EP1008439A1 - Verfahren und Vorrichtung zum Positionieren von mehreren, entlang einer Bewegungsstrecke einer Materialbahn, insbesondere einer Kunststofffolienbahn, mit Abstand zueinander angeordneten Bearbeitungsgeräten - Google Patents
Verfahren und Vorrichtung zum Positionieren von mehreren, entlang einer Bewegungsstrecke einer Materialbahn, insbesondere einer Kunststofffolienbahn, mit Abstand zueinander angeordneten Bearbeitungsgeräten Download PDFInfo
- Publication number
- EP1008439A1 EP1008439A1 EP99120740A EP99120740A EP1008439A1 EP 1008439 A1 EP1008439 A1 EP 1008439A1 EP 99120740 A EP99120740 A EP 99120740A EP 99120740 A EP99120740 A EP 99120740A EP 1008439 A1 EP1008439 A1 EP 1008439A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- material web
- additional
- web
- plastic film
- drive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/006—Controlling; Regulating; Measuring; Safety measures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/10—Shape of flexible containers rectangular and flat, i.e. without structural provision for thickness of contents
Definitions
- the invention initially relates to a method for positioning several, along a distance of movement of a material web, in particular a plastic film web, at a distance processing devices of an intermittently working machine arranged to each other, especially a bag making machine.
- the additional devices are individual or closed several attached to a carriage, which is adjustably mounted in the longitudinal direction of the material web. Changes in the repeat length have so far been made using a sensor device, for example a photocell, and then the car or cars with the additional devices on them move to a more optimal position according to the change in repeat length.
- a sensor device for example a photocell
- the invention has for its object a method of the type mentioned propose a quick and exact repositioning or repositioning of the additional devices is achieved. Furthermore, a device is to be created by means of which / or Repositioning is ensured with simple means.
- this task is achieved in that the intermittent Area of movement of the material web arranged additional devices when feed changes the material web are automatically positioned in their correct position.
- this is achieved in that the a feeler, e.g. a photocell, detected deviations of the actual feed length of the Material web from the desired feed length in a computer of a control device to one Correction value are processed, which is passed on to the individual additional devices that finally over one of the correction value multiplied by the respective distance position of the relevant additional device positioned to a fixed zero position determined displacement become.
- a feeler e.g. a photocell
- the invention makes it quick and, above all, exact in a relatively simple manner Positioning of the individual additional devices guaranteed. There is a direct change Implement, i.e. without any significant loss of time, so that one equipped with the invention Machine can be operated with comparatively high cycle rates.
- a device with a control device and drive device for changing the position of the processing devices in relation to Movement distance of the material web required the intermittent according to the invention
- Area of movement of the material web arranged additional devices each with a are equipped with their own drive unit, which is a controllable drive motor and thus one cooperating displacement transducer and a transmission device.
- a material web for example a plastic film web 1
- the plastic film web becomes intermittent in the area of interest here moved in each case in the downtimes of the plastic film web 1 according to the to be able to edit the specified repeat length R.
- a first processing device is as Welding device 3 formed, the upper welding bar 4 and a lower welding roller 5 has.
- the welding device is shown in more detail below Considerations at a zero position. Starting from this zero position are opposite Movement direction of the plastic film web 1 further bag positions P1 to P6 shown. At P6, for example, ventilation holes 6 are introduced, while at P5 a corner weld 7 takes place. At positions P3, P4 theoretically, additional work could be carried out if this is necessary for the bag or carrier bag to be manufactured. in the illustrated embodiment is finally shown in position P 2 that Suspension openings 8 are introduced.
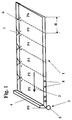
- the processing of the individual bag positions is carried out with the aid of additional devices 9, such as this is shown, for example, in FIG. 2 on a reduced scale.
- the additional device 9 has according to the work to be carried out, tools not shown.
- each additional device has a control unit 11 with an input option for the respective position P1 to P6 on
- Each additional device stands above the control unit 11 and a drive element 12 or one Drive motor 13 with a displacement sensor interacting with it via control lines 14, 15 with a computer 16 of a control device 17 in connection, which finally with a in the area of the plastic film web 1 arranged photo cell 18 as a sensor or control element cooperates for any deviations in the feed length of the plastic film web 1.
- a drive gear 19 is coupled, the a rack arranged on the machine frame 21 in the longitudinal direction of the plastic film web 1 22 cooperates.
- the additional devices 9 to a feed length of 300 mm between the individual positions P1 to P6 set.
- the repeat length can change due to Change the web tension, for example from 300 mm to 302 mm. So everyone stands accessories previously set to 300 mm incorrect.
- this difference length of 2 mm starting from the zero position, with the number of bags up to respective position of the additional device, e.g. an error of 8 mm for bag position 4.
- gears and racks instead of gears and racks, another adjustment device can be used, which, for example, has a spindle which is adjustable in the longitudinal direction.
Landscapes
- Making Paper Articles (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
- Replacement Of Web Rolls (AREA)
- Treatment Of Fiber Materials (AREA)
- Advancing Webs (AREA)
Abstract
Description
- Figur 1
- die einzelnen Positionen der Materialbahn;
- Figur 2
- einen Teil der Vorrichtung mit einem Zusatzgerät und einem zugeordneten Antriebsorgan und
- Figur 3
- eine grafische Darstellung für das Umpositionieren.
Claims (7)
- Verfahren zum Positionieren von mehreren, entlang einer Bewegungsstrecke einer Materialbahn, insbesondere Kunststofffolienbahn, mit Abstand zueinander angeordneten Bearbeitungsgeräten einer intermittierend arbeitenden Maschine, insbesondere einer Beutelherstellmaschine, dadurch gekennzeichnet, daß die im intermittierenden Bereich der Bewegungsstrecke der Materialbahn angeordneten Zusatzgeräte bei Vorschubveränderungen der Materialbahn automatisch in ihre korrekte Stellung positioniert werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die von einem Fühler, z. B. einer Fotozelle, festgestellten Abweichungen der Ist-Vorschublänge der Materialbahn von der Soll-Vorschublänge in einem Rechner einer Steuereinrichtung zu einem Korrekturwert verarbeitet werden, der an die einzelnen Zusatzgeräte weitergegeben wird, die schließlich über einen aus dem Korrekturwert multipliziert mit der jeweiligen Abstandsposition des betreffenden Zusatzgerätes zu einer festgelegten Null-Position ermittelten Verstellweg positioniert werden.
- Vorrichtung zum Positionieren von mehreren, entlang der Bewegungsstrecke einer Materialbahn, insbesondere Kunststofffolienbahn, mit Abstand zueinander angeordneten Bearbeitungsgeräten einer intermittierend arbeitenden Maschine, insbesondere einer Beutelherstellmaschine, mit einer Steuereinrichtung und Antriebseinrichtung zur Positionsveränderung der Bearbeitungsgeräte in bezug zur Bewegungsstrecke der Materialbahn gemäß den Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die im intermittierenden Bereich der Bewegungsstrecke der Materialbahn (1) angeordneten Zusatzgeräte (9) jeweils mit einem eigenen Antriebsorgan (12) ausgerüstet sind, das einen steuerbaren Antriebsmotor (13) und einen damit zusammen wirkenden Wegaufnehmer sowie eine Übertragungseinrichtung (19, 22) aufweist.
- Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, daß die Übertragungseinrichtung von einem mit dem Antriebsmotor (13) gekoppelten Antriebszahnrad (19) und einer damit zusammen wirkenden Zahnstange (22) bzw. einer eine in Längsrichtung verstellbare Spindel aufweisenden Verstelleinrichtung gebildet ist.
- Vorrichtung nach Anspruch 3 oder 4, dadurch gekennzeichnet, daß mit der Steuereinrichtung (17) ein Fühler, vorzugsweise eine Fotozelle (18), in Wirkverbindung steht.
- Vorrichtung nach einem oder mehreren der Ansprüche 3 bis 5, dadurch gekennzeichnet, daß ein auf der Null-Position (P0) stehendes Bearbeitungsgerät als Schweißeinrichtung (3) ausgebildet ist.
- Vorrichtung nach einem oder mehreren der Ansprüche 3 bis 6, dadurch gekennzeichnet, daß jedes Zusatzgerät (9) eine Steuereinheit (11) mit einer Eingabemöglichkeit der jeweiligen Position (P1 - P6) der Zusatzgeräte (9) aufweist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19856648A DE19856648A1 (de) | 1998-12-09 | 1998-12-09 | Verfahren und Vorrichtung zum Positionieren von mehreren, entlang einer Bewegungsstrecke einer Materialbahn, insbesondere einer Kunststoffolienbahn, mit Abstand zueinander angeordnete Bearbeitungsgeräten |
| DE19856648 | 1998-12-09 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1008439A1 true EP1008439A1 (de) | 2000-06-14 |
| EP1008439B1 EP1008439B1 (de) | 2005-12-28 |
Family
ID=7890416
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99120740A Expired - Lifetime EP1008439B1 (de) | 1998-12-09 | 1999-10-20 | Verfahren und Vorrichtung zum Positionieren von mehreren, entlang einer Bewegungsstrecke einer Materialbahn, insbesondere einer Kunststofffolienbahn, mit Abstand zueinander angeordneten Bearbeitungsgeräten |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US6319182B1 (de) |
| EP (1) | EP1008439B1 (de) |
| AT (1) | ATE314196T1 (de) |
| DE (2) | DE19856648A1 (de) |
| ES (1) | ES2256996T3 (de) |
| NO (1) | NO996033L (de) |
| PT (1) | PT1008439E (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020002628A1 (de) * | 2018-06-28 | 2020-01-02 | Windmöller & Hölscher Kg | Werkzeugpositionierung bei der bearbeitung von schlauchstücken |
| EP3817917A2 (de) * | 2018-07-06 | 2021-05-12 | Windmöller & Hölscher KG | System und verfahren zur bearbeitung von schlauchstücken |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19839144B4 (de) * | 1998-08-28 | 2004-07-08 | Lemo Maschinenbau Gmbh | Vorrichtung zum Herstellen und Abtransportieren von Stapeln aus Kunststoffbeuteln, insbesondere Automatenbeuteln |
| ES2199758T3 (es) * | 2000-07-07 | 2004-03-01 | TETRA LAVAL HOLDINGS & FINANCE S.A. | Unidad para procesar una banda de material de embalaje para producir envases de productos alimenticios que se pueden verter. |
| US20020155936A1 (en) * | 2001-04-23 | 2002-10-24 | Wied Randy C. | Modular pouch machine |
| DE102005009132B4 (de) * | 2005-03-01 | 2019-03-14 | Manroland Goss Web Systems Gmbh | Verfahren zur Steuerung bzw. Regelung eines Falzapparats einer Druckmaschine |
| DE102005013361B4 (de) * | 2005-03-23 | 2017-04-13 | Manroland Web Systems Gmbh | Verfahren zur Regelung eines Falzapparats einer Druckmaschine |
| US7445590B2 (en) * | 2006-01-13 | 2008-11-04 | Cmd Corporation | Method and apparatus for making bags |
| DE102006039564B4 (de) * | 2006-08-23 | 2013-01-17 | Windmöller & Hölscher Kg | Positionsregelung an Bodenleger mit Bildverarbeitung |
| US8047976B2 (en) * | 2009-11-05 | 2011-11-01 | Pitney Bowes Inc. | Item handling system with tracking |
| US9956738B1 (en) * | 2013-03-08 | 2018-05-01 | Paul A. Olson | Automated bag former |
| PL2969518T3 (pl) * | 2013-03-15 | 2019-11-29 | Mars Inc | Sposób wykonywania wielu zadań na wstędze materiału |
| AU2016255501B2 (en) | 2015-04-29 | 2019-01-03 | Graphic Packaging International, Llc | Method and system for forming packages |
| EP3665002A4 (de) | 2017-08-09 | 2021-05-05 | Graphic Packaging International, LLC | Verfahren und system zur herstellung von packungen |
| CA3104186C (en) | 2018-07-09 | 2023-10-03 | Graphic Packaging International, Llc | Method and system for forming packages |
| USD1042113S1 (en) | 2020-01-24 | 2024-09-17 | Graphic Packaging International, Llc | Reinforcing carton |
| CN116133834B (zh) * | 2020-09-25 | 2025-11-07 | 户谷技研工业株式会社 | 制袋机 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5733236A (en) * | 1996-12-19 | 1998-03-31 | Fmc Corporation | Bag-making apparatus having automated positioning of attachments |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2321647A (en) * | 1939-09-21 | 1943-06-15 | Us Envelope Co | Apparatus for making containers |
| CH650722A5 (fr) * | 1983-02-21 | 1985-08-15 | Bobst Sa | Machine pour confectionner des boites pliantes. |
| US5041070A (en) * | 1988-07-29 | 1991-08-20 | Amplas, Inc. | Intermittent web feed apparatus |
| US5470300A (en) * | 1992-09-09 | 1995-11-28 | Ro-An Industries Corporation | Web registration system and method |
| DE19751798A1 (de) * | 1997-11-24 | 1999-05-27 | Lemo Maschb Gmbh | Verfahren und Vorrichtung zum gleichzeitigen Herstellen von jeweils zwei Beuteln, insbesondere Automatenbeuteln aus Doppelfolienbahnabschnitten einer flachgelegten Schlauchbahn |
| US6139479A (en) * | 1998-02-23 | 2000-10-31 | Reynolds Consumer Products, Inc. | Apparatus and method for manufacture of containers of variable length |
-
1998
- 1998-12-09 DE DE19856648A patent/DE19856648A1/de not_active Ceased
-
1999
- 1999-10-20 EP EP99120740A patent/EP1008439B1/de not_active Expired - Lifetime
- 1999-10-20 AT AT99120740T patent/ATE314196T1/de not_active IP Right Cessation
- 1999-10-20 ES ES99120740T patent/ES2256996T3/es not_active Expired - Lifetime
- 1999-10-20 PT PT99120740T patent/PT1008439E/pt unknown
- 1999-10-20 DE DE59912980T patent/DE59912980D1/de not_active Expired - Lifetime
- 1999-11-17 US US09/441,776 patent/US6319182B1/en not_active Expired - Lifetime
- 1999-12-08 NO NO996033A patent/NO996033L/no unknown
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5733236A (en) * | 1996-12-19 | 1998-03-31 | Fmc Corporation | Bag-making apparatus having automated positioning of attachments |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020002628A1 (de) * | 2018-06-28 | 2020-01-02 | Windmöller & Hölscher Kg | Werkzeugpositionierung bei der bearbeitung von schlauchstücken |
| EP3817917A2 (de) * | 2018-07-06 | 2021-05-12 | Windmöller & Hölscher KG | System und verfahren zur bearbeitung von schlauchstücken |
Also Published As
| Publication number | Publication date |
|---|---|
| US6319182B1 (en) | 2001-11-20 |
| NO996033D0 (no) | 1999-12-08 |
| PT1008439E (pt) | 2006-05-31 |
| DE59912980D1 (de) | 2006-02-02 |
| EP1008439B1 (de) | 2005-12-28 |
| DE19856648A1 (de) | 2000-06-15 |
| ATE314196T1 (de) | 2006-01-15 |
| NO996033L (no) | 2000-06-13 |
| ES2256996T3 (es) | 2006-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1008439B1 (de) | Verfahren und Vorrichtung zum Positionieren von mehreren, entlang einer Bewegungsstrecke einer Materialbahn, insbesondere einer Kunststofffolienbahn, mit Abstand zueinander angeordneten Bearbeitungsgeräten | |
| DE3417042C2 (de) | ||
| DE2253025C3 (de) | Vorrichtung zum Herstellen von Schraubennahtrohr | |
| DE3144468A1 (de) | Verfahren und vorrichtung zum positionsieren von werkzeugen | |
| DE3880023T2 (de) | Vorrichtung zum variieren des abstandes zwischen dem schweisselement und dem gegen-schweisselement in verpackungsmaschinen. | |
| DE19741163C2 (de) | Verfahren und Vorrichtung zur Durchlaufbearbeitung von plattenförmigen Werkstücken | |
| DE3004244C2 (de) | Vorrichtung für die Herstellung von Kunststofftaschen | |
| EP0164063A2 (de) | Abbundmaschine zum Bearbeiten von Brettern, Kanthölzern und dergleichen | |
| DE2832982A1 (de) | Positionierungsvorrichtung | |
| DE69011077T2 (de) | Regelanordnung für abkantpresse. | |
| DE3640675C2 (de) | ||
| DE1474263B2 (de) | Vorrichtung zum mittelliniengleichen Ausrichten zweier zu verbindender Bahnenden | |
| DE102011053064B4 (de) | Vorrichtung und Verfahren zum Umrüsten von Profilummantelungsmaschinen | |
| DE3402567A1 (de) | Vorrichtung zum schneiden von stabmaterial, insbesondere von betonstahlstaeben | |
| DE2319790A1 (de) | Maschine zum lochen von werkstuecken | |
| EP0362833A2 (de) | Holzbearbeitungsmaschine, insbesondere Kehlmaschine | |
| DE3825714C2 (de) | ||
| DE3303319A1 (de) | Profilstahlbearbeitungsanlage | |
| DE2736371C2 (de) | Nähgutvorschubvorrichtung mit diskontinuierlich umlaufendem Stoffschieber | |
| EP3199369B1 (de) | Verfahren zum vorformen und runden eines buchblocks | |
| DE19624022C2 (de) | Maschine zum Bearbeiten von Werkstücken aus Holz, Kunststoff und dergleichen | |
| DE4217291C1 (de) | Kantenanleimmaschine | |
| DE19511189C2 (de) | Verfahren und Vorrichtung zum Ausrichten von Bandmaterial beim Zuführen in eine Bandmaterial-Bearbeitungsmaschine | |
| DE3408439C2 (de) | Vorrichtung zum Stanzen von Werkstücken für den Stahlbau, den Anlagenbau und dgl. | |
| DE102006014304A1 (de) | Verfahren und Vorrichtung zum Verformen einer mit mindestens einer Markierung versehenen Folie |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20001207 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20011116 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051228 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051228 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051228 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 59912980 Country of ref document: DE Date of ref document: 20060202 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060125 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20060400036 Country of ref document: GR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: E. BLUM & CO. PATENTANWAELTE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060328 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060328 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Effective date: 20060323 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2256996 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061031 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20060929 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: LEMO MASCHINENBAU GMBH Free format text: LEMO MASCHINENBAU GMBH#RHEIDTER STRASSE 52#D-53859 NIEDERKASSEL-MONDORF (DE) -TRANSFER TO- LEMO MASCHINENBAU GMBH#RHEIDTER STRASSE 52#D-53859 NIEDERKASSEL-MONDORF (DE) |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051228 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20101025 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20101018 Year of fee payment: 12 Ref country code: GB Payment date: 20101021 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20111019 Year of fee payment: 13 Ref country code: NL Payment date: 20111025 Year of fee payment: 13 Ref country code: FR Payment date: 20111103 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111031 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20130422 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20130501 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: ML Ref document number: 20060400036 Country of ref document: GR Effective date: 20130508 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20121020 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20130628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130422 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130501 Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130508 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20141022 Year of fee payment: 16 Ref country code: ES Payment date: 20141028 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20141030 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20141021 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59912980 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151020 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160503 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20170303 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151031 |