EP0919362A1 - Olydinamische Gesenkpresse mit vertikaler Achsialschub, ausgestattet mit mehreren Gesenkpaaren - Google Patents
Olydinamische Gesenkpresse mit vertikaler Achsialschub, ausgestattet mit mehreren Gesenkpaaren Download PDFInfo
- Publication number
- EP0919362A1 EP0919362A1 EP97120989A EP97120989A EP0919362A1 EP 0919362 A1 EP0919362 A1 EP 0919362A1 EP 97120989 A EP97120989 A EP 97120989A EP 97120989 A EP97120989 A EP 97120989A EP 0919362 A1 EP0919362 A1 EP 0919362A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- carriage
- die
- die carrier
- base
- oleodynamic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000003825 pressing Methods 0.000 claims abstract description 10
- 238000000034 method Methods 0.000 claims abstract description 4
- 239000002184 metal Substances 0.000 description 7
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B1/00—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen
- B30B1/32—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen by plungers under fluid pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/04—Frames; Guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B7/00—Presses characterised by a particular arrangement of the pressing members
- B30B7/02—Presses characterised by a particular arrangement of the pressing members having several platens arranged one above the other
Definitions
- the present invention relates to an oil dynamic die press with vertical axis, equipped with one or more Die pairs; this press is with two or more Stand equipped, and is used for forming and pressing semi-finished and / or finished products.
- a well-known press consists of a metallic framework with two or several stands, the undersides of which are attached to a metallic Base are attached, which is a single support level for the product to be pressed; the top ends of the Stands support a solid metallic crossbar which one with a single expansion piston or one Double expansion piston equipped oleodynamic cylinder worked out, or the cylinder is inside the crossbar.
- the piston is attached to metal slides, which slide vertically along the fixed stands.
- the one at the Piston attached to the slide acts on the support level of the upper crossbar with a force whose intensity is like that Intensity of the force with which the cylinder is on the Support level of the base acts.
- the empty stroke after the empty end stop of the slide can from the same main piston of the press (in the case of a double expansion piston) or carried out by secondary pistons, one side with the base and the second side with the slide (in the case of a single expansion piston) are connected.
- a working group consists of the working stroke of the slide from the upper to the lower end stop (effective working stroke of the piston) together with the idle stroke after the upper one End stop (empty working stroke of the piston).
- the present invention as characterized in the claims is, the task solves an oleodynamic Die press with vertical axial thrust, equipped with to create several pairs of dies; generated in each working group the press according to the invention two or more simultaneous Presses with two or more dies, one first pressure is attached to the main piston by one reached first carriage, being pressed by second several sledges that move along the stand, be carried out.
- the press includes several pairs of dies, and one oleodynamic Device, which several slides in between a base and an upper crossbar included area drives; the sleds are guided by stands, which connect the base to the upper crossbar; everyone The carriage has a die carrier that is characterized by the oleodynamic Device is clamped to one by one Sled, the base and / or the top To lock crossbar worn die carrier; Moreover the following links are provided: positioning means for Determine the empty end stop of the sled before Pressing and placing the sled on the upper cross bar and the base; Return means that lead to the return of the Serve sledges after the empty end stop.
- the press has a vertical Stand connected to an upper cross bar Underframe on; a first die carrier is from the Base worked out, with a second Die carrier located in the upper crossbar; a mobile oleodynamic device consists of an upper and a lower sled that is in opposite Directions in between the base and the top Move crossbar contained area; the upper and the lower sledges each carry a die carrier.
- a master cylinder is attached to the lower carriage; one being firmly connected to the upper slide Master piston slides within the master cylinder.
- the advantages achieved by the present invention are that: The productivity of the press is increased so that the number of pressed products with the same circles and the same press mass is doubled; in fact, the die press according to the invention uses both forces of the reaction principle simultaneously on two dies, so that an important reduction in the electrical energy withdrawn is achieved. or: The investment, installation, operation and maintenance costs are reduced because the number of working groups with the same productivity, the number of pressings, and the wear and tear of all oleodynamic and mechanical devices are reduced by half.
- a metallic base frame 1 (Fig.1) with a housing level the dies of the lower die 15, a fixed one upper crossbar 2 with a housing level of the male part the upper die 16, an oleodynamic device 3, which consists of a master cylinder 10 and a master piston 8 is formed, a lower attached to the master cylinder 10 Carriage 11 and one attached to the main piston 8 upper carriage 7; a first majority of auxiliary cylinders 5 is used for the return (idle stroke) of the single expansion piston 8, and a second majority of double expansion cylinders 4 is for positioning the slides 7, 11 the oleodynamic device 3 and for the approximation of the Carriage 7, 11 of the upper crossbar 2 and the base 1 provided.
- the stands 6 serve to guide the carriage 7, 11, however the auxiliary cylinders 5 with the double expansion pistons to move the oleodynamic device back into the upper one End stop (after idle stroke) A applied if the main piston 8 is a single expansion piston (plunger).
- Fig.8 shows a scheme of those in the previous figures structures shown.
- the press of Fig.9 consists of a base 1 and an upper cross bar 2, which are connected by stands 6 so that a monolithic framework is determined; the stands 6 serve to guide a plurality of metal slides 7, 7a, the starting point of which is located between the base frame 1 and the upper crossbar 2.
- a majority of auxiliary cylinders 4 are provided for the initial positioning of the slides 7a with respect to the upper crossbar 2 and the base frame 1. As is known, the cylinders 4 are fed.
- a first die carrier 20 is provided on the upper surface of the base frame 1, a second die carrier 21 is arranged on the upper surface of the carriage 7a; a third die carrier 22, which presses on the first die carrier 20 of the underframe 1, is located on the lower surface of the carriage 7a; finally, a fourth die carrier 23 is arranged on the lower surface of the carriage 7 to press the second die carrier 21 of the carriage 7a.
- the upper crossbar 2 supports a master cylinder 10 equipped with a master piston 8; the main piston 8 being fixed to the carriage 7 by known mechanical means.
- the master cylinder 10 is fed with a working medium via a line 19 which is connected to an oleodynamic pump, not shown.
- the piston 8 If the pump sends the pressed medium to the cylinder 10, the piston 8 is pushed downwards; the piston 8 drives the carriage 7 in the same direction until the carriage 7 has not touched the carriage 7a underneath so that the die carrier 23 of the carriage 7a can be pressed onto the die carrier 21; the entrainment continues until the carriage 7a has not touched the underframe 1 so that the third die carrier 22 can be pressed onto the first die carrier 20.
- the auxiliary cylinders 4 and 5 push the carriages 7a back to the starting point so that a new pressing process can begin.
- the oleodynamic devices by electrical and electronic Control - Control and regulation systems controlled.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Press Drives And Press Lines (AREA)
Abstract
Eine öldynamische Gesenkpresse umfaßt eine öldynamische Vorrichtung (3), die zwischen dem Untergestell (1) und der oberen Kreuzstange (2) der Presse angeordnet ist; ein erster Gesenkträger (15) ist aus dem Untergestell (1) herausgearbeitet, wobei sich ein zweiter Gesenkträger (16) in der oberen Kreuzstange (2) befindet; die öldynamische Vorrichtung (3) trägt einen oberen (7) und einen unteren Schlitten (11), die öldynamische Vorrichtung (3) treibt die Schlitten (7,11) in entgegengesetzten Richtungen im zwischen dem Untergestell (1) und der oberen Kreuzstange (2) enthaltenen Bereich. <IMAGE>
Description
Die vorliegende Erfindung betrifft eine öldynamische Gesenkpresse
mit Vertikalachse, ausgestattet mit einer oder mehreren
Gesenkpaaren; diese Presse ist mit zwei oder mehreren
Ständern ausgestattet, und dient für Bilden und Pressung
halbfertiger und/oder fertiger Erzeugnisse.
Im wesentlichen weisen die gewöhnlichen öldynamischen
Gesenkpressen eine Vertikalachse auf; eine bekannte Presse
besteht aus einem metallischen Rahmenwerk mit zwei oder
mehreren Ständern, dessen Unterseiten an einem metallischen
Untergestell befestigt sind, das eine einzige Auflageebene
für das zu pressende Erzeugnis umfaßt; die oberen Enden der
Ständer stützen eine feste metallische Kreuzstange ab, aus
welcher ein mit einem Einfachexpansionskolben oder einem
Doppelexpansionskolben ausgestatteter öldynamischer Zylinder
herausgearbeitet ist, oder der Zylinder befindet sich innerhalb
der Kreuzstange.
Der Kolben ist an metallischen Schlitten befestigt, welche
längs der festen Ständer vertikal gleiten. Der an den
Schlitten befestigte Kolben wirkt auf der Auflageebene der
oberen Kreuzstange mit einer Kraft, deren Intensität wie die
Intensität der Kraft ist, mit welcher der Zylinder auf der
Auflageebene des Untergestells wirkt.
Der Leerhub nach dem leeren Endanschlag des Schlittens kann
vom selben Hauptkolben der Presse (im Fall eines Doppelexpansionskolbens)
oder von Nebenkolben ausgeführt werden,
deren eine Seite mit dem Untergestell und die zweite Seite
mit dem Schlitten (im Fall eines Einfachexpansionskolbens)
verbunden sind.
Die technischen Merkmale einer z.Z. gewöhnlichen Presse, abgesehen
von den wirksamen Flächen der Arbeitsebenen, vom
Durchmesser, vom Druck und vom Arbeitshub des Hauptkolbens
des Schlittens, werden durch die in Tonnen gezeichnete
Druckkraft und durch die Zahl von Kreisen in der Zeiteinheit
bestimmt.
Ein Arbeitskreis besteht aus der Arbeitshub des Schlittens
vom oberen bis zum unteren Endanschlag (wirksamer Arbeitshub
des Kolbens) zusammen mit dem Leerhub nach dem oberen
Endanschlag (leerer Arbeitshub des Kolbens).
Die gewöhnlichen öldynamischen Gesenkpressen, wie sie z.Z.
hergestellt werden, weisen ein einziges Untergestell auf,
welches zusammen mit einem einzigen Schlitten arbeitet; deshalb,
können diese Gesenkpressen mit einem einzigen Gesenk
(selbst mehrfach) funktionieren, d.h. mit einer einzigen
Matrize und einer einzigen Patrize; auf diesem Grund wird
eine einzige Pressung erreicht für jedem Arbeitskreis.
Die vorliegende Erfindung, wie sie in den Ansprüchen gekennzeichnet
ist, löst die Aufgabe eine öldynamische
Gesenkpresse mit vertikaler Achsialschub, ausgestattet mit
mehreren Gesenkpaaren zu schaffen; in jedem Arbeitskreis erzeugt
die erfindungsgemäße Presse zwei oder mehrere gleichzeitige
Pressungen mit zwei oder mehreren Gesenken, eine
erste Pressung wird durch einen am Hauptkolben befestigten
ersten Schlitten erreicht, wobei zweite Pressungen durch
mehrere Schlitten, welche sich längs der Ständer bewegen,
ausgeführt werden.
Die Presse umfaßt mehrere Gesenkpaare, und eine öldynamische
Vorrichtung, welche mehrere Schlitten im zwischen einem Untergestell
und einer oberen Kreuzstange enthaltenen Bereich
treibt; die Schlitten werden durch Ständer geführt, welche
das Untergestell mit der oberen Kreuzstange verbinden; jeder
Schlitten weist einen Gesenkträger auf, der durch die öldynamische
Vorrichtung gespannt wird, um einen durch einen anliegenden
Schlitten, das Untergestell und/oder die obere
Kreuzstange getragenen Gesenkträger zu sperren; außerdem
sind folgende Glieder vorgesehen: Positionierenmittel zum
Bestimmen des leeren Endanschlages der Schlitten vor der
Pressung und Ansetzen der Schlitten an die obere Kreuzstange
und das Untergestell; Rücklaufmittel, die zum Rücklauf der
Schlitten nach dem leeren Endanschlag dienen.
Falls ein Doppelexpansionskolben verwendet wird, bestehen
die Positionierenmittel und die Rücklaufmittel aus der öldynamischen
Vorrichtung.
In einer Ausführungsform weist die Presse ein durch vertikale
Ständer mit einer oberen Kreuzstange verbundenes
Untergestell auf; ein erster Gesenkträger ist aus dem
Untergestell herausgearbeitet, wobei sich ein zweiter
Gesenkträger in der oberen Kreuzstange befindet; eine bewegliche
öldynamische Vorrichtung besteht aus einem oberen und
einem unteren Schlitten, die sich in entgegengesetzten
Richtungen im zwischen dem Untergestell und der oberen
Kreuzstange enthaltenen Bereich bewegen; der obere und der
untere Schlitten tragen je einen Gesenkträger.
Ein Hauptzylinder ist an dem unteren Schlitten befestigt;
wobei ein mit dem oberen Schlitten festverbundener
Hauptkolben innerhalb des Hauptzylinders gleitet.
Das Führen einer Flüssigkeit in den Hauptzylinder (z. B.
durch eine öldynamische Pump) verursacht eine gleichzeitige
Entfernungsbewegung der beiden Schlitten, welche den Hub des
Kolbens zu der oberen Kreuzstange und des Zylinders zu dem
Untergestell begrenzt. Die Kraft, die durch die Berührung
zwischen dem oberen Schlitten (Patrizeträger oder
Matrizeträger) und der oberen Kreuzstange (Matrizeträger
oder Patrizeträger) verursacht wird, hat eine so bedeutende
Intensität wie die Intensität der entgegengesetzten Kraft,
die durch die Berührung zwischen dem unteren Schlitten
(Matrizeträger oder Patrizeträger) und dem Untergestell
(Patrizeträger oder Matrizeträger) verursacht wird.
Ist die mit dem oberen Schlitten zusammengebaute Masse so
bedeutend wie die mit dem unteren Schlitten zusammengebaute
Masse, so werden zwei gleichzeitige Pressungen in einem einzigen
Arbeitskreis der Presse in zwei zwischen den Schlitten
und den jeweiligen festen Kreuzstangen angeordneten Gesenken
erreicht.
Die durch die vorliegende Erfindung erreichten Vorteile sind
darin zu sehen daß:
Die Produktivität der Presse so vermehrt wird, daß die Zahl an gepressten Erzeugnissen mit denselben Kreisen und derselben Pressenmasse verdoppelt wird; tatsächlich verwendet die erfindungsgemäße Gesenkpresse beide Kräfte des Reaktionsprinzips gleichzeitig auf zwei Gesenken, damit eine wichtige Verminderung der entgenommenen elektrischen Energie erreicht wird.
oder:
Die Investitions - Aufstellungs - Funktionierungs - und - Erhaltungs - Kosten gesenkt werden, da die Zahl der Arbeitskreise mit derselben Produktivität, die Zahl der Pressungen, und der Verschleiss von allen öldynamischen und mechanischen Vorrichtungen auf die Hälfte herabgesetzt werden.
Die Produktivität der Presse so vermehrt wird, daß die Zahl an gepressten Erzeugnissen mit denselben Kreisen und derselben Pressenmasse verdoppelt wird; tatsächlich verwendet die erfindungsgemäße Gesenkpresse beide Kräfte des Reaktionsprinzips gleichzeitig auf zwei Gesenken, damit eine wichtige Verminderung der entgenommenen elektrischen Energie erreicht wird.
oder:
Die Investitions - Aufstellungs - Funktionierungs - und - Erhaltungs - Kosten gesenkt werden, da die Zahl der Arbeitskreise mit derselben Produktivität, die Zahl der Pressungen, und der Verschleiss von allen öldynamischen und mechanischen Vorrichtungen auf die Hälfte herabgesetzt werden.
Weitere Vorteile, Einzelheiten und erfindungswesentliche
Merkmale ergeben sich aus der nachfolgenden Beschreibung von
bevorzugten Ausführungsbeispielen der Gesenkpresse gemäß der
Erfindung, unter Bezugnahme auf die beigefügten Zeichnungen.
Dabei zeigt im einzelnen:
Gemäß einer ersten Ausführungsform, besteht die Gesenkpresse
aus einem metallischen Untergestell 1 (Abb.1) mit einer Gehäuseebene
der Matrizen des unteren Gesenkes 15, einer festen
oberen Kreuzstange 2 mit einer Gehäuseebene der Patrizen
des oberen Gesenkes 16, einer öldynamischen Vorrichtung
3, die aus einem Hauptzylinder 10 und einem Hauptkolben 8
ausgebildet ist, einem am Hauptzylinder 10 befestigten unteren
Schlitten 11 und einem am Hauptkolben 8 befestigten
oberen Schlitten 7; eine erste Mehrheit an Hilfszylindern 5
dient für den Rücklauf (Leerhub) des Einfachexpansionskolbens
8, und eine zweite Mehrheit an Doppelexpansionszylindern
4 ist für das Positionieren der Schlitten 7, 11
der öldynamischen Vorrichtung 3 und für die Näherung der
Schlitten 7, 11 der oberen Kreuzstange 2 und dem Untergestell
1 vorgesehen.
Die Axonometrie der Abbildungen 2, 3 stellen die bewegliche
öldynamische Gesenkpresse im unteren Endanschlag (nach dem
Arbeitshub) A1 (Abb.2) und im oberen Endanschlag (nach dem
Leerhub) A (Abb.3) dar; es stellt sich, daß A1 > A, dagegen
entspricht A1 - A dem Hub des Hauptkolbens 8.
Die Ständer 6 dienen zum Führen der Schlitten 7, 11, dagegen
werden die Hilfszylinder 5 mit den Doppelexpansionskolben
zur Rückbewegung der öldynamischen Vorrichtung in den oberen
Endanschlag (nach dem Leerhub) A angewandt, falls der Hauptkolben
8 ein Einfachexpansionskolben (Tauchkolben) ist.
Abb.4 stellt einen Vertikalschnitt der öldynamischen Vorrichtung
3 im unteren Endanschlag (nach dem Arbeitshub) A1
dar; diese öldynamische Vorrichtung 3 besteht aus:
Abb.5 stellt einen Vertikalschnitt der öldynamischen Vorrichtung
3 im oberen Endanschlag (Leerhub) A dar.
Abb.6 stellt eine axonometrische Explosionsdarstellung der öldynamischen Vorrichtung 3 dar; diese Abbildung erklärt die folgenden Strukturen:
Abb.6 stellt eine axonometrische Explosionsdarstellung der öldynamischen Vorrichtung 3 dar; diese Abbildung erklärt die folgenden Strukturen:
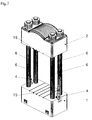
Abb.7 zeigt eine Axonometrie des selbsttragenden metallischen
Rahmenwerkes mit dem Untergestell 1 und der oberen
Kreuzstange 2; die seitlichen Ständer 6 schließen den
Rahmenwerk; diese Abbildung stellt die folgenden Strukturen
dar:
Abb.8 zeigt ein Scheme der in den vorangehenden Abbildungen
dargestellten Strukturen.
Die Presse der Abb.9 besteht aus einem Untergestell 1 und
einer oberen Kreuzstange 2, die durch Ständer 6 so verbunden
werden, daß ein monolitischer Rahmenwerk bestimmt wird; die
Ständer 6 dienen zur Führung von mehreren metallischen
Schlitten 7, 7a, deren Anfangsstelle sich zwischen dem
Untergestell 1 und der oberen Kreuzstange 2 befindet.
Eine Mehrheit an Hilfszylinder 4 ist zum Anfangspositionieren der Schlitten 7a hinsichtlich der oberen Kreuzstange 2 und des Untergestells 1 vorgesehen. Die Zylinder 4 werden bekanntermaßen gespeist.
Ein erster Gesenkträger 20 ist an der oberen Fläche des Untergestells 1 vorgesehen, wobei ein zweiter Gesenkträger 21 an der oberen Fläche des Schlittens 7a ist angeordnet; ein dritter Gesenkträger 22, der auf den ersten Gesenkträger 20 des Untergestells 1 drückt, befindet sich an der unteren Fläche des Schlittens 7a; schließlich, ein vierter Gesenkträger 23 ist an der unteren Fläche des Schlittens 7 angeordnet, um auf den zweiten Gesenkträger 21 des Schlittens 7a zu drücken.
Die obere Kreuzstange 2 stützt einen mit einem Hauptkolben 8 ausgestatteten Hauptzylinder 10; wobei der Hauptkolben 8 am Schlitten 7 durch bekannte mechanische Mittel befestigt wird.
Der Hauptzylinder 10 wird mit einem Arbeitsmedium über einer Leitung 19 gespeist, welche an einer nicht dargestellten öl-dynamischen Pumpe angeschlossen ist.
Sendet die Pumpe das gedrückte Medium an den Zylinder 10, so wird der Kolben 8 nach unten geschoben; der Kolben 8 nimmt den Schlitten 7 in derselben Richtung solange mit, bis der Schlitten 7 den darunter liegenden Schlitten 7a nicht berührt hat, damit der Gesenkträger 23 des Schlittens 7a auf den Gesenkträger 21 gedrückt werden kann; die Mitnahme dauert solange, bis der Schlitten 7a das Untergestell 1 nicht berührt hat, damit der dritte Gesenkträger 22 auf den ersten Gesenkträger 20 gedrückt werden kann.
Nach beendetem Pressungsverfahren, schieben die Hilfszylinder 4 und 5 der Schlitten 7a zur Anfangsstelle wieder, damit ein neues Pressungsverfahren anfangen kann.
Eine Mehrheit an Hilfszylinder 4 ist zum Anfangspositionieren der Schlitten 7a hinsichtlich der oberen Kreuzstange 2 und des Untergestells 1 vorgesehen. Die Zylinder 4 werden bekanntermaßen gespeist.
Ein erster Gesenkträger 20 ist an der oberen Fläche des Untergestells 1 vorgesehen, wobei ein zweiter Gesenkträger 21 an der oberen Fläche des Schlittens 7a ist angeordnet; ein dritter Gesenkträger 22, der auf den ersten Gesenkträger 20 des Untergestells 1 drückt, befindet sich an der unteren Fläche des Schlittens 7a; schließlich, ein vierter Gesenkträger 23 ist an der unteren Fläche des Schlittens 7 angeordnet, um auf den zweiten Gesenkträger 21 des Schlittens 7a zu drücken.
Die obere Kreuzstange 2 stützt einen mit einem Hauptkolben 8 ausgestatteten Hauptzylinder 10; wobei der Hauptkolben 8 am Schlitten 7 durch bekannte mechanische Mittel befestigt wird.
Der Hauptzylinder 10 wird mit einem Arbeitsmedium über einer Leitung 19 gespeist, welche an einer nicht dargestellten öl-dynamischen Pumpe angeschlossen ist.
Sendet die Pumpe das gedrückte Medium an den Zylinder 10, so wird der Kolben 8 nach unten geschoben; der Kolben 8 nimmt den Schlitten 7 in derselben Richtung solange mit, bis der Schlitten 7 den darunter liegenden Schlitten 7a nicht berührt hat, damit der Gesenkträger 23 des Schlittens 7a auf den Gesenkträger 21 gedrückt werden kann; die Mitnahme dauert solange, bis der Schlitten 7a das Untergestell 1 nicht berührt hat, damit der dritte Gesenkträger 22 auf den ersten Gesenkträger 20 gedrückt werden kann.
Nach beendetem Pressungsverfahren, schieben die Hilfszylinder 4 und 5 der Schlitten 7a zur Anfangsstelle wieder, damit ein neues Pressungsverfahren anfangen kann.
In einer nicht dargestellten Ausführungsform werden die
öldynamischen Vorrichtungen durch elektrische und elektronische
Steuerungs - Kontroll -und Regulierungsanlagen gesteuert.
Claims (10)
- Öldynamische Gesenkpresse mit vertikaler Achsialschub, ausgestattet mit mehreren Gesenkpaaren, dadurch gekennzeichnet, daß eine öldynamische Vorrichtung (3) vorgesehen ist, welche eine Mehrheit an Schlitten (7,7a,11) im zwischen einem Untergestell (1) und einer oberen Kreuzstange (2) enthaltenen Bereich treibt; die Schlitten (7,7a,11) werden durch Ständer (6) geführt, welche das Untergestell (1) mit der oberen Kreuzstange (2) verbinden; jeder Schlitten (7,7a,11) weist einen Gesenkträger (15) auf, der durch die öldynamische Vorrichtung (3) gespannt wird, um einen durch einen anliegenden Schlitten (7,7a,11), das Untergestell (1) und/oder die obere Kreuzstange (2) getragenen Gesenkträger (16) zu sperren; außerdem sind folgende Glieder vorgesehen: Positionierenmittel (3,4) zum Bestimmen des leeren Endanschlages der Schlitten (7,7a,11) vor der Pressung und Ansetzen der Schlitten (7,7a,11) an die obere Kreuzstange (2) und das Untergestell (1); Rücklaufmittel (3,5), die zum Rücklauf der Schlitten (7,7a,11) nach dem leeren Endanschlag dienen.
- Öldynamische Gesenkpresse nach Anspruch 1, dadurch gekennzeichnet, daß die öldynamische Vorrichtung (3) zwischen dem Untergestell (1) und der oberen Kreuzstange (2) angeordnet ist; ein erster Gesenkträger (15) ist aus dem Untergestell (1) herausgearbeitet, wobei sich ein zweiter Gesenkträger (16) in der oberen Kreuzstange (2) befindet; die öldynamische Vorrichtung (3) stützt einen oberen Schlitten (7) und einen unteren Schlitten (11), die öldynamische Vorrichtung (3) treibt die Schlitten (7,11) in entgegengesetzten Richtungen im zwischen dem Untergestell (1) und der oberen Kreuzstange (2) enthaltenen Bereich; der obere Schlitten (7) trägt einen dritten Gesenkträger (16), welcher auf dem ersten Gesenkträger (15) drückt, wobei der untere Schlitten (11) einen vierten Gesenkträger trägt, welcher auf dem zweiten Gesenkträger (16) wegen der Kraft der öldynamischen Vorrichtung (3) drückt.
- Öldynamische Gesenkpresse nach Ansprüchen 1 und 2, dadurch gekennzeichnet, daß die öldynamische Vorrichtung (3) aus einem Hauptzylinder (10) und einem Hauptkolben (8) besteht; ein erster Schlitten (11) ist am Hauptzylinder (10) fest angeschlossen, wobei ein zweiter Schlitten (7) am Hauptkolben (8) befestigt ist.
- Öldynamische Gesenkpresse nach Ansprüchen 1 und 2, dadurch gekennzeichnet, daß die Positionierenmittel (3) aus der öldynamischen Vorrichtung (3) bestehen.
- Öldynamische Gesenkpresse nach Ansprüchen 1 und 2, dadurch gekennzeichnet, daß die Positionierenmittel (4) aus mehreren Doppelexpansionszylindern (4) bestehen; die Zylinder (4) dienen für das Positionieren der Schlitten (7,11) der öldynamischen Vorrichtung (3) und die Näherung der Schlitten (7,11) der oberen Kreuzstange (2) und am Untergestell (1) vor dem Pressungsverfahren.
- Öldynamische Gesenkpresse nach Ansprüchen 1 und 2, dadurch gekennzeichnet, daß die Rücklaufmittel (3) aus der öldynamischen Vorrichtung (3) bestehen.
- Öldynamische Gesenkpresse nach Ansprüchen 1 und 2, dadurch gekennzeichnet, daß die Rücklaufmittel (5) aus mehreren Hilfszylindern (5) bestehen.
- Öldynamische Gesenkpresse nach Ansprüchen 1 und 2, dadurch gekennzeichnet, daß sich ein Zylinder 17, der mit einem an der Schließungsgegenplatte (9) befestigten Ausziehkolben (18) ausgestattet ist, innerhalb des Hauptkolbens (8) befindet.
- Öldynamische Gesenkpresse nach Ansprüchen 1 und 2, dadurch gekennzeichnet, daß ein erster Gesenkträger (20) an der oberen Fläche des Untergestells (1) vorgesehen ist, wobei ein zweiter Gesenkträger (21) an der oberen Fläche des zweiten Schlittens (7a) ist angeordnet; ein dritter Gesenkträger (22), der auf den ersten Gesenkträger (20) des Untergestells (1) drückt, befindet sich an der unteren Fläche des zweiten Schlittens (7a); schließlich, ein vierter Gesenkträger (23) ist an der unteren Fläche des ersten Schlittens (7) angeordnet, um auf den zweiten Gesenkträger (21) des zweiten Schlittens (7a) zu drücken.
- Öldynamische Gesenkpresse nach Anspruch 9, dadurch gekennzeichnet, daß der Hauptzylinder (10) den Hauptkolben (8) nach unten schiebt; der Hauptkolben (8) nimmt den ersten Schlitten (7) in derselben Richtung solange mit, bis der erste Schlitten (7) den darunter liegenden zweiten Schlitten (7a) nicht berührt hat, damit der vierte Gesenkträger (23) des zweiten Schlittens (7a) auf den zweiten Gesenkträger (21) gedrückt werden kann; die Mitnahme dauert solange, bis der zweite Schlitten (7a) das Untergestell (1) nicht berührt hat, damit der dritte Gesenkträger (22) auf den ersten Gesenkträger (20) gedrückt werden kann.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP97120989A EP0919362A1 (de) | 1997-11-28 | 1997-11-28 | Olydinamische Gesenkpresse mit vertikaler Achsialschub, ausgestattet mit mehreren Gesenkpaaren |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP97120989A EP0919362A1 (de) | 1997-11-28 | 1997-11-28 | Olydinamische Gesenkpresse mit vertikaler Achsialschub, ausgestattet mit mehreren Gesenkpaaren |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0919362A1 true EP0919362A1 (de) | 1999-06-02 |
Family
ID=8227710
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97120989A Withdrawn EP0919362A1 (de) | 1997-11-28 | 1997-11-28 | Olydinamische Gesenkpresse mit vertikaler Achsialschub, ausgestattet mit mehreren Gesenkpaaren |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0919362A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMI20091576A1 (it) * | 2009-09-15 | 2011-03-16 | Mecolpress S P A | Apparecchiatura per lo stampaggio pezzo con sbozzatura e finitura coniatura simultanea al bilanciere e pressa. |
| CN117324462A (zh) * | 2023-12-01 | 2024-01-02 | 泊头市亚奇铸业有限公司 | 一种便于下料的铸件加工冲压机构及工艺 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2048352A (en) * | 1931-11-17 | 1936-07-21 | Ig Farbenindustrie Ag | Filter press |
| US3073238A (en) * | 1958-08-26 | 1963-01-15 | Macchine Per L Ind Dolciaria C | Hydraulic horizontal press with two series of multiple chambers for pressing with filter plates for very high production |
| US4461164A (en) * | 1982-09-09 | 1984-07-24 | Samuel Laviano | Press construction |
| DE19611611A1 (de) * | 1996-03-23 | 1997-09-25 | Schuler Pressen Gmbh & Co | Presse |
-
1997
- 1997-11-28 EP EP97120989A patent/EP0919362A1/de not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2048352A (en) * | 1931-11-17 | 1936-07-21 | Ig Farbenindustrie Ag | Filter press |
| US3073238A (en) * | 1958-08-26 | 1963-01-15 | Macchine Per L Ind Dolciaria C | Hydraulic horizontal press with two series of multiple chambers for pressing with filter plates for very high production |
| US4461164A (en) * | 1982-09-09 | 1984-07-24 | Samuel Laviano | Press construction |
| DE19611611A1 (de) * | 1996-03-23 | 1997-09-25 | Schuler Pressen Gmbh & Co | Presse |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMI20091576A1 (it) * | 2009-09-15 | 2011-03-16 | Mecolpress S P A | Apparecchiatura per lo stampaggio pezzo con sbozzatura e finitura coniatura simultanea al bilanciere e pressa. |
| EP2295165A1 (de) * | 2009-09-15 | 2011-03-16 | Mecolpress S.p.A. | Presse zum simultanen Vor- und Fertigpressen / Prägen |
| CN117324462A (zh) * | 2023-12-01 | 2024-01-02 | 泊头市亚奇铸业有限公司 | 一种便于下料的铸件加工冲压机构及工艺 |
| CN117324462B (zh) * | 2023-12-01 | 2024-02-20 | 泊头市亚奇铸业有限公司 | 一种便于下料的铸件加工冲压机构及工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3931320C1 (de) | ||
| DE69025597T2 (de) | Vorrichtung und verfahren zum hydroformen von metallplatten | |
| DE19929163C1 (de) | Vorrichtung zum Feinschneiden von Werkstücken aus einem Blech | |
| EP0388721B1 (de) | Presse mit einem in die Presse einsetzbaren Werkzeuggestell | |
| DE2236733A1 (de) | Verfahren und vorrichtung zum schmieden verschiedener formteile aus laenglichen staeben | |
| DE10123745C2 (de) | Hydraulisch-mechanische Schließvorrichtung, vorzugsweise zum Querfließpressen | |
| DE19641411A1 (de) | Hydraulische Tiefzieheinrichtung | |
| DE2716023A1 (de) | Schnellspannwerkzeug fuer schmiedepressen | |
| DE3780143T2 (de) | Auswerfer einer stanzpresse fuer metallplatten. | |
| EP0305566B1 (de) | Presse, insbesondere zum Herstellen masshaltiger Presslinge aus pulverförmigen Werkstoffen | |
| DE3022844A1 (de) | Einrichtung an werkzeugen oder pressen zum ziehen von blechformteilen | |
| DE10339004B4 (de) | Hydraulische Presse | |
| DE102004006126A1 (de) | Presse mit verriegeltem Stößel | |
| EP0919362A1 (de) | Olydinamische Gesenkpresse mit vertikaler Achsialschub, ausgestattet mit mehreren Gesenkpaaren | |
| DE2704246A1 (de) | Pressenkopf mit mehreren stempeln zum wahlweisen abstreifen | |
| DE3207649A1 (de) | Verfahren und presse zum reduzieren, insbesondere tiefziehen von aus metall bestehenden werkstuecken | |
| DE2210795C3 (de) | Hydraulische Senkrechtpresse | |
| DE914098C (de) | Hydraulische Kniehebelpresse | |
| DE3002039A1 (de) | Stehende hydraulische gesenkpresse | |
| DE10215003A1 (de) | Hydraulische Presse | |
| DE19607257C2 (de) | Hydraulische Blechformpresse | |
| DE10030792C2 (de) | Mehrstufenpresse, insbesondere Quertransportpresse, mit hydraulischer Schließvorrichtung | |
| DE3534319A1 (de) | Mehrstufen-schmiedepresse | |
| EP1344585B1 (de) | Hydroelastische Tiefzieheinrichtung | |
| DE3876152T2 (de) | Blechtiefziehvorrichtung. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE IT |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19991124 |
|
| AKX | Designation fees paid |
Free format text: DE IT |
|
| 17Q | First examination report despatched |
Effective date: 20010913 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20020601 |