EP0930104A2 - Verfahren und Vorrichtung zum Vernetzen und Härten von Lack - Google Patents
Verfahren und Vorrichtung zum Vernetzen und Härten von Lack Download PDFInfo
- Publication number
- EP0930104A2 EP0930104A2 EP98123022A EP98123022A EP0930104A2 EP 0930104 A2 EP0930104 A2 EP 0930104A2 EP 98123022 A EP98123022 A EP 98123022A EP 98123022 A EP98123022 A EP 98123022A EP 0930104 A2 EP0930104 A2 EP 0930104A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- radiation
- lacquer
- substrate
- photoinitiators
- wavelength
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/06—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation
- B05D3/061—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation using U.V.
- B05D3/065—After-treatment
- B05D3/067—Curing or cross-linking the coating
Definitions
- the invention relates to a method and an apparatus for Crosslinking and hardening paint on a substrate.
- UV crosslinking (curing) of paints is state of the art.
- broadband is used as a source of UV radiation UV lamps used, d. H. it will be a wide range of wavelengths on the substrate coated with lacquer directed.
- So-called photoinitiators (PI) are added to the paint.
- the photoinitiators absorb and cause UV radiation the networking.
- Corresponding to the broadband UV radiation have been various photoinitiators in the prior art used in a varnish, so that over the entire wavelength range the radiation is sufficient Absorption occurs.
- Photoinitiators are expensive. Become photoinitiators not activated when connected, there is a risk of yellowing for the paint.
- Conventional UV lamps have a very high operating temperature on (e.g. more than 1000 ° C). These high operating temperatures of the UV lights make use of cooling air or other coolants required. This cooling is complex and cooling air also causes technical problems Dust, temperature gradients and air vortices.
- the invention is based on the finding that use a monochromatic source of UV radiation has significant advantages brings with it.
- monochromatic means here a relatively narrow wavelength range of UV radiation, such as that generated by an excimer laser that no special means for wavelength selection (either in the resonator or outside the resonator). The bandwidth an excimer laser is in this sense as to understand “monochromatic". In this sense, it becomes monochromatic If the UV radiation source is used, the varnish needs advantageously only a very specific type of photoinitiator to contain, which is fully implemented during curing, so that no "unused" photoinitiators remain that the bring yellowing risk mentioned above.
- thermosensitive layer It is similar in a method described in DE 41 23 915 A1 is introduced, monochromatic UV light used to the Possibility of damage to an underlying layer of paint greatly reduce thermosensitive layer.
- the invention is based on further knowledge, that the benefits of using a monochromatic source for UV radiation are enhanced by the fact that essential parameters, that play a role in hardening, on each other be coordinated.
- the method according to the invention and the device according to the invention for crosslinking (hardening) of lacquer are therefore by a in this sense essentially monochromatic UV radiation source characterized, in particular by the use of an excimer laser, and the wavelength of UV radiation, the absorption characteristics of the photoinitiators in the varnish and the power density of the radiation are thus interrelated matched that the UV radiation over the entire desired Thickness of the lacquer layer to be hardened is absorbed.
- the wavelength of the UV radiation in the range from 190 to 250 nm, in particular at about 248 nm.
- the invention enables homogeneous crosslinking and hardening of lacquer layers with thicknesses of 50 ⁇ m and more.
- a laser as a UV radiation source, in particular an excimer laser, has the further advantage that when State of the art technical problems still to be noted regarding the dimensional stability of the substrate (coated object) are largely overcome.
- the curing with laser radiation enables targeted local absorption, without the underlying substrate (object) being strong is heated.
- excimer lasers bends, microscopic cracks in the substrate, moisture leakage and other phenomena affecting the quality of the paint layer and in particular their adhesion to the substrate avoided.
- the distance between the radiation source (the laser) and the substrate is not critical to that Networking result, so that when controlling a relative movement between laser radiation and object not on the distance needs to be respected.
- Curing with laser radiation also enables very good results for objects with sharp edges.
- the networking takes place also on the edges with no significant difference to Networking on the surfaces.
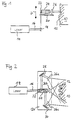
- Figure 1 shows a side view of the optical system and Figure 2 is a plan view.
- a substrate (object) 10 is to be provided with a lacquer layer become.
- the substrate 10 is in the illustrated embodiment made of a wooden material. On the other hand, it can For example, substrate made of a plastic, metal or consist of a composite material.
- the lacquer layer 12 has a thickness of 50 ⁇ m.
- An excimer laser 14 (type EMG. Serves as a source of UV radiation 50 from LAMDA PHYSIK) with KrF gas.
- the laser 14 emits a wavelength of about 248 nm.
- Special facilities for Reduction of the bandwidth of the emitted radiation 16 points the laser 14 is not on (for example, no grating in the resorator).
- the excimer laser 14 is operated in a pulsed manner.
- the repetition rate the pulses and the energy of the individual pulses can be set.
- Crosslinked with UV radiation - and curable coatings are made on Market with different absorption characteristics. Lacquers are available that absorb very strongly at 248 nm and paints that absorb less strongly at 248 nm, so z. B. have an absorption maximum at 270 nm. There were tested different paints and it was shown that it is not absolutely necessary, even advantageous is to use a varnish that has its absorption maximum not exactly at 248 nm, i.e. the wavelength used Has UV radiation source.
- Figures 1 and 2 show the optical system for steering the Radiation of the excimer laser 14 onto that with the lacquer layer 12 provided substrate 10.
- a stage 20 is vertical according to Figure 1 Movable up and down.
- the laser beam passes through a prism 18 16 to another prism 22 and into a double prism 24.
- the arrangement causes the laser beam 16 to be divided in three beam parts, each via lenses 26a, 26b and 26c ( Figure 2) get on the paint layer 12.
- a beam component is passed straight through from the double prism 24 and over the Lens 26b shown, a beam portion is from the double prism 24th deflected upwards onto a mirror 28, from where it passes over the Lens 26a reaches the lacquer layer 12 and a third Beam portion is directed by the double prism 24 onto a mirror 30, from where the beam portion through the lens 26c onto the lacquer layer 12 is directed.
- Figures 3 and 4 show a further embodiment for optical devices for directing the UV laser radiation.
- Figures are mutually corresponding or functionally similar Provide components with the same reference numerals.
- FIG. 3 shows a side view of the optical system
- FIG. 4 shows a top view (from above).
- the stage 20 ' can be moved vertically up and down in accordance with the arrow P 2 .
- the plate 34 is rotatable about an axis A in accordance with the arrow P 1 (with respect to the stage 20 '). By rotating the plate 34 about the axis A, the laser radiation directed via the lens 26 onto the lacquer layer and the substrate 10 is pivoted in accordance with the arrow P 3 .
- This arrangement also enables homogeneous curing of the lacquer layer 12 on the substrate 10.
- a cross-cut test showed a very good cross-cut characteristic in the range between Gt1 and Gt2.
- An abrasion test with steel wool showed a high mechanical resistance the paint layer.
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Treatments Of Macromolecular Shaped Articles (AREA)
Abstract
Description
- Figuren 1 und 2
- schematisch ein Ausführungsbeispiel für eine Anordnung zum Lenken von Excimer-Laserstrahlung auf eine Lackschicht, die auf ein dreidimensional geformtes Substrat aufgetragen ist; und
- Figuren 3 und 4
- ein weiteres Ausführungsbeispiel für eine Anordnung zum Lenken von Laserstrahlung auf eine Lackschicht, die auf ein dreidimensionales Objekt aufgetragen ist.
Claims (8)
- Verfahren zum Vernetzen und Härten von Lack auf einem Substrat (10) mit im wesentlichen monochromatischer UV-Strahlung, wobei der Lack Photoinitiatoren enthält, dadurch gekennzeichnet, daßdie Wellenlänge der UV-Strahlung, die Absorptionscharakteristik der Photoinitiatoren im Lack und die Leistungsdichte der Strahlung so aufeinander abgestimmt werden, daß die UV-Strahlung über die gesamte gewünschte Dicke der zu härtenden Lackschicht (12) absorbiert wird.
- Verfahren nach Anspruch 1,
dadurch gekennzeichnet, daß
die UV-Strahlung von einem Excimerlaser erzeugt wird. - Verfahren nach einem der Ansprüche 1 oder 2, wobei der Lack nur einen Photoinitiatortyp enthält,
dadurch gekennzeichnet, daß
das Absorptionsmaximum des Photoinitiatortyps bei einer anderen Frequenz als der der UV-Strahlung liegt. - Verfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, daß
die Wellenlänge der UV-Strahlung bei 190 bis 250 nm, insbesondere bei etwa 248 nm liegt. - Verfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, daß
die Schichtdicke der ausgehärteten Lackschicht (12) 50µm oder mehr beträgt. - Vorrichtung zum Vernetzen und Härten von Lack auf einem Substrat (10), wobei der Lack Photoinitiatoren aufweist, gekennzeichnet durch eine im wesentlichen monochromatische UV-Strahlungsquelle (14) und dadurch, daß die Wellenlänge der UV-Strahlung, die Absorptionscharakteristik der Photoinitiatoren im Lack und die Leistungsdichte der Strahlung so aufeinander abgestimmt werden, daß die UV-Strahlung über die gesamte gewünschte Dicke der zu härtenden Lackschicht (12) absorbiert wird.
- Vorrichtung nach Anspruch 6,
dadurch gekennzeichnet, daß
ein Excimerlaser als UV-Strahlungsquelle vorgesehen ist. - Vorrichtung nach einem der Ansprüche 6 oder 7,
dadurch gekennzeichnet, daß
die Wellenlänge der UV-Strahlung bei 190 bis 250 nm, insbesondere bei etwa 248 nm, liegt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19754633A DE19754633A1 (de) | 1997-12-09 | 1997-12-09 | Verfahren und Vorrichtung zum Vernetzen und Härten von Lack |
| DE19754633 | 1997-12-09 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0930104A2 true EP0930104A2 (de) | 1999-07-21 |
| EP0930104A3 EP0930104A3 (de) | 2002-10-02 |
| EP0930104B1 EP0930104B1 (de) | 2005-04-06 |
Family
ID=7851267
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98123022A Expired - Lifetime EP0930104B1 (de) | 1997-12-09 | 1998-12-07 | Verfahren und Vorrichtung zum Vernetzen und Härten von Lack |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0930104B1 (de) |
| DE (2) | DE19754633A1 (de) |
| ES (1) | ES2239378T3 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10106543A1 (de) | 2001-02-13 | 2002-08-22 | Basf Ag | Beschichtungsmittelzusammensetzungen |
| CN111594404A (zh) * | 2020-05-14 | 2020-08-28 | 青岛科技大学 | 一种稀薄气体中的石墨烯激光推进方法 |
| FR3164462A1 (fr) * | 2024-07-12 | 2026-01-16 | Hmrexpert | Procédé de polymérisation |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3737455A1 (de) * | 1986-11-06 | 1988-05-19 | Westinghouse Electric Corp | Einrichtung und verfahren zum erzeugen von farbmustern |
| DE4002682A1 (de) * | 1990-01-31 | 1991-08-01 | Herberts Gmbh | Verfahren zum beschichten von substraten mit durch uv-strahlung haertbaren ueberzugsmitteln |
| DE4123915A1 (de) * | 1990-07-19 | 1992-01-23 | Herberts Gmbh | Verfahren zum schutz von thermisch empfindlichen aufzeichnungsmaterialien gegen aeussere einfluesse unter verwendung von radikalisch polymerisierbaren ueberzugsmitteln |
| DE4439350C3 (de) * | 1994-10-11 | 2000-06-15 | Alkor Gmbh | Verfahren zur Herstellung eines mit UV-härtbarem Lack beschichteten flächenförmigen Trägermaterials |
| DE59604303D1 (de) * | 1995-04-27 | 2000-03-02 | Metronic Geraetebau | Verfahren und vorrichtung zum härten von uv-druckfarben |
-
1997
- 1997-12-09 DE DE19754633A patent/DE19754633A1/de not_active Withdrawn
-
1998
- 1998-12-07 EP EP98123022A patent/EP0930104B1/de not_active Expired - Lifetime
- 1998-12-07 ES ES98123022T patent/ES2239378T3/es not_active Expired - Lifetime
- 1998-12-07 DE DE59812712T patent/DE59812712D1/de not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP0930104B1 (de) | 2005-04-06 |
| ES2239378T3 (es) | 2005-09-16 |
| EP0930104A3 (de) | 2002-10-02 |
| DE19754633A1 (de) | 1999-06-10 |
| DE59812712D1 (de) | 2005-05-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3833225C2 (de) | ||
| EP1871566B1 (de) | Verfahren zum feinpolieren/-strukturieren wärmeempflindlicher dielektrischer materialien mittels laserstrahlung | |
| DE4320341C2 (de) | Verfahren zum Abtragen von Deckschichten auf Glasbauteilen mit Laserstrahlung, Vorrichtung zur Durchführung des Verfahrens und mit dem Verfahren hergestellte Glasbauteile | |
| EP0799649A1 (de) | Verfahren zum sparsamen Ausbessern einer Schadstelle an einer neuen Aussenlackierung eines Kraftfahrzeuges | |
| DE60104351T2 (de) | Laser-Photohärtungssystem | |
| DE3933448A1 (de) | Verfahren und vorrichtung zum bohren einer besonders geformten bohrung in ein werkstueck | |
| WO1994016543A1 (de) | Vorrichtung und verfahren zur handhabung, bearbeitung und beobachtung kleiner teilchen, insbesondere biologischer teilchen | |
| DE102010006665A1 (de) | Verfahren zum Herstellen eines Farbkontrastmusters | |
| DE102020103884A1 (de) | Justage-vorrichtung für eine bessel-strahl-bearbeitungsoptik und verfahren | |
| WO2005032756A1 (de) | Verfahren zum glätten und polieren oder zum strukturieren von oberflächen mit modulierter laserstrahlung | |
| DE4218903C2 (de) | Laser-Härtungsvorrichtung | |
| EP0930104A2 (de) | Verfahren und Vorrichtung zum Vernetzen und Härten von Lack | |
| DE10106888B4 (de) | Verfahren und Vorrichtung zur Herstellung einer Oberflächenbeschichtung | |
| DE60023558T2 (de) | Uv-härten von beschichtungen auf einer optischen faser mit einem laser | |
| EP2792499A1 (de) | Verfahren zur Beschriftung eines Bauteils | |
| EP0402701A2 (de) | Verfahren und Vorrichtung zur Herstellung eines Lichtwellenleiters | |
| EP3856446B1 (de) | Verfahren zum glätten der oberfläche eines kunststoffbauteils | |
| DE69025827T2 (de) | Rostfreier korrosionsfester Stahl | |
| DE69826537T2 (de) | Vorrichtung zur Aushärtung von Fasern mit wenigstens zwei Aushärtungsstufen die getrennt sind durch einen Abkühlvorgang | |
| DE3874556T2 (de) | Vorrichtung zur stabilisation der strahlungsenergieverteilung in einem laserstrahlabtaster. | |
| DE19720946A1 (de) | Vorrichtung und Verfahren zur Reparatur lokal begrenzter Lackfilmfehler | |
| DE10322344A1 (de) | Verfahren zur Erwärmung von Bauteilen | |
| DE10323761B4 (de) | Vorrichtung zur Aufbringung und Trocknung einer Beschichtung auf einer Leiterplatte | |
| DE10051169A1 (de) | Handgeführte Bestrahlungseinrichtung und thermisches Bearbeitungsverfahren | |
| DE19720894A1 (de) | Vorrichtung und Verfahren zur Reparatur lokal begrenzter Lackfilmfehler |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| RIC1 | Information provided on ipc code assigned before grant |
Free format text: 7B 05D 3/06 A, 7B 29C 35/08 B |
|
| 17P | Request for examination filed |
Effective date: 20021126 |
|
| 17Q | First examination report despatched |
Effective date: 20030305 |
|
| AKX | Designation fees paid |
Designated state(s): CH DE ES FR GB IT LI NL |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE ES FR GB IT LI NL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20050418 |
|
| REF | Corresponds to: |
Ref document number: 59812712 Country of ref document: DE Date of ref document: 20050512 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2239378 Country of ref document: ES Kind code of ref document: T3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20051116 Year of fee payment: 8 Ref country code: FR Payment date: 20051116 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20051121 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20051214 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20051215 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20051230 Year of fee payment: 8 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| ET | Fr: translation filed | ||
| 26N | No opposition filed |
Effective date: 20060110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061231 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20061231 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070703 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20061207 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20070701 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20070831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061207 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20061209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070102 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071207 |