkaliberbereich |
| USD848569S1 (en) | 2018-01-20 | 2019-05-14 | Vista Outdoor Operations Llc | Rifle cartridge |
| DE102022109315A1 (de) * | 2022-04-14 | 2023-10-19 | Ruag Ammotec Ag | Beschichteter Geschosskörper |
| US12305964B2 (en) * | 2022-07-07 | 2025-05-20 | Gregory Victor Finsterbusch | Alternate armor piercing bullet configuration |
| WO2026029656A1 (fr) | 2024-08-02 | 2026-02-05 | Baltic Bullets, Sia | Balle perforante |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US622582A (en) * | 1899-04-04 | Bullet or projectile | ||
| DE1072515B (fr) * | ||||
| US36449A (en) * | 1862-09-16 | Improvement in the | ||
| DE197205C (fr) * | ||||
| DE211778C (fr) * | ||||
| US182278A (en) * | 1876-09-19 | Improvement in projectiles for rifled ordnance | ||
| US388496A (en) * | 1888-08-28 | Francis p | ||
| CH754A (fr) * | 1889-04-24 | 1889-07-05 | Perrin P H | Balle Compound |
| US644361A (en) * | 1899-06-27 | 1900-02-27 | Jacques Luciani | Projectile. |
| FR336272A (fr) * | 1903-10-27 | 1904-03-04 | Krupp Ag | Procédé de fabrication de projectiles en acier avec chemise et de petit calibre |
| US776056A (en) * | 1903-12-17 | 1904-11-29 | Krupp Ag | Process of producing small-caliber jacketed steel projectiles. |
| US932014A (en) * | 1907-12-14 | 1909-08-24 | Krupp Ag | Projectile. |
| FR496867A (fr) * | 1918-09-24 | 1919-11-19 | Fernand Louis Roux | Projectile |
| US1767308A (en) * | 1929-11-27 | 1930-06-24 | John T Phillips | Bullet |
| FR800016A (fr) * | 1935-04-02 | 1936-06-25 | Projectile de guerre | |
| US2303449A (en) * | 1939-11-21 | 1942-12-01 | Copperweld Steel Co | Jacketed bullet |
| CH318865A (de) * | 1953-07-02 | 1957-01-31 | Inst Nacional De Ind | Infanteriegeschoss |
| DE1017493B (de) * | 1953-07-04 | 1957-10-10 | Inst Nac De Ind Und Guenther V | Langgeschoss fuer Handfeuerwaffen |
| US3599573A (en) * | 1968-05-31 | 1971-08-17 | Whittaker Corp | Composite preformed penetrators |
| US3720170A (en) * | 1970-10-12 | 1973-03-13 | W Godfrey | Heavy small arms projectile |
| DE2234219C1 (de) * | 1972-07-12 | 1985-10-31 | Rheinmetall GmbH, 4000 Düsseldorf | Panzerbrechendes Geschoß |
| DE2525230A1 (de) * | 1975-06-06 | 1976-12-23 | Dynamit Nobel Ag | Verfahren zum herstellen von mantelgeschossen |
| US4256039A (en) * | 1979-01-02 | 1981-03-17 | Allied Chemical Corporation | Armor-piercing projectile |
| GB2052693A (en) * | 1979-06-26 | 1981-01-28 | Earl H | A Pellet for an Air, Gas or Spring Gun |
| US4387492A (en) * | 1980-10-02 | 1983-06-14 | Omark Industries, Inc. | Plated jacket soft point bullet |
| PT77697B (fr) * | 1982-11-24 | 1986-02-12 | Ladriere Serge | Projectile perfectionne destine a etre decharge par des armes a feu |
| FR2610715A1 (fr) * | 1987-02-11 | 1988-08-12 | Munitions Ste Fse | Projectile perforant a noyau dur et guide ductile |
| FR2647201B3 (fr) * | 1989-05-19 | 1991-10-31 | Munitions Ste Fse | Projectile a gorges profilees |
| DE4016051C2 (de) * | 1990-05-18 | 1994-10-06 | Rheinmetall Gmbh | Mantelpenetrator |
| DE4024543C2 (de) * | 1990-08-02 | 1998-10-08 | Diehl Stiftung & Co | Geschoß |
-
1996
- 1996-02-05 DE DE19604061A patent/DE19604061C2/de not_active Expired - Fee Related
-
1997
- 1997-01-14 DE DE59700168T patent/DE59700168D1/de not_active Expired - Fee Related
- 1997-01-14 ES ES97100478T patent/ES2132976T3/es not_active Expired - Lifetime
- 1997-01-14 EP EP97100478A patent/EP0787969B1/fr not_active Expired - Lifetime
- 1997-01-14 DK DK97100478T patent/DK0787969T3/da active
- 1997-01-14 AT AT97100478T patent/ATE180564T1/de not_active IP Right Cessation
- 1997-02-03 US US08/794,667 patent/US5794320A/en not_active Expired - Fee Related
- 1997-02-04 KR KR1019970003426A patent/KR970062648A/ko not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| DE19604061A1 (de) | 1997-08-07 |
| EP0787969A1 (fr) | 1997-08-06 |
| DK0787969T3 (da) | 1999-11-08 |
| ES2132976T3 (es) | 1999-08-16 |
| DE19604061C2 (de) | 1998-07-23 |
| US5794320A (en) | 1998-08-18 |
| ATE180564T1 (de) | 1999-06-15 |
| KR970062648A (ko) | 1997-09-12 |
| DE59700168D1 (de) | 1999-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0787969B1 (fr) | Procédé de fabrication d'un projectile à noyau et à chemise | |
| DE3600681C2 (fr) | ||
| DE3601385C2 (fr) | ||
| EP0853228A1 (fr) | Projectile et son procédé de fabrication | |
| EP1198325B1 (fr) | Piston creux pour machine a piston et procede pour fabriquer un piston creux | |
| WO2013020975A1 (fr) | Pointe de projectile à canal creux et déformation d'un corps de projectile dans la région de la pointe | |
| DE4427201A1 (de) | Hohle Nockenwelle und Verfahren zu ihrer Herstellung | |
| EP1042086B2 (fr) | Procede de production d'un outil de percage pour machines-outils | |
| EP1533571A2 (fr) | Procédé de fabrication de bougies de préchauffage en céramique | |
| DE2733925C2 (de) | Verfahren zum Herstellen von Verbundfließpreßkörpern | |
| DE102013210355A1 (de) | Zerspanungswerkzeug sowie Verfahren zur Herstellung eines Zerspanungswerkzeug | |
| DE68903344T2 (de) | Verfahren zur herstellung von huelsen mit geschlossenem ende und ausbildung eines kernes fuer dieses verfahren. | |
| DE102005019482A1 (de) | Kegelrollenlager | |
| DE2919268A1 (de) | Splitterhuelle fuer geschosse, gefechtskoepfe u.dgl. und verfahren zu ihrer herstellung | |
| DE102017208039B4 (de) | Verfahren zur Herstellung eines Rotationswerkzeugs und Rotationswerkzeug | |
| EP0106411B1 (fr) | Munition de petit calibre et son procédé de fabrication | |
| DE4016051A1 (de) | Mantelpenetrator | |
| DE1758080B2 (de) | Verfahren zur pulvermetallurgischen herstellung stranggepresster verbundkoerper | |
| DE102019116283A1 (de) | Projektil, Verfahren zum Herstellen eines Projektils und Munition | |
| EP0297206A1 (fr) | Projectile explosif | |
| DE2525230A1 (de) | Verfahren zum herstellen von mantelgeschossen | |
| EP1270121A2 (fr) | Fraise-mère | |
| DE102005043071B3 (de) | Verfahren zur Herstellung eines Lagerringes | |
| DE56721C (de) | Verfahren zur Herstellung von Granaten und anderen Geschossen aus mehreren fertig bearbeiteten Theilen durch elektrische Schweifsung | |
| DE102004032114A1 (de) | Geschosskörper und damit laborierte Patrone für eine Feuerwaffe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB IT LI NL PT SE |
|
| 17P | Request for examination filed |
Effective date: 19970714 |
|
| 17Q | First examination report despatched |
Effective date: 19980125 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB IT LI NL PT SE |
|
| REF | Corresponds to: |
Ref document number: 180564 Country of ref document: AT Date of ref document: 19990615 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: R. A. EGLI & CO. PATENTANWAELTE Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19990526 |
|
| REF | Corresponds to: |
Ref document number: 59700168 Country of ref document: DE Date of ref document: 19990701 |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2132976 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 19990531 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20030107 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20030117 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20030120 Year of fee payment: 7 Ref country code: FR Payment date: 20030120 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20030124 Year of fee payment: 7 Ref country code: AT Payment date: 20030124 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20030127 Year of fee payment: 7 Ref country code: CH Payment date: 20030127 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20030128 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20030130 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20030131 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040114 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040114 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040115 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040131 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040202 |
|
| BERE | Be: lapsed |
Owner name: *HECKLER & KOCH G.M.B.H. Effective date: 20040131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040803 |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20040114 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040930 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20040801 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050114 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20040115 |