EP0887460B1 - Procédé et appareil pour nettoyer une bande de transport - Google Patents
Procédé et appareil pour nettoyer une bande de transport Download PDFInfo
- Publication number
- EP0887460B1 EP0887460B1 EP98108953A EP98108953A EP0887460B1 EP 0887460 B1 EP0887460 B1 EP 0887460B1 EP 98108953 A EP98108953 A EP 98108953A EP 98108953 A EP98108953 A EP 98108953A EP 0887460 B1 EP0887460 B1 EP 0887460B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cleaning
- transport belt
- intensity
- cleaned
- conveyor belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 23
- 238000004140 cleaning Methods 0.000 claims description 134
- 239000000463 material Substances 0.000 claims description 16
- 239000007788 liquid Substances 0.000 claims description 10
- 238000000605 extraction Methods 0.000 claims 6
- 238000004519 manufacturing process Methods 0.000 description 8
- 230000000694 effects Effects 0.000 description 7
- 230000002093 peripheral effect Effects 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 239000011111 cardboard Substances 0.000 description 2
- 239000000123 paper Substances 0.000 description 2
- 239000011087 paperboard Substances 0.000 description 2
- 241001620634 Roger Species 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000011362 coarse particle Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000003380 propellant Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images
Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/32—Washing wire-cloths or felts
- D21F1/325—Washing wire-cloths or felts with reciprocating devices
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/32—Washing wire-cloths or felts
Definitions
- the invention relates to a method for cleaning a conveyor belt of a machine for manufacturing a material web, especially paper or Cardboard web, according to the preamble of claim 1 and a device for cleaning a conveyor belt a machine for producing a material web, in particular paper or cardboard web, according to the preamble of claim 9.
- conveyor belts In machines for the production of a material web numerous conveyor belts, especially fabric belts, used. These are used during the contaminated during operation of the machine, for example through fibers of the material web, adhesives or other additives that the Add meshes and pores to the conveyor belts.
- a cleaning device Around ensure a trouble-free production process to be able to use the conveyor belts cleaned with a cleaning device. They are cleaning devices known, the one with a pressurized cleaning medium Grasp nozzle. The nozzle is transverse to the running direction of the conveyor belt relocatable and that brings Cleaning medium evenly on the conveyor belt surface on.
- cleaning devices which is a cross to the direction of the conveyor belt extending nozzle bar include, attached to the multiple nozzles are, by means of which a cleaning medium on the Conveyor belt can be applied. It has shown that the conveyor belts - transverse to the direction of travel seen - unevenly contaminated be, that is, the conveyor belt can for example particularly strong in the peripheral areas be dirty while in the middle of the conveyor belt only a little pollution can.
- the uniform cleaning effect of the known Cleaning devices can be used in such Not always a satisfactory cleaning result provide what leads to disruptions in the production process and especially to a quality # loss of the finished product can result (see EP-A-383486).
- a method is proposed that the features mentioned in claim 1 having. It is characterized in that the Conveyor belt across the width with different Intensity is cleaned.
- the conveyor belt will during a cleaning process - transverse to the direction of travel of the conveyor belt - at different Places with a defined, preferably the degree of pollution of the respective Conveyor belt section adjusted intensity cleaned.
- the edges of the conveyor belt with a greater intensity than the one in between Conveyor belt section or vice versa By cleaning the conveyor belt with different intensity can be a special good cleaning result can be achieved so that a disruption of the production process by a not Sufficiently cleaned conveyor belt can be practically excluded. Farther can reduce the consumption of the cleaning medium become.
- An embodiment of the method is preferred which is characterized in that the conveyor belt with a pressurized gaseous or liquid cleaning medium is cleaned and that the cleaning intensity by adjusting the pressure of the cleaning medium is affected.
- the greater the pressure of the cleaning medium the higher the cleaning effect can be and vice versa.
- a low pressure of the cleaning medium becomes the conveyor belt of a relatively small load subject to what is particularly sensitive Conveyor belts extend their lifespan.
- An embodiment of the Procedure in which the cleaning intensity by a specific specification of the duration influences is in a defined area of the conveyor belt is cleaned.
- the invention provides that the Cleaning intensity by adjusting the between two successive cleaning processes Time interval is influenced in which a and cleaned the same area of the conveyor belt becomes. The cleaning intensity gets higher, the longer the time of cleaning and / or the shorter the time interval between two cleaning processes is.
- An embodiment of the Procedure which is characterized in that the Cleaning area of the conveyor belt with negative pressure is applied and that the pressure is dependent of the desired cleaning intensity is set. With increasing negative pressure can also particularly stubbornly adhering to the conveyor belt Dirt can be removed safely, so that a desired cleaning result is achieved. Especially advantageous when controlling the suction is that this means the vacuum requirement and thus the Deployment costs are reduced can.
- one embodiment of the method preferred which is characterized in that on the conveyor belt area to be cleaned applied amount of cleaning medium set becomes.
- the cleaning effect can be greater with amount of the applied to the conveyor belt Increase the cleaning medium.
- the conveyor belt amount of liquid or gaseous used Cleaning medium for example depending the degree of contamination of the conveyor belt area to be cleaned, can be used for thorough cleaning required amount of cleaning medium reduced become.
- the method according to one of the claims 1 to 7 can also be used to set the moisture profile of the conveyor belt can be used.
- the conveyor belt is transverse to its direction of travel considered - in sections / areas different intensity can be cleaned affects the moisture content in the conveyor belt, preferably can be set.
- This can do that Moisture profile of a material web after cleaning the conveyor belt supported by this is influenced and preferably also set become.
- the setting of the moisture profile that is, the water content of the conveyor belt / material web - seen across its direction of travel- can, for example, according to a predetermined defined profile, taking the intensity adapted accordingly to the cleaning of the conveyor belt becomes.
- the cleaning device comprises a nozzle device with at least a nozzle, by means of which the conveyor belt with a pressurized cleaning medium is.
- the cleaning device draws is characterized in that the nozzle device is designed in this way is that the conveyor belt - over the Seen broad - with different intensity is cleaned. This can give a good cleaning result ensured and consumption at the same time for cleaning the conveyor belt cleaning medium used kept relatively small, preferably be minimized.
- the cleaning device is provided that the Pressure of the cleaning medium depending on the desired cleaning intensity is adjustable.
- an embodiment of the Cleaning device preferred, which is thereby distinguishes that the nozzle device transversely to Direction of travel of the conveyor belt is movably supported and that their traversing speed at Influence of cleaning intensity adjustable is.
- the areas of the conveyor belt with of a relatively low intensity are, for example, faster from the nozzle device run over or happens than the areas that require more intensive cleaning be subjected.
- an embodiment of the cleaning device suggested this distinguishes that the pressure of the cleaning medium adjustable by means of a control and / or regulation which is the speed of supplying the Nozzle device with the cleaning medium Pump controls.
- the control for example a programmable logic controller (PLC) an automation of setting the Cleaning intensity of the conveyor belt respectively at least one conveyor belt area.
- PLC programmable logic controller
- An embodiment of the is also preferred Cleaning device, which is characterized by that a cooperating with the nozzle device, via a suction line with a suction device suction chamber in flow connection is provided and that the suction power of the Suction device depending on the desired Cleaning intensity is adjustable. Under suction is here in a defined Volume of air extracted from the cleaning area Roger that. Through this measure, the Operating costs of the cleaning device reduced become.
- the device provides that the suction power by means of a - for example in the suction line provided- valve continuously adjustable is.
- the device is briefly referred to below as a cleaning device 1 designated.
- the cleaning device 1 can for any Conveyor belts for a machine for manufacturing a material web can be used, for example for sieve belts or felts Sieve or a press or dryer section a paper or board making machine.
- Conveyor belts are too the sieves or felts addressed within one of the press and dryer sections upstream Formers are used. Purely exemplary it is assumed that these are conveyor belts a paper making machine.
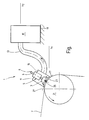
- the cleaning device 1 comprises a nozzle head 3 nozzle device 5.
- the nozzle head 3 has at least one not shown Nozzle on a porous conveyor belt 7 with a liquid cleaning medium, for example Water, or a gaseous cleaning medium, for example steam.
- a liquid cleaning medium for example Water
- a gaseous cleaning medium for example steam.
- the cleaning medium is a liquid acts under a pressure of 100 bar to Is 1000 bar.
- connector 6 provided a pressure hose that can be connected to a pump for supplying the nozzle device 5 with the cleaning medium can be connected.
- the nozzle head 3 designed to be rotatable about its longitudinal axis 9 and have a nozzle arrangement that comprises one or more propulsion nozzles from which the Cleaning medium tangential to the conveyor belt surface emerges and the creation of a rotational movement serve, also one or more cleaning nozzles, the conveyor belt with the cleaning medium apply.
- the rotation of the nozzle head can also be done in other ways than by the Using propellant nozzles.
- the nozzle device 5 is of a jacket-shaped Suction cup 11 completely surrounded.
- the inside of the Suction cup 11 is connected to a suction line 13 and forms one associated with the nozzle device 5 Suction chamber 15.
- the suction line 13 is attached to a traversing carriage 17 and stands with a vacuum source not shown in Flow connection.
- the traversing carriage 17 is along a cross to the direction of the conveyor belt 7 extending - highly schematic shown-traverse 19 relocatable.
- the traverse car 17 and the traverse 19 form a traversing unit 20th
- the cleaning device 1 assigned to a deflection roller 21 in order which the conveyor belt 7 is guided around. Which over a portion of the peripheral surface of the deflection roller 21 extending suction cup 11 is in one Distance to the pulley 21 is arranged.
- One of those Conveyor belt 7 facing end portion 23 of the suction cup 11 is the circular cylindrical peripheral shape the guide roller 21 adapted so that the gap between the suction cup 11 and the conveyor belt 7 in is essentially constant.
- the distance between the Suction cup 11 and conveyor belt 7 is adjustable, which will be discussed in more detail.
- the functioning of the cleaning device 1 is explained in more detail below.
- the conveyor belt 7 guided over the deflection roller 21 is acted upon by the nozzle device 5 with pressurized cleaning liquid (nozzle jet 25). Coarse particles and dirt are released from the conveyor belt 7 and removed from the surface of the conveyor belt 7 by the suction bell 11. Because of the defined distance between the suction bell 11 and the conveyor belt 7, so-called false air is sucked in from the surroundings into the suction space 15, which entrains dirt and cleaning liquid. These are further discharged from the suction chamber 15 via the suction line 13. The flow formed by sucking in false air is indicated by arrows 27. By adjusting the distance between the suction cup 11 and the conveyor belt 7, the flow can be changed in a targeted manner.
- the pressure of the Cleaning medium here the cleaning liquid, depending on the desired cleaning intensity can be set.
- the setting of the Pressure of the cleaning liquid can, for example by means of a not shown in the figure Control / regulation take place, which is the delivery rate the supply of the nozzle device 5 with controls the cleaning liquid pump.
- the effect of the jet is reduced by low pressure 25 and thus the cleaning intensity reduced.
- the cleaning intensity is corresponding increases with increasing pressure.
- the intensity of cleaning the conveyor belt 7 can also about varying the traversing speed the nozzle device 5, preferably be set. At a high Traversing speed is the dwell time of the Nozzle jet 25 in one and the same place of the Conveyor belt 7 compared to a lower traversing speed shortened, that is, at a high speed a lower cleaning effect than at a low speed. In another embodiment it is provided that to influence the cleaning intensity both the pressure of the cleaning fluid as well as the traversing speed can be varied.
- Another way of cleaning the Setting cleaning device 1 consists in to vary the suction power of the suction device, for example, in that in the suction line 13 a valve is introduced by means of which the volume extracted from the suction space 15 is adjustable is. That not shown in the figure Valve can be used as a proportional valve, for example be trained, which is infinitely adjustable. To increase the cleaning effect, you can also additional cleaning nozzles are provided which can be activated and deactivated separately are, so that one or more of the additional nozzles before or during a cleaning process be switched on / off can / can.
- the method according to the invention can also be used Setting the moisture profile of the conveyor belt 7 be used.
- the pressure of the cleaning medium, the duration of the cleaning, the Duration of between two successive cleaning processes lying time interval, the connection further cleaning nozzles and / or the Control of the suction power of the suction device it is possible to have an exact water content in the conveyor belt 7 across the width. This can have a direct impact on the Moisture profile of a material web are taken, after cleaning the conveyor belt 7 from this is supported. But it is also possible with the help of suitable facilities set and monitored by means of cross profile measuring devices To influence the moisture profile of the material web.
- Setting the moisture profile of a conveyor belt for example a press felt Press section, can be manual or automatic, preferably following a given profile Control / regulation of the cleaning intensity take place.
- the intensity with which the conveyor belt 7 in certain Areas cleaned is preferred depending on the level of pollution. It has shown that often the edges of the conveyor belt 7 become more dirty than the one in between Conveyor belt section, so that with need to be cleaned to a greater intensity. This can be done with one of the measures described above will be realized.
Landscapes
- Cleaning By Liquid Or Steam (AREA)
- Cleaning In General (AREA)
- Belt Conveyors (AREA)
- Structure Of Belt Conveyors (AREA)
Claims (13)
- Procédé pour nettoyer une bande de transport d'une machine de fabrication d'une nappe de matériau, en particulier une nappe de papier ou de carton, la bande de transport étant nettoyée sur toute sa largeur avec une intensité différente,
caractérisé en ce que
l'intensité de nettoyage est influencée par l'indication préalable d'une durée déterminée durant laquelle une zone définie de la bande de transport est nettoyée. - Procédé pour nettoyer une bande de transport d'une machine de fabrication d'une nappe de matériau, en particulier une nappe de papier ou de carton, la bande de transport étant nettoyée sur toute sa largeur avec une intensité différente, en particulier selon la revendication 1, caractérisé en ce que
l'intensité de nettoyage est influencée par le réglage de l'intervalle de temps entre deux opérations de nettoyage successives, durant lequel une même zone de la bande de transport est nettoyée. - Procédé selon la revendication 2, caractérisé en ce que
l'intensité de nettoyage est augmentée d'autant plus que l'intervalle de temps est réduit. - Procédé pour nettoyer une bande de transport d'une machine de fabrication d'une nappe de matériau, en particulier une nappe de papier ou de carton, la bande de transport étant nettoyée sur toute sa largeur avec une intensité différente, selon l'une quelconque des revendications précédentes,
caractérisé en ce que
la zone de nettoyage de la bande de transport est soumise à une pression négative et en ce que la pression est réglée en fonction de l'intensité de nettoyage souhaitée. - Procédé pour nettoyer une bande de transport d'une machine de fabrication d'une nappe de matériau, en particulier une nappe de papier ou de carton, la bande de transport étant nettoyée sur toute sa largeur avec une intensité différente, selon l'une quelconque des revendications précédentes,
caractérisé en ce que
les bords de la bande de transport sont nettoyés avec une plus grande intensité que la zone de la bande de transport intermédiaire. - Procédé selon l'une quelconque des revendications précédentes,
caractérisé en ce que
la bande de transport est nettoyée avec un fluide de nettoyage gazeux ou liquide sous pression et en ce que l'intensité de nettoyage est influencée par le réglage de la pression du fluide de nettoyage en utilisant une commande ou une régulation. - Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que
la quantité de fluide de nettoyage apportée sur la zone de la bande de transport à nettoyer est réglée. - Dispositif pour nettoyer une bande de transport d'une machine de fabrication d'une nappe de matériau, en particulier une nappe de papier ou de carton, comprenant un dispositif de buses comprenant au moins une buse, au moyen duquel la bande de transport peut être sollicitée par un fluide de nettoyage sous pression, selon l'une quelconque des revendications 1 à 7, dans lequel le dispositif de buses (5) est réalisé de telle sorte que la bande de transport (7) soit nettoyée - vu sur toute la largeur - avec une intensité différente, caractérisé en ce que,
pour influencer l'intensité de nettoyage, le dispositif de buses (5) présente au moins deux buses activables et désactivables séparées l'une de l'autre. - Dispositif selon la revendication 8, caractérisé en ce que
la pression du fluide de nettoyage peut être réglée en fonction de l'intensité de nettoyage souhaitée. - Dispositif selon la revendication 9, caractérisé en ce que
la pression du fluide de nettoyage peut être réglée au moyen d'une commande et/ou d'une régulation, qui influence la vitesse de rotation d'une pompe servant à l'alimentation du dispositif de buses (5) en fluide de nettoyage. - Dispositif selon l'une quelconque des revendications 8 à 10, caractérisé en ce que
le dispositif de buses (5) est monté de manière déplaçable transversalement à la direction d'avance de la bande de transport (7) et en ce que sa vitesse de traversée peut être réglée pour influencer l'intensité de nettoyage. - Dispositif selon l'une quelconque des revendications 8 à 11, caractérisé en ce qu'il est prévu un espace d'aspiration (15) coopérant avec le dispositif de buses (5), se trouvant en relation d'écoulement avec un dispositif d'aspiration par le biais d'une conduite d'aspiration (13), et en ce que la puissance d'aspiration du dispositif d'aspiration peut être réglée en fonction de l'intensité de nettoyage souhaitée.
- Dispositif selon la revendication 12, caractérisé en ce que
la puissance d'aspiration peut être réglée au moyen d'une soupape prévue dans la conduite d'aspiration (13), de préférence sans incrément.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP02002843A EP1219747B2 (fr) | 1997-06-25 | 1998-05-16 | Procédé pour nettoyer une bande de transport |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19726897 | 1997-06-25 | ||
| DE19726897A DE19726897C2 (de) | 1997-06-25 | 1997-06-25 | Verfahren zum Reinigen eines Transportbandes |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02002843A Division EP1219747B2 (fr) | 1997-06-25 | 1998-05-16 | Procédé pour nettoyer une bande de transport |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0887460A1 EP0887460A1 (fr) | 1998-12-30 |
| EP0887460B1 true EP0887460B1 (fr) | 2002-08-14 |
| EP0887460B2 EP0887460B2 (fr) | 2006-10-04 |
Family
ID=7833562
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98108953A Expired - Lifetime EP0887460B2 (fr) | 1997-06-25 | 1998-05-16 | Procédé et appareil pour nettoyer une bande de transport |
| EP02002843A Expired - Lifetime EP1219747B2 (fr) | 1997-06-25 | 1998-05-16 | Procédé pour nettoyer une bande de transport |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02002843A Expired - Lifetime EP1219747B2 (fr) | 1997-06-25 | 1998-05-16 | Procédé pour nettoyer une bande de transport |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US5964956A (fr) |
| EP (2) | EP0887460B2 (fr) |
| DE (3) | DE19726897C2 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104185703A (zh) * | 2012-04-11 | 2014-12-03 | 佐治亚-太平洋消费产品有限合伙公司 | 用来清洁用来制造纸幅材的运输带的方法 |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19822185A1 (de) * | 1998-05-16 | 1999-11-18 | Voith Sulzer Papiertech Patent | Vorrichtung und Verfahren zum Reinigen eines Transportbandes |
| DE19901802B4 (de) * | 1999-01-19 | 2004-02-12 | Baldwin Germany Gmbh | Vorrichtung zur Rückbefeuchtung einer getrockneten Papierbahn |
| DE19923591A1 (de) * | 1999-05-21 | 2000-11-23 | Fleissner Maschf Gmbh Co | Vorrichtung mit einem Düsenbalken zur Erzeugung von Flüssigkeitsstrahlen zur Strahlbeaufschlagung der Fasern einer Warenbahn |
| AT408462B (de) * | 1999-11-18 | 2001-12-27 | Andritz Ag Maschf | Verfahren und vorrichtung zur staubabtrennung von einer laufenden papierbahn |
| US6468397B1 (en) * | 1999-12-20 | 2002-10-22 | Kimberly-Clark Worldwide, Inc. | Scarfing shower for fabric cleaning in a wet papermaking process |
| SE0002647L (sv) * | 2000-07-13 | 2002-01-14 | Valmet Fibertech Ab | Förfarande och anordning för rengöring under drift av ett underlag |
| US6439041B1 (en) | 2000-08-09 | 2002-08-27 | Bridgestone/Firestone North American Tire, Llc | Powder dispensing/collection manifold for indoor wear testing |
| DE10102199A1 (de) | 2001-01-18 | 2002-08-01 | Voith Paper Patent Gmbh | Verfahren zur Konditionierung eines umlaufenden Filzbandes |
| DE10136467A1 (de) * | 2001-07-26 | 2003-02-06 | Voith Paper Patent Gmbh | Verfahren und Vorrichtung zum Reinigen eines umlaufenden Bandes |
| AT411907B (de) * | 2001-11-22 | 2004-07-26 | Bartelmuss Klaus Ing | Vorrichtung zur reinigung des mindestens einen siebbandes in einer anlage zur papiererzeugung |
| FI110761B (fi) * | 2002-03-22 | 2003-03-31 | Metso Paper Inc | Puhdistuslaitteisto liikkuvan pinnan puhdistamiseksi erityisesti paperikoneessa |
| US6740172B1 (en) * | 2002-06-06 | 2004-05-25 | Terry Cemlyn Griffiths | Modular belt cleaning apparatus |
| DE10233796A1 (de) * | 2002-07-25 | 2004-02-12 | Voith Paper Patent Gmbh | Reinigungsverfahren |
| EP1625893A1 (fr) * | 2004-08-10 | 2006-02-15 | Konica Minolta Photo Imaging, Inc. | Méthode de revêtement par pulvérisation, pulvérisateur et feuille pour enregistrement au jet d'encre. |
| DE102004052234A1 (de) * | 2004-10-27 | 2006-05-04 | Voith Fabrics Patent Gmbh | Temporäre Eigenschaftsänderung einer Papiermaschinenbespannung |
| WO2006099310A1 (fr) * | 2005-03-14 | 2006-09-21 | Hickory Industries, Inc. | Rotissoire |
| JP2009539865A (ja) * | 2006-06-06 | 2009-11-19 | ベーリンガー インゲルハイム インターナショナル ゲゼルシャフト ミット ベシュレンクテル ハフツング | 置換3−アミノ−チエノ[2,3−b]ピリジン2−カルボン酸アミド化合物及び製造方法及びそれらの使用 |
| US7597782B2 (en) | 2006-10-11 | 2009-10-06 | Dubois Chemicals, Inc. | Press stable method of cleaning paper machine press fabrics on-the-run |
| DE102006057367A1 (de) * | 2006-12-04 | 2008-06-05 | Fleissner Gmbh | Absaugkammer für einen Wasserbalken zur Strahlbeaufschlagung von Geweben |
| DE102009059790B4 (de) * | 2009-12-21 | 2017-03-30 | Paprima Industries Inc. | Reinigungsvorrichtung |
| JP5712826B2 (ja) * | 2010-11-17 | 2015-05-07 | 株式会社リコー | 乾式クリーニング筐体及び乾式クリーニング装置 |
| US9481777B2 (en) | 2012-03-30 | 2016-11-01 | The Procter & Gamble Company | Method of dewatering in a continuous high internal phase emulsion foam forming process |
| CN107792622B (zh) * | 2017-11-23 | 2023-07-07 | 中安重工自动化装备有限公司 | 用于传送皮带的清洁器 |
| US12116725B2 (en) * | 2020-02-13 | 2024-10-15 | Kadant Nordic AB | Cleaning head with directional nozzle assembly and shaped external air knife for traversing shower systems |
| CN116513757A (zh) * | 2023-05-24 | 2023-08-01 | 杰瑞环境科技有限公司 | 传送带回程清扫的控制方法及装置 |
| CN118180061B (zh) * | 2024-05-15 | 2024-07-26 | 中国人民解放军海军航空大学 | 一种航空零部件用油污清洗装置 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3279976A (en) † | 1964-05-18 | 1966-10-18 | Sandy Hill Corp | Felt cleaner for paper making machines |
| CA985543A (en) † | 1973-01-05 | 1976-03-16 | Scapa Dryers (Canada) Ltd. | Felt cleaner with moisture control for paper making machines |
| US4378639A (en) * | 1978-12-21 | 1983-04-05 | Midland-Ross Corporation | Method and apparatus for uniformly drying a continuous web of cellulosic fibers |
| NZ194626A (en) * | 1979-08-16 | 1984-11-09 | Albany Int Corp | Maintaining permeability of paper machine felts |
| GB2128288B (en) † | 1982-10-04 | 1985-11-13 | Albany Int Corp | Improvements in or relating to support and drive members |
| FI83106C (fi) † | 1987-12-09 | 1992-06-02 | Tampella Oy Ab | Foerfarande och anordning foer skaerande av en pappersmaskins bana medelst en vattenstraole. |
| GB8903357D0 (en) * | 1989-02-14 | 1989-04-05 | Morley Michael J | Improvements in and relating to shower installations for paper making machines |
| JPH03234885A (ja) * | 1990-02-02 | 1991-10-18 | Ishikawajima Harima Heavy Ind Co Ltd | 無端状抄紙用具の自動洗浄装置 |
| DE4018074C2 (de) † | 1990-06-06 | 1995-09-14 | Voith Gmbh J M | Vorrichtung zum Reinigen eines umlaufenden Papiermaschinensiebes |
| FI903349L (fi) † | 1990-07-03 | 1992-01-04 | Tamfelt Oy Ab | Maetningsanordning foer maetning av skicket hos en filt. |
| AT400157B (de) * | 1993-06-21 | 1995-10-25 | Andritz Patentverwaltung | Verfahren und vorrichtung zur reinigung einer umlaufenden gewebebahn |
| US5595632A (en) † | 1994-02-01 | 1997-01-21 | James Ross Limited | Shower for paper making machine |
| EP0731212B1 (fr) * | 1995-02-24 | 2001-11-21 | Voith Paper Patent GmbH | Dispositif de nettoyage |
| DE19507938C2 (de) * | 1995-02-24 | 1997-11-20 | Voith Sulzer Papiermasch Gmbh | Reinigungsvorrichtung |
-
1997
- 1997-06-25 DE DE19726897A patent/DE19726897C2/de not_active Expired - Fee Related
-
1998
- 1998-05-16 EP EP98108953A patent/EP0887460B2/fr not_active Expired - Lifetime
- 1998-05-16 DE DE59805159T patent/DE59805159D1/de not_active Expired - Lifetime
- 1998-05-16 DE DE59810727T patent/DE59810727D1/de not_active Expired - Lifetime
- 1998-05-16 EP EP02002843A patent/EP1219747B2/fr not_active Expired - Lifetime
- 1998-06-24 US US09/103,378 patent/US5964956A/en not_active Expired - Lifetime
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104185703A (zh) * | 2012-04-11 | 2014-12-03 | 佐治亚-太平洋消费产品有限合伙公司 | 用来清洁用来制造纸幅材的运输带的方法 |
| US10201840B2 (en) | 2012-04-11 | 2019-02-12 | Gpcp Ip Holdings Llc | Process for cleaning a transport belt for manufacturing a paper web |
| US10744545B2 (en) | 2012-04-11 | 2020-08-18 | Gpcp Ip Holdings Llc | Process for cleaning a transport belt for manufacturing a paper web |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1219747B2 (fr) | 2007-10-10 |
| DE19726897A1 (de) | 1999-01-07 |
| EP0887460A1 (fr) | 1998-12-30 |
| DE19726897C2 (de) | 2000-01-13 |
| EP1219747A3 (fr) | 2002-07-24 |
| EP0887460B2 (fr) | 2006-10-04 |
| EP1219747B1 (fr) | 2004-02-04 |
| DE59810727D1 (de) | 2004-03-11 |
| EP1219747A2 (fr) | 2002-07-03 |
| DE59805159D1 (de) | 2002-09-19 |
| US5964956A (en) | 1999-10-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0887460B1 (fr) | Procédé et appareil pour nettoyer une bande de transport | |
| EP0963927B1 (fr) | Procédé pour nettoyer des bandes transporteuses | |
| EP0731211B1 (fr) | Dispositif à jet | |
| DE2739681A1 (de) | Umlaufendes endlosband sowie vorrichtung zu seiner reinigung | |
| DE69918653T2 (de) | Vorrichtung zum fördern und führen des einfädelstreifens einer bahn in einer papiermaschine | |
| DE2200357A1 (de) | Einrichtung zum kontinuierlichen Auftrag von Fluessigkeiten auf Warenbahnen | |
| EP0817884B1 (fr) | Dispositif de nettoyage | |
| DE3615370A1 (de) | Verfahren und vorrichtung zur bildung einer bahn | |
| DE19860567A1 (de) | Verfahren und Vorrichtung zum Reinigen eines Transportbandes | |
| DE19652289A1 (de) | Vorrichtung zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Mediums auf eine laufende Materialbahn, insbesondere aus Papier oder Karton | |
| EP0831174A1 (fr) | Procédé et dispositif pour la déshydratation d'une suspension fibreuse | |
| DE29503752U1 (de) | Reinigungsvorrichtung | |
| DE69616503T2 (de) | Vorrichtung zur Trockenbehandlung eines Gewebes | |
| DE1147470B (de) | Vorrichtung zum Herstellen von Bahnen aus Papier, Pappe od. dgl. | |
| DE68912845T2 (de) | Gerät zum Waschen von Färbeeinrichtungen. | |
| DE3127916C2 (fr) | ||
| EP0253111B1 (fr) | Procédé et installation de traitement d'un tissu tubulaire en déplacement à l'état humide | |
| DE10108252A1 (de) | Verfahren und Vorrichtung zum Reinigen eines Transportbands einer Maschine zur Herstellung einer Materialbahn | |
| DE3125278C2 (de) | Anordnung zur Verstellung bzw. Einstellung des Auslaufspaltes einer Bahnbildungseinheit in Maschinen zur Herstellung von Papier-, Karton- oder ähnlichen Bahnen | |
| EP0031445A1 (fr) | Procédé pour agir sur une nappe de fibres pré-égouttée sur un tamis, et appareil pour la mise en oeuvre du procédé | |
| DE19603861C1 (de) | Vorrichtung zum Beschichten einer Materialbahn, insbesondere einer Papier- oder Kartonbahn | |
| DE102004003899A1 (de) | Vorrichtung zum Führen einer laufenden Faserstoffbahn | |
| EP0100883B1 (fr) | Installation d'apport et d'enduction de mousse sur une matière en bande | |
| WO2007059919A2 (fr) | Dispositif et procede pour nettoyer une bande de matiere rotative | |
| DE3237592A1 (de) | Vorrichtung zum auftragen eines verschaeumten auftragsmediums auf ein flaechenerzeugnis |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FI SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19990630 |
|
| AKX | Designation fees paid |
Free format text: DE FI SE |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: VOITH PAPER PATENT GMBH |
|
| 17Q | First examination report despatched |
Effective date: 20010716 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FI SE |
|
| REF | Corresponds to: |
Ref document number: 59805159 Country of ref document: DE Date of ref document: 20020919 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| 26 | Opposition filed |
Opponent name: METSO PAPER, INC. Effective date: 20030508 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: VOITH PATENT GMBH |
|
| 27A | Patent maintained in amended form |
Effective date: 20061004 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): DE FI SE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: RPEO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20110513 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20110512 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20110520 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120516 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120517 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59805159 Country of ref document: DE Effective date: 20121201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121201 |