EP0915030A1 - Sammeltank für Wasser sowie Verfahren zu dessen Herstellung - Google Patents
Sammeltank für Wasser sowie Verfahren zu dessen Herstellung Download PDFInfo
- Publication number
- EP0915030A1 EP0915030A1 EP98107785A EP98107785A EP0915030A1 EP 0915030 A1 EP0915030 A1 EP 0915030A1 EP 98107785 A EP98107785 A EP 98107785A EP 98107785 A EP98107785 A EP 98107785A EP 0915030 A1 EP0915030 A1 EP 0915030A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- section
- tank
- sections
- tube
- produced
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 17
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 title claims abstract description 10
- 238000000034 method Methods 0.000 title claims description 18
- 238000004804 winding Methods 0.000 claims abstract description 20
- 238000003466 welding Methods 0.000 claims abstract description 8
- 238000005245 sintering Methods 0.000 claims abstract description 5
- 229920001169 thermoplastic Polymers 0.000 claims abstract description 5
- 238000004026 adhesive bonding Methods 0.000 claims abstract description 3
- 238000000071 blow moulding Methods 0.000 claims abstract 2
- 230000003014 reinforcing effect Effects 0.000 claims description 4
- 239000004416 thermosoftening plastic Substances 0.000 claims description 4
- 238000007664 blowing Methods 0.000 description 5
- 239000000463 material Substances 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 230000002787 reinforcement Effects 0.000 description 4
- 239000004033 plastic Substances 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000011152 fibreglass Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D90/00—Component parts, details or accessories for large containers
- B65D90/02—Wall construction
- B65D90/023—Modular panels
- B65D90/024—Modular panels with features of cylindrical curvature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D88/00—Large containers
- B65D88/02—Large containers rigid
- B65D88/06—Large containers rigid cylindrical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D90/00—Component parts, details or accessories for large containers
- B65D90/02—Wall construction
- B65D90/08—Interconnections of wall parts; Sealing means therefor
Definitions
- the invention relates to a collecting tank, in particular for rainwater and a method for producing such a collecting tank, which mainly consists of plastic.
- DE-G 93 11 262.9 discloses a glass fiber composite material manufactured rainwater tank, which consists of several There are sections that are flanged, so one To be able to connect with the other sections. Such tanks are very heavy. In addition, would also here Manufacturing different sizes an economical manufacturing to be questioned. DE-G 93 11 262.9 also discloses the possibility of such containers made of fiberglass composite in such a way that they are based on a thorn-like structures are wound. This manufacturing process, however described as extremely complex. In addition, there are Due to their weight, containers cannot be handled without lifting equipment.
- the invention has for its object a method according to modify the preamble of claim 1 so that the possibility consists of a thermoplastic collecting tank To produce plastic inexpensively in different sizes, where the strength and rigidity of the collecting tank if necessary can be chosen so that this also in the earth can be arranged under surfaces used by vehicles become.
- the production of the middle tank section in the form of a Pipe section does not require much effort, since it is, for example can be produced by extrusion.
- Another Possibility is to form this section of pipe
- To produce winding tube for which purpose only a mandrel Diameter required during the manufacture of the Winding tube forms the core and after solidification of the Winding tube forming thermoplastic material are removed can. It can be of different lengths without difficulty Sections as middle sections of the collection tank, if necessary under Using a single mandrel, can be made without this would be significant in terms of cost.
- An end section that is common to all tank sizes can be divided into sections be provided, the length of which is independent of that of the Tankes can be because of the length of the tank and thus its volume essentially determined by the length of the pipe section becomes. Because regardless of the length of the latter the end sections for all tank sizes in the same way are trained, is only one for their manufacture only mold required, which is also much smaller is considered to be a mold for manufacturing the entire tank would. Otherwise, according to a further proposal of the invention be proceeded so that the two end sections of the Tanks made in the form of a one-piece hollow body be in the two end sections is divided to this with that made from the pipe section To connect section. With this procedure overall, only one mold is required, making the Manufacturing the end sections becomes noticeably cheaper.
- the invention further provides the possibility of this in the form to reinforce a section of a winding tube, that simultaneously with the winding of the actual tube this wound up at least one preferably hollow profile section and with the wall of the winding tube z.
- B. means Welding is connected. This can be done easily happen that the gain profile in sync with the actual one Pipe forming strand in the form of a band or the like. is extruded and both extrudates, i.e. the strip and the profile, be brought together in a still thermoplastic state and weld them together. In any case, this is if the pipe jacket and the reinforcement profile are made of the same material, for example polyethylene, without additional measures possible.
- the collecting tank 10 shown in FIGS. 1-3 is composed of three Assembled sections, of which the middle section 12th a winding tube or a section of such a winding tube represents and the two end portions 14, 16 Parts of a blow molded hollow body are the in a suitable manner, i.e. by means of welding or gluing, with the middle section 12 connected to its respective end face are.
- the hollow body 22 produced in the blowing process according to FIG. 4 after sufficient hardening along a cross-sectional plane 18 of a tubular section of the blow molded The hollow body 22 is severed so that the two end faces End pieces 14 and 16 arise for the collecting tank 10, each are provided with a tubular section 19, 20 and connected to the middle winding tube section 12 via this become.
- Fig. 5 shows that the outer diameter of the tubular section located on the end section 14 Section 19 the inner diameter of the middle Corresponding to the winding tube section 12, so that the tubular Section 19 of the end section 14 in the illustrated Way in the end portion 23 of the middle part 12 inserted and by welding or otherwise in suitably mechanically connected firmly and liquid-tight can be.
- the other end section 16 is in a corresponding Designed like this and at the other end of the middle Section 12 connected to this. This overlapping connection also contributes to increasing the rigidity of the tank and thus to increase its pressure and dent resistance.
- the middle section 12 is also reinforced on the outside provided in the form of circumferential hollow profile sections 24, those in the illustrated embodiment as one another parallel circumferential rings are formed. It is natural also possible, these reinforcement profiles helical and to arrange them continuously.
- the two end sections 12 and 16 are with stiffening ribs provided in the manufacture of the hollow body 22nd in the blowing process - or possibly also in the rotary sintering process - in have been molded in one step.
- the front Section 14 which has a relatively short axial extent has, are only in the end face 26 Reinforcing ribs 28 molded, whereas the front Section 16, which can also be closed by a cover 32 Dome 30 and most of the connecting pieces 34 carries, over parts of its circumference with molded stiffening ribs 36 is provided.
- the lower substantially flat boundary surface 38 forms a base, which is consequently in one plane extends, which is substantially perpendicular to the longitudinal axis of the Domes 30 runs.
- the inlet pipe 42 (Fig. 1) formed as a special part, which subsequently inserted into the tank and in a suitable manner with the Connection piece 34 is connected.
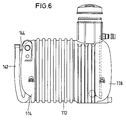
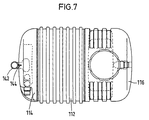
- the embodiment 6 and 7 in which parts that correspond to those of the embodiment of FIGS. 1-5 with same, but provided with 100 higher reference numerals, the Inlet pipe 142 is integrally formed on the end section 114.
- the inlet pipe 142 squeezed from the preform when closing the blow molded parts be that it has a web 144 with the front Section 114 remains connected.
- the inlet pipe 142 is U-shaped in its lower region is formed and thus by the inlet pipe 142nd incoming water at a short distance from the bottom of the tank enters the tank with an upward flow. This leads to a relatively calm, less turbulent Flow in the tank, so that at any rate at normal flow speeds whirling up from the bottom of the tank Solids at least largely due to the inflowing water is avoided.
- the inlet pipe 142 and other parts By attaching the inlet pipe 142 and other parts by means of integral molding on the blow-molded hollow body, the comprises both sections 12 and 14 or 112 and 114, the Assembly of the tank facilitated, in the sense that the possibility of making wrong connections and the like is excluded.
- such collection tanks have a diameter which is 1 m and more.
- the invention is straightforward and can also be used with such large collection tanks.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
Die Erfindung betrifft ein Verfahren zum Herstellen eines Sammeltanks (10) für Wasser, der zumindest überwiegend aus thermoplastischem Kunststoff besteht und aus vorgefertigten Teilstücken (12,14,16) zusammengesetzt wird. Das Neue besteht darin, daß ein mittleres Teilstück (12) in Form eines Rohrabschnitts hergestellt wird und die beiden stirnseitigen End-Teilstücke (14,16) des Tanks (10) unter Anwendung eines anderen Herstellungsverfahrens, beispielsweise Rotationssintern oder Blasformen, hergestellt werden und das mittlere Teilstück (12) aus dem Rohrabschnitt und die beiden stirnseitigen End-Teilstücke (14,16) flüssigkeitsdicht, z. B. mittels Schweißen und/oder Kleben, zum Tank (10) zusammengefügt werden. Bei Verwendung eines Wickelrohrs als mittleres Teilstück (12) des Tanks (10) kann dieses dadurch verstärkt werden, daß gleichzeitig mit dem Wickeln des Rohres auf dieses wenigstens ein vorzugsweise hohler Profilabschnitt (24) aufgewickelt und dabei mit der Wandung des Wickelrohres, z.B. mittels Schweißen verbunden wird. <IMAGE>
Description
Die Erfindung betrifft einen Sammeltank insbesondere für Regenwasser
sowie ein Verfahren zum Herstellen eines derartigen Sammeltankes,
der überwiegend aus Kunststoff besteht.
In DE 195 24 474 wird ein Regenwassersammeltank aus Kunststoff
beschrieben, welcher aus Polyethylen besteht und im Rotations-Sinterverfahren
hergestellt wird. Dieses verfahren ermöglicht
zwar die Fertigung einstückiger Tanks in einem Arbeitsgang,
benötigt jedoch für unterschiedlich große Tanks eine entsprechend
große Anzahl von unterschiedlichen Formwerkzeugen. Da die
Größe eines derartigen Sammeltanks in starkem Maße von den jeweiligen
Bedingungen, also beispielsweise verfügbarem Raum und
baulichen Gegebenheiten, abhängt, die sehr unterschiedlich sind,
sollten nach Möglichkeit so viele Tankgrößen verfügbar sein, daß
eine ausreichend große Auswahl im Hinblick auf die jeweiligen
Erfordernisse vorhanden ist. Die Kosten für die Herstellung der
Formwerkzeuge setzen hier dem Rotations-Sinterverfahren - und
auch dem Blasverfahren - gewisse Grenzen, da bei kleineren
Stückzahlen der Aufwand für das Formwerkzeug zu einer erheblichen
Kostenbelastung des einzelnen Tankes führt und kleinere
Stückzahlen somit nicht wirtschaftlich hergestellt werden können.
DE-G 93 11 262.9 offenbart einen aus Glasfaserverbundwerkstoff
hergestellten Sammelbehälter für Regenwasser, der aus mehreren
Teilstücken besteht, die mit Flanschen versehen sind, um so eine
Verbindung mit den anderen Teilstücken herstellen zu können.
Derartige Tanks sind sehr schwer. Außerdem würde auch hier bei
Herstellung unterschiedlicher Größen eine wirtschaftliche Fertigung
in Frage gestellt sein. DE-G 93 11 262.9 offenbart darüberhinaus
die Möglichkeit, derartige Sammelbehälter aus Glasfaserverbundwerkstoff
in der Weise herzustellen, daß sie auf einem
dornartigen Gebilde gewickelt werden. Diese Fertigung wird jedoch
als überaus aufwendig beschrieben. Außerdem sind derartige
Behälter aufgrund ihres Gewichtes ohne Hebezeug nicht zu handhaben.
Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren gemäß
dem Oberbegriff des Anspruches 1 so abzuwandeln, daß die Möglichkeit
besteht, einen Sammeltank aus thermoplastischem
Kunststoff kostengünstig in unterschiedlichen Größen herzustellen,
wobei Festigkeit und Steifigkeit des Sammeltankes im Bedarfsfall
so gewählt werden können, daß dieser auch in der Erde
unter Flächen angeordnet werden kann, die von Fahrzeugen befahren
werden.
Die Lösung dieser Aufgabe wird durch Anwendung der Merkmale im
Kennzeichen des Anspruches 1 erreicht.
Die Herstellung des mittleren Tankabschnittes in Form eines
Rohrabschnittes erfordert keinen großen Aufwand, da er beispielsweise
durch Extrusion hergestellt werden kann. Eine andere
Möglichkeit besteht darin, diesen Rohrabschnitt in Form eines
Wickelrohres herzustellen, wozu lediglich ein Dorn entsprechenden
Durchmessers benötigt wird, der während der Herstellung des
Wickelrohres dessen Kern bildet und nach Verfestigung des das
Wickelrohr bildenden thermoplastischen Materials entfernt werden
kann. Es können so ohne Schwierigkeiten unterschiedlich lange
Abschnitte als mittlere Teilstücke des Sammeltanks, ggf. unter
Verwendung eines einzigen Dornes, hergestellt werden, ohne daß
dies kostenmäßig ins Gewicht fiele. Für die beiden stirnseitigen
Teilstücke kann jeweils ein allen Tankgrößen gemeinsamer Endabschnitt
vorgesehen werden, dessen Länge unabhängig von der des
Tankes sein kann, da die Länge des Tankes und damit dessen Volumen
im wesentlichen durch die Länge des Rohrabschnittes bestimmt
wird. Da unabhängig von der Länge des letzteren die
stirnseitigen Teilstücke für alle Tankgrößen in gleicher Weise
ausgebildet sind, wird für ihre Herstellung jeweils nur ein
einziges Formwerkzeug benötigt, welches zudem sehr viel kleiner
ist als ein Formwerkzeug zur Herstellung des gesamten Tanks sein
würde. Im übrigen kann gemäß einem weiteren Vorschlag der Erfindung
so vorgegangen werden, daß die beiden End-Teilstücke des
Tanks in Gestalt eines einstückigen Hohlkörpers hergestellt
werden, der dann in die beiden stirnseitigen End-Teilstücke
unterteilt wird, um diese mit dem aus dem Rohrabschnitt hergestellten
Teilstück zu verbinden. Bei dieser Verfahrensweise
ist insgesamt nur ein Formwerkzeug erforderlich, wodurch die
Herstellung der End-Teilstücke merklich kostengünstiger wird.
An den Endstücken können alle für den Tank einer Regenwasserversorgung
erforderlichen Anschlüsse vorhanden sein, wobei diese
Anschlüsse und Leitungen ggf. einstückig angeformt sein können.
Die Erfindung sieht weiterhin die Möglichkeit vor, das in Form
eines Wickelrohres hergestellte Teilstück dadurch zu verstärken,
daß gleichzeitig mit dem Wickeln des eigentlichen Rohres auf
dieses wenigstens ein vorzugsweise hohler Profilabschnitt aufgewickelt
und dabei mit der Wandung des Wickelrohres z. B. mittels
Schweißen verbunden wird. Dies kann auf einfache Weise dadurch
geschehen, daß das Verstärkungsprofil synchron mit dem das eigentliche
Rohr bildenden Strang in Form eines Bandes oder dgl.
extrudiert wird und beide Extrudate, also das Band und das Profil,
in noch thermoplastischem Zustand zusammengeführt werden
und dabei miteinander verschweißen. Dies ist jedenfalls dann,
wenn Rohrmantel und Verstärkungsprofil aus dem gleichen Material,
beispielsweise Polyethylen bestehen, ohne zusätzliche Maßnahmen
möglich. Bei Verwendung eines hohlen Profilabschnittes
kann dieser bis zur völligen Erkaltung und Verfestigung des
Materials unter einem geringen inneren Überdruck gehalten werden.
Die vorbeschriebene Anbringung eines Verstärkungsprofils
hat auch den Vorteil, daß in Abhängigkeit von den jeweiligen
Erfordernissen unterschiedliche Abstände zwischen den ringförmigen
oder schraubenlinienförmigen Profilabschnitten gewählt werden
können, beispielsweise derart, daß mit zunehmenden Abmessungen
des Tanks, insbesondere des Durchmessers, der Abstand zwischen
den Profilabschnitten in Längsrichtung des Wickelrohres
kleiner ist, um so eine größere Festigkeit und Formbeständigkeit
zu erreichen. Andererseits besteht auch die Möglichkeit,
das Ausmaß der durch das Verstärkungsprofil bewirkten Verbesserung
der Formbeständigkeit des Tanks durch die Querschnittsform
des Profils zu beeinflussen. Jedenfalls ist es nicht erforderlich,
Glasfasern oder andere Armierungsubstanzen überhaupt oder
in einer solchen Menge in dem das eigentliche Wickelrohr bildenden
Material und/oder in dem das Verstärkungsprofil bildenden
Material vorzusehen, daß dadurch das Gewicht des Tankes in einer
dessen Handhabung wesentlich erschwerenden Weise vergrößert
würde. Dies bedeutet, daß der Tank in vielen Fällen noch mit
einem Gewicht hergestellt werden kann, welches es ermöglicht,
ihn ohne Hebezeug zu handhaben.
In der Zeichnung sind zwei Ausführungsbeispiele der Erfindung
dargestellt. Es zeigen:
- Fig. 1
- einen Sammeltank für Wasser in Seitenansicht,
- Fig. 2
- die dazugehörige Stirnansicht,
- Fig. 3
- die dazugehörige Draufsicht,
- Fig. 4
- die Seitenansicht eines im Blasverfahren hergestellten Hohlkörpers, der die beiden stirnseitigen End-Teilstücke des Sammeltanks enthält,
- Fig. 5
- einen Ausschnitt aus Fig. 1 in größerem Maßstab,
- Fig. 6
- eine der Fig. 1 entsprechende Ansicht einer zweiten Ausführungsform,
- Fig. 7
- die dazugehörige Draufsicht.
Der in den Figuren 1 - 3 dargestellte Sammeltank 10 ist aus drei
Teilstücken zusammengesetzt, von denen das mittlere Teilstück 12
ein Wickelrohr oder einen Abschnitt eines solchen Wickelrohres
darstellt und die beiden stirnseitigen Endteilstücke 14, 16
Teile eines im Blasverfahren hergestellten Hohlkörpers sind, die
in geeigneter Weise, also mittels Schweißen oder Kleben, mit dem
mittleren Teilstück 12 an dessen jeweiliger Stirnseite verbunden
sind.
Der im Blasverfahren hergestellte Hohlkörper 22 gemäß Fig. 4
wird nach ausreichender Verfestigung entlang einer Querschnittsebene
18 eines rohrförmigen Abschnittes des blasgeformten
Hohlkörpers 22 durchtrennt, so daß die beiden stirnseitigen
Endstücke 14 bzw. 16 für den Sammeltank 10 entstehen, die jeweils
mit einem rohrförmigen Teilabschnitt 19, 20 versehen sind
und über diesen mit dem mittleren Wickelrohr-Teilstück 12 verbunden
werden. Fig. 5 läßt erkennen, daß der Außendurchmesser
des am stirnseitigen Teilstück 14 befindlichen rohrförmigen
Teilabschnittes 19 dem Innendurchmesser des mittleren
Wickelrohr-Abschnittes 12 entspricht, so daß der rohrförmige
Teilab- schnitt 19 des stirnseitigen Teilstückes 14 in der dargestellten
Weise in den Endabschnitt 23 des mittleren Teilstükkes
12 eingeschoben und mittels Schweißen oder sonstwie in
geeigneter Weise mechanisch fest und flüssigkeitsdicht verbunden
werden kann. Das andere stirnseitige Teilstück 16 ist in entsprechender
Weise ausgestaltet und am anderen Ende des mittleren
Teilstückes 12 mit diesem verbunden. Diese überlappende Verbindung
trägt auch zur Vergrößerung der Steifigkeit des Tanks und
somit zur Erhöhung von dessen Druck- und Beulfestigkeit bei.
Das mittlere Teilstück 12 ist zudem außenseitig mit Verstärkungen
in Form von umlaufenden Hohlprofil-Abschnitten 24 versehen,
die bei dem dargestellten Ausführungsbeispiel als zueinander
parallele umlaufende Ringe ausgebildet sind. Es ist natürlich
auch möglich, diese Verstärkungsprofile schraubenlinienförmig
und durchgehend verlaufend anzuordnen.
Die beiden stirnseitigen Teilstücke 12 und 16 sind mit Versteifungsrippen
versehen, die bei der Herstellung des Hohlkörpers 22
im Blasverfahren - oder ggf. auch im Rotations-Sinterverfahren - in
einem Arbeitsgang mit angeformt worden sind. Bei dem stirnseitigen
Teilstück 14, welches eine relativ kurze axiale Erstreckung
aufweist, sind lediglich in der Stirnfläche 26 einige
Verstärkungsrippen 28 eingeformt, wohingegen das stirnseitige
Teilstück 16, welches auch den durch einen Deckel 32 verschließbaren
Dom 30 sowie den größten Teil der Anschlußstutzen 34
trägt, über Teilen seines Umfanges mit eingeformten Versteifungsrippen
36 versehen ist.
Außerdem ist an beiden stirnseitigen Teilstücken 14, 16 im
unteren Bereich jeweils ein über den kreisförmigen Querschnitt
des mittleren Teilstückes 12 nach unten vorstehender Ansatz 36
angeformt, dessen untere im wesentlichen ebene Begrenzungsfläche
38 eine Standfläche bildet, die sich demzufolge in einer Ebene
erstreckt, die im wesentlichen senkrecht zur Längsachse des
Domes 30 verläuft.
Ferner sind die beiden stirnseitigen Teilstücke 14, 16 mit Handgriffen
40 versehen, um den Tank leichter tragen zu können.
Beim Ausführungsbeispiel gemäß den Fig. 1 - 5 ist das Einlaufrohr
42 (Fig. 1) als besonderes Teil ausgebildet, welches nachträglich
in den Tank eingesetzt und in geeigneter Weise mit dem
Anschlußstutzen 34 verbunden wird. Demgegenüber ist beim Ausführungsbeispiel
gemäß den Fig. 6 und 7, bei welchem Teile, die
denen des Ausführungsbeispiels gemäß Fig. 1 - 5 entsprechen, mit
gleichen, jedoch um 100 höheren Bezugszeichen versehen sind, das
Einlaufrohr 142 einstückig am stirnseitigen Teilstück 114 angeformt.
Bei Herstellung im Blasverfahren kann das Einlaufrohr 142
beim Schließen der Blasformteile vom Vorformling derart abgequetscht
werden, daß es über einen Steg 144 mit dem stirnseitigen
Teilstück 114 verbunden bleibt. Fig. 6 der Zeichnung läßt
erkennen, daß das Einlaufrohr 142 in seinem unteren Bereich U-förmig
ausgebildet ist und somit das durch das Einlaufrohr 142
zuströmende Wasser in einem geringen Abstand vom Boden des Tanks
mit einer nach oben gerichteten Strömung in den Tank einläuft.
Dies führt zu einer verhältnismäßig ruhigen, wenig turbulenten
Strömung im Tank, so daß jedenfalls bei normalen Strömungsgeschwindigkeiten
das Aufwirbeln vom am Boden des Tankes abgesetzten
Feststoffen durch das einströmende Wasser zumindest weitgehend
vermieden wird.
Durch das Anbringen des Einlaufrohres 142 und anderer Teile
mittels einstückigem Anformen am blasgeformten Hohlkörper, der
beide Teilstücke 12 und 14 bzw. 112 und 114 umfaßt, wird die
Montage des Tankes erleichtert, und zwar auch in dem Sinne, daß
die Möglichkeit des Herstellens falscher Anschlüsse und dgl.
ausgeschlossen wird.
In den meisten Fällen haben derartige Sammeltanks einen Durchmesser
der 1 m und mehr beträgt. Die Erfindung ist ohne weiteres
und mit Vorteil auch bei derart großen Sammeltanks anwendbar.
Claims (13)
- Verfahren zum Herstellen eines Sammeltanks (10) für Wasser, der zumindest überwiegend aus thermoplatischem Kunststoff besteht und aus vorgefertigten Teilstücken (12, 14, 16) zusammengesetzt wird, dadurch gekennzeichnet, daß ein Teilstück (12) als Rohrabschnitt hergestellt wird und die beiden stirnseitigen End-Teilstücke (14, 16) des Tanks (10) unter Anwendung eines anderen Herstellungsverfahrens, beispielsweise Rotationssintern oder Blasformen, hergestellt werden und das mittlere Teilstück (12) aus dem Rohrabschnitt und die beiden stirnseitigen End-Teilstücke (12, 14) flüssigkeitsdicht, z. B. mittels Schweißen und/oder Kleben, zum Tank zusammengefügt werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß der Rohrabschnitt in Form eines Wickelrohres hergestellt wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die beiden End-Teilstücke (14, 16) des Tanks (10) in Form eines einstückigen Hohlkörpers (22) hergestellt werden, der dann entlang einer Trennfläche (18) in die beiden End-Teilstücke (14, 16) unterteilt wird, um diese mit dem aus dem Rohrabschnitt hergestellten Teilstück (12 zu verbinden.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, daß das in Form eines Wickelrohres hergestellte Teilstück (12) des Tankes dadurch verstärkt wird, daß gleichzeitig mit dem Wickeln des Rohres auf dieses wenigstens ein vorzugsweise hohler Profilabschnitt (24) aufgewickelt und dabei mit der Wandung des Wickelrohres z. B. mittels Schweißen verbunden wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß an den beiden End-Teilstücken (14, 16) des Tanks die Standflächen (38) für diesen angeformt werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß an den beiden End-Teilstücken (14, 16) Stutzen zur Herstellung von Anschlüssen angeformt werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß an einem der End-Teilstücke (114, 116) das Einlaufrohr (142) für das Wasser einstückig angeformt ist.
- Sammeltank insbesondere für Regenwasser, der zumindest überwiegend aus thermoplastischem Kunststoff besteht und aus mehreren Teilstücken (12, 14, 16) zusammengefügt ist, dadurch gekennzeichnet, daß er ein im wesentlichen hohlzylindrisches Teilstück (12) in Form eines Rohrabschnittes aufweist, welcher an jedem seiner beiden Enden durch ein mit dem jeweiligen Ende dicht verbundenes stirnseitiges Teilstück (14, 16) verschlossen ist, dessen Querschnitt wenigstens im Bereich der Verbindung an den des Rohrabschnitts angepaßt ist.
- Tank nach Anspruch 8, dadurch gekennzeichnet, daß der Abschnitt (19, 20) des End-Teilstückes (14, 16) im Bereich der Verbindung mit dem Rohrabschnitt (12) einen Außendurchmesser aufweist, welcher dem Innendurchmesser des Rohrabschnitts im Verbindungsbereich entspricht.
- Tank nach Anspruch 8, dadurch gekennzeichnet, daß der das Teilstück (12) bildende Rohrabschnitt als Wickelrohr ausgebildet ist.
- Tank nach Anspruch 10, dadurch gekennzeichnet, daß das Wickelrohr (12) außenseitig mit umlaufenden, ggf. schraubenlinienförmig verlaufenden Profilabschnitten (24) versehen ist, die mit dem Rohrmantel z. B. mittels Schweißen verbunden sind.
- Tank nach Anspruch 8,dadurch gekennzeichnet, daß an einem der End-Teilstücke (114, 116) das Einlaufrohr (142) für das Wasser einstückig angeformt ist.
- Tank nach Anspruch 8, dadurch gekennzeichnet, daß wenigstens eines der stirnseitigen End-Teilstücke (14, 16) mit einstückig angeformten Verstärkungsrippen (28, 37) versehen ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19719071 | 1997-05-06 | ||
| DE1997119071 DE19719071A1 (de) | 1997-05-06 | 1997-05-06 | Sammeltank für Wasser sowie Verfahren zu dessen Herstellung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0915030A1 true EP0915030A1 (de) | 1999-05-12 |
Family
ID=7828754
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98107785A Withdrawn EP0915030A1 (de) | 1997-05-06 | 1998-04-29 | Sammeltank für Wasser sowie Verfahren zu dessen Herstellung |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0915030A1 (de) |
| DE (1) | DE19719071A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004023286A1 (de) * | 2004-05-11 | 2005-12-15 | Man Technologie Ag | Behälter zum Aufnehmen und Speichern von Flüssigkeiten sowie viskosen Stoffen, insbesondere von Trink- und Abwasser oder Kraftstoff, ein Verfahren zu dessen Herstellung und dessen Verwendung |
| DE102007051025A1 (de) * | 2007-10-25 | 2009-04-30 | Jung Pumpen Gmbh | Pumpschacht |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29912902U1 (de) * | 1999-07-23 | 1999-11-18 | Richter, Günter, Dipl.-Ing., 57610 Altenkirchen | Großvolumiger Behälter zur Aufnahme von flüssigen Medien |
| FR2798913B1 (fr) * | 1999-09-24 | 2002-01-11 | Neveux Ets | Cuve en polyethylene rotomoule de grandes dimensions devant etre enterree et procede de rotomoulage correspondant |
| FR2814159B1 (fr) * | 2000-09-20 | 2003-03-21 | Neveux S A R L | Cuve en polyethylene rotomoule de grandes dimensions devant etre enterree et procede de rotomoulage correspondant |
| DE102006049871A1 (de) * | 2006-10-23 | 2008-04-24 | Faun Umwelttechnik Gmbh & Co. Kg | Müllsammelbehälter eines Müllfahrzeugs und Verfahren zu seiner Herstellung |
| CN104213600A (zh) * | 2014-09-19 | 2014-12-17 | 童劭珣 | 贴壁式屋下水收贮装置 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1953487A1 (de) * | 1969-10-24 | 1971-05-06 | Basf Ag | Heizoelbatteriebehaelter aus glasfaserverstaerktem Kunststoff |
| FR2110681A5 (de) * | 1970-10-21 | 1972-06-02 | Rouvreau Alain | |
| GB2039980A (en) * | 1978-12-22 | 1980-08-20 | Moore Plastics Co Ltd | Improvements relating to bulk tanks |
| US4717040A (en) * | 1987-04-15 | 1988-01-05 | Equinox Industries Ltd. | Rotationally moulded septic tank sleeves |
| US4961670A (en) * | 1989-03-27 | 1990-10-09 | Bonar Inc. | Molded septic tank |
| EP0483575A1 (de) * | 1990-10-29 | 1992-05-06 | Schütz-Werke GmbH & Co. KG. | Weithalsfass aus Kunststoff und Verfahren zu dessen Herstellung |
| US5133475A (en) * | 1991-02-13 | 1992-07-28 | Sharp Bruce R | Storage tank with integral manway |
| DE9311262U1 (de) | 1993-07-29 | 1993-10-14 | Kruk, Robert, 37235 Hessisch Lichtenau | Aus Glasfaserverbundwerkstoff hergestellter Behälter |
| FR2715385A1 (fr) * | 1994-01-25 | 1995-07-28 | Chateauneuf Sa Atel Polyvalent | Cuve de stockage modulaire de grand volume. |
| DE19524474A1 (de) | 1994-07-12 | 1996-01-18 | Fusion Kunststoff Gmbh | Regenwassersammeltank |
| DE29614106U1 (de) * | 1996-08-14 | 1996-09-26 | ELWA Wassertechnik GmbH, 49809 Lingen | Regenwasserfilter |
-
1997
- 1997-05-06 DE DE1997119071 patent/DE19719071A1/de not_active Withdrawn
-
1998
- 1998-04-29 EP EP98107785A patent/EP0915030A1/de not_active Withdrawn
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1953487A1 (de) * | 1969-10-24 | 1971-05-06 | Basf Ag | Heizoelbatteriebehaelter aus glasfaserverstaerktem Kunststoff |
| FR2110681A5 (de) * | 1970-10-21 | 1972-06-02 | Rouvreau Alain | |
| GB2039980A (en) * | 1978-12-22 | 1980-08-20 | Moore Plastics Co Ltd | Improvements relating to bulk tanks |
| US4717040A (en) * | 1987-04-15 | 1988-01-05 | Equinox Industries Ltd. | Rotationally moulded septic tank sleeves |
| US4961670A (en) * | 1989-03-27 | 1990-10-09 | Bonar Inc. | Molded septic tank |
| EP0483575A1 (de) * | 1990-10-29 | 1992-05-06 | Schütz-Werke GmbH & Co. KG. | Weithalsfass aus Kunststoff und Verfahren zu dessen Herstellung |
| US5133475A (en) * | 1991-02-13 | 1992-07-28 | Sharp Bruce R | Storage tank with integral manway |
| DE9311262U1 (de) | 1993-07-29 | 1993-10-14 | Kruk, Robert, 37235 Hessisch Lichtenau | Aus Glasfaserverbundwerkstoff hergestellter Behälter |
| FR2715385A1 (fr) * | 1994-01-25 | 1995-07-28 | Chateauneuf Sa Atel Polyvalent | Cuve de stockage modulaire de grand volume. |
| DE19524474A1 (de) | 1994-07-12 | 1996-01-18 | Fusion Kunststoff Gmbh | Regenwassersammeltank |
| DE29614106U1 (de) * | 1996-08-14 | 1996-09-26 | ELWA Wassertechnik GmbH, 49809 Lingen | Regenwasserfilter |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004023286A1 (de) * | 2004-05-11 | 2005-12-15 | Man Technologie Ag | Behälter zum Aufnehmen und Speichern von Flüssigkeiten sowie viskosen Stoffen, insbesondere von Trink- und Abwasser oder Kraftstoff, ein Verfahren zu dessen Herstellung und dessen Verwendung |
| DE102004023286B4 (de) * | 2004-05-11 | 2009-01-29 | Mt Aerospace Ag | Behälter zum Aufnehmen und Speichern von Flüssigkeiten sowie viskosen Stoffen, insbesondere von Trink- und Abwasser oder Kraftstoff, ein Verfahren zu dessen Herstellung und dessen Verwendung |
| DE102007051025A1 (de) * | 2007-10-25 | 2009-04-30 | Jung Pumpen Gmbh | Pumpschacht |
Also Published As
| Publication number | Publication date |
|---|---|
| DE19719071A1 (de) | 1998-11-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69006701T2 (de) | Mehrschichtiges kunststoffrohr. | |
| DE69016032T2 (de) | Schlauch. | |
| DE3145122C2 (de) | Vorrichtung zum Herstellen eines Rohres od. dgl. aus einem stranggepreßten thermoplastischen Kunststoffprofil | |
| DE3426158C1 (de) | Druckbehaelter aus faserverstaerktem Kunststoff und Verfahren zu dessen Herstellung | |
| DE4040761A1 (de) | Flexible leitung fuer kuehlsysteme von fahrzeugmotoren | |
| EP0311756A2 (de) | Einfüllstutzen für einen Kraftstoffbehälter eines Kraftfahrzeugs | |
| EP0292836A1 (de) | Zylindrischer Hohlkörper aus schraubenlinienförmig aufgewickeltem Kunststoffprofil | |
| DE3321198C1 (de) | Sicherheitslenksaeule aus gewickelten faserverstaerkten Kunststoffen | |
| DE2419530C3 (de) | Tubenförmiger Behälter aus einer mehrschichtigen thermoplastischen Harzschichtfolie | |
| DE2820828C3 (de) | Verfahren zur Herstellung von Wulstkernen für Luftreifen | |
| EP1564336A1 (de) | Thermisch isolierendes Bauelement | |
| EP0915030A1 (de) | Sammeltank für Wasser sowie Verfahren zu dessen Herstellung | |
| EP0118701A2 (de) | Verfahren zur Herstellung einer Verbindungsanordnung von metallischen Rohren eines Wärmetauschers mit einem Rohrboden eines Wasserkastens | |
| DE3804901A1 (de) | Antriebswelle und verfahren zu ihrer herstellung | |
| DE1188793B (de) | Verfahren und Hilfsmittel zur Herstellung eines druckfesten Kunststoffrohres | |
| DE19805189A1 (de) | Hebebühne, insbesondere für Kraftfahrzeuge und Verfahren zur Herstellung der Hebebühne | |
| EP0311837B1 (de) | Hohlprofil, insbesondere Rohr, aus langfaserverstärktem Kunststoff und Verfahren zur Herstellung dieses Hohlprofils | |
| DE19524903A1 (de) | Wellenförmige Kraftübertragungseinrichtung in faserverstärkte Rahmenstrukturen sowie Verfahren zu ihrer Herstellung | |
| DE69611998T2 (de) | Stange eines gepäckträgers und verfahren zur herstellung | |
| DE3321349C2 (de) | ||
| DE4134579C2 (de) | Verfahren zur Herstellung eines zylindrischen Flüssigkeitsgroßbehälters | |
| DE4241108A1 (en) | Deformation element partic. for road vehicle - which works according to collar principle and in central deformation area is of non-reinforced thermoplastic material | |
| DE69100542T3 (de) | Muffenrohr aus Kunststoff sowie Herstellungsverfahren dafür. | |
| EP3463795B1 (de) | Verfahren zur herstellung eines ringförmig geschlossenen endlosschlauches und endlosschlauch | |
| DE69422621T2 (de) | Methode zur Herstellung einer Tragstruktur eines Raumfahrzeuges, und Tragstruktur |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AKX | Designation fees paid | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19991113 |