EP0915051A1 - Verfahren und Einrichtung zur Bildung eines Schuppenstromes überlappter Sendung - Google Patents
Verfahren und Einrichtung zur Bildung eines Schuppenstromes überlappter Sendung Download PDFInfo
- Publication number
- EP0915051A1 EP0915051A1 EP98119526A EP98119526A EP0915051A1 EP 0915051 A1 EP0915051 A1 EP 0915051A1 EP 98119526 A EP98119526 A EP 98119526A EP 98119526 A EP98119526 A EP 98119526A EP 0915051 A1 EP0915051 A1 EP 0915051A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- consignment
- mail items
- guide
- item
- last
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
- B65H29/6609—Advancing articles in overlapping streams forming an overlapping stream
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/12—Delivering or advancing articles from machines; Advancing articles to or into piles by means of the nip between two, or between two sets of, moving tapes or bands or rollers
- B65H29/14—Delivering or advancing articles from machines; Advancing articles to or into piles by means of the nip between two, or between two sets of, moving tapes or bands or rollers and introducing into a pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/32—Orientation of handled material
- B65H2301/321—Standing on edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/421—Forming a pile
- B65H2301/4214—Forming a pile of articles on edge
- B65H2301/42146—Forming a pile of articles on edge by introducing articles from above
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/26—Particular arrangement of belt, or belts
- B65H2404/269—Particular arrangement of belt, or belts other arrangements
- B65H2404/2691—Arrangement of successive belts forming a transport path
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/50—Occurence
- B65H2511/51—Presence
- B65H2511/514—Particular portion of element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/40—Movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/13—Parts concerned of the handled material
- B65H2701/131—Edges
- B65H2701/1313—Edges trailing edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1916—Envelopes and articles of mail
Definitions
- the invention relates to a method and a device for Formation of a shingled stream of overlapped flat mail items, the with their long sides between lateral guide means be fed in and out.
- Overlapped items are e.g. advantageous for space-saving Transport of the consignments in sorting machines or secure Stacking in stacking compartments, in which an accumulation of the next shipment avoided on the trailing edge of the preceding shipment shall be.
- Genoa becomes a continuous or discontinuous stream of broadcasts of individual shipments from a second conveyor system accepted. This works with constant in start-stop mode Steps. The following program is on the placed in front so that the leading edge of the mail is always braked in the same position and then the resulting scale is transported a constant distance becomes. The resulting stream of shed shows one constant distance between the front edges of the consignment.
- the shipments meet the second conveyor system at an acute angle, the trailing edge of the consignment the resulting triangle have to release in time.
- the advantage of the solution according to the invention is that regardless of the length of the shipment, the overlap length the choice of the trailing edges as a reference value for the control is always the same.
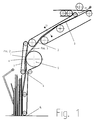
- a guide belt system as a feed means 3 consisting of over Deflection rollers guided elastic guide bands, which leads individual subsequent programs 2 of the facility.
- This consists of a first guide band 4 which overlaps Shipments transported up to a stop 6.
- This Guide belt 4 is facing away from the stacking point Side driven via a guide roller 5 in the start-stop mode.
- This second guide band projects over the first guide band against the stacking movement to support the rear Part of the preceding broadcast.
- the rear of the consignment is covered by a light barrier Li is detected and the item is reached when position 1 is reached stopped regardless of the shipment length. In position 1 has the rear edge from the point of impact of the next broadcast the distance of the specified overlap.
- the stop signal becomes the start signal from the light barrier signal of the rear edge from the light barrier signal of the leading edge taking into account the transport speed and the distance derived from the light barrier Li.
- the pulley 5 is So driven in stop-start mode, which makes the first Volume 4 works in stop-start mode.
- the last shipment 1 of the shingled stream is clamped in the Clamping area around the point K, whereby the free length s of the Consignment 1, which protrudes from the first guide band 4, independently of the shipment length.
- the free length s corresponds to the constant Overlap length c.
- the programs 1, 2 but be upset.
- the leader tape 4 started shortly before arrival of the following program 2, so that at the moment of impact both programs 1, 2 have approximately the same speed. So at the time of impact the distance between the point of impact and the rear edge of the Corresponds to overlap length c, the free length s must be at rest Consignment 1 must be larger to the extent necessary.
- the first guide belt 4 is started as described, so that it has rated speed when the next broadcast 2 is taken over by the guide belt 4.
- the angle ⁇ and the free length s define a right angle Triangle (weft triangle), the catheter d a minimum must not be less than to hit the next broadcast 2 on the preceding program 1 even if it has turned over Corners, etc. to avoid.
- the weft triangle must be closed be formed when the next broadcast 2 begins, move along the hypotenuse, i.e. the rear edge the preceding shipment 1 must be in position 2 (not within the weft triangle).
- the preceding broadcast 1 and the subsequent broadcast 2 will between the guide bands 4 and 7 with a constant Overlap c until the guide belt 4 stops transported further through the rear edge of the following broadcast 2.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Separation, Sorting, Adjustment, Or Bending Of Sheets To Be Conveyed (AREA)
Abstract
Description
- FIG 1
- eine Seitenansicht einer Einrichtung zur Bildung eines Schuppenstromes für ein Stapelfach,
- FIG 2
- eine Seitenansicht der Einrichtung mit dem Antriebsbereich zum Zeitpunkt des Abstoppens,
- FIG 3
- eine Seitenansicht der Einrichtung mit dem Antriebsbereich zum Zeitpunkt des Einfahrens der nachfolgenden Sendung.
Claims (4)
- Verfahren zur Bildung eines Schuppenstromes überlappter flacher Sendungen aus einem Strom vereinzelter flacher und elastischer Sendungen, die mit ihren Längsseiten zwischen seitlichen Führungsmitteln zu- und abgeführt werden, wobei die jeweils vorderste der vereinzelten Sendungen seitlich auf die jeweils letzte Sendung des Schuppenstromes unter einem spitzen Winkel α zum Sendungsteil hinter dem Auftreffpunkt trifft und mit dieser dann geklemmt wird, dadurch gekennzeichnet, daß die jeweils vorauslaufende Sendung (1) höchstens solange unbewegt mit festgelegtem Abstand s zwischen Sendungshinterkante und hinterem Ende des Klemmbereiches der folgenden Sendung bleibt, bis die zugeführte folgende Sendung (2) auf die vorauslaufende Sendung (1) trifft, wobei die folgende Sendung (2) erst den Bereich der Hinterkante der vorauslaufenden unbewegten Sendung (1) erreicht, wenn der ab dem Auftreffpunkt freie hintere Teil dieser unbewegten Sendung (1) von der Zuführrichtung in die Abführrichtung des Schuppenstromes umgeschwenkt ist, und daß dann diese beiden Sendungen sowie alle vorigen Sendungen gemeinsam solange geführt weitertransportiert werden, bis die Hinterkante der nunmehr letzten vorauslaufenden Sendung (2) den festgelegten Abstand zum hinteren Ende des Klemmbereiches erreicht hat.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die vorauslaufende Sendung (1) sowie alle vorherigen Sendungen kurz vor Auftreffen der folgenden Sendung (2) so in Bewegung gesetzt werden, daß beide Sendungen (1, 2) beim Auftreffen gleiche Transportgeschwindigkeit aufweisen.
- Einrichtung zur Bildung eines Schuppenstromes überlappter flacher Sendungen aus einem Strom vereinzelter flacher und elastischer Sendungen, die mit ihren Längsseiten zwischen seitlichen Führungsmitteln zu- und abgeführt werden, wobei die jeweils vorderste der vereinzelten Sendungen seitlich auf die jeweils letzte Sendung des Schuppenstromes unter einem spitzen Winkel α zum Sendungsteil hinter dem Auftreffpunkt trifft und mit dieser dann geklemmt wird, dadurch gekennzeichnet, daßein erstes elastisches, zwischen Rollen laufendes Führungsband (4) mit seiner Führungsfläche zur Führung der Sendungen vorhanden ist, wobei die in Transportrichtung hintere Umlenkrolle (5) im Start-Stop-Betrieb angetrieben ist,ein zweites, zwischen Umlenkrollen laufendes elastisches Führungsband (7) vorgesehen ist, welches mit einem Teil seiner Führungsfläche gegen die Führungsfläche des ersten Führungsbandes (4) ab der Umlenkung mit der angetriebenen Umlenkrolle (5) drückt, so daß zwischen beiden Führungsbändern (4, 7) eingeklemmt die Sendungen abtransportiert werden, wobei der hintere, das erste Führungsband nicht berührende Teil der Führungsfläche mindestens so lang ist, daß der hintere Teil der letzten vorauslaufenden Sendung gestützt wird,die auf Lücke vereinzelten Sendungen (2) unter einem Winkel α zum Sendungsteil der jeweiligen letzten vorauslaufenden Sendungen hinter dem Auftreffpunkt mittels der Zuführmittel (3) zum hinteren Ende des Klemmbereiches der letzten vorauslaufenden Sendung (1) transportiert werden, wobei die Sendungen zwischen dem hinteren Ende des Klemmbereiches und den Zuführmitteln (3) über eine Länge, die kürzer als die kürzeste Sendung und mindestens so lang wie die größte Überlappungslänge c ist, ungeführt sind,die angetriebene Umlenkrolle (5) so angesteuert ist, daß die vorauslaufenden Sendungen (1) in Transportrichtung bewegt werden und die angetriebene Umlenkrolle (5) jeweils gestoppt wird, sobald ein festgelegter Abstand s zwischen dem hinteren Ende des Klemmbereiches und der Hinterkante der zwischen den Führungsbändern (4) und (7) transportierten letzten Sendung (1) erreicht ist,der Winkel α und der Abstand s zwischen dem hinteren Ende des KLemmbereiches und der Hinterkante der letzten vorauslaufenden Sendung (1) so festgelegt ist, daß die Folgesendungen (2) nicht auf die Hinterkanten auch bei umgebogenen Ecken der letzten vorauslaufenden Sendungen (1) treffen, wobei die Folgesendung (2) frühestens dann den Bereich der Hinterkante der letzten vorauslaufenden und gestoppten Sendung (1) erreicht, wenn sich deren ungeklemmter Teil ans zweite Führungsband (7) angelegt hat.
- Einrichtung nach Anspruch 3, dadurch gekennzeichnet, daß eine Lichtschranke (Li) innerhalb der Zuführmittel (3) angeordnet ist und aus ihrem Abstand zum Auftreffpunkt, der Zuführgeschwindigkeit und dem Zeitpunkt des Meßsignals der Lichtschranke (Li) bei Passieren der Hinterkante der Zeitpunkt des Stopsignals für die angetriebene Umlenkrolle (5) bei Erreichen des festgelegten Abstandes zwischen Auftreffpunkt und Hinterkante der Sendung ermittelt wird und aus dem Zeitpunkt des Meßsignals bei Passieren der Vorderkante der Zeitpunkt des Startsignals für die angetriebene Umlenkrolle (5) ermittelt wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19749610 | 1997-11-10 | ||
| DE19749610A DE19749610C1 (de) | 1997-11-10 | 1997-11-10 | Verfahren und Einrichtung zur Bildung eines Schuppenstromes überlappter Sendungen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0915051A1 true EP0915051A1 (de) | 1999-05-12 |
| EP0915051B1 EP0915051B1 (de) | 2002-07-03 |
Family
ID=7848167
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98119526A Expired - Lifetime EP0915051B1 (de) | 1997-11-10 | 1998-10-15 | Verfahren und Einrichtung zur Bildung eines Schuppenstromes überlappter Sendung |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US6179284B1 (de) |
| EP (1) | EP0915051B1 (de) |
| DE (2) | DE19749610C1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1930268A3 (de) * | 2006-12-07 | 2010-01-13 | Siemens Aktiengesellschaft | Verfahren und Vorrichtung zum Umlenken flacher Gegenstände |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0420031D0 (en) * | 2004-09-09 | 2004-10-13 | Pitney Bowes Ltd | Trailing edge deflector for sheet handling apparatus |
| US7380790B2 (en) | 2005-01-12 | 2008-06-03 | Pitney Bowes Ltd. | Trailing edge rotating deflector with center passage for sheet handling apparatus |
| DE102007057497A1 (de) * | 2007-11-29 | 2009-06-10 | Siemens Ag | Verfahren und Vorrichtung zum Zusammenführen von zwei Strömen von Gegenständen |
| DE102011083624A1 (de) | 2011-09-28 | 2013-03-28 | Siemens Aktiengesellschaft | Stapelvorrichtung und Stapelverfahren |
| DE102010063708A1 (de) | 2010-12-21 | 2012-06-21 | Siemens Aktiengesellschaft | Stapelvorrichtung und Stapelverfahren |
| DE102012206784A1 (de) | 2011-04-29 | 2012-10-31 | Siemens Aktiengesellschaft | Verfahren und Vorrichtung zum Prüfen eines zu verarbeitenden Gegenstands |
| DE102012202082A1 (de) | 2012-02-13 | 2013-08-14 | Siemens Aktiengesellschaft | Sortieranlage mit mehreren Sortierendstellen, die eigene abschaltbare Antriebe aufweisen |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3814415A (en) * | 1972-07-27 | 1974-06-04 | Burroughs Corp | Device for aiding the stacking of documents |
| JPS63165266A (ja) * | 1986-12-26 | 1988-07-08 | Isowa Ind Co | 板状シ−トのこけら重ね制御方法 |
| US5224697A (en) * | 1991-04-04 | 1993-07-06 | La Poste | Device for the formation of a stack of flat articles, especially mail envelopes |
| EP0565254A1 (de) * | 1992-04-10 | 1993-10-13 | Ncr International Inc. | Vorrichtung zum Laden von Blättern in einen Auffang |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3606311A (en) * | 1968-05-01 | 1971-09-20 | Nippon Electric Co | Stacking apparatus for card like items |
| FI47330C (fi) * | 1970-08-18 | 1973-11-12 | Ahlstroem Oy | Arkinlatoja |
| FR2288049A1 (fr) * | 1974-10-17 | 1976-05-14 | Secap | Perfectionnement aux empileurs de plis postaux et analogues |
| DE2725547C2 (de) * | 1977-06-07 | 1983-12-22 | De La Rue Giori S.A., 1003 Lausanne | Verfahren und Vorrichtung zum fächerartigen Übereinanderschieben von bogen- oder heftförmigen Gegenständen |
| DE3317865A1 (de) | 1983-05-17 | 1984-11-22 | Licentia Patent-Verwaltungs-Gmbh, 6000 Frankfurt | Verteilfachstrecke fuer flache sendungen wie briefe |
| JPS60202041A (ja) * | 1984-03-27 | 1985-10-12 | Mitsubishi Heavy Ind Ltd | 板状体の搬送装置 |
| US4799663A (en) * | 1986-06-26 | 1989-01-24 | G.B.R. Ltd. | Feeding mechanism |
| DE3700827A1 (de) | 1987-01-14 | 1988-07-28 | Licentia Gmbh | Stapeleinrichtung fuer briefsendungen |
| DE3723259C2 (de) * | 1987-07-14 | 1995-04-13 | Licentia Gmbh | Stapeleinrichtung für Briefe |
| US4776578A (en) * | 1987-09-01 | 1988-10-11 | Mitsubishi Jukogyo Kabushiki Kaisha | Apparatus for preventing disorder in sheet alignment |
-
1997
- 1997-11-10 DE DE19749610A patent/DE19749610C1/de not_active Expired - Fee Related
-
1998
- 1998-10-15 EP EP98119526A patent/EP0915051B1/de not_active Expired - Lifetime
- 1998-10-15 DE DE59804645T patent/DE59804645D1/de not_active Expired - Lifetime
- 1998-11-10 US US09/188,412 patent/US6179284B1/en not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3814415A (en) * | 1972-07-27 | 1974-06-04 | Burroughs Corp | Device for aiding the stacking of documents |
| JPS63165266A (ja) * | 1986-12-26 | 1988-07-08 | Isowa Ind Co | 板状シ−トのこけら重ね制御方法 |
| US5224697A (en) * | 1991-04-04 | 1993-07-06 | La Poste | Device for the formation of a stack of flat articles, especially mail envelopes |
| EP0565254A1 (de) * | 1992-04-10 | 1993-10-13 | Ncr International Inc. | Vorrichtung zum Laden von Blättern in einen Auffang |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 012, no. 432 (M - 763) 15 November 1988 (1988-11-15) * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1930268A3 (de) * | 2006-12-07 | 2010-01-13 | Siemens Aktiengesellschaft | Verfahren und Vorrichtung zum Umlenken flacher Gegenstände |
| US7744084B2 (en) | 2006-12-07 | 2010-06-29 | Siemens Aktiengesellschaft | Method and device for diverting flat objects |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0915051B1 (de) | 2002-07-03 |
| DE59804645D1 (de) | 2002-08-08 |
| DE19749610C1 (de) | 1998-11-12 |
| US6179284B1 (en) | 2001-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0868227B1 (de) | Vorrichtung und verfahren zum zwischenstapeln von sendungen | |
| EP0227998B1 (de) | Verfahren zum Steuern des Abzugsvorganges bei einer Vereinzelungseinrichtung und Anordnung zur Durchführung des Verfahrens | |
| DE69025627T2 (de) | Sortiereinrichtung für dokumente | |
| DE102007031115B4 (de) | Vorrichtung zum positionsgenauen Zuführen von tafelförmigen Gütern sowie entsprechendes Verfahren | |
| DE68923136T2 (de) | Vorrichtung zum Einstellen der Bogenlage. | |
| EP1542811B1 (de) | Vorrichtung zur messung der biegesteifigkeit von flachen sendungen | |
| WO1997031726A1 (de) | Verfahren zur steuerung einer abzugsvorrichtung für flache sendungen von einem stapel | |
| EP2316580A1 (de) | Vorrichtung und Verfahren zum Verarbeiten von Gegenständen unterschiedlicher Abmessungen | |
| EP2363363A2 (de) | Verfahren und Vorrichtung zur Richtungsumkehr beim Transport von Gegenständen | |
| EP0648184B1 (de) | Verfahren zum betreiben einer falzmaschine | |
| EP1421022B1 (de) | Verfahren und anordnung zum erkennen von doppelabzügen | |
| EP0915051B1 (de) | Verfahren und Einrichtung zur Bildung eines Schuppenstromes überlappter Sendung | |
| EP1149037B1 (de) | Verfahren und vorrichtung zur bildung eines bündels von einzelblättern | |
| EP1771368B1 (de) | Vereinzelungsstrecke für überlappte flache sendungen in stehender position | |
| EP0755887A2 (de) | Verfahren und Vorrichtung zum pneumatischen Bogenabbremsen im Ausleger einer Bogenrotationsdruckmaschine | |
| DE4315053C2 (de) | Vorrichtung zur Richtungsumkehr von flachen Sendungen | |
| EP0743269B1 (de) | Verteilfachstrecke für flache Sendungen | |
| EP2316766B9 (de) | Ausschleusstation für Kartonzuschnitte und Verfahren zum Herstellen und Ausschleusen von Kartonzuschnitten | |
| DE10223349B4 (de) | Verfahren und Einrichtung zum Stapeln von flachen Sendungen | |
| EP1930268A2 (de) | Verfahren und Vorrichtung zum Umlenken flacher Gegenstände | |
| WO2012110412A1 (de) | Verfahren und vorrichtung zum sortieren von flachen gegenständen mit lückenveränderung | |
| DE69002363T2 (de) | Verfahren und Vorrichtung zum Zuführen von Artikeln. | |
| DE102018008015A1 (de) | Vorrichtung und Verfahren zum Transport von Werkstoffplatten | |
| DE2028004A1 (de) | Briefverteilanlage | |
| DE2013810C (de) | Einrichtung zum Bilden von Stapeln aus einem Forderfluß von flachen Sendungen wie z B Briefsendungen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE DE FR GB IT |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19990618 |
|
| AKX | Designation fees paid |
Free format text: BE DE FR GB IT |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 20010918 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE FR GB IT |
|
| REF | Corresponds to: |
Ref document number: 59804645 Country of ref document: DE Date of ref document: 20020808 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20021007 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030404 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20081030 Year of fee payment: 11 |
|
| BERE | Be: lapsed |
Owner name: *SIEMENS A.G. Effective date: 20091031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091031 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R084 Ref document number: 59804645 Country of ref document: DE Effective date: 20120605 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20141017 Year of fee payment: 17 Ref country code: GB Payment date: 20141013 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20141029 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20141219 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59804645 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20151015 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160503 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151015 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151015 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20160630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151102 |