EP0988963A2 - Procédé de façonnage en continu de caisses à partir de flans plats - Google Patents
Procédé de façonnage en continu de caisses à partir de flans plats Download PDFInfo
- Publication number
- EP0988963A2 EP0988963A2 EP99118564A EP99118564A EP0988963A2 EP 0988963 A2 EP0988963 A2 EP 0988963A2 EP 99118564 A EP99118564 A EP 99118564A EP 99118564 A EP99118564 A EP 99118564A EP 0988963 A2 EP0988963 A2 EP 0988963A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- shaping
- mold
- blanks
- tool
- counter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
Definitions
- the invention relates to a method and a device for continuous shaping of flat lying Cut to complete and / or semi-finished shapes Boxes or similar three-dimensional Packaging bodies, the blanks by means of a Transport systems can be transported individually, and in parallel at least one to the transport direction of the transport system Move the die and at least one counter tool be, the form stamp and / or the mold counter tool a movement superimposed on the traversing movement one directed perpendicular to the direction of transport Movement component executes.
- the Blanks aligned to the fixed mold counter tool are then complete using a die be pushed through this mold counter tool. After that the stamp must be reversed in the Move starting position. The next molding process can only be started when the form stamp is back in the Starting position is.
- the so far achievable Output performance is hereby due to the stamp and thus mold speed and the waiting time for the Stamp return stroke restricted. Also the constructions relatively expensive in such machines.
- Forming the The box is made by transporting the blanks fixed mold counter tools along, whereby a Relative movement between blanks and mold counter tools results in the transport direction of the blanks.
- the so far achievable shape accuracy of the box is low. Also there are friction losses and grinding marks sensitive box materials.
- German publication DE 1 198 664 is a Method and device of the type mentioned known.
- movable mold dies Piers
- movable mold counter tools too fixed side rails used, on which a Sub-area of the blanks to be formed and is conveyed past.
- Those interacting with the form stamps Matrices consist of the blanks moving sidewalls and from the fixed rails. Due to the resulting relative movement between the Cut and the rails in the direction of transport It can also be cut to the aforementioned Disadvantages come.
- DE 40 27 395 also describes a machine for shaping known from flat box blanks, except for moving molds also fixed folding strips in Come in contact with the box blanks so that too the aforementioned disadvantages can occur here.
- the object of the present invention is therefore a Method and device of the type mentioned to improve such that in a structurally simple manner high output a very high form accuracy is achievable. Furthermore, a quick shaping should easy adaptability to different box and Cutting dimensions can be achieved.
- the main difference with the device is the known machines in that the die is complete from mold counter-tools moved together with the blanks is formed.
- the supplied to the device flat box blanks keep during the molding process their movement component in the direction of transport.
- the flat box blanks fed to the device are transported through the Box centering and takeover elements for Alignment tool aligned.
- a preferred embodiment of the invention is thereby characterized in that the molding tools with box stripping devices are equipped, which prevent that the finished box of movement of the Form stamp follows.
- the invention also makes it possible to lie on the flat Cutting using an adhesive application system to apply and form glued boxes.
- the device according to the invention as an embodiment for Closing a box enables a semi-finished one Box with attached lid due to the movement of the stamp when driving through the mold tool close.
- the Device additionally fed a box, the one flat box blank is placed, which through the box cutting centering and transfer elements exactly aligned with the mold counter tool and through the Form stamp movement when passing through the mold counter tool is formed around the box.
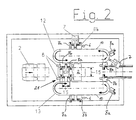
- the device 1 shown in the figures is used for Shaping of flat box blanks 2 to completely shaped boxes 3.
- To the basic Structure include a box blank magazine 4 for recording a variety of flat blanks 2, and one Blank transport system 5 for the transport of the blanks 2 to the blanking and transfer elements 6, which Align the individual blanks to form the die 28.
- a total of three matrices 28 are provided, each consisting of four form counter tool elements 8 exist.
- the pair matching front (8a) and rear (8b) Mating tool elements on both sides are on one endlessly circulating along the tracks 12 and 13, respectively Conveyor system 10 arranged.
- the total of three form stamps 7 are between the front (8a) and rear (8b) counter tool elements one side attached to the conveyor system 10 of the web 12 and are in a known manner by form-fitting in Guide rails guided plunger with a Transport direction of the blanks 2 directed vertically Movement component moves.
- the blank centering and takeover elements 6, the die 7 and the Molding tools 8 arranged and aligned with each other are driven in synchronous rotation by means of traction means 10, the forming die 7 moving on the web 11 describe, and the mold counter tool elements 8 a Describe movement on web 12 or on web 13.
- the fully and / or semi-finished boxes 3 are with the box removal system 9 from the Device 1 removed.
- the mold counter tool elements 8 are equipped with box stripping devices 14, which the finished molded box 3 from the stamp 7th wipe off.
- the distance 15 is the Molding tool elements 8 in the transport direction Blanks 2 and the spacing 16 of the mold tool elements 8 transverse to the transport direction of the blanks 2 of the Mold counter tool elements 8 variable.
- an application system 17 Apply adhesive to the box blank 2.
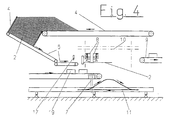
- FIG 1 and 4 show the box blank magazine 4 in one space-saving arrangement above the device 1.
- Figure 3 shows how the device 1 is a semi-finished Box with attached lid 18 is supplied, which by the movement 11 of the die 7 when driving through the mold tool elements 8 is closed.
- Figure 4 it is shown how the device 1 a Box 19 is fed, the one lying flat Box blank 2 is placed, which by the Form stamp movement 11 when passing through the mold counter-tool elements 8 is formed around the box 19.
Landscapes
- Making Paper Articles (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19843490A DE19843490A1 (de) | 1998-09-22 | 1998-09-22 | Verfahren zum kontinuierlichen Formgeben von flachen Zuschnitten in Schachteln |
| DE19843490 | 1998-09-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0988963A2 true EP0988963A2 (fr) | 2000-03-29 |
| EP0988963A3 EP0988963A3 (fr) | 2000-05-10 |
Family
ID=7881873
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99118564A Withdrawn EP0988963A3 (fr) | 1998-09-22 | 1999-09-20 | Procédé de façonnage en continu de caisses à partir de flans plats |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US6467241B1 (fr) |
| EP (1) | EP0988963A3 (fr) |
| DE (1) | DE19843490A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2839680A1 (fr) * | 2002-05-16 | 2003-11-21 | Smurfit Socar Sa | Procede et dispositif pour la mise en forme et l'assemblage partiel en continu d'un conditionnement, a partir d'un flan en un materiau semi-rigide |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6791706B1 (en) * | 2000-10-16 | 2004-09-14 | Psi Peripheral Solutions Inc. | Machine and process for making and applying documents to objects |
| FR2961428B1 (fr) * | 2010-06-18 | 2013-04-26 | Sidel Participations | Module porte-outils pour le faconnage d'au moins une decoupe de carton |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1198664B (de) * | 1962-09-08 | 1965-08-12 | Mardon Son & Hall Ltd | Vorrichtung zum Aufrichten von vorbeleimten Zuschnitten |
| US3648573A (en) * | 1970-04-29 | 1972-03-14 | Fibrcboard Corp | Apparatus and method for forming cartons |
| US3817682A (en) * | 1971-10-06 | 1974-06-18 | Fireboard Corp | Carton forming apparatus with simultaneously ignited heaters |
| US3986319A (en) * | 1973-02-20 | 1976-10-19 | Emhart Industries, Inc. | Wrap-around packer |
| US3913466A (en) * | 1974-03-14 | 1975-10-21 | Svit Np | Apparatus for manufacturing boxes |
| US4012999A (en) * | 1975-09-17 | 1977-03-22 | Genevieve I. Hanscom | Apparatus for forming trays |
| US5024641A (en) * | 1987-03-06 | 1991-06-18 | Vega Automation | Programmable dynamically adjustable plunger and tray former apparatus |
| US4917663A (en) | 1988-05-24 | 1990-04-17 | Apv Douglas Machine Corporation | Packaging machine with direct blank setup |
| DE4018140C1 (fr) * | 1990-06-06 | 1991-09-26 | Kisters Maschinenbau Gmbh, 4190 Kleve, De | |
| DE4027395A1 (de) * | 1990-08-30 | 1992-04-02 | 4 P Nicolaus Kempten Gmbh | Verfahren und maschine zum aufrichten einer faltschachtel |
| DE4322224C2 (de) * | 1993-07-03 | 1997-06-12 | Fischer Wilhelm Spezialmasch | Vorrichtung zum Aufrichten von Faltschachteln |
| US5531661A (en) * | 1994-10-03 | 1996-07-02 | Riverwood International Corporation | Carrier sleeve erecting apparatus and method |
| IT1273839B (it) * | 1994-11-11 | 1997-07-11 | Azionaria Costruzioni Acma Spa | Metodo e macchina di incarto per gruppi di prodotti |
| US6050063A (en) * | 1998-08-05 | 2000-04-18 | Riverwood International Corporation | Carton opening method and apparatus |
| US6158199A (en) * | 1998-10-16 | 2000-12-12 | Emery, Iii; Clifton W. | Method and apparatus for controlling shrinkage of a thin film |
-
1998
- 1998-09-22 DE DE19843490A patent/DE19843490A1/de not_active Withdrawn
-
1999
- 1999-09-20 EP EP99118564A patent/EP0988963A3/fr not_active Withdrawn
- 1999-09-21 US US09/400,384 patent/US6467241B1/en not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2839680A1 (fr) * | 2002-05-16 | 2003-11-21 | Smurfit Socar Sa | Procede et dispositif pour la mise en forme et l'assemblage partiel en continu d'un conditionnement, a partir d'un flan en un materiau semi-rigide |
| EP1362689A3 (fr) * | 2002-05-16 | 2004-05-26 | Smurfit-Socar | Procédé et dispositif pour la mise en forme en continu d'un conditionnement à partir d'un flan |
Also Published As
| Publication number | Publication date |
|---|---|
| US6467241B1 (en) | 2002-10-22 |
| DE19843490A1 (de) | 2000-03-23 |
| EP0988963A3 (fr) | 2000-05-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE19543860B4 (de) | Verfahren und Vorrichtung zum Formen geschlitzter und gefalzter Kartonformteile | |
| EP3372538A1 (fr) | Section de transport, procédé de réglage et/ou de positionnement d'au moins une bande transporteuse à l'intérieur d'une section de transport et installation d'emballage | |
| DE19851091A1 (de) | Verfahren zum Formen geschlitzter und gefalzter Schachtel-Zuschnitte | |
| EP0538570A1 (fr) | Dispositif pour fabriquer un emballage | |
| DE69505042T2 (de) | Übertragungsvorrichtung, insbesondere in Zigaretten- Verpackungsmaschinen | |
| DE2731762C2 (de) | Verfahren und Vorrichtung zum Herstellen von Bürsten | |
| DE4404278A1 (de) | Vorrichtung zum Formen von Zuschnitten für Klappschachteln mit insbesondere abgerundeten Längskanten | |
| EP0856396B1 (fr) | Appareil flexible pour former des découpes en carton | |
| EP2532456B1 (fr) | Plieuse et outil de pliage | |
| DE68904062T2 (de) | Ziehpresse. | |
| DE19824741C2 (de) | Verfahren und Vorrichtung zur Herstellung von Bundlagern | |
| DE60110603T2 (de) | Vorrichtung zum vereinzeln und entfernen voneinander von zwei aufeinanderfolgenden, in einer transportrichtung bewegten bogen | |
| DE202016000302U1 (de) | Tiefziehverpackungsmaschine | |
| EP0988963A2 (fr) | Procédé de façonnage en continu de caisses à partir de flans plats | |
| EP1106551A2 (fr) | Appareil et méthode pour couper une bande | |
| DE102012005459A1 (de) | Schneidevorrichtung | |
| DE3924156C2 (de) | Vorrichtung zum Ver- bzw. Bearbeiten von elektrischen Bauelementen | |
| DE102008034764A1 (de) | Werkzeug für eine Bogenstanzmaschine | |
| DE3529775A1 (de) | Vorrichtung zur herstellung von formteilen | |
| DE2625531A1 (de) | Vorrichtung zur herstellung von zusammengesetzten erzeugnissen | |
| DE3442466C2 (fr) | ||
| DE3113661A1 (de) | Verfahren und vorrichtung zur herstellung von keramischen platten | |
| DE3201401C2 (fr) | ||
| DE10161488B4 (de) | Verfahren und Vorrichtung zur Herstellung von Blechpaketen | |
| DE1527922B2 (de) | Zufuehreinrichtung an einem stanz- und biegeautomaten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| RIC1 | Information provided on ipc code assigned before grant |
Free format text: 7B 31B 1/44 A, 7B 31B 1/04 B, 7B 31B 17/44 B |
|
| 17P | Request for examination filed |
Effective date: 20001110 |
|
| AKX | Designation fees paid |
Free format text: DE FR GB |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: NOR-REG AS |
|
| 17Q | First examination report despatched |
Effective date: 20030217 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| 19U | Interruption of proceedings before grant |
Effective date: 20050901 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20111107 |
|
| 19W | Proceedings resumed before grant after interruption of proceedings |
Effective date: 20210201 |
|
| PUAJ | Public notification under rule 129 epc |
Free format text: ORIGINAL CODE: 0009425 |
|
| 32PN | Public notification |
Free format text: MITTEILUNG GEMAESS REGEL 142 EPUE (WIEDERAUFNAHME DES VERFAHRENS NACH REGEL 142 (2) EPUE VOM 25.08.2020) |