EP1008400B1 - Procédé pour réduire des évasements en forme de trompette à l'extrémité avant d'un tube - Google Patents
Procédé pour réduire des évasements en forme de trompette à l'extrémité avant d'un tube Download PDFInfo
- Publication number
- EP1008400B1 EP1008400B1 EP99250417A EP99250417A EP1008400B1 EP 1008400 B1 EP1008400 B1 EP 1008400B1 EP 99250417 A EP99250417 A EP 99250417A EP 99250417 A EP99250417 A EP 99250417A EP 1008400 B1 EP1008400 B1 EP 1008400B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- assel
- mandrel
- rolling
- roll
- rolls
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 10
- 238000005096 rolling process Methods 0.000 claims abstract description 35
- 238000009499 grossing Methods 0.000 claims description 4
- 238000006073 displacement reaction Methods 0.000 claims description 2
- 230000000630 rising effect Effects 0.000 claims description 2
- 230000007704 transition Effects 0.000 claims 1
- 230000015572 biosynthetic process Effects 0.000 abstract 1
- 230000002265 prevention Effects 0.000 abstract 1
- 241000254171 Curculionidae Species 0.000 description 11
- 239000000463 material Substances 0.000 description 10
- 230000001052 transient effect Effects 0.000 description 3
- 238000009825 accumulation Methods 0.000 description 1
- 239000010425 asbestos Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229910052895 riebeckite Inorganic materials 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B19/00—Tube-rolling by rollers arranged outside the work and having their axes not perpendicular to the axis of the work
- B21B19/02—Tube-rolling by rollers arranged outside the work and having their axes not perpendicular to the axis of the work the axes of the rollers being arranged essentially diagonally to the axis of the work, e.g. "cross" tube-rolling ; Diescher mills, Stiefel disc piercers or Stiefel rotary piercers
- B21B19/06—Rolling hollow basic material, e.g. Assel mills
Definitions
- the invention relates to a method for reducing trumpet-shaped widenings on front pipe end during the oblique rolling of thin-walled pipes on an Assel mill, at the at the front end between two cylindrical areas conically stepped in In its starting position correspondingly positioned mandrel when entering the front Hollow block area is moved axially controlled in the rolling mill in the rolling mill Assel.
- the invention is based on the DE 197 24 233 A1 is proposed in the inlet the front hollow block area in the Assel mill the radial deformation of the billet to reduce compared to the stationary rolling condition and / or the moment of resistance of the cross section of the cross section at the head end by obstruction of the tangential material flow to increase.
- the stationary rolling condition to come close.
- the flow of material in the tangential direction is reduced, so that the missing tension in the axial direction is partially compensated.
- the disadvantage here however, that the wall thickness of Tube end enlarged, so that cut a considerable amount of material as scrap must become. It would be better if the material accumulation by increasing the Wall thickness would not arise at all.
- the object of the present invention is to find a method with which the trumpet-shaped expansion of thin-walled lumps at their front end Rolling in an Assel mill reduced in size to a harmless level can be.
- the hollow block is at Walzbeginn with his leading edge in front of the shoulder of the weevil rolls.
- the Mandrel pushed forward at a fixed speed in the rolling direction.
- the Asselwalzen are moved apart and pivoted so that the Distance between mutually parallel generatrices remains constant from each other, i. the Pipe wall thickness is maintained.
- the weevil rolls become not further apart.
- the Asselwalzen so far swung back that now the generatrix of the Glätteils parallel to the generatrix of the (cylindrical) mandrel is located.
- the distance between the generatrices corresponds to each other furthermore, the rolled tube wall thickness, thickened ends do not occur.
- the swirling of the weevil rolls takes place about their roll centers, wherein the rolling center points lie on a vertical line of the roll longitudinal axis, which is the Glätteil the rollers in the middle cuts.
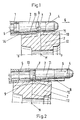
- the two drawing figures give a rough schematic of the conditions in the Asselwalzen a thin-walled tube again. Shown are one of the Asselwalzen 7 and the Mandrel 1, which at its free end a cone 2 of e.g. 150 mm in length and on it then again a cylindrical piece 3 of e.g. 120 mm long. Of the Diameter 4 of this cylindrical piece is e.g. 15 mm smaller than the actual one Mandrel bar diameter 5. The mandrel bar 1 is controlled in the rolling direction 6 Speed adjustable.
- Figure 1 At the beginning of rolling ( Figure 1) is the mandrel 1 with its cone 2 in a dormant Position between the weevil rolls 7, wherein the end 8 of the conical part under the Shoulder 9 of the weevil rolls 7 is located.
- the roll longitudinal axis a - a will now be around the Roller center M in the direction of arrow X is pivoted so that the surface line 10 of the Glätteils the Asselwalzen is approximately parallel to the opposite generatrix 11 of the cone 2.
- the distance between the two lines gives the wall thickness of the rolled tube.
- a exact parallel position of the generatrices of both bodies arises only if the Transport angle of the weevil rolls is 0 °.
- the hollow block 14 is located with its front edge 15 in front of the shoulder 9 of the weevils 7.
- the mandrel 1 is fixed with a Speed advanced in the rolling direction.
- the weevils 7 become so apart, that the distance between the generatrices 10 and 11 from each other constant remains, i. the pipe wall thickness is maintained.
- the end of cone 2 is reached, be The Asselwalzen 7 no longer moved apart.
- the Assel rollers 7 in the direction of arrow Y so far swung back (Fig. 2), that now the generatrix 10 of the Glätteils is parallel to the surface line 13 of the cylindrical part 3 of the mandrel 1.
- the distance of the generatrices 10 and 13 from each other still corresponds to the rolled Pipe wall thickness.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Metal Rolling (AREA)
- Debarking, Splitting, And Disintegration Of Timber (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Metal Rolling (AREA)
- Electric Cable Installation (AREA)
- Ultra Sonic Daignosis Equipment (AREA)
Claims (3)
- Procédé de réduction des élargissements en forme de trompette à l'extrémité avant de tubes lors du laminage oblique de tubes à paroi mince dans un laminoir Assel, dans lequel le poinçon, qui est étagé en cône entre deux zones cylindriques à son extrémité avant et qui dans sa position de départ est placé de manière appropriée, coulisse dans la direction de laminage en étant commandé axialement lorsque la zone avant du lingot creux pénètre dans le laminoir Assel,
caractérisé en ce qu'on éloigne l'un de l'autre les cylindres Assel qui, au début du laminage du tube, sont réglés à l'épaisseur de paroi à laminer tout en maintenant leur emprise formée entre le cône du poinçon et la partie lisseuse de chaque cylindre Assel, et ce, en même temps que le poinçon coulisse et de manière analogue à l'allure croissante du cône du poinçon, et en ce qu'on les fait en même temps basculer de sorte que la partie lisseuse du cylindre Assel soit sensiblement parallèle au cône du poinçon. - Procédé selon la revendication 1,
caractérisé en ce que, au début du laminage, le bord avant du lingot creux se trouve devant l'épaule du cylindre Assel et le poinçon est placé de sorte que, en position de repos, sa partie conique se trouve entre les cylindres Assel et que sa transition de la partie cylindrique mince à la partie conique se trouve sous l'épaule du cylindre Assel. - Procédé selon la revendication 1 ou 2,
caractérisé en ce que le basculement des cylindres Assel a lieu autour de leurs centres de cylindre et en ce que les centres de cylindre se situent sur une perpendiculaire à l'axe longitudinal de cylindre qui coupe la partie lisseuse des cylindres au milieu.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19858955A DE19858955C2 (de) | 1998-12-10 | 1998-12-10 | Verfahren zur Verminderung trompetenförmiger Aufweitungen am vorderen Rohrende |
| DE19858955 | 1998-12-10 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1008400A2 EP1008400A2 (fr) | 2000-06-14 |
| EP1008400A3 EP1008400A3 (fr) | 2003-08-20 |
| EP1008400B1 true EP1008400B1 (fr) | 2005-01-05 |
Family
ID=7891905
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99250417A Expired - Lifetime EP1008400B1 (fr) | 1998-12-10 | 1999-11-29 | Procédé pour réduire des évasements en forme de trompette à l'extrémité avant d'un tube |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1008400B1 (fr) |
| AT (1) | ATE286437T1 (fr) |
| DE (2) | DE19858955C2 (fr) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019123836A1 (de) | 2019-09-05 | 2021-03-11 | Sms Group Gmbh | Schrägwalzaggregat sowie Verfahren zum Anstellen des Walzkalibers eines Schrägwalzaggregats |
| DE102024002391A1 (de) * | 2024-07-23 | 2026-01-29 | Zhozef Rotenberg | Verfahren zum Strecken von mittel- und dünnwandigen Luppen in einem Mehrwalzen-Schrägwalzwerk unter dem Einfluss einer inneren axialen Zugkraft |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3020927A1 (de) * | 1980-06-03 | 1981-12-10 | Kabel- und Metallwerke Gutehoffnungshütte AG, 3000 Hannover | Schraegwalzwerk zum reduzieren des durchmessers von rohren |
| DE3622678A1 (de) * | 1985-07-12 | 1987-01-15 | Kocks Technik | Verfahren und vorrichtung zum querwalzen nahtloser rohrluppen |
| DE4428530C5 (de) * | 1994-08-12 | 2005-11-10 | Kocks Technik Gmbh & Co. Kg | Verfahren und Walzgerüst zum Schrägwalzen von Rohren |
| DE19724233C2 (de) * | 1997-06-03 | 2003-10-16 | Sms Demag Ag | Verfahren zur Vermeidung oder Verminderung trompetenförmiger Aufweitungen am Rohrende beim Schrägwalzen von dünnwandigen Rohren und Vorrichtung zur Durchführung des Verfahrens |
-
1998
- 1998-12-10 DE DE19858955A patent/DE19858955C2/de not_active Expired - Fee Related
-
1999
- 1999-11-29 AT AT99250417T patent/ATE286437T1/de not_active IP Right Cessation
- 1999-11-29 DE DE59911403T patent/DE59911403D1/de not_active Expired - Lifetime
- 1999-11-29 EP EP99250417A patent/EP1008400B1/fr not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP1008400A3 (fr) | 2003-08-20 |
| ATE286437T1 (de) | 2005-01-15 |
| DE19858955A1 (de) | 2000-06-21 |
| DE19858955C2 (de) | 2000-09-28 |
| DE59911403D1 (de) | 2005-02-10 |
| EP1008400A2 (fr) | 2000-06-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102012007379B4 (de) | Verfahren zum Schrägwalzen von zylindrischen Erzeugnissen | |
| DE69318520T2 (de) | Verfahren zum Verlängern von Metallrohren mittels eines Rohrwalzwerkes mit Dorn | |
| DE3717698A1 (de) | Verfahren und anlage zum herstellen nahtloser rohre | |
| EP0882526B1 (fr) | Procédé et dispositif pour éviter ou réduire des évasements en forme de trompette à l'extrémité d'un tube lors du laminage oblique de tubes à parois minces | |
| DE1960328A1 (de) | Verfahren zur Herstellung von nahtlosem Rohr | |
| DE3406841C2 (fr) | ||
| DE2333916A1 (de) | Reduzierwalzwerk fuer rohre | |
| DE1752349B2 (de) | Verfahren zur Herstellung eines Rohrrohlings zur Herstellung von dünnen Rohren | |
| EP1008400B1 (fr) | Procédé pour réduire des évasements en forme de trompette à l'extrémité avant d'un tube | |
| DE3220921C2 (fr) | ||
| DE3914016C1 (fr) | ||
| EP0445899B1 (fr) | Méthode pour manufacture pour tubes sans couture avec épaisseurs moyennes et minces et dispositif de laminage d'exécution | |
| DE2657823C3 (de) | Walzwerksanlage zur Herstellung von nahtlosen Rohren | |
| DE649754C (de) | Verfahren zum Walzen nahtloser Rohre | |
| DE4234566C2 (de) | Walzwerkzeug zum Kaltpilgern von Rohren | |
| EP0703015B1 (fr) | Calibrage pour les cylindres d'un laminoir à cylindres obliques | |
| EP0476793B1 (fr) | Laminoir pour étendre des corps creux sur un mandrin | |
| EP0542387B1 (fr) | Procédé de laminage longitudinal de tubes sans soudure | |
| DE102022004111B4 (de) | Verfahren zum Schrägwalzen von Rohlingen mit der im Walzkaliber wirkenden axialen Zugkraft | |
| DE4334694C1 (de) | Werkzeugkalibrierung für die Walzen eines Kaltpilgerwalzwerkes | |
| EP0913210B1 (fr) | Installation de laminage pour laminer des profilés finis de tous types | |
| EP1949979B1 (fr) | Laminoir destiné à la fabrication de tuyaux sans fil et procédé de fonctionnement d'un laminoir | |
| DE2605486C2 (de) | Verfahren zum Herstellen längsnahtgeschweißter Rohre | |
| DE2131713A1 (de) | Rohrwalzwerk | |
| DE19536637C1 (de) | Kalibrierung für Schulterwalzen in Schrägwalzwerken |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20040115 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050105 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050105 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050105 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050105 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 59911403 Country of ref document: DE Date of ref document: 20050210 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050405 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050405 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050416 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20050105 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051129 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051130 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051130 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051130 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051130 |
|
| 26N | No opposition filed |
Effective date: 20051006 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| BERE | Be: lapsed |
Owner name: SMS DEMAG AG Effective date: 20051130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050605 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 59911403 Country of ref document: DE Representative=s name: ANWALTSKANZLEI MEISSNER & MEISSNER, DE Ref country code: DE Ref legal event code: R081 Ref document number: 59911403 Country of ref document: DE Owner name: SMS GROUP GMBH, DE Free format text: FORMER OWNER: SMS SIEMAG AKTIENGESELLSCHAFT, 40237 DUESSELDORF, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20161121 Year of fee payment: 18 Ref country code: FR Payment date: 20161118 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20161118 Year of fee payment: 18 Ref country code: IT Payment date: 20161123 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59911403 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20180731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171130 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171129 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180602 |