EP0924036A2 - Stanzwerkzeug zum Anbringen von Gehrungsschnitten in elastisches Material - Google Patents
Stanzwerkzeug zum Anbringen von Gehrungsschnitten in elastisches Material Download PDFInfo
- Publication number
- EP0924036A2 EP0924036A2 EP98123613A EP98123613A EP0924036A2 EP 0924036 A2 EP0924036 A2 EP 0924036A2 EP 98123613 A EP98123613 A EP 98123613A EP 98123613 A EP98123613 A EP 98123613A EP 0924036 A2 EP0924036 A2 EP 0924036A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- punching tool
- punching
- shaped
- tool
- joint
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/32—Hand-held perforating or punching apparatus, e.g. awls
- B26F1/36—Punching or perforating pliers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/02—Perforating by punching, e.g. with relatively-reciprocating punch and bed
- B26F1/12—Perforating by punching, e.g. with relatively-reciprocating punch and bed to notch margins of work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/32—Hand-held perforating or punching apparatus, e.g. awls
- B26F1/36—Punching or perforating pliers
- B26F2001/365—Punching or perforating pliers hand held pliers with handles
Definitions
- the present invention relates to a pair of profile shears trained punching tool for making miter cuts in especially soft elastic material according to the generic term of claim 1.
- a punching tool of this type is intended in particular for heating engineers make work easier when laying pipes to be insulated, in the special case when these pipes must be guided in a curve.
- the insulation strips or full foam insulation strips for the pipelines are equally in order to always to ensure a constant thermal insulation.
- the insulation strips or full foam insulation strips for the pipelines are already insulating strips with square recesses or lateral V-shaped incisions known (EP 0 748 988 A1); the insulating strips are relatively easy to do bend according to the route of the pipe.
- the disadvantage of this known Conception is that due to the insulation strip of his cuts or recesses with regard to his proper function namely thermal insulation, is no longer fully effective.
- the object underlying the present invention is in making a (hand) tool available to the heating technicians with which they only work on site and only in the required Make incisions in an insulating strip can (if this insulating strip is to be laid bent).
- the support angle has grooves corresponding to the punching tool so that this punching tool can be immersed and the Cut safely up to the material edge.
- the basic arrangement of the punching tool is such that a V-shaped wedge is cut out in a further embodiment has convex / concave shaped elements.
- a straight insulating strip to run the conduits accordingly in a dimensionally stable curved insulating strip convict.
- the geometric shape of these form elements very different configurations are possible.
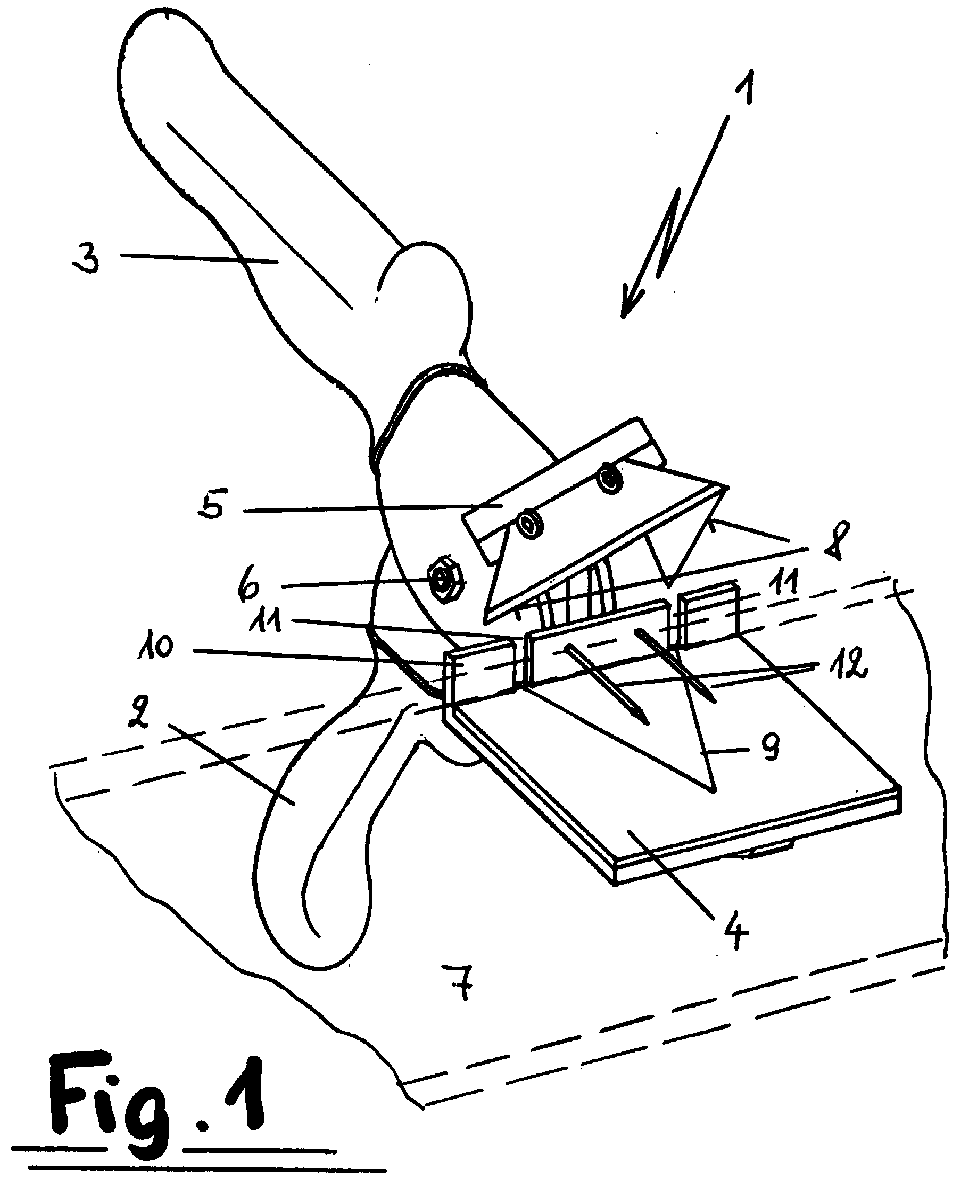
- Fig. 1 is designed in the manner of profile shears Punching tool 1 shown, which has two handling handles 2, 3, one with a material support table (anvil) 4 and the second of which is connected to a tool carrier 5. Will the two handling handles 2, 3 compressed relative to a joint 6, so the tool carrier 5 becomes against the material support table 4 pressed; lies on this one - indicated by dashed lines - Material strips 7, so the arrangement of the Punching tool punched a cutting contour accordingly.
- the stamping tool 8 is designed such that that there is a V-shaped cut 9 (compare material support table 4) results. The corresponding to this V-shaped section 9 Element of the material strip 7 can then be pushed out become.
- the present invention is based on knowledge and experience based on the fact that with very soft strips of material these do not define any Have an anchorage point relative to the punch and so under The incision may be too deep (or too little deep). In addition, it has been shown time and again that after cut the material strips on the punching tool remains and must be withdrawn, with the risk that the Strip breaks.
- a contact angle 10 is provided on which the material strip 7 can be put on neatly.
- this contact angle 10 are -
- two grooves 11 are provided the tool 8 the material edge lying against the contact angle 10 really severed.
- the contact bracket 10 also has two acting as a hold-down Thorns 12 open. Is the material strip 7 (as shown in Fig. 1) thin enough, so it becomes when opening the scissors Thorns 12 securely held back; the material strip is 7 thicker than the distance between the mandrels 12 and the material support table 4 corresponds, the material strip 7 is pressed against the mandrels 12, which penetrate into the material strip 7 until this abuts the contact bracket 10.
- This provides a hand tool that can be used on site have the required miter cuts punched.
- a material strip 7 is shown, the different Miter cuts have corresponding punchings a ... g, wherein the pairs of shaped elements are connected to each other are. Apart from the simple V-shaped wedge (compare a) all pairs form a positive and non-positive Connection. Regarding solution e, it should also be noted that the T-cut according to Fig. 2 (d) here in Fig. 3 by a trapezoidal cut is replaced.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Abstract
Description
- Fig. 1
- eine Perspektivdarstellung des Stanzwerkzeugs;
- Fig. 2 (a...e)
- unterschiedliche Stanzkonturen im gestreckten Isolierstreifen;
- Fig. 3 (a...e)
- unterschiedliche Stanzkonturen im gebogenen Isolierstreifen.
- - a
- zeigt einen V-förmigen Keil;
- - b
- zeigt einen Gehrungsschnitt mit einer Paarung von Teilkreisen;
- - c
- zeigt einen Gehrungsschnitt mit einer Paarung von Schwalbenschwanzgestaltungen;
- - d
- zeigt einen Gehrungsschnitt mit einer Paarung von T-Schnitten;
- - e
- zeigt einen Gehrungsschnitt mit einer Paarung von Sägezahn-Schnitten;
- - f
- zeigt einen Gehrungsschnitt mit einer Doppel-Paarung von Schwalbenschwanzgestaltungen;
- - g
- zeigt einen Gehrungsschnitt mit einer Paarung von Sägzahn-Schnitten mit runden Übergängen.
Claims (8)
- Nach Art einer Profilschere ausgebildetes Stanzwerkzeug zum Anbringen von Gehrungsschnitten in insbesondere weichelastisches Material,mit der Gehrung entsprechend an einem Werkzeugträger angeordnetem Stanzwerkzeug und einem dem Werkzeugträger und dem Stanzwerkzeug zugeordneten Materialauflagetisch,
dadurch gekennzeichnet,daß der Materialauflagetisch (4) an seiner dem Gelenk (6) des Stanzwerkzeugs (8) zugewandten Seite einen Anlagewinkel (10) für das zu stanzende Material (7) aufweist unddaß am Anlagewinkel (10) mindestens ein vom Gelenk (6) weg gerichteter Niederhalter, insbesondere Dorn (12), zum Niederhalten des Materials nach dem Stanzvorgang vorgesehen ist. - Stanzwerkzeug nach Anspruch 1,
dadurch gekennzeichnet,daß der Anlagewinkel (10) der Anordnung des Stanzwerkzeugs entsprechende Nuten (11) aufweist. - Stanzwerkzeuganordnung für ein Stanzwerkzeug nach Anspruch 1 oder 2,
dadurch gekennzeichnet,daß sie einem V-förmigen Einschnitt entsprechend gewählt ist. - Stanzwerkzeuganordnung nach Anspruch 3,
dadurch gekennzeichnet,daß der V-förmige Einschnitt je eine zueinander komplementäre Paarung konvexer beziehungsweise konkaver Formelemente aufweist. - Stanzwerkzeuganordnung nach Anspruch 4,
dadurch gekennzeichnet,daß die Formelemente Teilkreise sind (Fig. 2 / 3 b). - Stanzwerkzeuganordnung nach Anspruch 4,
dadurch gekennzeichnet,daß die Formelemente schwalbenschwanzförmig ausgebildet sind (Fig. 2 / 3 c). - Stanzwerkzeuganordnung nach Anspruch 4,
dadurch gekennzeichnet,daß die Formelemente T-förmig beziehungsweise trapezförmig ausgestaltet sind (Fig. 2 / 3 d). - Stanzwerkzeuganordnung nach Anspruch 4,
dadurch gekennzeichnet,daß die Formelemente sägezahnförmig ausgebildet sind (Fig. 2 / 3 e).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE1997156047 DE19756047A1 (de) | 1997-12-17 | 1997-12-17 | Stanzwerkzeug zum Anbringen von Gehrungsschnitten in elastisches Material |
| DE19756047 | 1997-12-17 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0924036A2 true EP0924036A2 (de) | 1999-06-23 |
| EP0924036A3 EP0924036A3 (de) | 2000-05-03 |
Family
ID=7852209
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98123613A Withdrawn EP0924036A3 (de) | 1997-12-17 | 1998-12-10 | Stanzwerkzeug zum Anbringen von Gehrungsschnitten in elastisches Material |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0924036A3 (de) |
| DE (1) | DE19756047A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1393868A1 (de) * | 2002-08-27 | 2004-03-03 | E.C.H. WILL GmbH | Stanzwerkzeug für Riemen |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE20011658U1 (de) | 2000-07-05 | 2000-10-12 | Mogel, Gudrun, 78183 Hüfingen | Gehrungsschere für Kunststoffsockelleisten |
| DE20219853U1 (de) | 2002-12-21 | 2003-03-13 | Müssel Maschinenbau GmbH, 95615 Marktredwitz | Schneidwerkzeug zur Herstellung kammförmiger Endabschnitte an einem Band oder Zahnriemen |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2082867A (en) * | 1935-07-11 | 1937-06-08 | Theodore Christie | Cutting device |
| US2612686A (en) * | 1949-04-01 | 1952-10-07 | Wagner William | Gasket cutter |
| US3804438A (en) * | 1972-08-09 | 1974-04-16 | Bethlehem Steel Corp | Pipe insulation system |
| DE2512121A1 (de) * | 1975-03-20 | 1976-10-07 | Elbatainer Kunststoff | Zange zur bearbeitung von dichtungsprofilen |
| US4033037A (en) * | 1975-06-26 | 1977-07-05 | Cooley Jerry A | Method and means for punching sheet members |
| DE2540478A1 (de) * | 1975-09-11 | 1977-03-24 | Leopold Hoechsmann | Schneidzange |
| US4102045A (en) * | 1977-03-17 | 1978-07-25 | Minnesota Mining And Manufacturing Company | Hand tool for cutting ends of decorative molding |
| EP0087613B1 (de) * | 1982-02-26 | 1986-05-14 | Hüls Troisdorf Aktiengesellschaft | Verfahren und Vorrichtung zum Herstellen mehrschichtiger Isolierrohre aus Schaumstoffstreifen |
| DE3620791C2 (de) * | 1986-06-20 | 1996-01-25 | Marquet & Cie Noel | Schaumstoffisolierrohr aus flexiblem Schaumkunststoff mit einem den Rohrmantel in Richtung der Rohrlängsachse zu öffnenden Verschlußsystem sowie ein Verfahren zur Herstellung eines solchen Verschlußsystems |
| FR2683293B1 (fr) * | 1991-11-06 | 1994-01-14 | Isover Saint Gobain | Produit destine a l'isolation des coudes des tuyauteries et son procede de realisation. |
| FR2710003B1 (fr) * | 1993-09-16 | 1995-11-24 | Isobox Technologies | Procédé de fabrication d'objets en polystyrène expansé et objets ainsi obtenus. |
-
1997
- 1997-12-17 DE DE1997156047 patent/DE19756047A1/de not_active Withdrawn
-
1998
- 1998-12-10 EP EP98123613A patent/EP0924036A3/de not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1393868A1 (de) * | 2002-08-27 | 2004-03-03 | E.C.H. WILL GmbH | Stanzwerkzeug für Riemen |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0924036A3 (de) | 2000-05-03 |
| DE19756047A1 (de) | 1999-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0487948B1 (de) | Verfahren und Vorrichtung zum Einbringen von Oberflächenkanälen in Plattenmaterial aus weichem Werkstoff und Verwendung einer Vorrichtung | |
| WO1999051405A1 (de) | Vorrichtung zum entfernen von ausbrechteilen aus einem werkstoffbogen oder dergleichen | |
| DE2104293A1 (de) | Stanzvorrichtung | |
| DE2708841C2 (de) | Anschlußklemme für isolierte elektrische Leiter | |
| DE1759845C3 (de) | Lamellenhalter für eine Wand- oder Deckenverkleidung aus an Tragschienen angeordneten Lamellen | |
| EP2456296A1 (de) | Weinbergpfahl | |
| EP0924036A2 (de) | Stanzwerkzeug zum Anbringen von Gehrungsschnitten in elastisches Material | |
| DE3047820C2 (de) | Verfahren zur Herstellung eines Sicherungselementes zum axialen Festlegen von Bolzen, Wellen oder dergleichen | |
| DE2908335A1 (de) | Verfahren und vorrichtung zum gleichzeitigen ausschneiden von mindestens drei kammartig zusammenhaengenden teilen aus einem blechband | |
| DE3315069C2 (de) | Verbundprofil, insbesondere für Fenster und Türen, Verfahren zur Herstellung des Verbundprofiles sowie Werkzeug zur Durchführung des Verfahrens | |
| DE102019121427B4 (de) | Verfahren zum Einführen von Mikrorohren in den Schrankbereich eines Glasfasernetzverteilers und Vorstechdorn zur Durchführung des Verfahrens | |
| DE2633892C2 (de) | Elektrische Steckverbindung | |
| DE4035210A1 (de) | Verfahren zum fuegen von zwei oder mehreren flaechig aufeinander liegenden duennwandigen werkstuecken sowie vorrichtung zur durchfuehrung des verfahrens und nach dem verfahren hergestelltes werkstueckgefuege | |
| DE19548755A1 (de) | Verfahren und Werkzeug zum Durchtrennen bzw.Zerschneiden von Baustählen | |
| DE2230309A1 (de) | Befestigungsklammer und verfahren zu ihrer anbringung | |
| DE1452574A1 (de) | Verfahren und Vorrichtungen zur Herstellung von Schaufeln mit Stroemungsprofilen | |
| DE10345287B4 (de) | Werkzeug zum faserfreien Schneiden von Verkleidungen, Belägen oder ähnlichem | |
| DE102016210127B3 (de) | Scherwerkzeug sowie Verfahren zum Abscheren eines Werkstück-Teils von einem Werkstück mit einem derartigen Scherwerkzeug | |
| DE3512065C1 (de) | Vorrichtung zum Entfernen eines Abschnittes einer Ummantelung von im wesentlichen stangenförmigen Gegenständen, insbesondere elektrischen Kabeln | |
| DE2810828C2 (de) | Kompaktdoppelflachfeder | |
| EP0140038A2 (de) | Abisoliergerät für Kabelenden | |
| DE895740C (de) | Verfahren und Vorrichtung zur Herstellung von Kreuzklammern fuer zahntechnische Zwecke | |
| DE872487C (de) | Anordnung und Verfahren zur Befestigung eines stumpfkantig an die Flaeche einer ebenen Metallplatte stossenden ebenen oder gebogenen, plattenfoermigen Werkstueckes | |
| DE19837316A1 (de) | Vorrichtung zum Entfernen von Ausbrechteilen aus einem Werkstoffbogen o. dgl. | |
| DE102018102694A1 (de) | Stanz- und Rillwerkzeug |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AKX | Designation fees paid | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20001104 |